平行流多孔微通道铝扁管通用技术标准
【CN110069825A】一种微通道铝扁管的设计方法及爆破压力计算方法【专利】
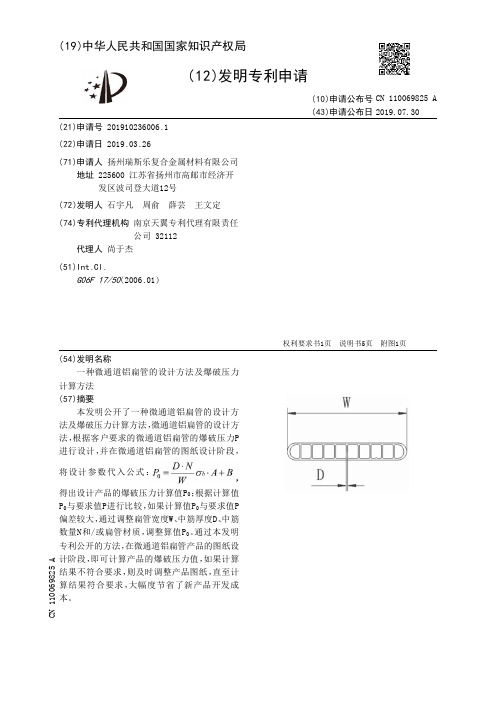
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910236006.1(22)申请日 2019.03.26(71)申请人 扬州瑞斯乐复合金属材料有限公司地址 225600 江苏省扬州市高邮市经济开发区波司登大道12号(72)发明人 石宇凡 周俞 薛芸 王文定 (74)专利代理机构 南京天翼专利代理有限责任公司 32112代理人 尚于杰(51)Int.Cl.G06F 17/50(2006.01)(54)发明名称一种微通道铝扁管的设计方法及爆破压力计算方法(57)摘要本发明公开了一种微通道铝扁管的设计方法及爆破压力计算方法,微通道铝扁管的设计方法,根据客户要求的微通道铝扁管的爆破压力P进行设计,并在微通道铝扁管的图纸设计阶段,将设计参数代入公式:得出设计产品的爆破压力计算值P 0;根据计算值P 0与要求值P进行比较,如果计算值P 0与要求值P偏差较大,通过调整扁管宽度W、中筋厚度D、中筋数量N和/或扁管材质,调整算值P 0。
通过本发明专利公开的方法,在微通道铝扁管产品的图纸设计阶段,即可计算产品的爆破压力值,如果计算结果不符合要求,则及时调整产品图纸,直至计算结果符合要求,大幅度节省了新产品开发成本。
权利要求书1页 说明书5页 附图1页CN 110069825 A 2019.07.30C N 110069825A1.一种微通道铝扁管的设计方法,其特征在于,包括如下步骤:1)、根据客户要求的微通道铝扁管的爆破压力P进行设计,并在微通道铝扁管的图纸设计阶段,将设计参数代入公式:得出设计产品的爆破压力计算值P 0;式中,P表示要求爆破压力,单位为MPa;D表示中筋厚度,单位为mm;N表示中筋数量;W表示扁管宽度,单位为mm;σb 表示抗拉强度,单位为MPa;A和B为修正系数,为常数;2)、根据计算值P 0与要求值P进行比较,如果计算值P 0与要求值P偏差较大,调整扁管宽度W、中筋厚度D、中筋数量N和/或扁管材质,然后将调整后的参数带入公式(1)中,得出调整后的计算值P 0;3)、重复步骤2),直到最后一次调整后的计算值P 0满足要求爆破压力P,然后以最后一次调整后的参数生产微通道铝扁管产品。
插片式微通道换热器质量验收标准
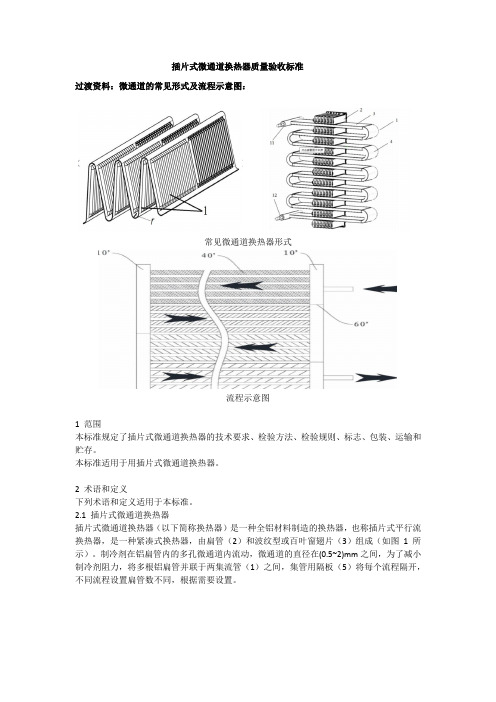
插片式微通道换热器质量验收标准过渡资料:微通道的常见形式及流程示意图:常见微通道换热器形式流程示意图1 范围本标准规定了插片式微通道换热器的技术要求、检验方法、检验规则、标志、包装、运输和贮存。
本标准适用于用插片式微通道换热器。
2 术语和定义下列术语和定义适用于本标准。
2.1 插片式微通道换热器插片式微通道换热器(以下简称换热器)是一种全铝材料制造的换热器,也称插片式平行流换热器,是一种紧凑式换热器,由扁管(2)和波纹型或百叶窗翅片(3)组成(如图1所示)。
制冷剂在铝扁管内的多孔微通道内流动,微通道的直径在(0.5~2)mm之间,为了减小制冷剂阻力,将多根铝扁管并联于两集流管(1)之间,集管用隔板(5)将每个流程隔开,不同流程设置扁管数不同,根据需要设置。
图13 一般规定3.1 基本要求微通道换热器的设计、制造、检验和验收除应符合本标准各项规定外,还必须按经规定程序批准的图样和技术文件制造。
