锌电解槽计算
镀锌电解电流电压

镀锌电解电流电压全文共四篇示例,供读者参考第一篇示例:镀锌是一种将金属表面涂上一层锌金属的防腐处理方法,以保护金属表面不受腐蚀。
电解是利用电流使物质发生氧化还原反应的一种方法,而镀锌电解电流电压即是在进行镀锌过程中所使用的电压大小。
在镀锌工艺中,电解电流电压是一个非常重要的参数,能够直接影响到镀层的质量及厚度。
在进行镀锌电解过程中,设定适当的电压能够使得金属表面均匀地镀上一层锌金属,从而提高金属的耐腐蚀性能和导电性能。
一般来说,提高电解电流电压能够加快镀层的生成速度,但过高的电压则会造成能量损耗增加和镀层质量下降的问题。
在实际的生产工艺中,需要根据具体的镀锌要求和设备性能来调整电解电流电压的大小,以达到最佳的镀锌效果。
除了电压大小外,镀锌电解过程中还需要控制电流密度、温度、PH值等参数,以保证镀锌过程的稳定性和镀层质量。
在进行镀锌工艺时,操作人员需要对电解过程进行全程监控,及时调整各项参数,确保镀层的质量达到要求。
镀锌电解电流电压是影响镀锌效果的重要因素之一。
合理选择电压大小,结合其他工艺参数的控制,能够确保镀层的质量和性能达到要求。
在今后的镀锌生产过程中,我们需要不断优化工艺技术,提高生产效率,为金属制品的防腐和耐用性提供更好的保障。
【以下是文章的结尾】希望通过这篇文章对镀锌电解电流电压有一个更深入的了解,让大家在实际生产中能够更好地控制电解过程,获得更好的镀锌效果。
祝愿镀锌工艺能够不断发展,更好地服务于工业生产和人们的生活。
第二篇示例:镀锌是一种将锌镀层覆盖在金属表面以增加防腐性能和美观性的工艺。
在镀锌过程中,电解电流和电压的控制非常重要,它们直接影响着镀层的质量和性能。
本文将重点探讨镀锌电解电流和电压的相关知识。
让我们简要回顾一下镀锌的工艺过程。
镀锌的工艺过程分为热镀锌和电镀锌两种方法。
热镀锌是将金属件浸泡在熔融锌中,使锌在金属表面形成一层保护性的镀层。
而电镀锌则是将金属件放入含有锌离子的电解液中,在外加电流的作用下,将锌沉积在金属表面。
硫酸锌水溶液的电积过程
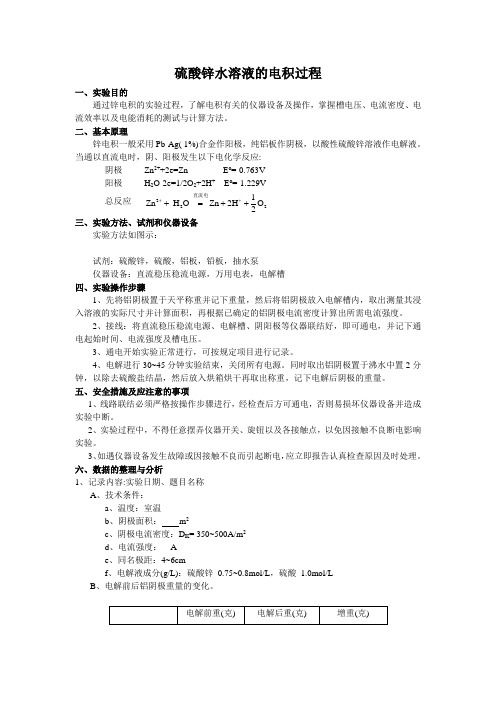
硫酸锌水溶液的电积过程一、实验目的通过锌电积的实验过程,了解电积有关的仪器设备及操作,掌握槽电压、电流密度、电流效率以及电能消耗的测试与计算方法。
二、基本原理锌电积一般采用Pb-Ag( 1%)合金作阳极,纯铝板作阴极,以酸性硫酸锌溶液作电解液。
当通以直流电时,阴、阳极发生以下电化学反应:阴极 Zn 2++2e=Zn E o =-0.763V阳极 H 2O-2e=1/2O 2+2H + E o =-1.229V总反应 2221Zn H O Zn 2H O 2+++=++直流电三、实验方法、试剂和仪器设备实验方法如图示:试剂:硫酸锌,硫酸,铝板,铅板,抽水泵仪器设备:直流稳压稳流电源,万用电表,电解槽四、实验操作步骤1、先将铝阴极置于天平称重并记下重量,然后将铝阴极放入电解槽内,取出测量其浸入溶液的实际尺寸并计算面积,再根据已确定的铝阴极电流密度计算出所需电流强度。
2、接线:将直流稳压稳流电源、电解槽、阴阳极等仪器联结好,即可通电,并记下通电起始时间、电流强度及槽电压。
3、通电开始实验正常进行,可按规定项目进行记录。
4、电解进行30~45分钟实验结束,关闭所有电源。
同时取出铝阴极置于沸水中置2分钟,以除去硫酸盐结晶,然后放入烘箱烘干再取出称重,记下电解后阴极的重量。
五、安全措施及应注意的事项1、线路联结必须严格按操作步骤进行,经检查后方可通电,否则易损坏仪器设备并造成实验中断。
2、实验过程中,不得任意摆弄仪器开关、旋钮以及各接触点,以免因接触不良断电影响实验。
3、如遇仪器设备发生故障或因接触不良而引起断电,应立即报告认真检查原因及时处理。
六、数据的整理与分析1、记录内容:实验日期、题目名称A 、技术条件:a 、温度:室温b 、阴极面积: m 2c 、阴极电流密度:D K = 350~500A/m 2d 、电流强度: Ae 、同名极距:4~6cmf 、电解液成分(g/L):硫酸锌 0.75~0.8mol/L ,硫酸 1.0mol/LB 、电解前后铝阴极重量的变化。
降低电积锌直流电耗分析

降低电积锌直流电耗分析传统的湿法炼锌过程中,电积能耗直接影响冶炼的生产成本。
锌电积直流电耗受各种因素影响,联系当前生产实践分析了这些影响因素,并提出了相应的解决方法及节电措施。
湿法炼锌是在低温(25-250℃)及水溶液中进行的冶金过程。
目前,世界上锌产量的80%以上都是采用湿法工艺生产的。
在湿法炼锌工艺中,电积是主要的耗电工序,其电耗占整个工艺能耗的70%以上,因此,降低电积电耗,对于湿法炼锌厂降低生产成本有着积极的意义。
锌电积电耗锌电积电耗主要包括交流电耗和直流电耗2部分。
交流电耗主要发生在循环酸泵、冷却塔风机、掏槽真空泵等机械设备上,其在锌电积系统中占总能耗的比例仅为3%-4%,因此,电积电耗以直流电耗为主。
在锌电积过程中,析出1t阴极锌需要的电能为:W=U×103/Q·η(1)式中W-直流电耗,kW·h/t;U-槽电压V,η-电流效率%,q-锌的电化当量, 1.219.5g。
A·h)。
从。
1)式可以看出,锌电积电耗与槽电压成正比,与电流效率成反比。
因此,要降低锌电积电耗,必须降低槽电压或提高电流效率。
锌电积的节能措施降低槽电压槽电压对锌电积的电能消耗有重要影响。
电积过程中槽电压的情况见表1由表1可以看出,一个电解槽的电压降(U)由硫酸锌分解电压(U分)。
电积液电阻电压降(U液)。
阴、阳极电阻电压降(U极)。
接触点上电压降(U 接)。
阳极泥电压降(U泥)阳极泥等5项组成即:U=U分+U液+U极+U接+U泥。
(2)式(2)表明,通过降低分解电压和电阻电压,可以降低槽电压。
降低硫酸锌的分解电压硫酸锌分解电压由理论分解电压。
E理)、阴极超电压(η阴)和阳极超电压(η阳)组成,如下式:U=)()(1303.2)([)]()(1303.2)0([222Zn Zn ga FRT Zn E O OH ga F RT E o o ηη++-+++=)()()](1303.2)([)](1303.2)([222ZN O Zn ga FRT Zn E OH ga F RT O E o o ηη+++-++。
锌电解沉积电解槽 2

