YV100Xg贴片机头组保养规范
YV100XG操作指引

SMT工作指引YV100Xg贴片机操作程序一.目的本指引旨在为作业员操作YV100XG贴片机提供正确的操作方法.二.对象本操作指引适用于YV100XG贴片机,使用对象为作业员.三.操作程序3.1.开机前的准备3.1.1.确认电源供给正常.3.1.2.确认气源供给正常(机器后面的气表指针超过红色指标,并小于6.9kg/cm2)3.1.3.确认机器内部没有放置杂物,确认Emergency按钮处于拔上状态,盖好安全门.3.2.开机3.2.1.旋动机器前面右下方的电源开关(顺时针方向)3.2.2.等待2分钟左右(机器进行自检),出现对话框Ea12043:Do you want to start return to origin时,先顺时针释放Emergency紧急按钮,然后按下Ready按钮,给机器加电.最后在对话框里点击OK按钮,稍等10秒钟即开机成功.3.2.3.如果连续几天没有开机或者天气比较冷时,需要在开机后进行热机(Warm up).热机程序是:a.在主窗口的setup功能下的子窗口中点击Warm up图标按钮,出现对话框b.在对话框中点击Start图标,开始进行机器热机.c.热机5分钟到10分钟后(热机时间可设),点击Stop按钮,停止热机d.点击Close按钮,退出对话框,热机完成3.3.上料/换料3.3.1.在机器需要更换物料时,会有报警提示,提示内容:a.机器有声音提示b.显示屏上有出现Ea31:Pick up error的提示窗口,并可以看到相应的站位用大粗字体显示,以提示需要换料的站位c.信号灯亮黄色3.3.2.根据提示的站位,打开安全门,更换物料,并关好安全门3.3.3.按操作面板的Error Clear按钮两次.取消对话框,然后按Ready按钮,再按Start按钮,即可进行继续生产.3.4.生产停机3.4.1.即时停机直接按面板上的Stop按钮,即可实现停机.完成其他操作后按Start按钮可继续生产3.4.2.周期停机按面板上的Cycle Stop按钮,机器在完成机器内部的生产后停机. 完成其他操作后按Start按钮可继续生产3.4.3.紧急停机直接按Emergency按钮,机器立即停止.然后会有报警画面和报警声音.3.5.关机3.5.1.完成生产后,按Stop按钮进行停机,然后按Origin按钮进行机器归零.3.5.2.再按主画面左下方的Off按钮,按照提示进行关机3.5.3.旋动机器的电源开关(逆时针方向)关闭电源3.5.4.如果需要长时间停机时请把气源开关关闭.四.安全操作注意事项4.1.遇到无法处理及异常时请找技术人员,请勿擅自处理4.2.机器生产运作时请勿伸头、手等身体部位到机器内部4.3.非紧急情况请勿按下Emergency按钮4.4更换物料时注意不要把Feeder碰到贴装头,以免损坏贴装头或者吸嘴.4.5.请勿两个人同时操作机器4.6.请勿让两片板同时进入机器4.7.上物料时请先清洁Feeder Plate.制成: 核准: 复核:日期: 日期: 日期:。
贴片机年度保养计划

贴片机年度保养计划我这贴片机啊,就跟我那老伙计似的,一年到头忙活着,那不得好好给它做个年度保养计划。
我就站在这贴片机前头,看着它那满身的零件,就像看着一个满身勋章的老兵。
它那外壳啊,有点灰扑扑的,就像在战场上滚了几遭似的。
我拿手摸了摸,那上面还带着一点静电,麻酥酥的。
我心里想啊,老伙计,这一年可辛苦你了。
我就打算先从外面开始收拾。
找个软布,就那种摸起来软软乎乎的布,蘸上点专门的清洁剂。
我一边擦着外壳,一边跟旁边的小李子说:“你看这贴片机,就像人似的,外表干净了,干活都有劲儿。
”小李子那小子,眼睛眯成一条缝,笑嘻嘻地说:“刘哥,你可真把这机器当宝了。
”我白了他一眼说:“那可不,这机器要是出毛病了,咱这活儿还咋干?”擦完外壳,就得看看那些小零件了。
我把眼睛睁得大大的,像铜铃似的,仔细瞅着那些螺丝啊、接口啥的。
有些螺丝看着有点松,我就拿起螺丝刀,紧紧地拧着,一边拧一边嘟囔:“你可不能松啊,松了可就坏事了。
”这时候,车间里有点吵,那些机器的轰鸣声啊,就像一群人在吵架似的。
我皱了皱眉头,对小李子喊:“去,把那边那台机器先停一会儿,太吵了,我这都没法专心弄咱这老伙计了。
”再就是那些传送带啊,这可是贴片机的重要部分。
我趴在地上,像个修汽车的师傅一样。
我看到传送带上有点脏东西,就拿个小刷子,一点一点地刷着。
这脏东西还挺顽固,我刷得手都有点酸了。
我就坐在地上,喘着粗气说:“这玩意儿,比我身上的泥还难弄。
”小李子在旁边笑个不停,我又好气又好笑,朝他扔了个小零件,当然是不紧要的零件,说:“你还笑,有这功夫来帮我一把。
”然后就是那些感应器啥的,这可得小心着点儿。
我拿着检测工具,小心翼翼的,就像手里拿着个宝贝似的。
