家电产品结构设计手册[1]
家电结构设计规范标准[详]
![家电结构设计规范标准[详]](https://img.taocdn.com/s3/m/d501f845f111f18582d05a2e.png)
产品的配合装饰线间隙(高)尺寸因其体积的大小而不一。设计时应考虑装饰线与产品整体的协调。通常有(0.30mm,0.50mm,0.8mm,1.0mm。)宽度通常有(0.30mm,0.50mm,1.0mm)。
A类产品装饰线为0.3x0.3。
B类产品装饰线为0.5x0.5。
6)塑件精度要求高,应采用较小的拔摸角。
塑件较高较大,应采用较小的拔摸角,即按落差计算。
塑件形状复杂,不易脱模,应采用较大的拔摸角。
塑件收缩率较大,应采用较大的拔摸角。
塑件壁较厚,收缩也增大,应采用较大的拔摸角。
7)产品表面如果有侧面行位开摸,则行位位置拔摸角可忽略。
图4-1
图4-2
5.倒圆角:
1)产品的所有外形棱线必须要导圆角。特别注意电铸件或电铸按键的棱线
2)B类:塑件外形高低150~250mm,如座式电话机(ABS),壁厚度一般为1.8mm~2.5mm。
3)C类:塑件外形高低250mm以上,如电饭煲(PP),器械外罩(ABS)。壁厚度一般为2.5mm~3.0mm。
4)D类:对于对壳体有特别要求的产品,如音箱(壁厚对音响效果影象较大),壁厚由3.0mm~4.0mm不等。
5)A类产品侧壁厚要求1.8mm以上,凸止口为0.8x1.0(宽x长)或1.0x1.0。凹凸止口的间隙为0.05,加3·的拔摸角。
B类产品侧壁厚要求2.3mm以上,凸止口为1.0x1.0或1.2x1.5。凹凸止口的间隙为0.08,加3·的拔摸角。
C类产品侧壁厚要求3.0以上,止口为1.5x1.5或1.5x2.0。凹凸止口的间隙为0.15,加3·的拔摸角。
2)双止口的使用相对会少。一般用于防水或比较密封和须要用打胶方式固定的产品。还有胶位厚的产品也常用。
智能家居产品使用说明手册

智能家居产品使用说明手册第一章:产品概述 (2)1.1 产品简介 (3)1.2 产品特点 (3)第二章:开箱与安装 (3)2.1 开箱准备 (3)2.2 设备安装 (4)2.3 连接电源 (4)第三章:设备连接与配置 (4)3.1 连接WiFi (4)3.1.1 准备工作 (4)3.1.2 连接步骤 (5)3.2 配置智能家居系统 (5)3.2.1 添加设备 (5)3.2.2 设置设备名称 (5)3.2.3 设定设备场景 (5)3.3 绑定设备 (5)3.3.1 绑定设备至账户 (5)3.3.2 解绑设备 (6)第四章:基本操作 (6)4.1 智能家居APP使用 (6)4.1.1 与安装 (6)4.1.2 注册与登录 (6)4.1.3 主界面功能介绍 (6)4.1.4 添加设备 (6)4.1.5 控制设备 (6)4.2 语音操作 (6)4.2.1 开启语音 (6)4.2.2 语音唤醒 (7)4.2.3 语音命令 (7)4.3 设备控制 (7)4.3.1 开关控制 (7)4.3.2 调节控制 (7)4.3.3 定时控制 (7)4.3.4 场景控制 (7)4.3.5 联动控制 (7)第五章:场景设置 (7)5.1 创建场景 (7)5.2 添加设备 (8)5.3 触发条件设置 (8)第六章:安全与隐私 (8)6.1 数据加密 (8)6.1.1 加密技术概述 (8)6.1.2 加密算法 (8)6.1.3 加密密钥管理 (8)6.2 账号管理 (9)6.2.1 账号创建与认证 (9)6.2.2 账号权限管理 (9)6.2.3 账号安全保护 (9)6.3 隐私保护 (9)6.3.1 用户信息保护 (9)6.3.2 数据存储与处理 (9)6.3.3 数据共享与使用 (9)6.3.4 用户隐私设置 (9)第七章:智能家居设备维护 (10)7.1 设备保养 (10)7.1.1 清洁保养 (10)7.1.2 定期检查 (10)7.2 软件升级 (10)7.3 故障处理 (10)7.3.1 常见故障及处理方法 (10)7.3.2 故障处理注意事项 (11)第八章:智能家居系统扩展 (11)8.1 添加新设备 (11)8.1.1 设备连接 (11)8.1.2 设备配置 (11)8.1.3 设备调试 (12)8.2 系统兼容性 (12)8.2.1 设备兼容性 (12)8.2.2 系统兼容性升级 (12)8.3 系统升级 (12)8.3.1 升级方式 (12)8.3.2 升级步骤 (12)8.3.3 注意事项 (12)第九章:售后服务 (13)9.1 售后政策 (13)9.2 联系客服 (13)9.3 常见问题解答 (13)第十章:用户反馈与建议 (14)10.1 反馈渠道 (14)10.2 意见收集 (14)10.3 改进与发展 (15)第一章:产品概述1.1 产品简介本智能家居产品是一款集成了现代科技与人性化设计的高科技产品,旨在为用户提供舒适、便捷、安全的居住环境。
家电产品塑料件结构设计
03、壁厚的选择
塑胶零件的壁厚对零件的质量影响很大,壁厚过小时成型的流动阻力大,大 形复杂的零件就很难充满型腔,塑胶壁厚的最小尺寸应满足以下几个方面的要 求:
➢ 足够的强度和刚度。 ➢ 脱模时能经受脱模机构的冲击与震动 ➢ 装配时能承受足够的紧固力 塑胶零件规定有最小壁厚值,它随塑胶品种牌号和零件大小不同有不同,对于外壳零件, 推荐如下壁厚ABS,PC+ABS,PC, 透明PC,透明ABS,壁厚为:2.0-3.5mm。一些小的 外观零件(如按键帽,灯罩,旋钮)可以做到1.2-2.0mm同一个塑胶零件的壁厚尽可能 一致,否则可能会由于壁厚不均而产生壁厚处缩水。
10、塑料件设计要点
➢ 壁厚适当、均匀
10、塑料件设计要点
➢ 壁厚适当、均匀
10、塑料件设计要点
➢ 不同厚度的壁之间应该有过渡部分
