平板切割机使用说明书[1]
Picle -1-II 手动管道切割机说明书

■ Manual pipe cutting machineNo power/electricity needed to cut pipe; ideal for field use■ Oxy-fuel pipe cutterBevel cuts or straight cuts on steel pipe■ Interlocking link chain systemSwiftly adapts to any pipe diameter■ Extremely smooth feedWorm gear with low transmission ratio■ Accurate bevel angleBevel collar with angle indicator for easy and ac-curate bevel setting■ LightweightAt only 8.5 kg, this unit is easy to carry, operate and maintain■ Very low maintenanceFeatures and BenefitsPicle-1-IIis a manually operated pipe cutting machine for cutting and bevelling pipes. Equipped with a chain and worm gear drive system with low transmission ratio, lead-ing to an absolutely frictionless feel.PICLE-1-IIManual Pipe Cutting MachinePICLE-1-II ’s extremely smooth feed makes the machine handy and easy to operate. The drive chain is comprised of durable, interlocking links that can easily be added or removed for quick change of pipe diameters.A graduated bevel collar ensures accurate bevel setting. The control valves for fuel, preheat and cutting oxygen are positioned from heat yet conveniently placed for easy operator use.Extremely smooth feedQuality pipe cutting without electrical powerModel Stock #PICLE-1-II90110TypesScope of deliveryChain link (80 pcs. for 600mm pipe diameter) Cutting nozzles (102HC or 106HC, size #0, 1, 2) Power cable Standard tool set Operation manualPICLE-1-IICutting thickness 5 -50 mm Cutting speed Manually adjusted Cutting diameter Ø 114 ~ 600 mm Torch up/down stroke 50 mm Torch lateral stroke 100 mm Bevel angle 0 ~ 45˚Drive system Worm gear and chain Input powerNot requiredDimension L410 x W210 x H410 mm Weight8.5 kgType and SpecificationSpecificationAccessoriesOptional accessoriesAccessoryStock #DescriptionExtension chain 1 m311311 m chain linksChain links can be adjusted easily for various pipe diameters.Extension chain 1mGrote Tocht 19 Tel +31-(0)75 - 612 - 7227 1507 CG Zaandam Fax +31-(0)75 - 670 - 2271 The Netherlands *********************Koike Europe B.V.KOIKE Portable Machines and Gas Equipment v.1.04 © 2016 Koike Europe B.V. Technical changes as well as errors and printing mistakes are reserved. 11/2016Koike Italia SrlKoike France S.a.r.l.Koike Middle East FZEVia Papa Giovanni XXIII, n 45 20090 - RODANO (MILANO) Italy Tel +39-02953 - 28 - 717 Fax+39-02739 - 60 - 447*********************Espace Mercure Z.A.E. Les Dix Muids 59770 Marly France Tel +33-32730-4343 Fax+33-32730-1250*********************SAIF Zone Sharjah-UAE P.O. Box 122978 United Arab EmiratesMobile +971561177615 / +971566453803 Fax+9716-5312805*************************Koike Europe B.V.Germany Branch OfficeIm Löchel 2 35423 Lich-Eberstadt Deutschland Tel +49-(0)6004 - 91 - 6930 Fax+49-(0)6004 - 91 - 6931- 01*****************************Headquarter:。