我跟小李子说:“这感应器就像人的眼睛,要是坏了,这贴片机就成瞎子了,啥都干不了。
”小李子也认真起来,在旁边帮我递工具。
我检测的时候,那眼睛都不敢眨,全神贯注的,脸上的表情严肃得就像在参加什么重大仪式。
这贴片机里面的线路啊,那也是得好好检查的。
雅马哈贴片机YV100Xg操作培训概要

雅马哈贴片机YV100Xg操作培训概要1.YV_Xg系列贴片机简介1.1YV_Xg系列贴片机家族成员YV_Xg系列贴片机包括YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。
上述各机型贴装速度(如下表1)、贴装精度(如下表2)等都各有不同。
本手册主要以YV100Xg机型为例讲述。
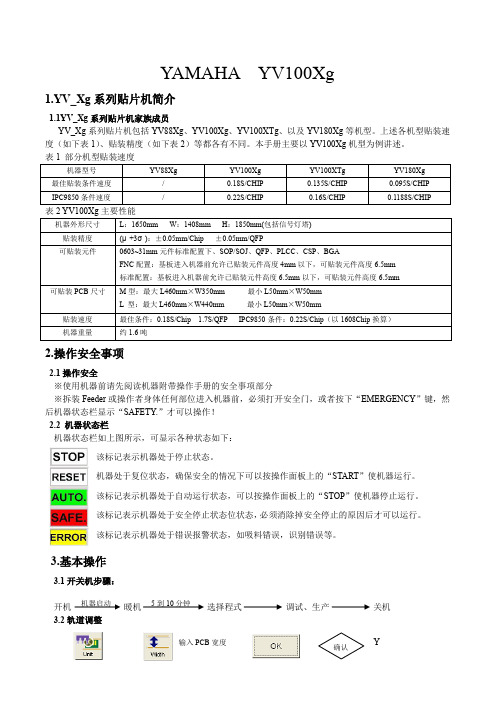
表1 部分机型贴装速度机器型号YV88Xg YV100Xg YV100XTg YV180Xg最佳贴装条件速度/ 0.18S/CHIP 0.135S/CHIP 0.095S/CHIPIPC9850条件速度/ 0.22S/CHIP 0.16S/CHIP 0.1188S/CHIP表2 YV100Xg主要性能机器外形尺寸L:1650mm W:1408mm H:1850mm(包括信号灯塔)贴装精度(μ+3σ):±0.05mm/Chip ±0.05mm/QFP可贴装元件0603~31mm元件标准配置下、SOP/SOJ、QFP、PLCC、CSP、BGAFNC配置:基板进入机器前允许已贴装元件高度4mm以下,可贴装元件高度6.5mm标准配置:基板进入机器前允许已贴装元件高度6.5mm以下,可贴装元件高度6.5mm可贴装PCB尺寸M型:最大L460mm×W350mm 最小L50mm×W50mmL 型:最大L460mm×W440mm 最小L50mm×W50mm贴装速度最佳条件:0.18S/Chip 1.7S/QFP IPC9850条件:0.22S/Chip(以1608Chip换算)机器重量约1.6吨1.2 YV100Xg主要构件2.操作安全事项2.1操作安全※使用机器前请先阅读机器附带操作手册的安全事项部分※拆装Feeder 或操作者身体任何部位进入机器前,必須打开安全门,或者按下“EMERGENCY ”键,然后机器状态栏显示“SAFETY .”才可以操作! 2.2 机器状态栏机器状态栏如上图所示,可显示各种状态如下:3.基本操作3.1开关机步骤:开机 暖机 选择程式 调试、生产 关机 3.2轨道调整点击 点击 点击 完成※PCB 宽度设定不可过宽(会导致PCB 掉落),亦不可过窄(会导致PCB 传送不顺)!3.3 PCB 固定以及顶针放置点击 点击 点击 完成※PCB 厚度设定不可过大(会导致PCB 不能很好定位),亦不可过小(会导致PCB 变形)!同时还要检查所用顶针高度正常,否则应先调整再使用。
雅马哈YV100Xg
YAMAHA YV100Xg1.YV_Xg系列贴片机简介1.1YV_Xg系列贴片机家族成员YV_Xg系列贴片机包括YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。
上述各机型贴装速度(如下表1)、贴装精度(如下表2)等都各有不同。
本手册主要以YV100Xg机型为例讲述。
2.操作安全事项2.1操作安全※使用机器前请先阅读机器附带操作手册的安全事项部分※拆装Feeder或操作者身体任何部位进入机器前,必须打开安全门,或者按下“EMERGENCY”键,然后机器状态栏显示“SAFETY.”才可以操作!2.2 机器状态栏机器状态栏如上图所示,可显示各种状态如下:3.基本操作3.1开关机步骤:开机暖机选择程式调试、生产关机3.2轨道调整该标记表示机器处于停止状态。
机器处于复位状态,确保安全的情况下可以按操作面板上的“START”使机器运行。
该标记表示机器处于自动运行状态,可以按操作面板上的“STOP”使机器停止运行。
该标记表示机器处于安全停止状态位状态,必须消除掉安全停止的原因后才可以运行。
该标记表示机器处于错误报警状态,如吸料错误,识别错误等。
机器启动5到10分钟输入PCB宽度Y点击完成※PCB 3.3 PCB点击 完成※PCB 不能很好定位),亦不可过小(会导致!同时还要检※PCB 的固定方式要视具体情况选择以下参数:Locate P in, Edge clamp, Pin+ Push UP 等4.编程4.1 PCB 名称输入略4.2 PCB 板参数4.3 MOUNT 参数 单击可以选择“Execute ”(正常贴装)或“Skip ”(此时机器为过板模式,及“Pass Mode )。
该键按下后可以用鼠标直接在“Skip ”一栏的方框里打“X ”以便跳过某一元件,否则不能进行以上操作,以防止误操作导致元件漏空。