10、塑料件设计要点
➢ 不同厚度的壁之间应该有过渡部分
10、塑料件设计要点
➢ 表面凹痕的消除或掩盖
10、塑料件设计要点
➢ 要有足够的脱模斜度
10、塑料件设计要点
家电产品塑料件结构设计
2023/02/10
目录
CONTENTS
01 术语和定语 02 材料的选择 03 壁厚的选择 04 拔模斜度的设计 05 柱位的设计 06 加强筋的设计 07 装饰线、止口、叉骨、扣位的设计 08 圆角的设计 09 常用透明零件的设计
01、术语和定语
1.1 缩水、缩痕 制品表面产生凹陷的现象,由塑胶体积收缩产生,常见于局部内厚区域,如加强肋或柱位与面 交接区域。
06、加强筋位的设计
柱位上的加强筋:胶柱在结构允许情况下必须设计加强筋。柱位上的加强筋由于是跟柱位一起 顶出,可以比普通的加强筋高得多,其高度方向上比柱位端面低1-3mm就可以了。同时,柱位的 加强筋尽量对称加工,以保证柱位变形尽量小。其形状如图1,指示的斜度为D=3-5度。
家电结构课程设计

家电结构课程设计一、课程目标知识目标:1. 学生能理解常见家电的基本结构组成,如电冰箱、洗衣机、空调等。
2. 学生能掌握家电各部件的功能及其工作原理,并了解它们在家电整体运行中的作用。
3. 学生能了解家电的发展历程,认识到科技对家电性能及结构的影响。
技能目标:1. 学生能通过观察、拆解和组装,提高动手实践能力。
2. 学生能运用所学知识,分析并解决简单的家电故障。
3. 学生能运用比较、分析等方法,对家电结构进行评价和优化。
情感态度价值观目标:1. 学生培养对家电结构的兴趣,激发探究家电科技的欲望。
2. 学生认识到家电结构优化对节能、环保的重要性,增强环保意识。
3. 学生通过团队协作,培养合作精神,提高沟通能力。
本课程针对中学生设计,结合学生好奇心强、动手能力逐渐增强的特点,注重理论与实践相结合,提高学生的知识水平、技能和情感态度价值观。
课程目标具体、可衡量,为教学设计和评估提供明确方向。
二、教学内容本章节教学内容主要包括以下三个方面:1. 家电基本结构认识:- 电冰箱、洗衣机、空调等常见家电的内部结构组成。
- 各个部件的名称、功能及相互关系。
2. 家电工作原理及发展历程:- 电冰箱、洗衣机、空调等家电的工作原理。
- 家电性能的提升及结构优化的历程。
- 家电科技发展的趋势及其对生活的影响。
3. 实践操作与问题分析:- 拆解与组装家电,了解各部件在实际运作中的作用。
- 分析并解决简单的家电故障,提高动手解决问题的能力。
- 比较不同品牌和型号的家电结构,评价其优缺点。
教学内容依据课程目标制定,与课本章节紧密关联。
教学大纲明确,包括家电结构认识、工作原理及发展历程、实践操作与问题分析三部分。
具体安排和进度如下:1. 认识家电基本结构(1课时)2. 了解家电工作原理及发展历程(1课时)3. 实践操作与问题分析(2课时)教学内容科学系统,注重理论与实践相结合,旨在提高学生的知识水平和实践能力。
三、教学方法针对本章节内容,采用以下多样化的教学方法,以激发学生的学习兴趣和主动性:1. 讲授法:- 对于家电基本结构、工作原理及发展历程等理论知识,采用讲授法进行教学。
全自动吸尘器的设计
摘要随着社会的进步和发展,人们的学习、工作越来越繁忙,于是怎样更大程度地将人们从烦琐的日常事物中解脱出来,就成了新一代家电所追求的目标,而自动化正是这一目标的集中体现。
本文介绍的全自动吸尘器初步实现了无人情况下的自主工作方式。
它自带电源,利用了超声波测距的原理,通过向前进方向发射超声波脉冲,并接收相应的返回声波脉冲,对墙壁等进行判断;通过以单片机为核心的控制器实现对超声发射和接收的选通控制,并在处理返回脉冲信号的基础上加以判断,选定相应的控制策略;通过驱动器驱动两步进电机,带动驱动轮,从而实现行走转向等功能;通过红外线热释电传感器对人的活动进行检测,减少人对吸尘器行走的影响。
在吸尘器行走的同时,由其自身携带的小型吸尘部件,对经过的地面进行必要的吸尘清扫。
关键词:步进电机单片机超声波传感器电子罗盘目录摘要 1 Abstract 错误!未定义书签。
第1章绪论 1 1.1 家用吸尘器的原理 11.1.1 家用吸尘器的分类 11.2 全自动吸尘器的研究目的与意义 21.3 全自动吸尘器的发展 3 第2章全自动吸尘器控制部分设计 42.1单片机的结构和性能 42.2电子罗盘的性能 62.3超声波传感器的原理及性能 72.4红外线热释电传感器的原理及性能 82.5整个控制系统的组成及工作原理 9 第3章全自动吸尘器结构的设计 113.1全自动吸尘器外壳结构设计错误!未定义书签。
3.2全自动吸尘器吸尘部位结构设计错误!未定义书签。
3.3 全自动吸尘器行走部位结构设计错误!未定义书签。
3.3.1 全自动吸尘器主要参数计算 11第4章电源及驱动电路的设计 134.1供电电源的设计 134.2步进电机的原理及驱动电路 144.2.1 步进电机的原理 144.2.2 步进电机的特性 164.2.3 步进电机的驱动 184.3电动风机的工作原理及驱动 194.3.1 电动风机的工作原理 194.3.2 电动风机的特性及驱动电路 20 第5章全自动吸尘器控制系统的软件编制 235.1全自动吸尘器工作过程分析 235.2步进电机的脉冲信号 235.3发生器的脉冲信号 255.4 系统的总体控制流程 26 第6章全自动吸尘器的技术经济分析 27 结论 28 致谢 35 参考文献 29第1章绪论1.1家用吸尘器的原理吸尘器是现代家庭中受到人们广泛喜爱的清洁用具,传统的用具清扫房间往往不能将家里的微细尘埃清扫干净,尘埃总是从一处转移到另一处,尤其是地毯﹑窗帘等处的灰尘就更难以清除,利用吸尘器来做清洁工作就无此弊。
家电结构设计常见尺寸-图文详解