3.2工作压力正常工作压力3.0Mpa(435Psia)最高工作压力4.5MPa (653Psia):3.3换热器性能换热器单体性能需在技术文件中标识(暂时仅供参考,不作为确认依据),目前以整机性能实验为准。
4 制造、检验和验收通用要求4.1 结构尺寸和折弯尺寸微通道换热器的结构尺寸应符合图纸以及技术文件所要求的结构尺寸。
图纸标注尺寸至少需包括:外形尺寸,扁管宽度w和厚度b、长度、孔数,翅片宽度L、翅片片距c、扁管节距a、集流管直径和厚度、流程分布、各零部件的材质等。
4.2 材料微通道换热器的材料要求:集流管材料、扁管需在图纸标明所使用的材料,且所使用铝材力学性能和成分需符合GB/T3880要求。
4.3 外观质量4.3.1 外观要求4.3.1.1 扁管、翅片、集流管、堵帽、压块组件以及隔板和集流管之间的焊接应牢固,不能出现虚焊、漏焊,造成翅片与扁管之间有开缝、松动或脱落;4.3.1.2 翅片应平整,无倒塌现象;所有管口应用合适的封盖密封;翅片应该看上去发亮有光泽,不应变黑,无光泽;4.3.1.3 扁管、集流管不能有明显的划伤、拉痕及压痕、无明显色差;4.3.1.4 对于换热器,不允许对严重倒塌的翅片进行修翅,不允许翅片上有后续人工修翅造成的肉眼观察到轻微的开裂,褶皱等造成排水不良的现象存在;不允许有明显的白色钎剂残留;翅片上的不得有任何可能影响到排水效果的毛刺或开裂,褶皱。
平行流多孔微通道铝扁管通用技术标准

平行流多孔微通道铝扁管通用技术标准主题内容和适用范围1.本标准规定了平行流冷凝器芯体总成的技术要求、试验方法、检验规则、标志、包装、运输和贮存要求。
本标准适用于平行流冷凝器芯体总成(以下简称芯体)的制造,测试和检验。
2. 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
当这些文件被修订时,其最新版本将自动适用于本标准。
GB10125 人造气氛中的腐蚀试验盐雾试验3.结构芯体采用全铝平行流结构。
芯体由集流管、扁管、翅片、边板等零件组成。
4.技术要求4.1 尺寸和外观芯体的外观和尺寸应符合图纸要求。
除图纸要求外,零件的外观应遵守良好的商品惯例。
芯体翅片焊合率应大于98%;翅片倒伏不允许超过2处,且每处不能大于1cm2;不允许存在表面碰伤、擦伤、油漆剥落等有损外观的缺陷。
经检验合格的产品才能使用。
更新制造模具和设备时,应认可后方可使用。
4.2 主要零件材料要求材料应符合图纸及有关技术条件的要求。
每批材料进厂必须按其技术条件或相关标准进行性能检验,合格后方可入库提供制造使用。
凡采用新材料或代用材料,应通过试验鉴定并办理认可手续。
通常采用的材料及牌号如下:翅片复合铝箔扁管集液器外壁复合管隔板双面复合板4.3 性能4.3.1 换热量芯体的换热量应满足图纸要求。
通常采用的试验条件如下:a) 冷凝器入口侧空气干球温度:35℃±1℃;b) 冷凝器压力:1.518MPa(表压);c) 过冷度:5℃(过冷式冷凝器采用15℃);d) 过热度:25℃;e) 迎面空气风速:4.5m/s;4.3.2 空气阻力在4.3.1同样的条件下,冷凝器空气侧阻力应满足图纸要求。
4.3.3 液阻在4.3.1同样的条件下,冷凝器制冷剂侧的液阻应满足图纸要求。
4.3.4 气密性能用氦气检漏仪检漏,应无反应。
氦气检漏仪的检漏精度相当于试验压力为0.7MPa时R134a年泄漏率不超过2克。
4.3.5 耐真空度试验压力以真空压力2KPa加载,每次保持5min,连续三次,允许压力增高不大于500Pa/min。