Row Edit :选择该标签如上左图,可以进行数据的“插入、删除、复制、粘贴、以及剪切”等操作。
贴片机安全操作保养规程

贴片机安全操作保养规程概述贴片机是电子制造中常用的设备之一,主要用于电子元器件的贴装,而且贴片机操作及维护保养要求非常严格,一旦不当操作或缺少保养,不仅会影响贴装效果,甚至会导致贴片机出现故障,损失巨大。
因此,本文档将详细介绍贴片机的安全操作和保养规程,以确保设备的正常运行和维护寿命。
安全操作规程1. 前置准备在操作贴片机之前,必须进行以下前置准备工作:•确保贴片机处于良好状态,无任何损伤和故障;•保持操作环境的清洁,避免进入过多的尘埃和杂物;•穿戴必要的安全装备,包括手套、口罩、防护眼镜等;•熟悉设备的操作规程和相关注意事项。
2. 操作流程在进行贴片机的操作过程中,必须遵循以下操作流程:•检查元器件是否与贴片机相匹配;•确保元器件的正确性和完整性;•检查设备的系统参数;•正确定位元件的位置;•检查主轴、吸嘴和夹具是否损坏;•进行元件贴装;•完成贴装后,检查贴装效果和设备状态。
3. 安全操作注意事项•在操作贴片机时,必须保持专注,不得分散注意力;•操作时必须严格按照操作流程进行,禁止随意调整设备,同时,避免与正在运行的部件接触;•进行贴装时,必须正确放置元器件,并确保器件不会掉落或嵌入设备内部;•禁止在设备工作过程中,接近设备内部,或用手触摸正在运行部件;•如果出现设备故障或异常情况,必须在停止设备后,才能进行检查和维修。
保养规程1.日常保养为了保持贴片机的正常工作状态,在日常使用过程中必须进行以下保养:•定期清洁设备,避免设备积尘;•检查设备运行状态,如发现异常情况及时处理;•养成定期更换设备零部件的好习惯;2.定期保养为了确保贴片机的长期运作,必须定期对设备进行深度保养:•定期更换设备润滑油;•清理设备吸嘴和模具,并检查是否有损坏;•定期对设备进行技术调整,保持设备性能;•检查设备消耗部件的磨损情况,并及时更换。
结论通过对贴片机的安全操作和保养规程做出详细阐述,使得操作人员能够全面掌握贴片机的安全操作和保养常识,更好地维护和保护贴片机的性能和安全使用,保证了电子制造的效果和质量,为生产提高了保障和效率。
雅马哈YAMAHA贴片机X,XE,XG贴装头的保养

更换程序
1. 剪掉头组件上面支架固定电缆用的两个绑线 2. 拆下头下位传感器 1) M3的扳手拆下固定头下位传感器支架的二个螺钉。拆下传感器挡板。 2) 剪断固定头下位传感器电缆到头部支架的绑线。 3) 拆下头下位传感器支架,取出里面的限位挡板。 3. 拆掉所有的插头如头上下电磁阀和边上的电磁阀插头
贴装头的保养
贴头的拆装及保养事项. (1)在作业之前最好将机器的电源关掉.
贴装头的保养
•
– – – – – –
所需工具
T型扳手(M2.5,M3) 六角扳手 镊子,绑线 新的胶圈(piston packing:KM1-Mxxxx, plug packing:KM1-Mxxx) 硅油 M3螺丝
•
– – – – – –
• • • • • • • • • • • • • • • • •
贴装头的保养
贴装头的保养
• • • • • • • • • • • • • • – – – • • • – – – 9. 抽出汽缸堵和汽缸杆 注 用M3螺丝拧到丝扣里,很容易抽出汽缸堵和汽缸杆。 10. 更换胶圈 检查汽缸堵和汽缸杆的O型圈和Y型胶圈的磨损程度,如果坏了就要更换。如果需加油,就在上面涂上 一层硅油。 11. 重装真空阀回气路块 用M2.5的扳手紧上4个螺丝固定真空阀,重装第七步拆下来的支撑杆。 12. 重装气路块回其初始位置 重装时要保证定位销卡好,然后用M2.5的扳手紧上8个螺丝。 注 当重装气块回其初始位置时,头组件盖板支架尽可能打开,并从左面放入,卡好,必要时,拉一个临 时灯。 13. 重新连接真空阀气管回其初始位置 1) 将右边的气管插到后面的连接头(直径8mm)。 2) 将气管(直径8mm)插到真空阀左边的连接头。 3) 打开气源开关。 14. 安装盖板支架和所有插头回其初始位置 按相反程序执行上面第一到第四步。气管和电缆放回初始位置后用绑线固定 更换汽缸轴密封圈后的调整 吸料真空水平值 头部I/O操作 FNC初始位置
贴片机的维护保养准备和维护方法

贴片机的维护保养准备和维护方法在贴片机的生产过程中,经常需要进行维护保养工作,以确保设备的正常运行和生产效率。
本文将介绍贴片机维护保养之前的准备工作以及维护方法。
维护保养准备在进行维护保养之前,需要做好以下准备工作:1. 停机检查在进行维护保养之前,必须将设备停机,并对设备进行全面的检查,以确保设备不存在故障或异响等问题。
如果有需要,需要及时修复或更换有问题的部件。