保特罗玻璃切割机BCMSWin软件操作使用说明书

切割机BCMSWin软件操作使用说明340/352BCS Classics 机器操作说明一.开机步骤:1.检查外来主电源(AC 380~420V);2.检查气源(主气源6Bar,油压1Bar);3.打开主电源开关(在控制柜后), 启动电脑,此时控制电源关闭灯会亮;4.确定设备正常后启动控制电源按钮;5.确认设备操作环境(包括导轨,台面及操作区域)安全后,将选择开关(钥匙)顺时针扭动一下;6.然后再次确认人员安全,按下带有人形标志的按钮;7.释放紧急开关,完成以上步骤后,机器显示器上会显示待机状态;8.按下归零键,机器处于待机工作状态.二.关机步骤:1.按下紧急开关 ;2.按下控制电源关闭键,关闭电脑;3.关闭主电源(在控制柜后)。
注:电控柜必须在电源开关关闭之后,才可以打开和关闭.否则会造成电源开关损坏。
三. 切割操作步骤1. 按下F6,输入原片参数之后按或确定;2. 切割版面输入;切割版式面输入方式有三种方法:1) 手动输入:在切割输入区,按如下方法直接输入切割命令。
a) 直线:竖线X 、Z 和Q ,横线Y 、W 和 R ,按X->Y->Z->W->Q->R 的秩序输入,例如:X1200 Y1000 Z800 W600 Q400 R200;b) 斜线类A ,B ,C ,D ,两组数据形成一斜线,如:A100,B100;第一象限 第二象限AB C DB CAD切割排版命令异形文件名称 直线外框命令c) 异形类S ,*,P (来源于BCMSWin 图库,CAD 绘图,异形扫描等),输入异形时,必须先输入异形外框尺寸(须大于异形外框),如切割一个直径500MM 圆时,须输入X560 Y560 P1,然后设定圆半径250MM ,指定图形文件名。
◆ S 调用图形画面;◆ *直接调用图形,‘*’号后面必须输入图形文件名; ◆ P 调用图库菜单;d) 控制命令:重复命令M ,格式:M*,*表标重次数;e) 输入完毕后,按F2或输入文件名保存版面,以便以后使用。
切割机操作指导书(1)
图4
6.2.4.2 停止主轴、打开安全门:在主菜单界面关闭主轴,并检查主轴状态,确认主轴关闭后要打开设
图25
6.3.1.4 目标识别操作
A、CH1 切割面θ角度调整,在主菜单(0.0)点按钮“F2 手动操作界面”进入手动操作→点按钮“
图27 C、如果检查没有通过,提示栏显示信息:
请重新校准。
”同时屏幕上会显示没有通过检查的项目为红色
新调整视窗位置和大小,光源亮度,或重新选择目标后重做教读,直到目标通过。
D、注意调整直射和斜射光源时,图案能达到黑白分明,稳定清楚的效果,一般要求采用自动聚焦,
以保证机器对教读目标的安全识别。
E、完成CH1面微调目标的输入,机台自动检测通过后显示屏会自动切换到。
博世 1 609 92A 577 电动角磨机 使用说明书
2 |中文.......................................................页51 609 92A 577 | (02.07.2019)Bosch Power Tools|3(3)(4)(3)(1)(2)(4)(5)(7)(6)(8)(9)GDC 140GDC 145Bosch Power Tools1 609 92A 577 | (02.07.2019)4|(12)(11)(4)(3)(8)C1 609 92A 577 | (02.07.2019)Bosch Power Tools中文 | 5中文安全规章电动工具通用安全警告警告! 阅读所有警告和所有说明! 不遵照以下警 告和说明会导致电击、着火和/或严重伤 害。
保存所有警告和说明书以备查阅。
在所有下列的警告中术语" 电动工具" 指市电驱动(有线)电动工具或电池驱动(无线)电动工具。
工作场地的安全u 保持工作场地清洁和明亮。
混乱和黑暗的场地会引 发事故。
u 不要在易爆环境,如有易燃液体、气体或粉尘的环 境下操作电动工具。
电动工具产生的火花会点燃粉 尘或气体。
u 让儿童和旁观者离开后操作电动工具。
注意力不集 中会使操作者失去对工具的控制。
电气安全u 电动工具插头必须与插座相配。
绝不能以任何方式 改装插头。
需接地的电动工具不能使用任何转换插 头。
未经改装的插头和相配的插座将减少电击危 险。
u 避免人体接触接地表面,如管道、散热片和冰箱。
如果你身体接地会增加电击危险。
u 不得将电动工具暴露在雨中或潮湿环境中。
水进入 电动工具将增加电击危险。
u 不得滥用电线。
绝不能用电线搬运、拉动电动工具 或拔出其插头。
使电线远离热源、油、锐边或运动 部件。
受损或缠绕的软线会增加电击危险。
u 当在户外使用电动工具时,使用适合户外使用的外 接软线。
适合户外使用的软线将减少电击危险。
u 如果在潮湿环境下操作电动工具是不可避免的,应 使用剩余电流动作保护器(RCD)。
CG1半自动切割机使用说明书

第 5 页,共 8 页
