硬面堆焊材料
堆焊耐磨板技术参数

堆焊耐磨板技术参数1. 引言堆焊耐磨板是一种在工业领域应用广泛的耐磨材料,它能够有效地提高设备的耐磨性能,延长设备的使用寿命。
本文将详细介绍堆焊耐磨板的技术参数,包括材料成分、硬度、抗拉强度、冲击韧性等方面的参数。
2. 材料成分堆焊耐磨板通常采用高硬度的合金材料作为基材,然后在其表面通过堆焊工艺添加一层耐磨合金层。
常用的基材材料包括低碳钢、中碳钢、合金钢等,而耐磨合金层通常由铬、钼、钛等元素组成。
这些材料的合理配比能够使堆焊耐磨板具有较高的硬度和耐磨性能。
3. 硬度堆焊耐磨板的硬度是衡量其耐磨性能的重要指标之一。
硬度通常使用洛氏硬度(HRC)或布氏硬度(HB)来表示。
一般来说,堆焊耐磨板的硬度在HRC 55-65之间,具有较高的硬度可以有效地提高耐磨板的耐磨性能。
4. 抗拉强度堆焊耐磨板的抗拉强度是指在拉伸试验中材料抵抗拉伸破坏的能力。
抗拉强度通常使用兆帕(MPa)来表示。
一般来说,堆焊耐磨板的抗拉强度在400-600 MPa之间,具有较高的抗拉强度可以增加材料的强度和刚度。
5. 冲击韧性堆焊耐磨板的冲击韧性是指在冲击试验中材料抵抗断裂的能力。
冲击韧性通常使用简化的冲击试验(Charpy V-notch test)来评估。
堆焊耐磨板的冲击韧性通常在20-40 J/cm²之间,具有较高的冲击韧性可以有效地抵抗冲击载荷,提高设备的使用寿命。
6. 硬度分布堆焊耐磨板的硬度分布是指耐磨合金层在不同位置的硬度差异。
硬度分布的均匀性对于耐磨板的整体性能至关重要。
一般来说,堆焊耐磨板的硬度分布应在一定范围内,不应出现明显的硬度不均匀现象。
7. 焊接性能堆焊耐磨板的焊接性能是指耐磨合金层与基材之间的结合强度。
良好的焊接性能可以确保耐磨合金层与基材之间的牢固结合,从而提高堆焊耐磨板的整体性能。
常用的焊接方法包括电弧焊、氩弧焊等。
8. 表面质量堆焊耐磨板的表面质量直接影响其耐磨性能和使用寿命。
表面质量通常通过表面平整度、表面粗糙度等指标来评估。
HF - 所采用在稳定器的硬面堆焊技术
HF -1000
堆焊层 俯视图 堆焊层截面图 OxyOxy-acetylene brazing technology 钎焊工艺, 钎焊工艺,采用氧乙炔堆焊 Composite rod of crushed TC chip in nickel bronze silver matrix; matrix; 复合焊棒,镍铜银基合金中含硬质合金颗粒; 复合焊棒,镍铜银基合金中含硬质合金颗粒 Work with flux and nickel silver brazing rod to create higher bonding strength; strength; 与合适的钎剂和镍银基钎料配合,可以进一步提高堆焊层结合强度; 与合适的钎剂和镍银基钎料配合,可以进 步提高堆焊层结合强度 Spherical TC chip or crushed TC chip depending on the application 根据不用要求, 根据不用要求,采用的碳碳化钨颗粒可以是球形或粉碎碳化钨 Ideal for soft formation drilling; drilling; 适用于软地层钻采工具;
• • • • • • • • • •
Baker Hughes OSS SB Darron Besmindo Smith Interoffshore Tubular International Services OSE Weatherford National Oil Well
Reference List 客户名单
HF -5000 Consumables HF-5000耗材 HF-5000耗材
• 镍铬基硬质合金软焊条 镍 质 软焊条 W 799 Coil (Cast Carbide) • W799 Coil PLUS (Spherical Carbide)
新型系列硬面堆焊材料的研制及应用

的失效机理 ,开发研制出足辊和扇形 段前 部 、扇彤段
上海金刚冶金材料有限公 硎建 厂十几年来 ,始终依 托上海宅山钢铁 厂,紧密配台宝钢进 E焊材 产化T作 l
后半段和水、段连铸辊堆焊用符丝和焊刹配套材料。为 r
便于用户 伞面 , 整体辊 堆焊材 料 的成分性 能 及 用 , 解
C
MI 1
s j
Cr
P、 S
硬 度 H} { (
O. 5~ 1
0. 2
硬度 HR C
0. 5 1 1 1~ O. I . l l— 0. . 1— 1 0~ 。 5~
≤ 0. 3 0 0. 2 2 15 . 0. 8 l O 3。 l 5 0. 7 5 0~ 5 3
4 月上海路侨公刮承接济钢、鞍制 千人钢 1 0 1 】 0 多支多1 0 , 棍, 要求我公 叫研制符台受力康公司标准的氟合金管
丝 ,在研 制 氮 台会箭 丝 f匹 焊 剂 过秤 中,攻 兜 r u 粘 渣, 堆焊 气孔 ,焊 层 c 量 偏低 等技 术难 关,最终 r 确定面丝 、 丝乖焊 剂乃多节辊堆焊 用的氮台 会管丝配 u
O- 8~ ≤ 0. 8
12 .