2. 安全措施维护保养过程中,工作人员需要注意安全,戴好防护用品,避免因疏忽而造成的安全事故。
3. 工具备齐维护保养过程中需要用到各种工具,工作人员需要提前准备好所需的工具,以确保维修工作的顺利进行。
4. 确定维护保养计划维护保养计划需要考虑设备的生产计划和产量,以确保维护保养不会对生产产生太大影响。
此外,还需要确定维护保养周期,以确保维护保养工作的规律性和可持续性。
维护保养方法1. 清洁保养清洁保养是保持设备运转正常的重要措施之一。
在设备长时间运转之后,会积聚灰尘、油渍等污物,这些污物会影响设备的正常运行,因此需要定期清洁设备。
清洁设备时,需要避免使用腐蚀性强的化学试剂,以避免对设备产生伤害。
2. 润滑保养设备的轴承、齿轮等需要润滑,以减少磨损和摩擦,确保设备运作顺畅。
在润滑之前需要先清洗设备,再根据设备说明书中的要求,在轴承、齿轮等部位加注适量的润滑油。
3. 紧固保养设备在运转过程中,由于振动等原因,螺丝、螺母等部件有可能松动,因此在进行维护保养时需要检查并紧固这些部件,以免在未来的生产过程中发生故障。
4. 升级维护随着技术的进步和生产质量的要求越来越高,设备可能需要进行升级维护。
在进行升级维护时,需要严格按照设备说明书中的要求进行,不能随意更改设备或增加新的功能。
5. 故障排除在设备运转过程中,难免会出现故障问题。
在发现设备故障时,应立即进行排除。
在排除故障时,需要认真分析问题根源,避免盲目修复造成的浪费或进一步恶化故障。
结论维护保养是贴片机正常工作的重要保障措施之一。
贴片机 日常维护
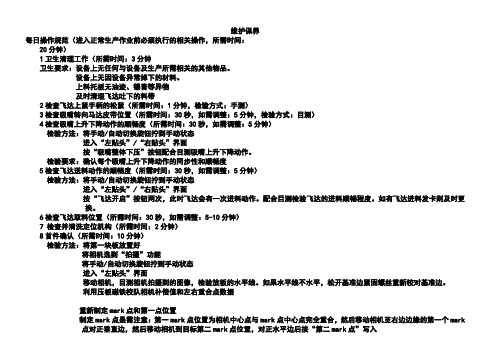
维护保养每日操作规范(进入正常生产作业前必须执行的相关操作,所需时间:20分钟)1卫生清理工作(所需时间:3分钟卫生要求:设备上无任何与设备及生产所需相关的其他物品。
设备上无因设备异常掉下的材料。
上料托板无油迹、锡膏等异物及时清理飞达吐下的料带2检查飞达上紧手柄的松紧(所需时间:1分钟,检验方式:手测)3检查吸嘴转向马达皮带位置(所需时间:30秒,如需调整:5分钟,检验方式:目测)4检查吸嘴上升下降动作的顺畅度(所需时间:30秒,如需调整:5分钟)检验方法:将手动/自动切换旋钮拧到手动状态进入“左贴头”/“右贴头”界面按“吸嘴整体下压”按钮配合目测吸嘴上升下降动作。
检验要求:确认每个吸嘴上升下降动作的同步性和顺畅度5检查飞达送料动作的顺畅度(所需时间:30秒,如需调整:5分钟)检验方法:将手动/自动切换旋钮拧到手动状态进入“左贴头”/“右贴头”界面按“飞达开启”按钮两次,此时飞达会有一次进料动作。
配合目测检验飞达的进料顺畅程度。
如有飞达进料发卡则及时更换。
6检查飞达取料位置(所需时间:30秒,如需调整:5-10分钟)7 检查并清洗定位机构(所需时间:2分钟)8首件确认(所需时间:10分钟)检验方法:将第一块板放置好将相机选到“拍摄”功能将手动/自动切换旋钮拧到手动状态进入“左贴头”界面移动相机,目测相机拍摄到的图像,检验放板的水平线。
如果水平线不水平,松开基准边紧固螺丝重新校对基准边。
利用压板磁铁校队相机补偿值和左右重合点数据重新制定mark点和第一点位置制定mark点是需注意:第一mark点位置为相机中心点与mark点中心点完全重合,然后移动相机至右边边缘的第一个mark点对正垂直边,然后移动相机到目标第二mark点位置,对正水平边后按“第二mark点”写入日常常见故障排查:1 吸嘴取不到材料检查项目1:吸嘴是否堵塞检查项目2:飞达取料位置是否正确(包括上下、左右、高低六个方位)检查项目3:飞达进料是否顺畅检查项目4:主气压是否正常。
雅马哈YAMAHA YV100-Xg操作说明书中文版

雅马哈YAMAHA YV100-Xg操作说明书中文版1.YV_Xg系列贴片机简介1.1YV_Xg系列贴片机家族成员YV_Xg系列贴片机包括YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。
上述各机型贴装速度(如下表1)、贴装精度(如下表2)等都各有不同。
本手册主要以YV100Xg机型为例讲述。
表1 部分机型贴装速度表2 YV100Xg主要性能2.操作安全事项2.1操作安全※使用机器前请先阅读机器附带操作手册的安全事项部分※拆装Feeder或操作者身体任何部位进入机器前,必須打开安全门,或者按下“EMERGENCY”键,然后机器状态栏显示“SAFETY.”才可以操作!2.2 机器状态栏机器状态栏如上图所示,可显示各种状态如下:3.基本操作3.1开关机步骤:开机暖机选择程式调试、生产关机 3.2轨道调整点击 完成※PCB 宽度设定不可过宽(会导致PCB 掉落),亦不可过窄(会导致PCB 传送不顺)!3.3 PCB 固定以及顶针放置点击 完成※PCB 厚度设定不可过大(会导致PCB 不能很好定位),亦不可过小(会导致PCB 变形)!同时还要检查所用顶针高度正常,否则应先调整再使用。