3 8
H
d1=d-2x
5 8
H;d2=d-2x
3 8
H
H=√23 P=0.866025404P
D=内螺纹大径;d=外螺纹大径;D2=内螺纹中径;d2=外螺纹中径 D1=内螺纹小径;d1=外螺纹小径;P=螺距;H=原始三角形高度
9
粗牙螺纹尺寸查询
10
热铆铜螺母M1.4、M1.6、M2.0
11
热铆铜螺母M3.0、M4.0
家电设计常见尺寸
目录
一、壁厚 1)、1.2MM:无线网卡、阅读器、车载MP3播放器 2)、1.5MM:手机 3)、2.0MM-2.2MM:POS机 4)、2.5MM:便携B超 5)、3.0MM、4.0MM:牙科CT、开立B超
二、美观槽、止口、反插骨 三、螺丝柱、热熔铜螺母 四、卡扣 五、软胶拉住 六、按键间隙、按键设计(弹性壁) 七、开口尺寸:IC卡、SD卡、SIM卡、T-F卡 八、电池仓、电池门扣
2 2
一、产品壁厚
1)、壁厚1.2MM产品:无线网卡、2)、壁厚1.5MM产品:手机 3)、壁厚2.0MM-2.2MM产品:4)、壁厚2.5MM产品:便携B超
阅读器、车载MP3播放器
POS机
无线网卡 阅读器
终端机
POS机
车载MP3
3
壁厚3.0MM、4.0MM产品
5)、3.0MM、4.0MM:牙科CT、开立B超、汇影B超
倒C角
16
六、按键间隙、按键设计(弹性壁)
硅胶按键
17
拨动键
周边间隙0.1
预留行程
18
POS机P+R按键
19
阅读器复位键
按钮
热熔柱
20
电子书P+R侧键
产品结构设计-第1章 壳体箱体结构设计
设计理论(3)
(3) 金属型铸造:用金属制成的铸型 型腔,进行浇注获得逐渐的铸造方法, 如图所示,金属型可反复多次使用,铸 型常用铸铁制成,也可采用钢材或铜材 制作。与砂型铸造比较,金属型铸造有 以下特点:
【1】实现了“一型多铸”。
【2】铸件的力学性能提高。
【3】精度及表面质量提高,加工量小。
【4】金属型的制造成本高、周期长;
壳体、箱体的通常设计步骤和程序如下: (1)初步确定形状、主要结构和尺寸。 (2)常规计算。利用材料力学、弹性力学等固体力学理论和计算公式,进行强度、刚度和稳定性等方面的 校对,修改设计以满足设计要求。 (3)静态分析、模型或实物实验及优化设计。通常,对于复杂和要求高的产品进行此步骤,并据此对设计 进行修改和优化。 (4)制造工艺性和经济性分析。 (5)详细结构设计。
离心铸造的铸型有金属型和砂型两种,目前广泛应用的是金属型离心铸造。
设计理论(3)
与砂型铸造相比较,离心铸造有如下特点: 【1】工艺过程简单,铸造中空筒类、管类 零件时,省去了型芯、浇注系统和冒口, 节约金属和其他原材料。 【2】离心铸造使液态金属在离心力作用下 充型并凝固,铸件组织致密,无缩孔、气 孔、夹渣等缺陷、力学性能较好。 【3】离心铸造中,铸造合金的种类几乎不 受限制。 【4】离心铸造的不足之处是,铸件的内表 面质量差,孔的尺寸不宜控制。
设计理论(3) 1.1.2 壳体、箱体的结构特点与设计要求
(2)便于拆、装。考虑产品的组装、拆卸和维修、维护, 壳体、箱体多涉及成分体结构,各部分通 过螺钉、锁扣等进行组合连接。对于长久使用或可能多次拆卸的产品,需考虑采用便于拆卸、耐用 的结构,如塑料壳内嵌金属螺纹件;对经常拆卸、分合、启闭等的产品,需考虑采用便于快速拆卸、 组装的结构。
全自动波轮式洗衣机传动装置结构设计说明书
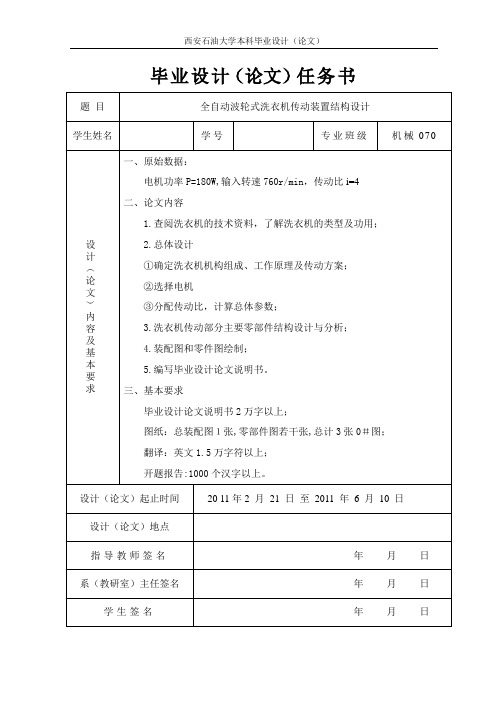
毕业设计(论文)任务书摘要随着社会经济的发展和科学技术水平的提高,家用电器全自动化成为必然的发展趋势。
全自动洗衣机的产生极大的方便了人们的生活。
洗衣机是国内家电业唯一不打价格战的行业,经过几年的平稳发展,国产洗衣机无论在质量上还是功能上都和世界领先水平同步。
目前在我国生产的洗衣机中,波轮式洗衣机占了80%以上。
一般来说,全自动波轮式洗衣机具有洗涤、脱水、水位自动控制,以及根据不同衣物选择洗涤方式和洗涤时间等基本功能,其结构主要由洗涤和脱水系统、进排水系统、电动机和传动系统、电气控制系统、支承机构等5大部分组成。
此次设计主要是对全自动波轮式洗衣机的传动装置结构进行了设计,传动系统主要是由电动机和减速离台器两部分组成。
一台洗衣机通过电动机要进行洗涤和脱水两种不同的工作状态,这主要是由洗衣机的传动系统来完成的。
全自动波轮式洗衣机的传动系统的设计计算内容较多,但大多数零部件选用无需进行设计,设计内容主要有:方案设计、电动机选用、带传动设计、行星减速器设计等。
其中,行星减速器设计为此次设计的重点部分,针对它进行了详细的计算和校核。
关键词:全自动洗衣机;传动系统;离合器;行星减速器AbstractWith the social economic development and raising the level of science and technology, fully automated home appliances become inevitable trend of development. Production of automatic washing machine is very convenient for people's lives. Washing machine is the only non-domestic appliances industry price war in the industry, after several years of steady growth, domestic washing machine in terms of quality or functionality keep up with world-leading levels. At