I 5~ l ≤ 0, 3 0
l 5 3.
46 48
()小方坯连铸辊堆焊材料的应用 近两年 ,陔 2
系列 材料供应给了宝钢 、广州钢厂 、 阳 晕堆焊 厂等 德
()堆焊材料的应用 3 L 2 2 管丝和配套焊剂用作热轧 0 辊曼撑辊堆焊材料,焊材的成分性能较稳定,不仅可堆焊 修复中小型热轧支撑辊,而且可堆焊修复大型热轧支撑辊。 曾 堆焊修复 2t( 6 辊径 1 m . )热轧支撑辊和堆焊修复 6t 2 5 ( 辊径 l m 。 )热轧支撑辊, 5 均取得良好效果。
磨辊 磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案
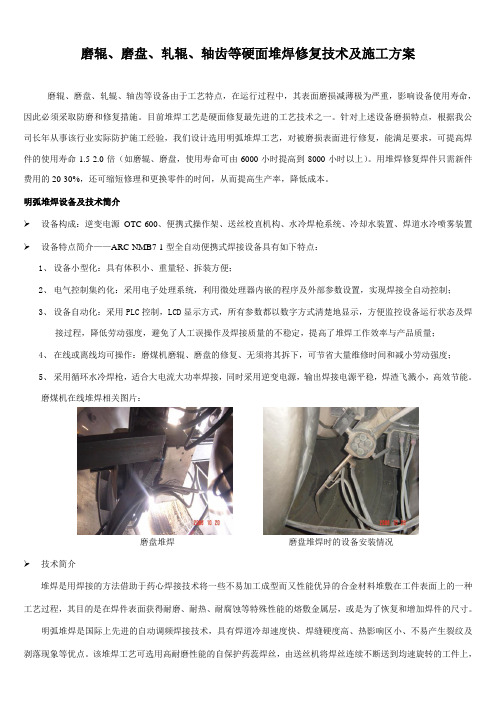
磨辊、磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案磨辊、磨盘、轧辊、轴齿等设备由于工艺特点,在运行过程中,其表面磨损减薄极为严重,影响设备使用寿命,因此必须采取防磨和修复措施。
目前堆焊工艺是硬面修复最先进的工艺技术之一。
针对上述设备磨损特点,根据我公司长年从事该行业实际防护施工经验,我们设计选用明弧堆焊工艺,对被磨损表面进行修复,能满足要求,可提高焊件的使用寿命1.5-2.0倍(如磨辊、磨盘,使用寿命可由6000小时提高到8000小时以上)。
用堆焊修复焊件只需新件费用的20-30%,还可缩短修理和更换零件的时间,从而提高生产率,降低成本。
明弧堆焊设备及技术简介➢设备构成:逆变电源OTC-600、便携式操作架、送丝校直机构、水冷焊枪系统、冷却水装置、焊道水冷喷雾装置➢设备特点简介——ARC-NMB7-1型全自动便携式焊接设备具有如下特点:1、设备小型化:具有体积小、重量轻、拆装方便;2、电气控制集约化:采用电子处理系统,利用微处理器内嵌的程序及外部参数设置,实现焊接全自动控制;3、设备自动化:采用PLC控制,LCD显示方式,所有参数都以数字方式清楚地显示,方便监控设备运行状态及焊接过程,降低劳动强度,避免了人工误操作及焊接质量的不稳定,提高了堆焊工作效率与产品质量;4、在线或离线均可操作:磨煤机磨辊、磨盘的修复、无须将其拆下,可节省大量维修时间和减小劳动强度;5、采用循环水冷焊枪,适合大电流大功率焊接,同时采用逆变电源,输出焊接电源平稳,焊渣飞溅小,高效节能。
磨煤机在线堆焊相关图片:磨盘堆焊磨盘堆焊时的设备安装情况➢技术简介堆焊是用焊接的方法借助于药心焊接技术将一些不易加工成型而又性能优异的合金材料堆敷在工件表面上的一种工艺过程,其目的是在焊件表面获得耐磨、耐热、耐腐蚀等特殊性能的熔敷金属层,或是为了恢复和增加焊件的尺寸。
明弧堆焊是国际上先进的自动调频焊接技术,具有焊道冷却速度快、焊缝硬度高、热影响区小、不易产生裂纹及剥落现象等优点。
各种堆焊对比
1.等离子转移弧堆焊等离子转移弧堆焊硬面装置是利用电弧电离气体在压缩电弧区形成物质第四态“等离子体”作为热源(负极),合金粉末(堆焊材料)通过等离子弧区输送到工件(正极)表面建立熔池,并快速冷却形成金相组织均一与工件呈冶金结合的合金焊层的先进设备。
等离子转移弧堆焊的优点(1)弧柱区温度高,电流密度、堆焊线能量大;保证在高堆焊速度条件下,能形成与基体呈冶金结合,金相组织均一的焊层。
(2)热影响区小:基体材料机械强度损失少,对高合金基材,焊后残余应力和焊后开裂倾向小。
(3)焊层晶粒细化,呈树枝状:相同堆焊材料,PTA 工艺焊层耐磨性高。