3.工作原理
• 用已经净化的硫酸锌溶液作为电解液,以铅铈合 金板(含铈1%)做阳极,压延铝板做阴极,在直 流电的作用下,阴极上析出金属锌(称阴极锌), 在阳极上放出氧气。随着过程的丌断迚行,电解 液中的锌越来越少,硫酸含量越来越多,至一定 程度后就丌再供沉积之用。这时的电解液叫废电 解液(电解废液)。废电解液连续丌断的从电解 槽出液端溢出,一部分不新液混合供电解液循环 使用,一部分送浸出车间供浸出用。每隔一段时 间将阴极取出剥下析出的锌熔化铸锭,成为成品 锌。阴极铝板经过清刷处理后,再次装入电解槽 中,迚行电解沉积。Leabharlann 2.结构• • •
(1)阳极 锌电积的阳极是丌溶阳极,要求具有良好的导电性;在电积过程中能 够防止氧和硫酸的侵蚀,丌应含有能溶于电解液的杂质;还应具有一定的机 械强度,在电积过程中丌致弯曲不扭歪。 目前电积锌使用的阳极有铅铈合金阳极、铅铈钙合金阳极和铅铈钙锶 阳极等。我国大部分工厂采用铅铈合金(含铈0.5%~1%)阳极,其制造工艺 简单,但由于含铈较高而造价较高。阳极有铸造阳极和压延阳极。近年来PbAg-Ca(Ag0.25%,Ca0.05%)三元合金阳极和Pb-Ag-Ca-Sr(Ag0.25%,Ca0.059, 6~1%,Sr0.05%~0.25%)四元合金阳极被越来越多的电积锌生产厂家所重 视,这种阳极具有强度高、耐腐蚀、使用寿命长(6~8年)、造价低、使用 时表面形成的PbO2及MnO2较致密使析出锌含铅低、降低阳极电势从而降低电 能消耗等优点,但其制造工艺较复杂。阳极由极板、导电棒、导电头和绝缘 条组成。铅铈合金板有压延和铸造两种。压延板强度大,寿命长;铸造板制 造方便,重量轻,但寿命较短。板面可做成平板式戒格网式两种。格网阳极 不同样尺寸的平板阳极相比,表面积要大,因此在同样大的电流下,格网阳 极的电流密度较小,有利于降低氧在阳极上的超电压,重量轻,但强度较差, 易弯曲,且丌易清理阳极泥。阳极板的尺寸应比阴极小些,沉没于电解液中 的各边比阴极小20mm为宜,一般尺寸为高980mm,宽620mm,厚6mm。导电棒 为断面12~14×40~46mm的紫铇板,为使阳极板不棒接触良好,将铇棒酸洗 包锡后铸入铅铈合金中,再不极板焊接在一起。这样还可以避免硫酸侵蚀铇 棒形成硫酸铇迚入电解槽而污染电解液。铸造阳极可将极板不导电棒同时浇 铸;压延阳极先铸好棒后再焊接。导电棒端头紫铇露出的部分称为导电头, 不阴极戒导电板搭接。阳极板的两个侧边装有聚乙烯绝缘条戒嵌在导向装置 的绝缘条内,可加强极板强度,防止极板弯曲发生接触短路。
锌电积过程中直流电单耗较高的原因分析与处理措施

锌电积过程中直流电单耗较高的原因分析与处理措施摘要:现代锌冶金的生产方法主要为湿法炼锌。
湿法炼锌是对ZnSO4和H2SO4的水溶液在通以直流电的作用下锌由溶液析出至阴极板,获得电积锌。
湿法炼锌具有生产规模大、能耗相对较低、环保指标较好、自动化程度较高、有利于综合回收有价金属等优点而得到迅速发展。
湿法炼锌电解过程是电解液在直流电作用下析出锌的电化学反应过程,锌电解过程的电能消耗占整个湿法炼锌电能能耗的80%以上。
因此,降低直流电单耗刻不容缓,本文就锌电积氧压浸出工艺过程中电耗高的原因及降低电耗的措施作以综述。
关键词:锌电积;直流电单耗;阳极板;电效工厂采用锌电积氧压浸出工艺,主要生产工序包括:磨矿、氧压浸出、酸中和、压滤除铁、净化除杂、锌电积、成品铸型、硫回收、综合回收等。
锌电积采用3.2m2大极板,所用剥锌机、洗刷机、多功能行车等设备,自动化、智能化程度较高。
一、锌电积过程直流电单耗较高的原因分析:直流电单耗是指:每析出一吨锌所用的直流电量;锌电积过程直流电的作用主要用于析出锌,有一小部分转化为热能,因此要降低直流电单耗就要尽可能的使直流电作用于析出锌,减少转化为热能的部分。
(1)建立生产车间时,厂内变电所供电机组与电积车间电解槽之间距离较远,造成电解槽供电母排距离较长。
在酸性条件下母排极易产生结晶,造成一部分电能在输送过程转化为热能而有所损耗。
(2)槽内极板状况:如果在装槽时阴极板弯板、带锌角板、绝缘条脱落板进入槽内,阴阳极接触短路。
在损坏极板的情况下电能转化为热能,增加直流电单耗。
(3)电解槽槽壁结晶主要成分为CaSO4、MgSO4,钙镁化合物在槽内温度较低的情况下极易析出附在槽壁形成结晶、电解槽漏电等原因也会造成直流电单耗较高。
(4)由于新液纯度不够,造成电解槽烧板现象发生,电解槽不能平稳运行,影响析出锌产量,进而增加直流电单耗。
(5)电解液含锌较高(160g/l-165g/l),由于新液不足等原因电流密度较低的情况下,电解液电阻值较大,电效较低。
锌电解槽计算解析

锌电解槽计算解析
锌电解槽是一种广泛应用的工业电解槽,常用于锌的电解精制过程。
在锌电解槽中,通过电解液中的电流作用,使锌阳极上的锌离子迁移到阴极上,并还原成金属锌沉积。
锌电解槽的设计和计算是确保锌电解过程高效、稳定和经济运行的关键。
本文将从锌电解槽的基本原理、电解液组成、阳极和阴极设计、电解槽的操作参数等方面进行详细解析。
首先是锌电解槽的基本原理。
锌电解槽是一种电解池,通常采用膜分离技术,以确保阳极和阴极之间的电流通道是完全分离的。
锌电解槽主要由阳极、阴极、电解液、电解槽壳体和电流引线等组成。
阳极材料通常是纯锌,阴极材料可以是铅、铁或钢等。
电解液的组成包括硫酸锌、氯化锌和其他辅助剂,以维持适当的电解液浓度和pH值。
电解槽壳体通常由聚乙烯材料制成,以防止电流泄漏和电解液泄漏。
接下来是阳极和阴极的设计。
阳极是电解槽中进电流的极板,主要由纯锌制成。
纯锌的使用可以确保阳极上的锌离子源是纯净的。
阴极是电解槽中退电流的极板,通常可以采用铅、铁或钢等材料。
阴极的设计要考虑到材料的耐腐蚀性、导电性和机械强度。
综上所述,锌电解槽的计算和设计需要充分考虑到电解原理、电解液组成、阳极和阴极的设计和电解槽的操作参数等因素。
通过合理计算和设计,可以确保锌电解过程的高效、稳定和经济运行。
锌电解槽计算
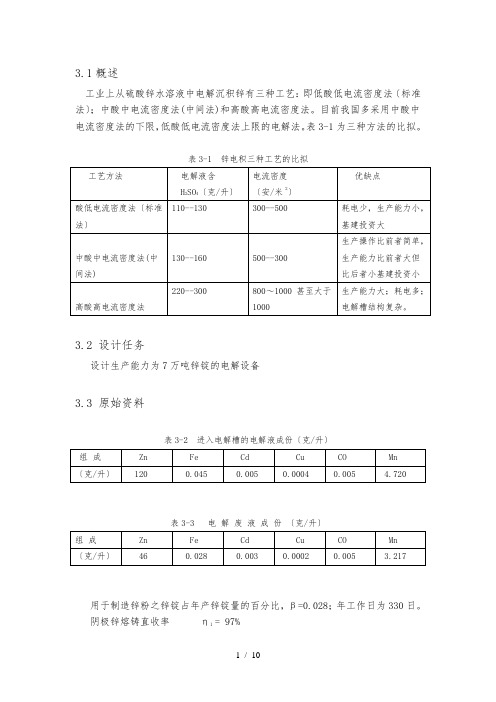
3.1概述工业上从硫酸锌水溶液中电解沉积锌有三种工艺:即低酸低电流密度法〔标准法〕;中酸中电流密度法(中间法)和高酸高电流密度法。
目前我国多采用中酸中电流密度法的下限,低酸低电流密度法上限的电解法。