present in China in the production of washing machines, top loading washing machine accounts for 80% or more.In general, automatic top loading washing machine with washing, dehydration, water level automatic control, and choose according to different method of washing clothes and washing time and other basic functions, the structure mainly by the washing and dewatering system, into the system, motor and transmission , Electrical control systems, supporting institutions, five major components. The design of the main loading washing machine is a fully automatic transmission device structure design, drive motor and reducer mainly by the two parts away from the tuner. A washing machine through the motor to washing and dewatering two different working conditions, this basically is the transmission system by washing machine to finish. Fully automatic top loading washing machine design calculation of more content, but most parts are selected without the need for design, design elements are: design, motor selection, belt drive design, planetary gear design. Among them, a planetary reducer design for the design of the key parts in it, a detailed calculation and checking.Keywords: automatic washing machine; transmission system; clutch; planetary reducer绪论毕业设计是大学中一个非常重要的实践性学习环节。
小家电产品研发设计流程(很详细)
Pro/ENGINEER家电产品设计的一般流程如下所述步骤一:对市场天客户进行分析及写出可行性分析报告,提出开发计划书及订定产品规格。
步骤二:对设计资料进行必要的准备,包括以下几个部分n初期零件表n初期制造流程图n关键性零组件适用报告步骤三:拟定产品外观设计作业办法,包括以下几个部分。
n外观设计方针说明表n草绘/概念图n外观实际尺寸图/三维文档n产品外观色彩计划,即配色表n外观手板模型制作步骤四:进行软件设计,包括以下几个部分。
n软件规划说明书n软件设计说明书,测试表步骤五:进行硬件设计作业(PCBLayout),包括以下两项。
n电子线路图、零件外观及尺寸规格nLayout注意事项与规格书步骤六:拟定结构设计作业,包括以下几项。
l提出结构开发计划,对产品的材料先定好,如软胶、硬胶或透明件。
对一些不太肯定的塑胶材料向模具厂请教参照意见l设计三维结构图,考虑好上下盖的固定方式,设计出扣位和螺丝的位置,检查里面空间是否足够。
想好按钮的固定方式和操作情况,注意按键和按钮之间的距离,特别注意设计在侧面按钮空间和操作可行性l对透明件尽量不要用扣位,因扣位会使产品露白,建模前应把整体构思结构向上司汇报并确认后方可行进行。
检查三维模型的干涉,进行机构模拟,对两件之间的配合要考滤,预留空间(因喷漆和电镀都会使产品空隙很紧,对上下盖的配合能通过挤压和落地测试检查)。
结构完成后要存储成图片给客户确认。
l给出PCB的具体尺寸及限高,以便电子工程师列PCBl绘制结构零件图、爆炸图、产品规格检验表,做零件样品检查记录l制作结构手板和零件打样。
对手板需严格要求,对做出的手板和图纸进行对照。
利用手板的时间,准备其他东西,如充电片和螺丝等。
将检查的结果再次给客户确认(同时将方件给模具厂报价,并定好模块)。
出工程图时标明零件材质,是否有喷漆、电镀等进行标明,并注明产品不能有缩水、毛刺、溶接痕、露白和尺寸误差等。
l做零件承认计划及量产准备计划步骤七:制定模具开发作业,包括以下两项l签定模具开发合约书试模检查。
美菱冰箱说明书手册365

产品型号及规格
本说明书适用于美菱冰箱BCD365WPC型号。
该型号冰箱采用对开门设计,总 容积为365升,其中冷藏室容积 为225升,冷冻室容积为140升。
冰箱外观尺寸为宽790mm×深 666mm×高1830mm,适合家
远程控制功能演示
温度调节
01
用户可以通过手机APP远程控制冰箱的温度,随时随地调节冷
藏室和冷冻室的温度,满足不同食物的存储需求。
模式切换
02
根据实际需求,用户可以在手机APP上切换冰箱的工作模式,
如速冷模式、速冻模式等。
故障诊断与报修
03