瑞斯乐微通道铝管介绍
瑞斯乐微通道铝管介绍(.)作者:日期:典型微通道铝管剖面图 ( 尺寸单位:毫米 ) 1.2、用于汽车空调的微通 道铝管其横截面宽度一般为 10-30 ㎜,横截面高度一般为 1.0-4. 0 ㎜,壁厚大约为 0.16-0.3 5 ㎜, 孔数 为 5-4 0个,使用长度一般为600 ㎜以内,外表面喷涂约8 1. 3、制冷剂的空调系统中管道零部件, 右图 3所示。
1. 4、2 g /㎡的锌。
该产品主要应用于各种采用新型环保作为承载新型环保制冷剂的 用其制作的平行流微通道热交换器如 同传统的铜管穿管式和铝管蛇盘管式 微通道热交换器微通道铝扁管介绍、产品简介1.1 、微通道铝管(又称“平行流铝扁管” )是一种采用精炼铝棒、通过热挤 压、经表面喷锌防腐处理 ,薄壁多孔扁形管状材料 , 是新一代平行流微通道空调换 热器的关键材料 ,其外形如下图 1 所示:图2热交换器相比, 微通道铝管具有十分突出的环保、增效、节能、降本四大优势优势1环境保护用新型环保制冷剂替代对环境有巨大危害的原制冷剂,大大降低对大气臭氧层的破坏, 以及消除温室效应优势2提高能效在同等制冷效率下, 其能效可以平均提高30%以上,优势3节省能源提高能效、减轻重量后, 使能耗显著降低优势4降低成本体积可以减少30%以上,材料重量可以减少约50%,制冷剂使用量可以减少30%以上, 特别是以铝代铜后,同等体积铝材的价格仅为铜材的十二分之一,制造和使用成本大幅下降。
二、产品现状2.1、微通道铝管是一种新型环保制冷剂承载管道部件(材料),首先在汽车空调系统上获得强制使用(欧盟规定为1996年,中国规定为2002 年)。
该产品由于技术含量高、生产难度极大,2010年之前, 世界上仅有挪威的海德鲁、日本的三菱和古河、韩国一进等极少数厂家生产, 其生产技术基本上被其垄断, 内资企业根本没有能力生产,国内汽车空调换热器厂商所需的该材料, 只能从上述国外厂家设在中国的独资子公司或者直接进口获得。
铝合金多孔微通道管标准1
铝合金多孔微通道管文件号:替代: /版本: 1版修改: 0次受控状态:发布号:编制:郑晓军审核:陈纪欢批准:严荣庆日期:2009-07-26 日期:2009-07-27 日期:2009-07-28 上海瑞斯乐门窗有限公司质量管理体系文件更改记录序号更改原因更改部位更改标记及方法(△、划改、剪贴)更改人签名更改日期技术标准上海瑞斯乐门窗有限公司铝合金多孔微通道管生效日期版次文件编号页次2009/08/01 1/0 Q/LSLS1113-2009 3/11.主要内容和适用范围本标准规定了铝合金多孔微通道管(本标准简称MMT)的要求、试验方法、检验规则、标志、包装、运输、与储存要求。
本标准适用于用于汽车空调、水冷器、油冷器,家用和商用空调冷凝器、蒸发器,以及其它需要进行高效热交换所应用的微通道热交换器用铝合金多孔微通道管(含表面喷锌和表面不喷锌)。
2.引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
当这些文件被修订时,其最新版本将自动适用于本标准。