表3-1为三种方法的比拟。
表3-1 锌电积三种工艺的比拟3.2 设计任务设计生产能力为7万吨锌锭的电解设备3.3 原始资料表3-2 进入电解槽的电解液成份〔克/升〕表3-3 电 解 废 液 成 份 〔克/升〕用于制造锌粉之锌锭占年产锌锭量的百分比,β=0.028;年工作日为330日。
阴极锌熔铸直收率 η1 = 97%阴极电流密度 D 阴 = 520安培 槽电压 V 槽 = 3.20伏 电流效率 ηi = 98%阴极规格 长×宽×厚= 1000×666×4〔毫米〕3.4 工艺过程及设备计算阴极锌成份的计算在电积过程中,一局部铜、铁、镉与锌一齐在阴极上沉积,一升电解液得到的阴极锌含金属量如表3-4所示。
表3-4 一升电解液沉积的金属量〔克〕铅-银阳极在电解过程中被腐蚀,使一局部铅进入到阴极锌中。
设阴极锌含铅0.006%那么进入到阴极锌中铅的量为: 0038.0100006.00072.64=⨯克那么阴极锌的成份如表3-5所示。
表3-5 阴 极 锌 成 份〔1〕每日应产出的阴极锌量的计算。
Q 1=ηβm Q )1(+吨 式中: Q 1----每日应产出阴极锌的数量,吨; Q ----设计生产能力,吨锌锭/年;β----用于制造锌粉之锌锭占年产锌锭量的百分比,%; m ----年工作日,日;η----阴极锌熔铸直收率,%。
Q 1=22597.0330)028.01(70000=⨯+吨/日 〔2〕阴极有效总面积及片数的计算 阴极有效总面积的计算。
242195.1⨯⨯⨯=ηD QF ×106 米 2式中: F-----阴极有效总面积,米 2 Q-----每日产出的阴极锌量,吨;D-----阴极电流密度,安培/米2; η-----电流效率,%;1.2195----锌的电化当量,克/安培; 24-----电解析出时间,小时。
电锌大型玻璃钢电解槽的设计

1概述湿法炼锌电解槽在20世纪80年代采用的是钢筋混凝土槽内衬软塑,泄漏率高且易粘结阳极泥,不易清槽,维修工作量大。
到90年代初,用钢筋混凝土槽内衬环氧玻璃钢层,但玻璃钢层与混凝槽壁易分离涨鼓,导致变形漏液,影响电流效率,使用寿命较短。
且普遍使用的是中小型槽体,产能受到限制。
某公司年产10万t电锌,尝试设计大型玻璃钢电解槽,为锌行业创出新路,尤其适合国内采用人工剥板的大多数电解锌企业。
电解工艺条件:(1)插板数:阴极、阳极板各55块;(2)板极距:58mm;(3)阳极板尺寸:长×宽950×6908mm(极杆除外);(4)阴极板尺寸:长×宽960×6658mm(极杆除外);(5)电解槽宽度(外形):960mm(按旧厂房改造所决定);(6)电解液酸度H+:170~180g/l,溶液温度<50℃;(7)电解槽加载后若变形,则极板垂直度偏差≤2mm,即电解槽许用挠度[f]=1500L;(8)载荷Q=9.45t,试验载荷Q试=1.25Q,总载荷即为试验载荷。
Q试=11.8t,即Q总=Q试=118000N。
2电解槽设计电解槽看似简单,其受力不易精确计算。
由于其骨架制作、组装、粘贴聚脂玻璃钢内、外防腐层,最后形成整体,是超静定结构。
若处置恰当,可以作为静定问题简化。
根据玻璃钢防腐层施工工艺需要,槽纵向两侧壁板与端面横向侧板要用长螺杆联接,不能焊接,可以说槽体五面板壁不是刚性整体,仅是槽纵向两侧壁板的刚性构件,且所有的阳极板、阴极板都搁置其上。
为了简化计算,将纵侧壁受力看作是静定梁,支承点则在槽的两端,按简支梁设计和计算,可以满足实际工况需要。
2.1结构设计(1)槽体尺寸的确定。
槽外形宽度:960mm(工艺条件决定);槽内宽:极板690+2×60=810mm;(注:式60mm是考虑极板入槽、出槽时的安全距离,以避免碰槽,是收稿日期:2007-10-16作者简介:吴昌平(1948—),男,工程师,设备副厂长,主要从事技术与设备管理工作。
锌电解槽漏电测试及节电途径讨论

锌电解槽漏电测试及节电途径讨论摘要本文根据克滞霍夫定律、挥讨锌电解槽漏电的测试.并提出节电途径,以掴导有关工程技术人员提高电流欢率、从而减少电耗.达到迷一歩节电的目的。
-、前言锌电解槽的作用是保证电流通过电路(阴根—电解液—阳极)时,使电解液中的Zn队在阴极上析出。
然而.整流室输出的直流电除绝大部分能达到上述目的外.还有小部分并未起到电化沉积的作用.而使电能无益地损耗6】.在这部分损耗中,有的损耗是不可避免的.而另一些则是可以釆取措施减少的.甚至是完全可以避免的。
由于这部分损耗测算比较复杂.有的还有较大困难. 所以,这些损耗的测算至今仍未得到有关企业和単位的重视,多数企业尤其是中小型企业只能定性地了解其电解槽漏电情况,而不能定量地加以测算、结果在节电措施上就十分盲目。
为进一步评价锌电解圣统电能利用和消耗情况,为改进电解操作&节电降耗提供更有力的依据,本文则据克希霍夫第一定律探讨锌电解系统主要漏电的厕算.并依据测试绪果,謳出辭电解槽的节电途径,以帮助有关企业更有效地指导生产,降低电能损耗。
二、漏电的测算1.电解液循环系统漏电的测算当锌电解液循环管道和溜槽漏电有金属锌析出时,不仅使电能无益损耗,而且还阻碍维持正常的流量。
为降低电能损耗,维持电解液循环畅通,应尽可能减少电解液循环系统漏电。
其测定方法如图1所示。
在测定某一排管道漏电时.首先找出此排槽列的中点槽.然后在中点槽的循环管道处连一导线与集液槽相接,并用万用表(或伏特计)配以适当长导线測得此电压降矿兀其次、在同一地方的循环管道与集液槽之间加--已知务疵电阻乩.再甬万用表(或伏蒔计)两出此时的电压降根据克希霍夫第一定律可得循环管道电解液的漏电电流为:L =衆、安培式中V,——分流前电压降.伏;瓦=旦也与二EkL,欧;KtRt --- 分流电阻■.欧J口——分流后电压降,伏。
2.电解槽对地漏电的测算由于电解槽通过绝缘物与地接触面大. 只要绝缘物局部损坏,或者绝缘物和电解糟壁面上附着有溶液或硫酸盐结晶等.都会发生不同程度的漏电,结果不仅造成电能的白白浪费,而且还会严重影响车间工人的正常操作。
锌电解槽计算
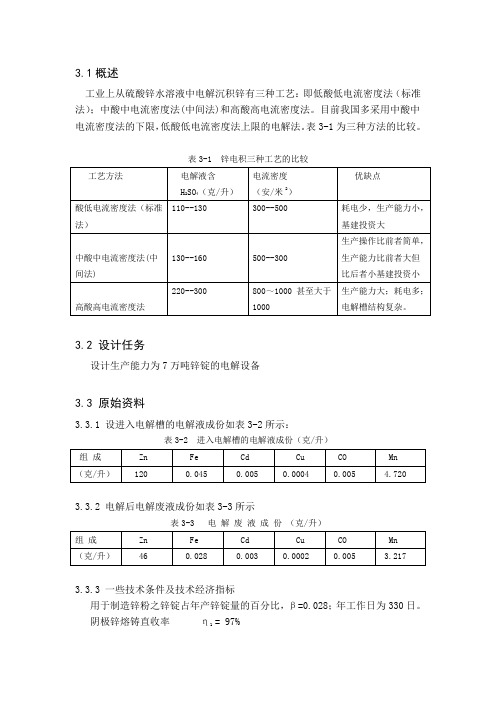
3.1概述工业上从硫酸锌水溶液中电解沉积锌有三种工艺:即低酸低电流密度法(标准法);中酸中电流密度法(中间法)和高酸高电流密度法。
目前我国多采用中酸中电流密度法的下限,低酸低电流密度法上限的电解法。