当冰箱出现故障时,用户可以通过手机APP进行故障诊断,并
在线报修,享受便捷的售后服务。
美菱冰箱说明书手册365
目录
• 产品概述与特点 • 外观结构与操作指南 • 冷藏冷冻技术解析 • 智能互联与远程控制 • 清洁保养与故障排除 • 附件选购与使用指南
01
产品概述与特点
Chapter
Байду номын сангаас
美菱冰箱品牌介绍
美菱是中国知名的家电品牌,专注于制冷行业多年,拥 有丰富的研发、生产经验。
美菱冰箱以其卓越的品质、创新的技术和完善的售后服 务赢得了广大消费者的信赖。
际需求进行节能设置。
04
智能互联与远程控制
Chapter
智能互联技术应用
1 2 3
物联网技术 美菱冰箱采用先进的物联网技术,实现冰箱与互 联网的连接,为用户提供智能化、便捷化的服务。
大数据分析
通过收集用户使用数据,利用大数据技术进行分 析,为用户提供更加个性化的使用建议和节能方 案。
海尔CH2006 CH2080007 CH2008 CH2009电磁炉维修手册
3) 锅干烧:火锅行程时,检知锅底温度上升 1hex 时间为 tg, 若 tg<3 秒连续 16 次, 立即停止加热,显
示 E6,每隔 5 秒发出两长两短声音提示, 响两次后转入关机行程。
k. 调大键: 1) 火锅、爆炒、蒸煮行程时, 按该键增加火力。 2) 油炸、烧烤行程时, 按该键增加定温温度。 3) 时间调整时,按该键调整分钟单位数字,每按该键一次,时间转换 1 分钟,连续按键时间快速转换。
l. 调小键: 1) 火锅、爆炒、蒸煮行程时, 按该键降低火力。 2) 油炸、烧烤行程时, 按该键降低定温温度。 3) 时间调整时,按该键调整小时单位数字,每按该键一次,时间转换 1 小时,连续按键时间快速转换。
(2) 使用功能: a. 自动煲汤:煲好后自动关机。 b. 自动煲粥:煲好后自动关机。
c. 自动烧水:烧水完成后自动关机。 d. 自动温奶:将料理品恒温在 50℃,默认 2 小时温奶。 e. 自动蒸煮:八档火力调节,默认 20 分钟蒸煮,蒸煮 20 分钟自动关机。 f. 火锅:八档火力调节。 g. 爆炒:八档火力调节。 h. 油炸:八档定温温度调节。 i. 烧烤:八档定温温度调节。 j. 通用保温:将料理品保温在 60℃。 k. 定时自动关机小时 59 分钟倒计时定时自动开机时间设定。 m. DIY 智能编程:将用户的手动操作过程,转换为适合用户料理习惯的自动功能, 功能无限扩展。 (3) 安全功能 a. 电压过高保护。 b. 电压过低保护。 c. 雷击浪涌电压保护。 d. 超强抗快速群脉冲干扰性能。 e. 过流保护。 f. 干烧保护。 g. 锅超温保护。 h. IGBT 超温保护。 i. IGBT 超压保护。 j. 传感器异常保护。 k. 锅具自动识别。 l. 关机自动延时散热。 m. 非定时功能时,2 小时无人操作自动关机,防止忘记关机产生危险。 n. 关机后炉面余热警示。 o. 异常情况代码、声音报知。 (4) 按键定义:
智能家电产品使用说明及故障处理手册

智能家电产品使用说明及故障处理手册第一章智能家电概述 (4)1.1 产品简介 (4)1.2 产品特点 (4)1.2.1 自动化程度高 (4)1.2.2 智能互联 (4)1.2.3 节能环保 (4)1.2.4 定制化服务 (4)1.2.5 安全性高 (4)1.3 适用人群 (4)1.3.1 现代家庭用户 (4)1.3.2 科技爱好者 (4)1.3.3 老年人 (5)1.3.4 残疾人士 (5)第二章设备安装与调试 (5)2.1 开箱检查 (5)2.1.1 开箱准备 (5)2.1.2 开箱步骤 (5)2.2 设备安装 (5)2.2.1 安装位置选择 (5)2.2.2 安装步骤 (5)2.3 系统调试 (6)2.3.1 调试准备 (6)2.3.2 调试步骤 (6)第三章用户注册与登录 (6)3.1 用户注册 (6)3.1.1 注册流程 (6)3.1.2 注意事项 (6)3.2 用户登录 (6)3.2.1 登录流程 (7)3.2.2 登录方式 (7)3.2.3 注意事项 (7)3.3 忘记密码 (7)3.3.1 密码找回流程 (7)3.3.2 注意事项 (7)第四章功能使用 (7)4.1 基本功能操作 (7)4.1.1 开机与关机 (7)4.1.2 网络连接 (8)4.1.3 设备控制 (8)4.2 高级功能操作 (8)4.2.1 定时功能 (8)4.2.3 智能识别 (8)4.3 定制化功能 (9)4.3.1 个性化设置 (9)4.3.2 扩展功能 (9)第五章网络连接与设置 (9)5.1 连接网络 (9)5.1.1 确认硬件设备 (9)5.1.2 连接路由器 (9)5.1.3 选择网络 (9)5.1.4 输入密码 (10)5.1.5 等待连接 (10)5.2 网络设置 (10)5.2.1 确认网络状态 (10)5.2.2 设置网络参数 (10)5.2.3 设置网络模式 (10)5.2.4 网络安全设置 (10)5.3 断网处理 (10)5.3.1 检查网络连接 (10)5.3.2 重启设备 (10)5.3.3 重新连接网络 (10)5.3.4 检查路由器设置 (10)5.3.5 联系售后服务 (10)第六章节能环保 (11)6.1 节能模式 (11)6.1.1 节能模式概述 (11)6.1.2 节能模式的设置与操作 (11)6.1.3 节能模式的优势 (11)6.2 环保措施 (11)6.2.1 产品设计 (11)6.2.2 生产过程 (11)6.2.3 包装与运输 (11)6.3 节能技巧 (12)6.3.1 定期清洁产品 (12)6.3.2 合理设置温度 (12)6.3.3 定期检查和保养 (12)6.3.4 智能家居系统优化 (12)第七章安全防护 (12)7.1 安全使用指南 (12)7.1.1 遵守使用规范 (12)7.1.2 儿童与成人监管 (12)7.1.3 定期检查与维护 (12)7.2 防护措施 (13)7.2.1 防水防潮 (13)7.2.3 防火防爆 (13)7.3 紧急处理 (13)7.3.1 产品故障 (13)7.3.2 紧急情况 (13)第八章常见故障处理 (13)8.1 软件故障 (13)8.1.1 系统崩溃或死机 (13)8.1.2 应用程序异常 (13)8.2 硬件故障 (14)8.2.1 设备无法启动 (14)8.2.2 设备运行异常 (14)8.3 网络故障 (14)8.3.1 无法连接网络 (14)8.3.2 网络速度慢 (14)第九章定期维护与保养 (15)9.1 维护周期 (15)9.1.1 智能家电产品的维护周期应根据产品类型和使用频率来确定。