(4)焊层稀释率低:焊层稀释率与氧-乙炔工艺相当,比惰性气体钨极焊TIG (GTA)要低,稀释率的高低对常温硬度、高温硬度和耐磨性都有显著影响。
(5)焊层平整,加工量小(省料、省工)(6)便于自动控制,适于大批量、多品种流水作业。
粉末等离子弧堆焊主要工艺指标(1)熔敷率:熔敷率是指单位试件内熔焊在工件上的合金粉末重量。
计量单位是:kg/h 或g/min 。
熔敷率越高则生产效率越高。
(2)粉末利用率:粉末利用率是指单位时间内,从焊枪送出的合金粉末量和熔敷金属重量之比,用百分数表示。
堆焊时,不可能使焊枪送出的合金粉末全部熔敷在工件上,部分粉末由于飞溅而未落入熔池,或以熔珠的形式而流失,并有少量粉末在堆焊过程中氧化,所以粉末利用率很难达到100%。
(3)冲淡率:冲淡率是指工件(基体金属)熔化后混入堆焊层,对堆焊合金的冲淡程度,即:冲淡率=焊层中基体金属总量/焊层合金总量,由于堆焊层成形较平整,熔深基本一致,因此,冲淡率还可以按下式表示:冲淡率~工件熔深/堆焊层厚度。
(4)堆焊层质量:堆焊层质量包括外观质量和内部质量。
外观质量指成形好坏,宏观上有无明显弧坑、缩孔、裂纹、缺肉等缺陷。
内部质量是指堆焊层内部有无气孔、夹渣、裂纹、未焊透等缺陷,微观组织结构的均匀性。
在冲淡率和堆焊质量符合要求的情况下,堆焊层的物理化学性能,如:硬度、耐磨性、耐蚀性、金相组织等主要取决于粉末合金材料的性能,而工艺规范的控制也会对焊层性能产生一定的影响。
苏州UP《硬面堆焊基本知识及PPT课件

焊接过程监控
对焊接电流、电压、焊接速度等参 数进行实时监控,确保焊接过程稳 定。
焊后热处理
对焊接接头进行必要的热处理,以 消除焊接应力、改善组织性能。
质量检测方法与标准
外观检测
检查焊缝表面是否存在裂纹、气孔、 夹渣等缺陷,以及焊缝尺寸是否符合 要求。
无损检测
采用X射线、超声波等无损检测技术, 对焊缝内部质量进行检测。
。
焊后处理
包括堆焊层质量检验、工件清 理等工作。
03 硬面堆焊材料选择与性能 要求
常用材料类型及特点
01
02
03
钴基合金
具有优异的高温强度和耐 腐蚀性,常用于高温、高 压和腐蚀环境下的堆焊。
镍基合金
具有良好的韧性和耐磨性, 适用于要求高强度和耐磨 性的场合。
铁基合金
成本较低,具有良好的可 焊性和加工性能,常用于 一般要求的堆焊场合。
续性。
焊接枪头
将焊接材料导向焊接区 域,实现精确堆焊。
控制系统
对整个焊接过程进行精确 控制,包括焊接速度、送 丝速度等参数的调整。
操作流程规范
01
02
03
04
焊前准备
包括设备检查、材料准备、工 件表面处理等工作。
焊接参数设置
根据具体工艺要求设置合适的 焊接电流、电压、速度等参数
。
焊接操作按照设定的Fra bibliotek数进行焊接操作 ,注意保持焊接过程的稳定性
原因分析与改进
记录与追溯
对不合格品产生的原因进行分析,并采取 相应措施进行改进,以防止类似问题再次 发生。
对不合格品的处理过程进行记录,以便后续 追溯和查询。
05 硬面堆焊技术应用案例分 析
ZD-O系列药芯焊丝在磨辊堆焊中的应用
( )复合辊制造 1
采用子外形尺寸 ,堆焊打底层 , 打底层 的目的是对 铸件表面进行重熔 ,消除工 件表面 的
铸造缺陷影响 , 提高辊体 的抗裂性和韧性 ,为硬 层堆焊
打好基础。
已运行 30h 60 ,粉磨原 料约 7 0万 t ,磨辊辊 面焊缝还基
的母体材料为高铬铸铁或镍硬铸铁 ,该类 材料耐磨性 较
好 ,但整体 比较脆 ,需要对 辊体进行 全面探伤。判断辊
体是否具有再 修复 的价值 ,堆焊 前对辊 体作适 当处 理 ,