※PCB 的固定方式要视具体情况选择以下参数:Locate P in, Edge clamp, Pin+ Push UP 等4.编程4.1 PCB 名称输入 略4.2 PCB 板参数该标记表示机器处于停止状态。
机器处于复位状态,确保安全的情况下可以按操作面板上的“START ”使机器运行。
该标记表示机器处于自动运行状态,可以按操作面板上的“STOP ”使机器停止运行。
该标记表示机器处于安全停止状态位状态,必须消除掉安全停止的原因后才可以运行。
该标记表示机器处于错误报警状态,如吸料错误,识别错误等。
机器启动5到10分钟4.3 MOUNT参数Board Size(X):指要生产的PCB在X方向上的尺寸。
完整的SMT贴片机(YAMAHA YV系列)保养维护手册(第一部分,共两部分)
66
重装后 N 轴初始位置调整
67
4. 吸嘴卡簧
68
检查卡簧状态
68
更换卡簧
68
5. 真空阀过滤芯
70
清洁/更换过滤芯
70
6. 真空阀
71
检查操作状态
71
更换真空阀
72
7. 六角块
73
更换离合阀和锁针阀
74
第三节 头部 (YV88Xg-S)
介绍
75
随机备件
75
1.吸嘴
77
检查吸嘴状态
77
清洁吸嘴(61A, 62A)
目录
关于安全
1
关于本手册
1
维护列表
2
维护位置
3
维护所需工具
4
第一节 头部 (YV100Xg)
介绍
5
随机备件
5
1. 吸嘴
7
所需工具
7
拆除 FNC 吸嘴组件
7
拆除标准吸嘴
8
清洁程序(不使用超声波清洗器)
9
清洁程序(使用超声波清洗器)
12
重装 FNC 吸嘴组件
15
2. 吸嘴轴
18
所需工具
18
清洁程序
18
3. FNC 锁针
100
清洁移动摄象机发光体单元
100
第七节 其他
介绍
101
1.气雾过滤器
103
清洁过滤器杯
103
清洁空气过滤器
104
清洁雾过滤器
104
2.气阀
105
检查故障原因
105
更换气阀
106
3.软驱
107
SMTYAMAHAXGYG系列贴片机操作规程
1、 目的:对SMT 贴片的操作,保养进行控制,以保证产品品质。
2、 范围:贴片机:YAMAHA YV100Xg ,Y AMAHA YG200。
3、 定义:略 4、 职责:4.1 生产制造部SMT 操作员对的贴片机操作和日常保养。
SMT 技术员对贴片机进行保养及维护。
SMT 工程师对贴片机进行故障排除及维修。
4.2工程部和品保部监督。
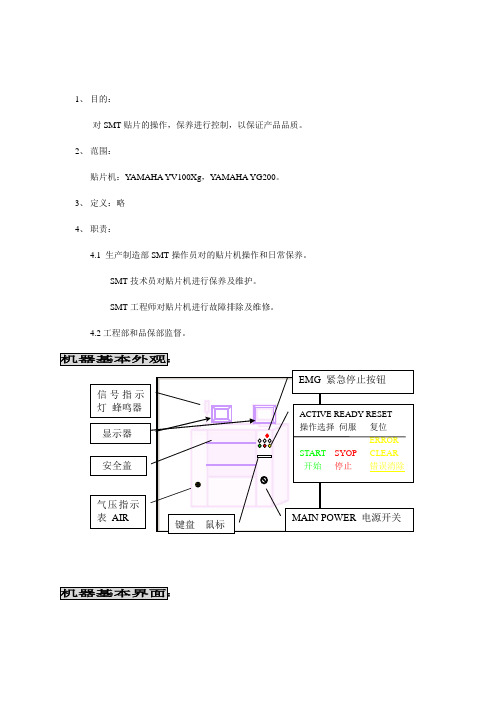
机器基本外观:机器基本界面:ACTIVE READY RESET 操作选择 伺服 复位ERRORSTART SYOP CLEAR 开始 停止 错误消除MAIN POWER 电源开关气压指示表 AIR信号指示灯 蜂鸣器 显示器 安全盖键盘 鼠标EMG 紧急停止按钮5、运作过程:5.1 贴片机的基本操作步骤5.1.0 检查输入电源是否是380V、10%;空气压力是否为5.5MPa、+-0.5MPa .5.1.1 合上总开关,给机器供电。
5.1.2开电源。
(1)打开机器前左下方开关面板上电源开关,机器进行自检。
(2)自检OK[EMERGXENCYSTOP]信息消失,各轴处于伺服控制。
5.1.3回原点(1)(在菜单中选择)(2):回原点前必须检查机器各运动部位是否有异物阻挡,如有异常会损坏机器运动部位!!5.1.4 暖机(1)检查主机:检查供料器:异常停止解除。
供料器正常安装。
顶针不会移动。
托盘未从支架上突出。
回原点完成。
推杆锁紧。
所有安全盖合上。
(2)点击执行[W ARM UP](3)8-10分钟,自动停止。
(4)随时观察暖机时机器运行情况,发现异常立即停止暖机,并上报情况!!:暖机时随时观察机器运行情况发生异常,马上停止操作,检查问题原因并解决它。
5.1.5PCB开始生产:用鼠标选择[BOARD]中要生产的PCB名称,按(1)操作员根据所各机种《SMT站料表》上料。
(2)选择[READY](3)按下绿色[START]机器开始生产。
5.1.6 障碍排除生产中遇到障碍时,红色指示灯亮,并有报警声。
贴片机维护保养规程
操
作
员
《全自动贴片机点检及保养记录表》
周
保
养
1将活动部分添加润滑油
2检查各吸嘴是否堵塞并添加液体油
3激光头、相机镜头检测及清洁
操
作
员
《全自动贴片机点检及保养记录表》
月
保
养
1机器头部清洁及活动轴更换润滑油
2清洁活动部分污渍
3X、Y轴更换润滑油
4检查各接地线接触是否良好
操作员.