GB/T 228 金属材料室温拉伸试验方法GB/T 3190 变形铝及铝合金化学成分GB/T 3246.1变形铝及铝合金制品显微组织检验方法GB/T 5126 铝及铝合金冷拉薄壁管材涡流探伤方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432 变形铝及铝合金化学成分取样方法GB/T 20975(所有部分)铝及铝合金化学分析方法GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存SES A 100 AUTOMOTIVE RESTRICTED HAZARDOUS SUBSTANCES FOR PARTS AND MATERIALS(汽车零部件及材料中受限制的有害物质)GB/T1771 色漆和清漆耐中性盐雾性能的测定GB/T6461 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级GB/T6682 分析试验室用水规格和试验方法3.1 产品分类3.1.1 牌号、状态、表面处理和规格根据客户需求的不同,产品的牌号、状态、表面处理和规格应符合表1的规定。
平行流压缩冷凝机组动态仿真研究

o h n r d cin t e b sc p i cp e ,c aa trsis a d man mo ei g meh d o h p a e f w i rr fE Y5 s f n t e i t u t o t a i rn i ls h rc eit n i d l t o f mu i h s o l ay o AS ot o o h c n l b —
B l r 出的关 联 式 进 行 计 算 , 根 据 J因子 推 ul d给 a 再 - 算 空气 侧 的传 热 系数 。
翅片高 片宽度 翅 翅片间距 叶窗长 叶窗 间 叶窗 百 百 百 度 ( m) ( m) t m n
8 2 6
综 合 压力 和焓 的微 分 方 程 式 , 每 个 节 点 分 对
( m) 度 ( m) ( m)角度 ( ) a r m 距 r a 。
14 . 7 1 3 O
FL D UI MACHI NERY
Vo. 9, . 2 1 1 3 No 8, 01
( Q网) =Q +
P W
( 2 1)
至 气 流 过 百 叶 词 翅 片 的 J因 子 选 用 K m ad i n
式 中
— — 空气 出 口温度 , ℃
Q —换 热量 ,W — k P 析湿 系数
参 数为 空 气 进 口温 度 、 度 、 量 、 热 系 数 等 。 湿 流 换
主 要输 出参 数为 空 气 出 口温 度及 总换 热量 等 。基
本 数学 模 型为 :
, ) H 从 H , 0 ( R 一 R) , ) I — t , 0 (t R I ) R () 3
a n ri(
s o d n o p a t a i a in,id c t g t e d n mi e p n ewa e s n b e h s c n p o ie r fr n e o er s ac n p n ig t r ci ls u t c t o n iai y a cr s o s sr a o a l .T i a r vd ee e c sf rt e e r h a d n h h
平行流铝扁管

平行流铝扁管产品介绍平行流铝扁管(又称“铝合金多孔微通道管”)是一种薄壁多孔扁形管状材料,主要用于制作各种才用新型环保制冷剂空调系统中的平行流换热器(又称“微通道换热器”或“平行流微通道热交换器”),是一种应用于空调系统新型环保制冷剂承载管道部件材料,首先在汽车空调系统上有强制使用要求,目前在家用和商用空调领域也有一定的应用。
技术分析汽车空调换热器按照不同的结构可分为:管片式换热器、管带式换热器、平行流换热器以及层叠式换热器。