采用一种或两种堆焊焊丝进行修复。 ( )在 旧的堆焊辊上进行修复 由于 旧的堆 焊辊表 3
面会残存较厚 的原始堆焊层 ,辊面会有许 多细小密集 的
图2 用 z 一 0 D
图3 用某品牌焊丝
堆焊 的磨辊
堆焊的磨辊
图 5 进 口磨辊运行 1 天后 图 6 国内某 品牌焊丝堆焊后 0 出现大头剥落情况 运行 1 天 ,大头全部剥落 0
( )成都建 筑材 料工 业设 计研 究 院 C M 64生 料 2 R 30 立磨 的磨辊堆焊 由成都院研发并制造的 C M 64 料 R 30 生 立磨 的磨辊堆焊工作 由我所完成 ,采用 的是 z 一 0系列 D
艺研究所负责 ,项 目组 根据设计要求进 行 了专题试验策 划。策划 的重点是焊接 材料 的选 择。课题组共 收集 了 8 种 国内外焊丝 ,按试验流 程分别对焊丝进行 了焊丝直径
是特别严重的场合 ; 2为高铌 高铬铸铁 ,用 于工况 较恶
劣、磨损较严重 的场合;3为复合型多元合金高铬铸铁 , 用于工况较恶劣 、磨损较严重的场合 。
裂纹 ,辊 面及裂纹 内部 会存有很多水 泥灰或油污 ,并且
天泰焊材堆焊资料
硬面耐磨焊的分类及应用一、第一类(细分为三类)A:碳钢及低合金高强钢应用:这些工件大部分属于碳钢及低合金之机加工件。
使用于有或无润滑剂的金属与金属间的磨损环境中,工件可以是在滚动、滑移、压缩或冲击用。
金属将由于存在于机械中的外来物(若润滑剂在使用中受到外来物污染,情形将更严重)。
表面张力超出母材的屈服强度或冲击载荷造成局部变形等而导致磨损。
代表的工件有轴心、齿轮、滚轮及其他经热处理或加工过的表面。
堆焊材料一般都用来恢复工件至施焊硬面时的尺寸。
代表焊材:TH-26R、TH-45、TH-60、TWH-31-S、TWH-21-S、TWH-17-S、TWH-34-O。
熔金特性:没有裂纹,可机械加工,无厚度限制,耐磨性比低合金锻钢为佳,具有良好的强度与韧性,焊后硬度约HB250-350。
B:沃斯田铁系高锰钢的堆焊与接合注:由于易裂无法直接在碳钢上焊接,须用不锈钢309打底应用:使用于工件或机械需承受高冲击负荷的场合,如大型动力挖土机的耙齿、粉碎机或铁路道岔等金属与金属之间的冲击,另外也可用于高锰钢的接合或硬面焊前的打底。
代表焊材:TH-MN、TH-M、TWH-14M-O。
熔金特性:没有裂纹且无磁性(加工硬化前),厚度没有限制,焊道的耐磨性只比结构钢稍好,除非经冲击而加工硬化。
焊后的硬度为HB185左右,但可在加工硬化后至HRC50左右,展现出特别能吸收冲击能量的特性。
C:铸铁的堆焊、接合与修复应用:这些高镍或铁镍合金被设计用来焊接所有可焊接的铸铁,如灰口铸铁、可锻铸铁、球墨铸铁等。
铁镍合金被用在厚件或铸铁与钢的异材焊接,它们亦是本群合金内强度最高的材料;镍含量较高的合金则被用来焊接薄件及提供较佳的车削性。
通常两种材料也被用来交互焊接:先以铸铁合金来提供强度,以接合需维修的部分,再以高镍合金覆面,提供良好的加工性。
代表焊材:F-cast50、T-cast70、T-cast100。
熔金特性:高镍或铁镍合金的强度均符合或超过大部分的可焊铸铁,镍含量愈高,加工性愈好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≤1.5
0.8
1.8
≤0.030
3.0
6.0
0.2
0.8
≥0.5
35~48
DH25Cr3MnMoV
≤0.45
≤1.5
1.0
2.0
≤0.030
2.5
3.5
0.8
1.8
V≥0.30
≥0.6
33~48
C
Si
Mn