设备管理员
拟制:审核:会签:批准:
贴片机维护保养规程
文件编号: QG/BCC14-001TPJ2009GC
一.严格按照规程操作该设备,如遇异常情况请立即按下”紧急停止”并及时报告设备管理员
二.日常保养如下
周期
项目
负责人
记录
日
保
养
1每天对设备表面进行清洁
2每天开机必须让设备自动预热至少20分钟以上
3检查活动部分接触是否良好,镙丝是否有松脱现象
《全自动贴片机点检及保养记录表》
年
保
养
1检查电箱各电源接触是否良好,
2检查设备各器件磨损情况,并进行更换、检修操员.设备管理员记
录
三注意事项
1 ,将以上保养于《全自动贴片机点检及保养记录表》备注记录说明。
2 .请不要将手放进设备活动部位,防止夹伤
3.出现异常情况立即按下“紧急开关”,并通知相关技术人员并做好维修记录
YAMAHA_YV100xe设备安全操作规程

YAMAHA_YV100xe设备安全操作规程第一篇:YAMAHA_YV100xe设备安全操作规程1、目的:对SMT贴片的操作,保养进行控制,以保证产品品质。
2、范围:贴片机:YAMAHA YV100Xe3、职责:3.1 贴片部SMT操作员对的贴片机操作和日常保养。
SMT技术员对贴片机进行保养及维护。
4、运作过程:4.1 贴片机的基本操作步骤4.1.1 合上总开关,给机器供电。
4.1.2开电源。
(1)打开机器前右下方电源开关,机器进行自检。
(2)自检OK,主单显示后,旋开YPU上的[EMERGXENCYSTOP]键,按下[READY]键,[EMERGXENCYSTOP]信息消失,各轴处于伺服控制。
4.1.3回原点(1)选择[1/OPERATLON,1/RUNNING,D2INLT SERVO ORGIN]。
(2)用键盘F2或E1 SWLTCH PCB选择要生产的PCB名称。
(3)选择F4选择PRODUCTION MONLIOR确认物料与站位是否相符。
4.1.4 暖机(1)检查主机:异常停止解除、顶针不会移动、回原点完成、推杆锁紧、所有安全盖合上。
检查供料器:供料器正常安装、托盘未从支架上突出。
(2)在主菜单中选择(D1WARM UP)机器开始暖机。
(3)按[SPACE]键开始操作,正常情况下执行4-10分钟,选择ECS键或ENTER键停止暖机。
小心:暖机时发生异常,马上停止操作,检查问题原因并解决它。
4.1.5PCB开始生产:(1)在主菜单中选择F2键,再选择相应的产品程序。
(2)操作员根据各机种《SMT站料表》上料。
(3)选择菜单1/OPERATLON/M,1/RUNNING,A2 AUTO RUNNLNG LRNNGA开始生产。
4.1.6 障碍排除生产中遇到障碍时,红色指示灯亮,并有报警声。
排除障碍时,按下机器上方红色紧急停止键,打开安全门,处理完成后,旋开紧急停止键,关闭安全门,按[REPDY]恢复生产。
雅马哈YVg

Y A M A H A Y V100X g 1.YV_Xg系列贴片机简介1.1YV_Xg系列贴片机家族成员YV_Xg系列贴片机包括YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。
上※使用机器前请先阅读机器附带操作手册的安全事项部分※拆装Feeder或操作者身体任何部位进入机器前,必须打开安全门,或者按下“EMERGENCY”键,然后机器状态栏显示“SAFETY.”才可以操作!2.2机器状态栏机器状态栏如上图所示,可显示各种状态如下:3.基本操作 3.1开关机步骤:开机暖机选择程式调试、生产关机3.2轨道调整点击点击点击完成※PCB 宽度设定不可过宽(会导致PCB 掉落),亦不可过窄(会导致PCB 传送不顺)!3.3PCB 固定以及顶针放置点击点击点击完成※PCB 厚度设定不可过大(会导致PCB 不能很好定位),亦不可过小(会导致PCB 变形)!同时还要检查所用顶针高度正常,否则应先调整再使用。
※PCB 的固定方式要视具体情况选择以下参数:LocatePin,Edgeclamp,Pin+PushUP 等4.编程4.1PCB 名称输入 该标记表示机器处于停止状态。
机器处于复位状态,确保安全的情况下可以按操作面板上的“START ”使机器运行。
该标记表示机器处于自动运行状态,可以按操作面板上的“STOP ”机器启动 5到10分钟输入PCB 宽度 确认 Y N 确认 输入PCB 厚度 YN略4.2PCB 板参数4.3MOUNT 参数 PatternName : 表示该元件在产品上的名称如“R5、C10、IC201”等。
Skip : 某个元件“Skip ”栏的“口”内打上“X ”表示该元件被跳过,不会贴装。
X 、Y 、R : 分别表示该元件在PCB 上贴装位置的X 、Y 坐标和贴装角度。
P.No.:表示该材料在“PARTS ”Data 内的位置行号,后面继续讲述。
PartName :该材料的编码即通常所说的“料号”。
SMT贴片机使用与维护保养规程
SMT贴片机使用与维护保养规程(ISO9001-2015)1.0目的为使操作员熟练操作,了解印刷机的安全防护,避免不良操作发生时对机器的损坏、人员的伤害和对环境的污染及异常发生时因处理不当导致对产品的损坏,特制定此作业指导书。
2.0适用范围此作业适用于SMT所有贴片机。
3.0定义确保运作中之设备正常和人身安全及环境防护。
4.0职责4.1生产部4.1.1按此文件作业。
4.1.2操作员按此文件进行日常点检和确认,设备内外部及周边5S的整理整顿。
4.2工程技术部4.2.1负责制订设备维护保养方法之文件。
4.2.2负责按文件要求对生产设备的进行日常点检、定期维护、保养、鉴定及内部修理;不能维修时由本部向采购课提出外部维修的申请。
5.0程序5.1设备操作参照各设备操作指导书:《YAMAHA全系列贴片机操作指导书》。
5.2SMTPIN图的制作和使用参照《SMT所有PIN针定位套板制作/使用指导书》。
5.3贴片机停电停气异常处理5.3.1停电异常处理5.3.1.1当贴片机有UPS电源的情况下点击周期停止,生产完后机器自动停止并复位机器并关闭设备总开关,等待市电OK后开机进行生产。
5.3.1.2当贴片机没有UPS电源停电时关闭电源开关,立即通知技术员。
5.3.1.3将机器内部的基板取出来,贴装OK的基板等待市电正常后投入下工序生产。
贴装没有完成的基板全部按照SMT洗板流程进行洗板确认后再投入。
5.3.1.4停电超出4小时,贴片完成后的基板全部按照SMT洗板流程进行洗板确认后再投入。
5.3.1.5等待线路故障排除后通电,通电后按照正常的开机流程开机回原点正产生产。
5.3.1.6基板上的物料按照SMT散料处理流程进行处理。
5.3.2停气异常处理5.3.2.1停气时机器停止动作,不需要关闭电源开关,立即通知技术员对断气原因进行确认排除。
5.3.2.2将贴装头推离基板上方,防止组件掉落基板表面。
5.3.2.3等待气路故障排除后,解除报警,执行“机器复位”动作,执行“中途继续”动作,炉前对停气过程中机器内的所有基板进行贴装效果确认,OK后方可流入下工序。
SMT贴片机维护保养指引02

六.保養計劃
6.1 YAMAHA設備代理商WKK公司提供年度保養,如簽訂保養合約,即可享受全年保障
包括全面校正,維護檢查及緊急維修等.