洗碗机结构设计

目录摘要Abstract第一章绪论 (1)1.1课题的提出及其研究的意义 (1)1.2家用洗碗机综述 (2)1.2.1洗碗机的分类 (3)1.2.2家用洗碗机的基本结构 (3)1.2.3家用洗碗机的工作原理 (7)1.2.4国外洗碗机的发展历程及其代表性产品 (10)1.2.5国内洗碗机的发展历程及几个洗碗机品牌的特点 (13)1.3课题研究的主要工作 (16)第二章超声波清洗 (17)2.1声波 (17)2.2超声波清洗及特点 (19)第三章结构设计 (21)3.1总体方案设计 (21)3.2重要部件的设计 (22)3.2.1超声清洗系统 (22)3.2.2喷臂冲洗系统 (24)3.2.3水位系统 (25)3.3结构总成 (26)第四章总结与展望 (28)4.1总结 (28)4.2前景展望 (29)参考文献 (30)致谢 (31)摘要随着人们生活品质的提高和工作节奏的加快,人们选择家电的标准也由原来的单一追求功能实现而逐步转向以节能、安全、环保为根本目标。
改革开放以来,我国家电产品普及程度已经相当高,然而家用洗碗机却一直是一块存在巨大市场潜力而又未被开发的领域。
这主要是由于传统的洗碗机产品不能适应中餐餐具的洗涤要求,并且洗涤时间长,能耗大。
针对这种问题,提出将超声清洗技术应用于家用洗碗机领域,开发出一款节能环保型家用超声洗碗机。
针对超声清洗和餐具洗涤各自的特点,以及使用要求,对这款洗碗机在整体结构做出了全新的设计。
结构方面,采用不锈钢清洗槽;通过对超声系统、多方位喷淋系统和水位控制系统的设计,使结构更紧凑、易控制,且清洗效果更好;洗涤工艺方面,通过铝箔腐蚀法,分析超声洗涤槽内的相对空化强度,·给超声清洗参数的选择提供依据,继而通过正交试验优选出超声洗涤参数和洗涤流程,最后选定超声功率300w、扫频、清洗时间9min、室温以及由45℃热水冲洗(5min)→超声洗(9min)→60℃水冲洗((5min)的洗涤流程为最佳洗涤流程。
(完整版)产品结构设计-章2

铆钉孔的排列 设计根据连接 设计强度要求, 主要考虑铆钉 承受的载荷, 按照材料力学 原理求解。图 2-4为制动器 摩擦片的铆接 设计实例。
胶接
胶接是用胶粘剂将被连接件表面连接在一起的过程,也称粘 接。交接与其他连接方式比较,有如下特点:
1)应力分布均匀,可提高接头抗疲劳强度和使用寿命,提高 构件的动态性能。
楔键连接易造成毂 与轴的偏心,故主 要用于对中性要求 不高、低速和载荷 平稳的使用场合。
常用螺钉如图2-9所示。各种螺钉的特点和用途不同,使用中应合理选择。
普通机用螺钉的适应性最广,螺纹部分多采用公制螺纹制 成,常用于金属件的连接,需在被连接机体上预制与之相匹配 的螺纹孔。在金属薄板或非金属材料如塑料件上制螺纹孔,使 用中易出现“易扣”现象而失效。因此,金属薄板,常在连接 局部焊接加强块,在加强块上制螺纹孔;用于塑料等软的零件 时,较好的方法是在连接部预埋带螺纹孔的金属件。
销的作用有多种,参见图2-13~图2-17。其中,起安全保护作用时,销的强度应低于零件强 度,从而在机械超过负荷时,销先断裂;作为铰链轴的销轴,当轴径较小时,常在端头部 与零件铆接在一起防止脱落,如手表、自行车链等;用于活动连接的销轴,可采用简易插 销,易于装拆,如矿山车斗间的挂接。
起安全保护作用时,销的强度应低于零件强度,从而在机械超过负荷时,销先断裂。
2)整个胶接面都能承受载荷,总的机械强度比较高。 3)减轻结构重量,胶接表面平整光滑。 4)具有密封、绝缘、隔热、防潮、减震的功能。 5)可连接各种相同或不同的材料。 6)工艺简单、生产效率高。
胶接的主要缺点有:强度不然其他形式,耐高、低温性较 差,有老化问题。
胶接已广泛用于 电器、仪表、小 家电及玩具等产 品结构中。图25所示的铝合金 硬盘壳体就是采 用胶接方式固定、 单、耐用及便于加工制造。
junker-home 容格家电产品手册说明书

200232129212100054009900688201961807083号容格产品手册烘焙烹饪烟灶组合餐具洁净保鲜制冷容格家电 质享百年容格,全新设计灵感打造摩登精致厨房时髦、现代、精致、高雅,源自德国的 JUNKER 容格嵌入式厨房电器,让您在享受高品质烹饪结果的同时,尽享烹饪乐趣。
全新容格烤箱采用优雅的黑晶玻璃,配备10种自动程序和高温易清洁功能,每一次烹饪结果品质如一,并且免除清洁烦恼:烹饪从此变得简单而令人愉悦。
同样秀外慧中的容格吸油烟机,凭借强劲的大吸力时刻保持厨房空气洁净,更通过智能易清洁功能,让烟机内部洁净如新。
搭配精准控制火候的容格燃气灶,即使是敞开式厨房也能尽享中式烹饪乐趣。
而对于追求生活品质的现代化家庭而言,有必要配备一台容格嵌入式洗碗机,其超乎想象的洗涤效果,让高档餐具得到专业呵护。
针对中式烹饪习惯而设计的灵活碗篮,更适合中国人的洗碗机。
全嵌式容格冰箱,有效防冷凝的贴心设计,让使用更安心。