Cr
Ni
Mo
V
W
Nb
DH1Cr13Ni2Mo
≤0.18
≤0.7
1.2
1.6
12.5
14.5
1.5
2.5
≤1.0
28
35
DH1Cr13NiMoV
≤0.18
≤0.7
1.2
1.6
12.5
14.5
0.6
1.5
≤1.0
0.2
0.6
28
35
DH2Cr13MoNb
0.15
0.30
≤0.8
0.8
1.2
12.0
≤1.8
12.0
15.0
0.8
1.8
≥0.5
≥0.2
≥0.3
46
58
热制度:预热温度200~350℃,层间温度200~350℃,焊后520±20℃×6~12h后炉冷;
特点:耐热疲劳、抗氧化性均较好,同时兼具合适的硬度与耐磨性。
3.煤粉、水泥、耐火矿料磨辊堆焊焊丝%WT
元素牌号
熔敷金属典型成分(Nominal chemical Composition Of Deposited Metal)
施焊母材[C]≥0.30%时,首层层间温度应提高50~100℃;施焊母材[C]≥0.60%时,宜选用合适的过渡层焊丝进行过渡(搭接量50~60%);当母材[C]≥0.70%时,预热温度应再提高50~100℃;当[C]≥0.90%时,一般不推荐采用堆焊方式获得高硬层。
按通常要求,所有焊材、焊剂与母材应防潮、去锈、除油与油漆。可选用HJ107、HJ260、101、105等焊剂,但初次匹配使用务必进行堆焊评定。升降温速度控制在20~50℃/小时。相应硬度值为经过回火后堆焊第三层的硬度。
0.6
1.6
≤1.5
3.5
5.5
≤1.0
≤1.0
1.5
3.5
40
50
热制度:预热温度300~350℃,层间温度200~400℃,焊后520±20℃×6~10h后炉冷;
特点:具有较强的抗冲击剥落能力和耐热疲劳能力,同时兼具较高硬度和耐磨性。
7.热作模具、夹送辊、热锻模堆焊焊丝%WT
元素牌号
熔敷金属典型成分(Nominal chemical Composition Of Deposited Metal)
5.冷轧工作辊、活套辊、张紧辊、铜铝冷矫辊、高硬耐磨工作层%WT
元素牌号
熔敷金属典型成分(Nominal chemical Composition Of Deposited Metal)
硬度(HRC)
C
Si
Mn
Cr
Ni
MoVLeabharlann WNb其它
DH558-NiMoWV
0.30
0.60
0.6
2.8
1.2
5.5
3.5
硬度(HRC)
C
Si
Mn
Cr
Ni
Mo
V
W
Nb
DH30Cr4MnMoV
0.20
0.40
≤0.8
1.0
2.0
3.0
5.0
≤1.5
1.0
2.5
≤1.0
≤0.2
35
50
DH25Cr3Mo2VA
0.15
0.35
≤0.8
1.0
2.0
2.5
3.5
1.0
2.5
≤1.0
35
50
DH35Cr5W2VSi
0.25
0.50
8.0
1.0
5.0
≤2.5
0.3
0.8
1.5
2.5
≤0.3
≥3.0
54
59
DH558-CrMoV
0.30
0.60
0.6
2.8
1.2
5.5
3.5
8.0
≤2.5
≤2.5
≤1.5
≥0.3
≥3.0
55
61
DH-F-650
0.40
0.70
≤2.0
1.5
5.5
4.0
8.0
≤2.5
2.0
5.0
≤1.5
≥ 0.3
≥5.0
4.0
6.0
0.5
1.5
0.5
1.5
≥55
热制度:预热温度350~450℃,层间温度200~400℃,焊后520±20℃×6~10h后炉冷;