6.2在簽訂保養合約後,即可制訂保養計劃,WKK公司會按客戶保養計劃安排保養.
間
七.維護保養用部件
維護時,僅使用潤滑劑,油脂及YAMAHA或其代理商規定的原裝部件.
工作指引
題目:SMT貼片機維護保養指引
指引編號: PROD-049
5.2周保養
檢查位置
保養過程
1.吸嘴彈片
檢查彈片有否正確安裝,如彈性不夠需更換(適用於YV100/180).
2.Flying Nozzle
進入Nozzle change菜單,檢查動作異常,如有問題及時調整(僅適合
YV100X. YV180X)
第1頁,共3頁
工作指引
題目:SMT貼片機維護保養指引
指引編號:PROD-049
編制人:耿曉濤簽署:
修訂版:02
批準人:張友東簽署:
日期:2008/9/19
一.目的
1.1確保機器正常運轉,提高生產效率.
1.2減小機器磨損,確保及延長機器使用壽命.
1.3保證機器的貼裝精度,提高產品質量.
二.適用范圍
2.1本指引適用於生產電子部SMT車間所有SMT貼片機.
3.貼裝頭真空
進入電腦Maintenance菜單,檢測各貼裝頭真空值,如達不到標準,
必須清潔或檢查更換其它有關部件(參照月保養項目).
4.移動鏡頭
清潔鏡頭上的灰塵和殘留物
5.空氣接口
檢查Y型封圈和O型環有否老化,必要時更換.
5.3每月保養
檢查位置
保養過程
贴片机的维护与保养

贴片机的维护与保养第一章绪论1.1 安全的使用机器实际使用贴片机及其配套装置(以下简称机器)的操作人员及进行维护、修理等的维修人员,应在认真阅读以下有关安全的注意事项后在使用机器,以免受伤。
该使用说明书的“安全注意事项”的内容中,记述有顾客购买的产品的规格中未包含的项目。
此外,为了使您能更充分地理解该说明书及产品的警告标识,对警告标识进行了如下分类。
请充分理解这些内容,并遵守其指示。
一、危险程度1.危险:表示在进行机器操作、维修时,如果当事人、第三者错误操作机器或不避免该情况的发生,有导致死亡或重伤的重大危险。
2.警告:表示在进行机器操作、维修时,如果当事人、第三者错误操作机器或不避免该情况的发生,有导致死亡或重伤的潜在形危险。
3.注意:表示在进行机器操作、维修时,如果当事人、第三者错误操作机器或不避免该情况的发生,有造成中度或轻度伤残的危险。
二、各使用环节中的注意事项1.搬运请采取必要的安全对策,以防止提起、移动时发生倒置、掉落事故。
2.开封(1)请阅读装运用集装箱内所述的所有指示。
(2)包装带绝不能用刀割开。
(3)请保管好装运用的器材。
3.安装(1)为了避免意外移动正在运行的机器而引起的事故,请用高度调节装置将滚动轮悬起。
(2)请将该机器设置在水平的地方。
(3)为防止触电、漏电、火灾,电缆类请使用附件,并连接在规定的位置。
(4)为防止触电、漏电、火灾,电缆在运行时,请勿过度用力。
(5)电源插头、I/F 电缆的连接器,请固定到位。
并且,在拔出电源插头、I/F 电缆时,握住连接器部拔出。
4.运行前应注意事项(1)为了防止人身事故,在接通电源前,请确认连接器、电缆类无损伤、脱落、松弛等。
(2)为了防止人身事故,请勿将手放入驱动部。
5.维修保养(1)为了防止因操作不熟练而引起的事故,修理、调试作业应由熟悉机械的技术人员进行。
更换零部件时,请使用本公司的纯正部件。
对使用非纯正部件所引起的事故,本公司概不负责。
YAMAHA-YV100XG-操作培训概要(1)教学内容

YAMAHA YV100Xg操作培训概要1.YV_Xg系列贴片机简介1.1YV_Xg系列贴片机家族成员YV_Xg系列贴片机包括YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。
上述各机型贴装速度(如下表1)、贴装精度(如下表2)等都各有不同。
本手册主要以YV100Xg机型为例讲述。
表1 部分机型贴装速度机器型号YV88Xg YV100Xg YV100XTg YV180Xg最佳贴装条件速度/ 0.18S/CHIP 0.135S/CHIP 0.095S/CHIPIPC9850条件速度/ 0.22S/CHIP 0.16S/CHIP 0.1188S/CHIP表2 YV100Xg主要性能机器外形尺寸L:1650mm W:1408mm H:1850mm(包括信号灯塔)贴装精度(μ+3σ):±0.05mm/Chip ±0.05mm/QFP可贴装元件0603~31mm元件标准配置下、SOP/SOJ、QFP、PLCC、CSP、BGAFNC配置:基板进入机器前允许已贴装元件高度4mm以下,可贴装元件高度6.5mm标准配置:基板进入机器前允许已贴装元件高度6.5mm以下,可贴装元件高度6.5mm可贴装PCB尺寸M型:最大L460mm×W350mm 最小L50mm×W50mmL 型:最大L460mm×W440mm 最小L50mm×W50mm贴装速度最佳条件:0.18S/Chip 1.7S/QFP IPC9850条件:0.22S/Chip(以1608Chip换算)机器重量约1.6吨1.2 YV100Xg主要构件2.操作安全事项2.1操作安全※使用机器前请先阅读机器附带操作手册的安全事项部分※拆装Feeder 或操作者身体任何部位进入机器前,必須打开安全门,或者按下“EMERGENCY ”键,然后机器状态栏显示“SAFETY .”才可以操作!2.2 机器状态栏机器状态栏如上图所示,可显示各种状态如下:3.基本操作3.1开关机步骤:开机 暖机 选择程式 调试、生产 关机3.2轨道调整点击 点击 点击 完成※PCB 宽度设定不可过宽(会导致PCB 掉落),亦不可过窄(会导致PCB 传送不顺)!该标记表示机器处于停止状态。