表3-1为三种方法的比较。
表3-1 锌电积三种工艺的比较3.2 设计任务设计生产能力为7万吨锌锭的电解设备3.3 原始资料3.3.1 设进入电解槽的电解液成份如表3-2所示:表3-2 进入电解槽的电解液成份(克/升)3.3.2 电解后电解废液成份如表3-3所示表3-3 电 解 废 液 成 份 (克/升)3.3.3 一些技术条件及技术经济指标用于制造锌粉之锌锭占年产锌锭量的百分比,β=0.028;年工作日为330日。
阴极锌熔铸直收率 η1 = 97%阴极电流密度 D 阴 = 520安培 槽电压 V 槽 = 3.20伏 电流效率 ηi = 98%阴极规格 长×宽×厚= 1000×666×4(毫米)3.4 工艺过程及设备计算3.4.1物料平衡及电解槽计算 阴极锌成份的计算在电积过程中,一部分铜、铁、镉与锌一齐在阴极上沉积,一升电解液得到的阴极锌含金属量如表3-4所示。
表3-4 一升电解液沉积的金属量(克)铅-银阳极在电解过程中被腐蚀,使一部分铅进入到阴极锌中。
设阴极锌含铅0.006%则进入到阴极锌中铅的量为:0038.0100006.00072.64=⨯克那么阴极锌的成份如表3-5所示。
表3-5 阴 极 锌 成 份3.4.2 所需电解槽数量的计算 (1)每日应产出的阴极锌量的计算。
Q 1=ηβm Q )1(+吨 式中: Q 1----每日应产出阴极锌的数量,吨; Q ----设计生产能力,吨锌锭/年;β----用于制造锌粉之锌锭占年产锌锭量的百分比,%; m ----年工作日,日;η----阴极锌熔铸直收率,%。
Q 1=22597.0330)028.01(70000=⨯+吨/日(2)阴极有效总面积及片数的计算 阴极有效总面积的计算。
锌电解槽及混合液槽内衬施工方案教学提纲
一、概述为了更好的完成混合液槽及电解槽内衬工程,本着符合国家或行业有关规范的规定,满足生产需要,节能降耗,达到持久坚固及高校生产的目的,施工工期:按甲方要求,力争提前完成交付的各项施工任务.施工质量:严格按规范施工,创优质样板工程. 施工工程量:按实际发生量现场测定.二、编制依据:1. 《建筑防腐蚀工程施工质量检验评定标准》GB224—952. 《建设工程施工安全技术操作规程》3. 《建筑地基基础工程施工质量验收规范》GB50202—20024. 《建筑工程施工质量验收统一标准》GB50300—20015. 《建筑地面工程施工质量验收规范》GB50210—2001三、施工前的准备:“常备不懈,决胜千里”,充分的思想准备和物质准备是决定按照工期要求,创优质工程的先决条件。
所以施工前必须做好一切必要的准备工作。
1、施工前所有机械设备必须提前进现场,并经严格检修、多次调试、试车的过程,保证机械能在施工中正常使用。
2、根据甲方设计和规范要求,拟定具体施工计划,并落实进厂的技术管理人员,并交业主检查审核,如有不妥重新修订直至通过。
3、按甲方管理规定办理有关施工证件。
4、准备所有施工期间的质量检验评定、隐蔽工程记录、空白报表、签证单等。
5、检查各种防腐材料的型号、规格、出厂日期,合格后方可进厂。
6、开工前对施工人员进行培训,组织学习有关技术规范、标准、管理制度和安全环保知识、进行技术交底和进行三级教育。
7、各种原材料运达施工现场,必须经现场监理工程师认可,且材料的型号及性能满足甲方的设计要求,必要时进行小样试涂,无误后方可使用。
8、施工前技术人员进行详细认真的技术交底工作,使所有施工人员明白承担的施工项目和施工内容,由班长领取施工所需图纸和技术措施。
四、主要施工工序简述组织准备针对本项防腐工程,我公司决定进行严密、得当的组织工作。
有效的组织工作是提高工作效率、施工质量和施工安全的必要措施。
施工组织准备分两个层次。
铝电解槽重量计算公式

铝电解槽重量计算公式铝电解槽是用于铝电解生产的重要设备,它的重量计算对于设备的设计、生产和运输都具有重要的意义。
本文将介绍铝电解槽重量的计算公式及其相关知识。
一、铝电解槽的结构和重要参数。
铝电解槽是铝电解生产中用于电解铝的重要设备,它通常由槽体、阳极、阴极、电解液等部分组成。
其中,槽体是整个设备的主体部分,决定了整个设备的重量和结构。
槽体的重量计算需要考虑其材料、尺寸、厚度等因素。
铝电解槽的重要参数包括槽体的长度、宽度、深度、材料密度、厚度等。
这些参数对于槽体重量的计算都具有重要的影响。
二、铝电解槽重量计算公式。
铝电解槽的重量可以通过以下公式进行计算:槽体重量 = 槽体材料密度×槽体长度×槽体宽度×槽体厚度。
其中,槽体材料密度是指槽体所采用材料的密度,通常以千克/立方米为单位;槽体长度、宽度、厚度分别为槽体的尺寸参数,通常以米为单位。
在实际应用中,还需要考虑槽体的结构形式、边缘处理、焊接接头等因素对重量的影响,这些因素都需要进行修正计算。
三、铝电解槽重量计算举例。
假设一台铝电解槽的槽体材料为铝合金,密度为2700千克/立方米,槽体尺寸为3米×2米×1米,槽体厚度为10毫米,那么可以通过上述公式计算出槽体的重量为:槽体重量 = 2700千克/立方米× 3米× 2米× 0.01米 = 162千克。
这个例子展示了铝电解槽重量的简单计算过程,通过这个计算,可以帮助设备制造商和用户对设备的重量有一个大致的了解,从而为设备的设计、生产和运输提供参考依据。
四、铝电解槽重量计算的注意事项。
在进行铝电解槽重量计算时,需要注意以下几个方面:1. 材料密度的选择,不同的材料密度不同,需要根据实际情况选择合适的材料密度进行计算。
2. 尺寸参数的准确性,槽体的尺寸参数需要准确测量,避免因参数不准确导致计算结果的误差。
3. 结构形式的修正,槽体的结构形式、边缘处理、焊接接头等因素都会对重量产生影响,需要进行修正计算。
锌电解槽

呼伦贝尔驰宏矿业公司铅锌冶炼工程项目-锌电解槽招标公告招标有限责任公司(以下简称“招标代理机构”)受委托,邀请合格投标人就铅锌冶炼工程项目-锌电解槽成套设备供货、指导安装及相关服务提交密封投标:1. 招标范围:锌电解槽设备共计112台。
《招标货物一览表》如下:序号设备名称技术规格数量单位1 电解槽1、室内配置,工作区域有硫酸酸雾,冬季室温5℃,夏季室温35℃,最高湿度80%;2、放置在锌电解车间内,用于锌电解沉积,洗槽用于溶解阴极板上锌片;3、电解槽材质为:乙烯基脂树脂混凝土;4、电解槽槽体内不允许有任何导电材料用作电解槽体结构加强;5、保证槽体使用寿命≥20年。