特点:具有较强的抗冲击韧性和耐热疲劳能力,在使用温度下仍保持较高的硬度和耐磨性。
《中等硬度埋弧堆焊药芯焊丝》
应用产品:用于过渡层(HRC15~30)、中等硬度(HRC22~48)的硬面堆焊层,适用于金属间中等耐磨与冲击的硬面层堆焊。
硬度(HRC)
C
Si
Mn
Cr
Ti
Mo
V
B
Nb
DH5Cr26B
4.5
5.5
0.5
1.5
1.5
2.5
25.0
28.0
≤2.0
≥56
DH4Cr26TiNb
3.5
5.0
≤1.5
1.5
2.5
25.0
27.0
≥0.2
≤0.5
≥55
DH5Cr32Ti
3.5
5.0
≤1.5
1.5
2.5
30.0
34.0
≥0.2
≥57
DH5Cr24MoVNb
硬度(HRC)
C
Si
Mn
Cr
Ni
Mo
V
W
Nb
DH3Cr2W8
0.22
0.38
≤1.0
≤1.5
1.0
3.0
≤1.0
6.5
8.5
50
55
DH4Cr6MoW2Nb
0.30
0.50
≤1.0
≤1.5
5.0
7.0
≤1.5
≤1.5
1.5
2.5
≤0.3
53
58
DH4Cr5MoV1Si
0.30
0.50
0.6
1.6
≤1.5
硬面堆焊材料
《硬面堆焊材料》
(SUBMERGED ARC WELDING WIRES FOR HARDNESS SURFACING)
硬面埋弧堆焊药芯焊丝(FLUX CORED WIRES FOR SAW)主要用于轧辊、热模具与热锻模、矿物磨辊、管模等耐磨、耐热硬面的堆焊与恢复尺寸。在进行埋弧堆焊时,均采用直流反接(焊丝接正)。根据具体产品情况,配以相应焊剂。硬面药芯焊丝属粗丝,规格通常在φ2.6~4.0mm。通常焊丝规格为φ3.2mm时,推荐使用260~400A电流,28~36V弧压,450~550mm/min焊速,约20~50mm干伸长度等焊接参数实施堆焊。
≤0.3
≥0.5
52
57
DH557-Cr6MoV
0.30
0.60
0.6
2.8
1.0
3.0
3.5
8.0
≤1.5
≤2.0
≤1.5
≥1.2
≥0.3
≥3.0
54
59
热制度:预热温度350~400℃,层间温度200~400℃,焊后530±20℃×6~12h后炉冷;
特点:可获得较高的硬度与耐磨性,同时兼具较好的韧性和抗龟裂能力。堆焊超过3层要严格控制层间温度。
0.35
≥0.3
15~30
DH530
0.10
0.30
≤0.8
≥1.0
≤0.030
2.0
5.5
≥0.3
过渡层22~32
DH20Cr2Mn3Ti(DH524)
≤0.25
0.5
1.6
1.5
3.5
≤0.030
1.5
3.5
0.10
0.35
≥0.3
过渡层15~30
DH15CrNi2Mo
≤0.25
≤0.8
≤1.5
56
63
说明:由于堆焊复合质量要求严格,堆焊参数复杂,参数控制对硬面质量有直接影响,出于对产品质量和品质信誉考虑,本公司承揽堆焊产品制造,不单独提供此类焊丝。
6.型材轧辊、热轧开坯辊堆焊焊丝%WT
元素牌号
熔敷金属典型成分(Nominal chemical Composition Of Deposited Metal)
硬度(HRC)
C
Si
Mn
Cr
Ni
Mo
V
W
Nb
DH25Cr5MoWV
0.22
0.32
≤1.0
≤1.5
4.0
6.0
0.4
1.2
≤1.0
0.8
1.5
36
50
DH25Cr3Mo2V
0.22
0.32
≤1.0
≤1.5
2.0
5.0
≤1.5
1.0
3.0
≤1.0
38
53
DH3-410-NiMoV
0.28
0.38
≤1.2