汽车空调换热器发展过程如下图:据各方面资料显示平行流铝扁管技术含量高、生产难度大,技术难度主要体现在以下几个方面:1、超大挤压比平行流铝扁管是目前断面最小的铝合金管材之一,断面面积为0.16cm2左右,必须用热挤压的方式一次挤压成型,且挤压比要达到400倍以上。
这带来了挤压比的技术难题,对工艺的控制、加热温差、模具的进料口、料道、焊合腔、定径带的设计以及工作过程的降温等都有非常高的技术要求。
2、超高尺寸精度平行流铝扁管的产品尺寸精度对比常规的热挤压产品要高很多。
普通铝合金型材厂很难达到这一标准。
3、气密性一件铸棒所生产的平行流铝扁管制制品有近500米的长度,在挤压过程中必须保证生产工艺绝对稳定可靠,人好一个环节出现微小的偏差就会导致产品出现缺陷。
4、高品质的铸棒要求平行流铝扁管的壁厚只有0.16-0.35mm,如果铸棒的纯度和含氢两达不到要求,只要有细微的气孔或者杂质,都会是平行流铝扁管的薄壁产生泄露。
5、表面处理要求由于平行流铝扁管出差要求非常精密,导致对表面要求喷锌层的结合界面要求非常高,导致只有极少数公司的喷锌设备能用于扁管的喷锌作业。
6产品质量的要求由于生产难度大,技术要求高,精度要求严,使得扁管的生产线难免出现少数缺陷和瑕疵,为保证产品的出厂质量使得在线检测成为控制产品质量的一个重要因素。
如何在生产线上发现瑕疵,并及时检出有缺陷的产品,对平行流铝扁管的生产过程能否正常运行,起到极为关键的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.8. 共振试验
按4.3.8的要求在振动试验台进行。
5.9. 温度交变试验
按4.3.9的要求在温度交变试验台进行。
5.10. 耐腐蚀性能试验
烘箱升温,同时真空泵工作,烘箱温度应保持在120±2℃。测量系统真空度应达到9.7×10-2Pa以上,共试验4h;
试验后,测量冷凝管管重g末,其增重值即为内腔残余水量值;
测量采取工业分析天平,测量精度为±1mg。
5.12. 内腔残余杂质量检测
将被试产品内腔注入占容积60%左右的R113,放在振荡次数为275次/min的电动机上振荡3min,然后将内溶物回收在一专用容器中,经过过滤干燥,测定残留物质的重量。测量采用工业分析天平,测量精度为±1mg。
介质温度:80℃±5℃
压力交变范围:0.1?3.5MPa
压力交变次数:150,000次
压力交变频率:1.25Hz
试验后按4.3.4进行气密性试验,应无泄漏。
4.3.7 耐振试验
产品状态:内腔注入50%容积的R134a或R113。
试验加速度: 43.1m/s2
试验频率: 33.3Hz
经检验合格的产品才能使用。更新制造模具和设备时,应认可后方可使用。
4.2 主要零件材料要求
材料应符合图纸及有关技术条件的要求。每批材料进厂必须按其技术条件或相关标准进行性能检验,合格后方可入库提供制造使用。凡采用新材料或代用材料,应通过试验鉴定并办理认可手续。
通常采用的材料及牌号如下:
5.5. 耐真空度
芯体进、出口管端一端堵死,另一端抽真空至4.3.5的规定值进行试验。
5.6. 压力交变强度
按4.3.6的要求在压力交变试验台进行。
5.7. 耐振试验
芯体按车上实际安装状态试验,通过试验振动工装固定在振动台上,被试产品内腔注入50%容积的R113或R134a液体,振动测点应在被试产品和试验台交界处附近。
c) 过冷度:5℃(过冷式冷凝器采用15℃);
d) 过热度:25℃;
e) 迎面空气风速:4.5m/s;