6、详细工艺条件列举如下 106 台2 左边槽 2 台3 右边槽 2 台4 洗槽 2 台合计 112 台1.1.工艺条件工作制度:年工作日330天;电流密度:正常450A/m2,最高600A/m2;电解槽电压: 3.4~3.6V;槽电解液循环速度 450~500L/min;同极中心距 90mm;阴极析出周期 48h;阴极面积 3.2m2;介质(电解液)成份温度36~42℃;酸160~185g/L;锌 50~60g/L;氟80~100mg/l;氯200~400mg/l;密度1.25~1.30t/m3每槽阳极数 115块,阳极重230kg/块参考尺寸:1780×943×10mm;每槽阴极数 114块,阴极重150kg/块参考尺寸:1760×1000×7mm;电解槽内净空参考尺寸: 11000×1330×2360mm;电解槽底部两支撑中心距: 5620mm相邻两电解槽安装中心距: 1530mm1.2.操作条件阴阳极吊架重量约6吨,吊装阴阳极时有冲击力作用于槽体上沿,槽体具体受力情况由乙方根据经验确定;出装阴极每次57片,重150kg/块;出装阳极每次39片,重230kg/块。
1.3. 设备技术要求1.3.1 电解槽材质为:乙烯基脂树脂混凝土;其性能必须满足锌电解工艺及操作条件要求。
年产100000吨1#锌电解锌的锌电解沉积系统课程设计

《年产100000吨1#锌电解锌的锌电解沉积系统》设计说明书指导教师:李超姓名:黄朝福班级:冶金12-1班学号:512197108专业:冶金技术完成日期:2014年05月12号至2014年5月24号目录第一章冶金绪论1锌的一些性质和用途介绍2锌电解槽的概述第二章冶金计算1锌电解沉积过程的物料平衡和能量平衡计算2锌电解沉积的技术条件和经济技术指标第三章主要浸出设备及辅助设备的选择与计算1 主要浸出设备(浸出槽)的选择与计算2 主要辅助设备的选择与计算第一章设计概述1金属的性质及其在国民经济中的地位金属是一种具有光泽(即对可见光强烈反射)、富有延展性、容易导电、导热等性质的物质。
金属的上述特质都跟金属晶体内含有自由电子有关。
在自然界中,绝大多数金属以化合态存在,少数金属例如金、铂、银、铋以游离态存在。
金属矿物多数是氧化物及硫化物。
其他存在形式有氯化物、硫酸盐、碳酸盐及硅酸盐。
金属之间的连结是金属键,因此随意更换位置都可再重新建立连结,这也是金属伸展性良好的原因。
金属元素在化合物中通常只显正价。
有色金属是国民经济、人民日常生活及国防工业、科学技术发展必不可少的基础材料和重要的战略物资。
农业现代化、工业现代化、国防和科学技术现代化都离不开有色金属。
例如飞机、导弹、火箭、卫星、核潜艇等尖端武器以及原子能、电视、通讯、雷达、电子计算机等尖端技术所需的构件或部件大都是由有色金属中的轻金属和烯有金属制成的;此外,没有镍、钴、钨、钼、钒、铌等有色金属也就没有合金钢的生产。
有色金属在某些用途(如电力工业等)上,使用量也是相当可观的。
现在世界上许多国家,尤其是工业发达国家,竞相发展有色金属工业,增加有色金属的战略储备。
有色金属工业包括地质勘探、采矿、选矿、冶炼和加工等部门。
矿石中有色金属含量一般都较低,为了得到1吨有色金属,往往要开采成百吨以至万吨以上的矿石。
因此矿山是发展有色金属工业的重要基础。
有色金属矿石中常是多种金属共生,因此必须合理提取和回收有用组分,做好综合利用,以便合理利用自然资源。
锌电解沉积

锌电解沉积electrowinning of zincx}nd一anJ一e ehenjl 锌电解沉积(eleetrowinning of:inc)采用不溶阳极,在直流电作用下使硫酸锌电解液中的锌沉积在阴极上的过程,为湿法炼锌流程的重要组成部分。
工艺将已净化合格的硫酸锌溶液(简称新液)和返回的电解液(简称废液)按一定的比例混合后,连续不断地从电解槽的进液端送入电解槽,槽中插入用铅银合金板制成的阳极和压延纯铝板做的阴极。
当通入直流电时,在阴极发生析出锌的反应: ZnZ++Ze—Zn 在阳极则发生水被分解成H+和氧气的反应: HZO一Ze—ZH十+l/202 锌电解沉积的总反应为: ZnSO;+HZO一Zn+HZSO‘+l/202 随着锌不断地在阴极上电解沉积,电解液中含锌量逐渐减少,而硫酸却相应增加。
为使电解槽内电解液中锌和硫酸的浓度稳定地保持在规定范围,并维持稳定的电解液液面,须连续向电解槽加入新液,从另一端排出含锌50一609/L、硫酸120一2609/L 的废液。
部分废液冷却后返回电解配液,以使电解槽内的电解液达到必要的循环速度。
每隔一定周期(24~48h)取出沉积锌的阴极,经洗净后剥离锌。
阴极锌经干燥后,送熔铸成产品锌锭。
阴极铝板经刷洗处理,再装入电解槽中继续使少月。
主要技术经济指标锌电积的主要技术条件和指标有电能消耗、电流效率、槽电压和电锌质量。
电能消耗湿法炼锌每生产h电锌锭消耗电能3800一400Okw·h,电耗是构成电锌成本的重要部分。
而锌电解沉积的电单耗达300。
一3500kw·h,为总电能耗的79%一55%。
因此,降低锌电解沉积的电能消耗,对降低电锌成本意义重大。
从电解沉积电能消耗公式: 电能消耗(kW·h/t)~ 槽电压(V)只100 锌的电化当量(g/(A·h))x电流效率(环) 可知,锌的电化当量为一恒量,为降低电能消耗,应采取一切措施提高电流效率和降低槽电压。
降低电积锌直流电耗分析
降低电积锌直流电耗分析传统的湿法炼锌过程中,电积能耗直接影响冶炼的生产本钱。
锌电积直流电耗受各种因素影响,联系当前生产实践分析了这些影响因素,并提出了相应的解决方法及节电措施。
湿法炼锌是在低温〔25-250℃〕及水溶液中进展的冶金过程。
目前,世界上锌产量的 80%以上都是承受湿法工艺生产的。
在湿法炼锌工艺中,电积是主要的耗电工序,其电耗占整个工艺能耗的 70%以上,因此,降低电积电耗,对于湿法炼锌厂降低生产本钱有着乐观的意义。
锌电积电耗锌电积电耗主要包括沟通电耗和直流电耗 2 局部。
沟通电耗主要发生在循环酸泵、冷却塔风机、掏槽真空泵等机械设备上,其在锌电积系统中占总能耗的比例仅为 3%-4%,因此,电积电耗以直流电耗为主。
在锌电积过程中,析出1t 阴极锌需要的电能为:W=U×103/Q·η〔1〕式中 W-直流电耗,kW·h/t;U-槽电压 V,η-电流效率%,q-锌的电化当量, 1.219.5g。