雅马哈YV100Xg
YAMAHA YV100Xg1.YV_Xg系列贴片机简介1.1YV_Xg系列贴片机家族成员YV_Xg系列贴片机包括YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。
上述各机型贴装速度(如下表1)、贴装精度(如下表2)等都各有不同。
本手册主要以YV100Xg机型为例讲述。
表1 部分机型贴装速度机器型号YV88Xg YV100Xg YV100XTg YV180Xg最佳贴装条件速度/ 0.18S/CHIP 0.135S/CHIP 0.095S/CHIP IPC9850条件速度/ 0.22S/CHIP 0.16S/CHIP 0.1188S/CHIP表2 YV100Xg主要性能机器外形尺寸L:1650mm W:1408mm H:1850mm(包括信号灯塔)贴装精度(μ+3σ):±0.05mm/Chip ±0.05mm/QFP可贴装元件0603~31mm元件标准配置下、SOP/SOJ、QFP、PLCC、CSP、BGAFNC配置:基板进入机器前允许已贴装元件高度4mm以下,可贴装元件高度6.5mm标准配置:基板进入机器前允许已贴装元件高度6.5mm以下,可贴装元件高度6.5mm可贴装PCB尺寸M型:最大L460mm×W350mm 最小L50mm×W50mmL 型:最大L460mm×W440mm 最小L50mm×W50mm贴装速度最佳条件:0.18S/Chip 1.7S/QFP IPC9850条件:0.22S/Chip(以1608Chip换算)机器重量约1.6吨2.操作安全事项2.1操作安全※使用机器前请先阅读机器附带操作手册的安全事项部分※拆装Feeder或操作者身体任何部位进入机器前,必須打开安全门,或者按下“EMERGENCY”键,然后机器状态栏显示“SAFETY.”才可以操作!2.2 机器状态栏机器状态栏如上图所示,可显示各种状态如下:该标记表示机器处于停止状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文 件 名 称 YAMAHA 头组保养规范
文件编号: 版 次:A 第1页 共4页 文 件 制 定/ 修 订 记 录
申请编号 版次 制定/修订日期 制定/修订原因说明 制定/修订者 制定:
制定日期: 年 月 日审查:
审查日期: 年 月 日核准: 核准日期: 年 月 日
文 件 名 称 YAMAHA 头组保养规范
文件编号: 版 次:A 第2页 共4页 1目的:
教导操作人员正确保养机台,使机台发挥最佳之效能。
2适用范围:
适用于YAMAHA YV100XG 贴片机
3 准备工具:
1.无尘布,头组清洗壶,酒精,六角扳手,白油,一字螺丝刀。
4.作业步骤:
一.拆解和清理步骤:
1.关闭机器电源和气压,拆解头组上的固定六角螺丝。
如图1
2.用将头组清洗壶插入SHIFT 中进行清洁灰尘动作。
如图2
3.用气枪对准SHIFT 孔,进行吹气,将里面的残留酒精吹出。
如图3
4.拆下头组吹气部分。
图1 图2 图3
二.活塞拆解和上油步骤:
1.按从右到左的顺序将8个活塞取下。
如图4
2.用无尘布擦去活塞上以前的白油,并用气枪将其吹干净。
如图5
3.将吹好的活塞涂上新的白油。
(白油型号:#6169)如图6
图4 图5 图6
4.将其头组活塞孔上残留的白油擦去 如图7。
给马达部件加高温润滑油。
如图8
文 件 名 称 YAMAHA 头组保养规范 文件编号: 版 次:A
图7 图8 图9
三.气压电路板的灰尘的处理和过滤芯的更换。
1.拆下气压电路板。
如图8
2.将电路板正面向上,用较平的硬物轻轻拍出电路板里面的灰尘。
如图9
3.使用一字螺丝刀拆下过滤芯的螺丝帽。
如图10
4.取出8个过滤芯,更换新的过滤芯。
如图11
5.注意保管黑色的密封圈。
如图12 图8 图9 图10
图11 图12 加油处
黑色密封圈
文 件 名 称 YAMAHA 头组保养规范 文件编号: 版 次:A 第4页 共4页
五.注意事项:
1.ESD 的防护。
2.非专业人员不得操作以上步骤。
3.保管好拆解各部件。
4.各部件未装好时,不得开机和气压。
4.装好后开机对各部件进行检查,并查看是否运转正常。
电磁阀接口。