4.3.2 空气阻力
在4.3.1同样的条件下,冷凝器空气侧阻力应满足图纸要求。
4.3.3 液阻
在4.3.1同样的条件下,冷凝器制冷剂侧的液阻应满足图纸要求。
试验时间: 8h,其中上下振动4h,前后、左右各2h
试验温度: 室温
试验后按4.3.4进行气密性试验,应无泄漏。
4.3.8 共振试验
产品状态同4.3.7。
频率范围:10-100-10Hz
频变速度:1频率程/min
加速度:±1×9.8m/s2
试验按上述状态连续工作,选出其中出现的4个最大的谐振点,每点进行4小时试验,不允许出现损伤。试验后按4.3.4进行气密性试验,应无泄漏。
b)产品连续生产每满一年时;
c)间隔一年以上再生产时;
d)质保部或客户对产品质量质疑时。
型式试验必须在生产过程必检合格的产品中任意抽取,型式试验的检查项目见表1,每个试验项目抽样数量为2台。
6.2 按本技术条件规定进行生产过程抽检和型式试验时,若检验结果不合格,质保部应立即停止生产和产品装箱供货,并立即会同产品开发部、过程开发部和车间等部门分析不合格原因,找出解决问题的方法,并采取行之有效的纠正措施组织生产,产品经复检合格后恢复正常生产。
7.2.2 准备进入下一工序的产品用周转箱进行运输。
7.3 运输
包装完好的产品可用各种交通运输工具运输。
7.4 贮存
包装好的产品应贮存在通风良好的库房中,周围应无腐蚀性气体存在。
平行流多孔微通道铝扁管通用技术标准
主题内容与适用范围
1.本标准规定了平行流冷凝器芯体总成的技术要求、试验方法、检验规则、标志、包装、运输与贮存要求。
本标准适用于平行流冷凝器芯体总成(以下简称芯体)的制造,测试和检验。
2. 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。当这些文件被修订时,其最新版本将自动适用于本标准。
6. 检验规则
6.1. 检验分类
6.1.1. 检验分生产过程必检、生产过程抽检、型式试验和开发阶段认可试验四类。
6.1.2. 生产过程必检是指在生产过程中用生产线上的测试设备对产品进行100%的检验,生产过程必检项目见表1。检验合格的产品贴上合格证,可以出厂。
6.1.3. 生产过程抽检是在生产过程必检合格的产品中任意抽取样品进行检验。
4.3.9 温度交变试验
芯体内腔充注3×105g/m3的R134a,从-30℃~95℃±2℃范围内变化10次。升温和降温速度为0.5~1℃/min,在最大值和最小值时每次保持30min。试验后按4.3.4进行气密性试验,应无泄漏。
4.3.10 耐腐蚀性试验
芯体按GB10125进行 h中性盐雾试验后应外表无气泡、油漆剥落及金属锈斑,并仍应满足4.3.4的要求。
芯体按GB10125进行144h中性盐雾试验;试验后用35℃左右的清水进行清洗,并立即烘干,目测检查表面有无锈斑、气泡及油漆剥落。
5.11. 残余水量检测
将芯体置于烘箱中,进出口用三通连接,接入测量系统,系统末端接真空泵,水量测试装置为一冷凝管,置于环境温度为-60℃的酒精、干冰混合物中,试验前测量冷凝管初重g初;
翅片 复合铝箔
扁管
集液器 外壁复合管
隔板 双面复合板
4.3 性能
4.3.1 换热量
芯体的换热量应满足图纸要求。通常采用的试验条件如下:
a) 冷凝器入口侧空气干球温度:35℃±1℃;
b) 冷凝器压力:1.518MPa(表压);
制冷量
式中:Qk为冷凝器换热量,W;
rn为冷凝器进口侧空气比容,m3/kg;
I1为冷凝器进口侧空气比焓,kJ/kg;