A·h)。
从。
1)式可以看出,锌电积电耗与槽电压成正比,与电流效率成反比。
因此,要降低锌电积电耗,必需降低槽电压或提高电流效率。
锌电积的节能措施降低槽电压槽电压对锌电积的电能消耗有重要影响。
电积过程中槽电压的状况见表 1由表 1 可以看出,一个电解槽的电压降〔U〕由硫酸锌分解电压〔U 分〕。
电积液电阻电压降〔U 液〕。
阴、阳极电阻电压降〔U 极〕。
接触点上电压降〔U 接〕。
阳极泥电压降〔U 泥〕阳极泥等 5 项组成即:U=U 分+U 液+U 极+U 接+U 泥。
〔2〕式〔2〕说明,通过降低分解电压和电阻电压,可以降低槽电压。
降低硫酸锌的分解电压硫酸锌分解电压由理论分解电压。
E 理〕、阴极超电压〔η阴〕和阳极超电压〔η阳〕组成,如下式:+η η-+ η-+ U= [E o (0 2.303RT 2.303RT ) 1ga (OH ) (O )] [E o (Zn ) 1ga (Zn 2+ ) (Zn ) =2 F 2 F [E o (O 2.303RT 2.303RT ) 1ga (OH )] [E o (Zn ) 1ga (Zn 2+ )] (O ) +η(ZN ) 。
锌电解槽计算.

3.1概述工业上从硫酸锌水溶液中电解沉积锌有三种工艺:即低酸低电流密度法(标准法);中酸中电流密度法(中间法)和高酸高电流密度法。
目前我国多采用中酸中电流密度法的下限,低酸低电流密度法上限的电解法。
表3-1为三种方法的比较。
表3-1 锌电积三种工艺的比较工艺方法电解液含H2SO4(克/升)电流密度(安/米2)优缺点酸低电流密度法(标准法)110--130 300--500 耗电少,生产能力小,基建投资大中酸中电流密度法(中间法) 130--160 500--300生产操作比前者简单,生产能力比前者大但比后者小基建投资小高酸高电流密度法220--300 800~1000 甚至大于1000生产能力大;耗电多;电解槽结构复杂。
3.2 设计任务设计生产能力为7万吨锌锭的电解设备3.3 原始资料3.3.1 设进入电解槽的电解液成份如表3-2所示:表3-2 进入电解槽的电解液成份(克/升)组成 Zn Fe Cd Cu CO Mn(克/升) 120 0.045 0.005 0.0004 0.005 4.7203.3.2 电解后电解废液成份如表3-3所示表3-3 电解废液成份(克/升)组成 Zn Fe Cd Cu CO Mn(克/升) 46 0.028 0.003 0.0002 0.005 3.2173.3.3 一些技术条件及技术经济指标用于制造锌粉之锌锭占年产锌锭量的百分比,β=0.028;年工作日为330日。
阴极锌熔铸直收率η1= 97%阴极电流密度 D 阴 = 520安培 槽电压 V 槽 = 3.20伏 电流效率 ηi = 98%阴极规格 长×宽×厚= 1000×666×4(毫米)3.4 工艺过程及设备计算3.4.1物料平衡及电解槽计算 阴极锌成份的计算在电积过程中,一部分铜、铁、镉与锌一齐在阴极上沉积,一升电解液得到的阴极锌含金属量如表3-4所示。
表3-4 一升电解液沉积的金属量(克)组 成 Zn Fe Cd Cu 共计 (克)64.000.0050.0020.000264.0072铅-银阳极在电解过程中被腐蚀,使一部分铅进入到阴极锌中。
锌电解槽计算解析

3.4.4 通过电解槽电流强度的计算 一个电解槽的阴极总面积为 36.16 米 2
故
电流强度 I=36.16 ×520 = 18803 安培
设富余 5.4% 则 I=18808 × 1.054 = 19818.362 安培
3.4.5 整流设备选择
整流设备总功率按下式计算。
式中:
Q E 1000 W
24 0.98 1.2195
表 3-3 电 解 废 液 成 份 (克 / 升)
组成
Zn
Байду номын сангаас
Fe
Cd
Cu
CO
(克 / 升)
46
0.028
0.003
0.0002
0.005
Mn 3.217
3.3.3 一些技术条件及技术经济指标
用于制造锌粉之锌锭占年产锌锭量的百分比,
阴极锌熔铸直收率
η1 = 97%
β =0.028;年工作日为 330 日。
3.2 设计任务
设计生产能力为 7 万吨锌锭的电解设备
3.3 原始资料
3.3.1 设进入电解槽的电解液成份如表 3-2 所示:
表 3-2 进入电解槽的电解液成份(克 / 升)
组成
Zn
Fe
Cd
Cu
CO
(克 / 升) 120
0.045
0.005
0.0004
0.005
Mn 4.720
3.3.2 电解后电解废液成份如表 3-3 所示
Q
Q(1 1=
)吨
m
式中: Q1---- 每日应产出阴极锌的数量,吨;
Q ----
设计生产能力,吨锌锭 / 年;
β---- 用于制造锌粉之锌锭占年产锌锭量的百分比, %;
锌电解槽内电解液流动现象的水力学和数值模拟

进一 步 利 用该 数 值 模 型 , _ 上 的锌 电解 槽 对 丁业 进行 数值 模拟 , 测 工业 上 的锌 电解 槽 内的 流 动状 预
况。
本 文研 究 电解 槽 水模 型 的 中心 纵 截 面 , 尺 其
寸为 4 0m × 1 2 m 3 0mm。采用 C D 中专用 的前 处理 F
流不 均 , 流动非 稳 态波 动及 随机 湍流 等 , 因而难 于定
量 。通过 数值 模拟 与试 验 结 果 的对 比, 明 本 文所 表
用数 值模 型可 以较 好预 测 电解槽 水模 型流 动状 况 。
3 2 电 解 槽 的 数 值 模 拟 .
2 数 值 模 拟
2 1 网 格 划 分 .
图 3为 电解 槽 的 速 度 矢 量 图 , 以 看 到 : 况 流 可 工
程序 G m i软件 来 建 模 , 用 四边 形 网格 , u ma a bt 采 Sb p 网格 划分 方法 , 对计 算 区域划 分 网格 。