把冰箱藏入橱柜,让厨房设计更加整体。
柏丽专属 博西出品容格是BSH集团的专业厨房电器品牌,在德国,基于对高品质极致追求的理念高度一致,容格与柏丽达成长期战略合作伙伴。
2018年,这一战略关系延伸到中国,柏丽中国正式成为容格在中国的独家合作渠道。
秉承着眼未来,质量为先的理念,容格将携手柏丽,以全新设计理念打造摩登精致厨房,为用户提供更加完美的一体化厨房解决方案。
18701990s190420111950s2018一个半世纪专注于厨房,品质一以贯之1870年一切始于 1870 年。
以生产高品质缝纫机著称的容格先生和鲁赫先生开始将产品范围扩大至慢燃炉领域,并继而在全球范围内销售。
与此同时,公司第一款燃气炉也投入研发。
1990年代在公司成立大约130年之后,容格推出功能齐全的全系列嵌入式厨房电器,并且烤箱和灶具一直在历史悠久的德国品牌中占据核心地位。
1904年燃气炉系列产品面世,它的诞生对于生活品质的改善是革命性的,它极大的丰富、简化了家庭生活,重要性日益凸显。
家电产品结构设计以及逆向工程的运用
家电产品结构设计以及逆向工程的运用摘要:随着社会的发展,人民的生活水平越来越高,人们对各种家电产品的需求也越来越大。
面对这种情况,家电市场发展的趋势决定了家电产品不但要满足客户使用功能,而且要符合当今社会的审美需求。
为适应时代的发展,使家电产品具有更好的创意和经济价值,家电产品结构设计可采用逆向工程技术来进行产品的优化和创新。
关键词:逆向工程家电产品产品结构设计1逆向工程概述逆向工程是相对于正向工程的一种新型设计方式,其设计理念与方法均与正向工程不同,能够实现对所设计产品结构的逆向分析,使设计过程等到进一步优化与提升。
通过逆向工程,可以把产品所需的零件或模型直接转换成比较抽象的数量化和工程化的概念,从而使其得以发展和超越原型。
逆向工程是指主动吸纳和引进新技术,使其与应用技术的有机结合。
一般来说,逆向工程的设计和实现都是以高科技的设备为主体,采用现代设计、工程、材料学等现代技术,进行深入的研究和分析,掌握关键技术,设计出更好的产品。
从这一点可以看出,逆向工程不仅仅是对产品进行设计的模仿,更多的是对产品进行抽象的再现,从而达到对产品的持续优化和革新。
2逆向工程中的关键技术逆向工程中的数据采集、数据预处理、三角网格剖分、三维曲面重建等技术是目前研究的热点。
数据采集的质量将直接关系到后期的建模效果;CAD建模方法的速度和质量直接影响到建模的效果和最终建模的准确性。
2.1数据采集在逆向工程中,数据采集是最重要的一步,也是建立逆向模型的基础。
因此,准确、快速、完整地获取产品的三维几何信息,对产品的三维立体曲面进行离散的数字化加工,是逆向工程中的一个重要环节。
在数据采集中,CMM是主要的测量方法。
在实际应用中,应注意三个问题:一是要对受试件的结构、特性、工作原理有一定的认识,并确定其主要尺寸;二是根据反求物体的外形特征来选取测头。
对形状较为规整、形状较简单的零件,使用接触式测头可以很容易地实现数据的采集;对具有复杂形状的工件,可以使用扫描探针或无接触探针。
根德全系产品手册说明书

THE NEW HOME目录品牌历史品牌宣言产品品质领先科技卓越设计社会责任冰箱产品洗衣干衣洗碗机产品烤箱蒸箱灶具产品烟机产品安装图0103050709111321374551555970年匠心工艺,只为每一个家庭1945年,Max Grundig先生在德国创立了Grundig根德,70多年后的今天,Grundig根德已成为欧洲最大的全系列家用电器供应商之一、德国高端家电品牌的代名词。
70年匠心工艺与典雅设计于一身,完美诠释着德国高端家电品牌的精神内涵,凭借其高品质的产品及客户至上的策略在德国市场享有超过90%的品牌知名度。
家,是全人类共同的羁绊。
“家”、Home、Family……这些字眼总能给人以幸福感。
家的羁绊来自哪里?亲人、爱人、美食、安全感,当然,也少不了Grundig根德带来无与伦比的家居体验。
不仅如此,Grundig根德还与世界著名的米其林三星级大厨Massimo Bottura及“精神食粮”协会合作,专注于减少全球范围内的食物浪费。
Grundig根德的目标,不仅仅是每一个小“家”,更是地球这个大家庭。
产品品质 | 06您的家居体验是对于我们产品的终极检验。
下午6点完成晚饭的烹饪,并准备摆盘。
晚餐的餐具已经清洁好。
我们相信好的设计可以带来卓越的品质而成为经典。
好的设计不仅让外观更美观,更能让您的生活像一缕清风一样轻松、快捷和享受。
在2017年我们获得了4项红点设计大奖,而除了这项德国知名奖项,我们还获得了CES创新大奖。
我们只有在产品达到最高标准的时候才会感到满足。
而这就是设计的力量,让家变得更美好。
GNU 41836 X11 | 社会责任社会责任 | 12减少食物浪费的战争始于我们每个家庭的厨房中我们和屡获殊荣的米其林三星级大厨MassimoBottura发起的非营利项目“Food for Soul”加入这场运动吧!(网址:)FULL FRESH+ 全效养鲜希望留住新鲜?那就给它一个舒适的家GKN18920IFRX净味致鲜利用紫外线照射光触媒产生氧化能力极强的自由氢氧基和活性氧,破坏细菌的细胞膜和固化病毒的蛋白质,从而达到全面高效除臭,让你的冰箱真正保持清新健康。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、压铸件设计
2.3、加强筋
设计筋的目的是增加零件的强度和刚性,避免因单纯依靠加大壁厚而引起的气孔,裂 纹和收缩缺陷,同时能使金属流路顺畅,改善压铸的工艺性.筋高不超过15倍壁厚,最大筋宽 不超过1.5倍壁厚,对筋高30mm以下,拔模斜度不小于3°,筋高30mm以上,拔模斜 度不小于2°(通常在我司为节省成本,减轻重量,拔摸斜度一般都放得很小,一般情拔 1°,高筋高30mm以上的拔2度,对于批量不大的产品应该也不会有很大问题),在特殊 情况下加强筋端面的拔模度可设为0.5°。 例:特殊情况下加强筋的运用