I2为冷凝器出口侧空气比焓,kJ/kg;
V为冷凝器进口风量,m3/h。
5.2. 空气阻力
在进行5.1试验的同时测量。
允许同一台产品参加不影响考核目的的多项试验。
6.1.4. 开发阶段认可试验
在开发阶段产品认可时进行的试验,试验项目见表1。每个项目试验数量根据客户相关技术标准进行。
允许同一产品参加不影响考核项目的多项试验。
6.1.5. 型式试验在下列情况下进行:
a)产品的设计、工艺、材料等方面有重大变动时;
a)生产过程抽检的项目பைடு நூலகம்表1;
b)生产过程抽检频率:当产品经主机厂认可,产品正式投入批量生产和正常供货的头3个月(批)内,要求每月(每批)抽检1台。若连续3个月(批)的抽检均合格,而产品的设计状态、生产设备、工艺方法保持稳定不变的条件下,允许从第4个月(批)开始改为每2月(批)抽检一次,数量为1台。若为每2月(批)抽检一次发现有不合格,则恢复每月(批)抽检,直至连续3个月(批)的抽检均合格,再可恢复每2月(批)抽检一次。
用焓差法汽车空调器专用性能试验装置。
5.1.2. 测量参数和仪表精度
冷凝器进、出口侧空气干球温度。测量仪表精度±0.2℃。
冷凝器进、出口侧空气湿球温度。测量仪表精度±0.2℃。
冷凝器进口风量测量精度±1%。
5.1.3. 按4.3.1规定的试验条件,当试验条件稳定后测量5.1.2规定的参数,按下列公式进行计算。
5.13. 爆破强度试验
芯体进、出口管端一端堵死,另一端充水加压,按照4.3.14进行试验。
5.14. 材料试验
按图纸规定的标准或技术条件,进行材料进厂入库检查。
5.15. 尺寸和外观检查
外观用目测法检查;
尺寸用常规和专用器具进行。
5.3. 液阻
在进行5.1试验的同时测量。
5.4. 气密性能
试验仪器灵敏度为年泄漏率为2g的氦气检漏仪。
该试验也可由R134a气密性试验替代:即用R134a(密度:0.3g/cm3)制冷剂填充冷凝器,用氮气、干燥空气或两者的混合气体将试压提高到0.7MPa,并用适当的检漏仪探测来完成。允许R134a泄漏不得超过2克/年。
4.3.11残余水量
芯体内腔残余水量≤30mg。
4.3.12 残余杂质量
芯体内腔残余杂质量≤20mg。
4.3.13爆破强度试验
室温下用水充满冷凝器内腔,然后以1MPa/min的速度增压至9MPa表压,保持1min,应无泄漏。
5. 试验方法
5.1 换热量试验
5.1.1. 试验装置
4.3.4 气密性能
用氦气检漏仪检漏,应无反应。氦气检漏仪的检漏精度相当于试验压力为0.7MPa时R134a年泄漏率不超过2克。
4.3.5 耐真空度
试验压力以真空压力2KPa加载,每次保持5min,连续三次,允许压力增高不大于500Pa/min。
4.3.6 压力交变性能
试验介质:液压油
6.3 试验后产品的处理
6.3.1 进行过4.3.6压力交变强度,4.3.7耐振试验,4.3.8共振试验,4.3.9温度交变,4.3.10耐腐蚀试验和4.3.13爆破强度试验的产品,一律不能作为合格品出厂。
6.3.2 对进行其他项目试验后仍完好合格的产品允许进行干燥处理后,作为合格品入库。
7 标志、包装、运输和贮存
7.1 标志
7.1.1 直接供货的产品上应有耐久性标志,标在明显位置上。
7.1.2 标志内容等要求应符合客户有关标准的规定。
7.2 包装
7.2.1 直接供货的产品的包装箱或周转箱应有可靠的防潮和防振措施,以保证正常运输中不致松动和损坏。包装箱或周转箱标志按客户有关标准的规定。