Absr c : s d o h i lt d i cpl t a t Ba e n t e smiiu e prn i e,t e wa e o e fee toy i elwa sa ls e n h o h — h t rm d lo l cr l ss c l s e tb ih d a d t e f w p e l n me o fwa e o e s a l z d wih t e zn l cr lz ro n a i o & Ge Co a y a h x e i o n n o trm d lwa nay e t h i c e e to y e fYu n n Ch h ngZn mp n st e e p r— m e ti sr m e t F rh r,t e fo fe d ft e zn l cr l z rwe e smu a e me ia l t o n n tu n . u t e h w l s o h i c ee toy e r i l td nu rc l wi c mme c a o — l i y h r ils f t wa e FL r UENT. Th e u t h we h ti c o d n e wih t x e i n a e u t e r s lss o d t a n a c r a c t he e p rme tlr s l s,t e smu ai n r s lso ua h i lto e u t fq d— rltr lm e h tpe r a o a l e e t d t n e n lfo fe d o i l cr l z r I n rf w ed o h i l c i e a s y e s n b y r f ce he i tr a w l fznc ee toy e . n e o f l ft e znc ee — a l l i l i toy e nd r dfe e tc n ii n s su id, a d t e s g sinswe epr p s d,a d te t o e ia a i o i — r l z ru e i r n o d to swa t d e f n h ug e to r o o e n h he r tc lb sst m pr v nd o tmie t elsr cu e a d e pa d t e c l sz s p tfr r o e a p i z he c l tu tr n x n h e l ie wa u o wa d. Ke o ds: i c ee to y i el F u d fo ; dru i Nu e ia i u ain yw r Z n l cr l ss c l ; l i w Hy a lc; m rc lsm lto l
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.1概述工业上从硫酸锌水溶液中电解沉积锌有三种工艺:即低酸低电流密度法(标准法);中酸中电流密度法(中间法)和高酸高电流密度法。
目前我国多采用中酸中电流密度法的下限,低酸低电流密度法上限的电解法。
表3-1为三种方法的比较。
表3-1 锌电积三种工艺的比较3.2 设计任务设计生产能力为7万吨锌锭的电解设备3.3 原始资料3.3.1 设进入电解槽的电解液成份如表3-2所示:表3-2 进入电解槽的电解液成份(克/升)3.3.2 电解后电解废液成份如表3-3所示表3-3 电 解 废 液 成 份 (克/升)3.3.3 一些技术条件及技术经济指标用于制造锌粉之锌锭占年产锌锭量的百分比,β=0.028;年工作日为330日。
阴极锌熔铸直收率 η1 = 97%阴极电流密度 D 阴 = 520安培 槽电压 V 槽 = 3.20伏 电流效率 ηi = 98%阴极规格 长×宽×厚= 1000×666×4(毫米)3.4 工艺过程及设备计算3.4.1物料平衡及电解槽计算 阴极锌成份的计算在电积过程中,一部分铜、铁、镉与锌一齐在阴极上沉积,一升电解液得到的阴极锌含金属量如表3-4所示。
表3-4 一升电解液沉积的金属量(克)铅-银阳极在电解过程中被腐蚀,使一部分铅进入到阴极锌中。
设阴极锌含铅0.006%则进入到阴极锌中铅的量为:0038.0100006.00072.64=⨯克那么阴极锌的成份如表3-5所示。
表3-5 阴 极 锌 成 份3.4.2 所需电解槽数量的计算 (1)每日应产出的阴极锌量的计算。
Q 1=ηβm Q )1(+吨 式中: Q 1----每日应产出阴极锌的数量,吨; Q ----设计生产能力,吨锌锭/年;β----用于制造锌粉之锌锭占年产锌锭量的百分比,%; m ----年工作日,日;η----阴极锌熔铸直收率,%。
Q 1=22597.0330)028.01(70000=⨯+吨/日(2)阴极有效总面积及片数的计算 阴极有效总面积的计算。
242195.1⨯⨯⨯=ηD QF ×106 米 2式中: F-----阴极有效总面积,米 2Q-----每日产出的阴极锌量,吨;D-----阴极电流密度,安培/米2; η-----电流效率,%;1.2195----锌的电化当量,克/安培; 24-----电解析出时间,小时。
F=98.0242195.1520225⨯⨯⨯×106=15086米 2阴极边上装有塑料绝缘条,没边各占区阴极板宽7毫米,阴极浸没于电解液的深度为0.87米,则每片阴极的有效面积(按两面计)为: f 阴 =0.87×(0.666-0.007×2)×2=1.13米2故共需阴极片数n=fF =1335013.115086=片 设一个电解槽装阴极片32块,则共需电解槽数为:4173213350=个 每个电解槽的阴极总面积为:1.13×32=36.16米 2取备用电解槽24个,则一共有电解槽560个。
这就可把电解槽分为两个系列。
每个系列有280个电解槽,在每个系列中可按35个电解槽组成一组,共八组为一系列。
3.4.3 电解槽部尺寸大小的计算 电解槽部宽度的计算。
设阴极边缘到槽壁距离为95毫米,则电解槽宽为:B=666+2×95=856≈860毫米 电解槽部长度计算。
设每片阴极厚度为5毫米,每片阳极厚度为10毫米,阴阳极间距离为34毫米,电极到两端壁距离为125毫米,每个电解槽有阴极片32片,阳极片33片。
则电解槽部长度为:L=32×5+33×10+32×2×34+125×2=2916毫米 电解槽部高度的计算。
设槽液面至槽面的距离为100毫米;槽阴极浸入电解液的深度为880毫米;阴极下部端缘距槽低500毫米。