家电产品结构设计手册
2020/11/18
家电产品结构设计手册[1]
课程大纲
一.结构设计知识简述 二.压铸件设计 三.钣金件设计 四.塑胶件设计
家电产品结构设计手册[1]
一、结构设计知识简述
随着电子技术的使用范围的推广,灯具的功能、体积、重量、动转可靠性以及对各种环境 的适应性等诸多问题被纳入到结构设计的范畴,使灯具的结构设计逐步成为一个多学科的综合 技术,未来的灯具在光学设计、热学设计、安全设计、机械设计与工艺设计的科学化程度将大 大提高,各种专业软件的算法已经应用到或是即将应用到配光设计技术、温度模拟分布、热流 模型的建立等方面,特别是灯具系统化设计的理论和技术,这些技术的应用使得纯机械技术和 工艺失去意义,现有的结构设计方法也面临着新的变革。
家电产品结构设计手册[1]
二、压铸件设计
<2>压铸件最小壁厚和正常壁厚
壁的单面面积 axb(cm2)
最小壁厚(mm)
正常壁厚(mm)
<=25 0.8 2.0
>25~100 1.2 2.5
例:壁厚设计-990801-89灯头壳-GF-A-C版
>100~500 1.8 3.0
>500 2.5 4.0
家电产品结构设计手册[1]
家电产品结构设计手册[1]
二、压铸件设计
1、术语和定语
流痕:指铸件表面与金属液流动方向一致且与金属基体颜色不一样的纹路。 冷隔:指铸件表面有与周边熔接不良的小块。 铬化:指铸件与铬酸溶液发生化学反应,在铸件表面形成一层薄的铬酸盐膜。 欠铸:指铸件成形不饱满。 网状毛刺:压铸件表面上有网状发丝一样凸起或凹陷的痕迹。 溢流口:指金属液冷却凝固时为补偿金属收缩所设置的穴。
家电产品结构设计手册[1]
二、压铸件设计
<1>材料成份和力学性能
合金牌号 ADC10 ADC12
Si(%) 7.5-9.5 9.6-12
Cu(%) 2-4
1.5-3.5
Mg (%) <0.3 <0.3
Fe(%) <1.3 <1.3
Al 余量 余量
抗拉强度(MPa) 241 228
耐力(MPa) 157 154
2.4、圆角
圆角设计可使金属液流畅,气体易排出,有利于铸件成形,并能避免因锐角致使零 件和模具产生裂纹,有利于提高模具寿命,因此对过渡处应避免锐角设计, 圆角半 径以取最大为原则,一般取值如下: 对相等壁厚: 1/2h<= r<=h 对不等壁厚: 1/4(h1+h2)<=r<=1/2(h1+h2) r为内圆角半径, h、 h1和 h2为壁厚
目前,灯具的结构设计大致包含以下内容: 1、整机组装结构设计 2、热设计 3、电磁兼容性设计 4、结构静力计算与动态参数设计 5、防腐蚀设计 6、连接设计 7、可靠性试验(可靠性设计) 综合上述,结构设计(灯具)现已包含着相当广泛的技术内容,其范围涉及到力学、机械 学、材料学、热学、电学、化学、光学、美学、环境学等,本讲义不想涉入到上述的具体内容 中去,而是配合上述过程问题讲述各种不同加工方式的结构的工艺性设计:压铸件工艺性设 计、钣金件工艺性设计、塑胶件工艺性设计等。
家电产品结构设计手册[1]
二、压铸件设计
示例:相邻距离的合理设计
家电产品结构设计手册[1]
二、压铸件设计
2.7、铸孔
铝合金可铸最小孔径为2.5mm, 可铸孔径大小与深度有关,对盲孔,孔深为 孔径的3到4倍, 对通孔,孔深为孔径的6到8倍。对孔径精度或孔距精度要求较高 的,一般不直接铸孔,采用后序机加工处理, 但对壁厚较厚的孔,为避免机加后出现 表面有砂眼,一般先铸出底孔,然后用机加去除加工余量。
>10~18 2° 2°30’
>18~30 1°45’ 1°45’
>30~50 1°15’
>50~80 1°
>80~120 0°45
1°30’ 1°15
1°
>120~180 0°30’ 0°45’
>180~250 0°30’
0°30’
2.6、相邻距离
尽量避免窄且深的凹穴设计,以免对应模具处出现窄而高的凸台,因受冲击易弯 曲、断裂。如下图所示,当a过小时,易使模具在此处开裂,为使模具在此处有足够的强 度,a值应不小于5mm。
家电产品结构设计手册[1]
ቤተ መጻሕፍቲ ባይዱ
二、压铸件设计
2.5、拔模斜度
拔模斜度的大小与零件的结构、高度、壁厚及表面粗糙度有关,在允许的范围内,尽 可能取大值,有利于脱模。 非圆形内侧壁的拔模斜度如下表,外侧取表下表值的一半。
拔模高度 圆形 非圆形
<=3
>3~6
4°
3°30’
5°30’ 4°30’
>6~10 2°30’ 3°30’
2、铸件设计及工艺 2.1、选材
铝合金压铸件的常用材料有:日本工业标准牌号ADC1,ADC3,ADC10,和ADC12;美国 工业标准牌号:A360和A380;我国标准:YL102,YL104,YL112和YL113,对于我司来讲, 压铸件的选材统一要求为ADC12,珠三角压铸厂商常用材料为 ADC10,ADC12和A380 . 以上几种材料的成份和力学性能见表<1>
延伸率(%) 1.5 1.4
硬度(HB) 73.6 74.1
A380
7.5-9.5
3-4
<0.1
<1.3
余量
245
1.6
74
2.2、壁厚
壁厚设计以均匀为佳,不均易产生缩孔和裂纹,易引起零件变形,同时会影响到模具的使 用寿命。壁厚很厚的铸件内部易产生缩孔,影响材料的力学性能,对大形铝合金,其壁厚不 宜超过6mm,因壁厚增加,其材料的力学性能将明显下降,因此推荐壁厚如表<2>。对外侧 边缘壁厚, 为保证良好的压铸成形,壁厚s>=1/4h, 且s>=1.5mm, s为边缘壁厚, h为边 缘壁的高度,如下图所示。