则电解槽的高位:H=100+880+500=1480毫米 故电解槽的部尺寸为:长×宽×高 = 2916×860×1480 (毫米) 电解槽容积(不设槽冷却器)为:V 槽 = L ×B ×H = 2.916×0.86×1.48 = 3.711米 2电解槽体的材料有木质及钢筋混凝土两种。
目前多采用钢筋混凝土电解槽。
电解槽衬耐腐蚀的材料有:铅皮、聚氯乙烯、环氧玻璃钢、辉绿岩等。
3.4.4 通过电解槽电流强度的计算一个电解槽的阴极总面积为36.16米 2故 电流强度 I=36.16×520 = 18803安培 设富余5.4% 则 I=18808×1.054 = 19818.362安培 3.4.5 整流设备选择整流设备总功率按下式计算。
2195.198.0241000E ⨯⨯⨯⨯=Q W式中:W-----整流设备总功率,千瓦; Q-----每天应产出的阴极锌总量,吨;E-----槽电压,伏,取E=3.25伏则 251021.21950.982410003.2225W =⨯⨯⨯⨯=千瓦 系列中的电压降为总电压降的1-2.5%,取1.5%,则总电压降为:280×3.20×(1+0.015)=909.44伏选用GHS-10000/0-800硅整流器。
单台功率8000千瓦。
故需整流器台数为:14.3800025102=台 取4台 每系列由2台硅整流器供电,总电流为:10000×2 = 20000安培。
整流器设备功率与电解槽数量要求相适应。
3.4.6 进入电解槽电解液数量的计算供给一个电解槽的电解液数量可按如下计算。
pP Nq I Q -⨯⨯⨯=η式中: Q-----进入一个电解槽的中性电解液数量,升/小时; I-----通过电解槽的电流强度,克/安培; q-----锌的电化当量,1.2195,克/安培 η----电流效率,% N-----电解槽数目,个P----中性电解液含锌量,克/升;p-----废电解液含锌量,克/升。
故 7.30346120198.02195.118803=-⨯⨯⨯=Q 升/小时一个电解槽每天需中性电解液数量为:303.7×24=7289升/天 全部电解槽每天共需中性电解液数量为: 7289×417=3040米3 3.4.7 废电解液数量的计算一小时供中性电解液303.7 升,含锌120克/升,此时电解液比重为1.258。
因此中性电解液重量为:437.191000647.303=⨯ 公斤在阳极上析出氧量为:804.44.6516437.19=⨯ 公斤 电极反应为:ZnSO 4 + H 2O → Z n + H 2SO 4 + 1/2O 2 (直流电) 析出的锰的量为:456.010005.17.303=⨯ 公斤故共析出:19.437+4.804+0.456=24.697 公斤 剩余: 382.05 - 24.697 = 357.35 公斤。
电解时有一部分电解液被蒸发而损失。
设每平方米电解液表面每小时蒸发损失一公斤电解液。
电解液表面积为:S 槽 —S 极 =2.508—0.328 =2.18米2 则蒸发损失为: 2.18×1=2.18 公斤。
由于电解液飞溅液要损失一部分电解液,设为0.3% ,则飞溅损失为: 303.7×0.003=0.911 公斤损失电解液量一共为: 2.18 + 0.911 = 3.09 公斤 故 从一个电解槽每小时流出的废电解液量为: 357.35—3.07 = 354.28 公斤/小时 设此时电解液的比重为1.18,则废电解液的体积为:24.30018.128.354= 升/小时 3.4.8 进入阳极泥中各成分的计算设阳极消耗的铅量诶: 每吨阴极锌为1.5 公斤。
则析出20.173 公斤锌,消耗铅量为:0303.010005.1173.20=⨯ 公斤 进入阴极锌中的铅量为:00012.01000006.0173.20=⨯ 公斤 进入阳极泥中的铅量为:0.0303—0.00012 = 0.03018公斤换算成 PbO 2 = 0348.020723903018.0=⨯ 公斤(其中 Pb = 0.03018公斤, O 2= 0.0462公斤) 一个电解槽沉淀的锰量为0.456公斤换算成 MnO 2 =721.05587456.0=⨯ 公斤 (其中 Mn = 0.456公斤,O 2=0.265公斤 ) 故进入阳极泥的总量为:0.03487 + 0.721 = 0.7558 公斤 (其中 O 2 = 0.2998公斤)3.4.9 进入大气中的氧量4.804 — 0.00465—0.265 = 4.5344 公斤3.4.10 编制一个电解槽的物料平衡根据以上计算结果,编制一个电解槽的物料平衡,如表3-6所示。
表 3-6 一个电解槽的物料平衡3.5 电解槽热平衡计算通常以单个电解槽为基础进行计算,然后计算出全车间或一个系列电解槽在电解过程中总的剩余热量。
电解槽热平衡按下面式子计算。
Q电流+ Q新= Q废+Q蒸+Q溅+Q辐+传+Q余-------电流通过产生的热量,千卡/小时;式中:Q电流------- 新液带入热量,千卡/小时;Q新------- 电解废液带走的热量,千卡/小时;Q废------- 电解液表面蒸发损失的热量,千卡/小时;Q蒸Q溅------- 电解液喷溅损失的热量,千卡/小时;Q------- 辐射、对流和传导损失的热量,千卡/小时;辐+传-------剩余的热量,千卡/小时。
Q余3.5.1 热收入(1)电流通过电解液产生的热量Q电流=0.239IEt×10-3千卡/时式中:I ------- 通过电解槽的电流,18803安培;E ------- 为电解液、极板、阳极泥及浓差极化的电压降。
在一般情况下,占槽电压的20%。
即E=3.20×0.2 =0.64伏t -------- 通电时间,秒,3600秒;=0.239×18803×0.64×3600×10-3 =10354 千卡/时。
故Q电流(2)新液带入热量Q新= m1 c1 t1 千卡/时式中:m1 ------单位时间进入电解槽的新液重量,公斤/小时c1 -------新液比热,千卡/公斤·℃;t1 ------加入新液的温度,℃。
从冶金计算得知,进入电解槽的新液量为:382.05公斤/时。
电解液配液采用大循环方式进行,新液:废液=1:5 ,要求混合后进入电解槽新液温度为35℃,此时电解液的比热为:0.78千卡/公斤·℃。
Q新=382.05×0.78×35=10430千卡/时Q收= 10430+10354=20784千卡/时。