佛山市奥焊机械科技有限公司
半自动火焰切割机 CG1 系列使用说明
气割机常见故障及解决办法
NO 故障或现象 接通电源后小 车没电 可能出现的原因 ①供电电源插座没电; ②保险丝烧断; ③插头插座、开关等部位的 电线脱落。 ①电机上的插头与插座之 间接触不良或电线脱 落; ②电机的电刷卡死; ③电机的磁铁脱落卡住电 枢。 调速电位器的滑片接触不 良。 解决办法 ①检修线路,合闸,使之供电; ②更换保险丝; ③固好的电线。 ①将脱线焊牢,并将电机的插头插座 连接好,必要时修理其连接片; ②将电刷取出,把端部磨一下,使之 可靠接触; ③更换电机。 修理滑片,使之可靠接触,或更换电 位器。
切割钢板厚度
2 使用 CO2(乙炔)等压式割嘴(30°锥面)切割钢板的部分规范见表 1。 注:1 本机也可使用 GO3 割嘴,以丙烷作为燃气进行切割。 2 本机也可使用快速割嘴 GK1(乙炔) 、GK3(丙烷)进行切割,切割速度可提高 20—30%。
第 1 页,共 8 页
佛山市奥焊机械科技有限公司
佛山市奥焊机械科技有限公司
使用说明书
半 自 动 火 焰 气 割 机 CG1 系 列
2012 版
请仔细阅读本说明书后,正确使用
为了确保安全, 请由对设备非常了解的人进行本机的配置、 维护检查及修理。 为了确保安全,请充分理解本使用说明书的内容后,确信能够安全使用, 再进行本机的操作。
佛山市奥焊机械科技有限公司
四 安装、调试
1 小车及割炬系统的安装调试 开箱后,先检查小车有无损坏?紧固件有无松动或脱落?经简单的维护后,参照图 1 进行安装。 A 装横杆安装在小车的固定座上;升降杆安在横杆的左端,小车装有护板的一侧;CG1-100 的 平衡锤装在横杆的右端,并固定好。 B 将分配器放入固定座内,拧紧螺钉;将割嘴插入割炬内,摆正后拧紧火口螺母,并检查是否 漏气;割炬固定在升降杆的夹持器上。 注:1、割嘴安装前,先确认割炬内无杂物和严重的铜锈;割嘴锥面无损伤。如果割炬与割嘴的两锥 面合不好,将导致漏气或切割能力(厚度)下降。只有使用本公司生产的割嘴,才能保证与割 炬的密封性。 2、割炬应装在小车有护板的一侧,并与护板保持一定的距离。 C 从氧气瓶、乙炔瓶(或乙炔发生器)引来的气管分别接到分配器的氧气和乙炔(螺母中央有 60°倒角,左旋螺纹)进气管接头上(见图 3) 。调节乙炔阀(气管为黑色)可控制乙炔的流量,即 火焰的功率。输入的氧气一路由预热氧气阀(气管为红色)调节,供铁元素燃烧,并排除铁的氧化 物--熔渣。 注:1 在将气管连到分配器之前,应确认气管内(含气管接头)无泡沫等杂物,否则将严重影响切 割厚度,甚至无法使用。 2 要确认氧气管、乙炔管没有接错,接头处不漏气。 D 将三芯电源线的一端插头插到小车的插座内,另一端插头插进带有接地线的单相(220V)三 孔电源插座内,指示灯亮,拨动顺逆开关,小车行走,并能前进和后退,小车外壳不带电。 注:1 小车外壳乙接地,如果电源插座的地线接错或电源线插头上的凹槽没对准小车上插座的 凸棱,而强行插入,使之错位,将导致小车外壳带电,可能造成触电危险。 2 在关断电源的情况下才能拨动顺逆开关,否则会损坏电机,烧断保险丝。 2、导轨的检查和安装 开箱后检查导轨在运输中有无损坏?严重变形的应进行校正。将导轨放在待切割的钢板上或地 面上,其坡度不应超过 3°。导轨严重变形或放置的坡度过大或导轨凹凸面上有杂物等,都会影响 小车行走速度的均匀性和稳定性,最终导致切割质量的下降。 3、圆形(或扇形)切割的安装和准备工作 A 在钢板上的表面加工一个 60°的定位孔,作为圆心。 B 把半径杆装在小车上;将定位针放进定位孔内;根据切割半径调整定位架的位置,旋紧固紧 螺钉(见图 4)转动定位针,升高半径杆,使定位针同侧的滚轮离开钢板,拧紧螺母,锁定定 位针的高度。
切割机说明书

切割机操作方法与注意事项今天中国标识网小编为您总结了一篇关于切割机操作方法与注意事项的文章,供大家参考,以下是详细内容:一、切割前准备(一)、使用前必须认真检查设备的性能,确保各部件的完好性。
(二)、电源闸刀开关、锯片的松紧度、锯片护罩或安全挡板进行详细检查,操作台必须稳固,夜间作业时应有足够的照明亮度。
(三)、使用之前,先打开总开关,空载试转几圈,待确认安全无误后才允许启动。
(四)、操作前必须查看电源是否与电动工具上的常规额定220va电压相符,以免错接到380va的电源上。
二、切割注意事项(一)、切割机工作时务必要全神贯注,不但要保持头脑清醒,更要理性的操作电动工具。
严禁疲惫、酒后或服用兴奋剂、药物之后操作切割机。
(二)、电源线路必须安全可靠,严禁私自乱拉,小心电源线摆放,不要被切断。
使用前必须认真检查设备的性能,确保各部件完好。
(三)、穿好合适的工作服,不可穿过于宽松的工作服,更不要戴首饰或留长发,严禁戴手套及袖口不扣而操作。
(四)、加工的工件必须夹持牢靠,严禁工件装夹不紧就开始切割。
(五)、严禁在砂轮平面上,修磨工件的毛刺,防止砂轮片碎裂。
(六)、切割时操作者必须偏离砂轮片正面,并戴好防护眼镜。
(七)、严禁使用已有残缺的砂轮片,切割时应防止火星四溅,并远离易燃易爆物品。
(八)、装夹工件时应装夹平稳牢固,防护罩必须安装正确,装夹后应开机空运转检查,不得有抖动和异常噪声。
(九)、中途更换新切割片或砂轮片时,不要将锁紧螺母过于用力,防止锯片或砂轮片崩裂发生意外。
(十)、必须稳握切割机手把均匀用力垂直下切,而且固定端要牢固可靠。
(十一)、不得试图切锯未夹紧的小工件或带棱边严重的型材。
(十二)、为了提高工作效率。
对单支或多支一起锯切之前,一定要做好好辅助性装夹定位工作。
(十三)、不得进行强力切锯操作,在切割前要待电机转速达到全速即可。
(十四)、不允许任何人站在锯后面,停电、休息或离开工作地时,应立即切断电源。
平板切割机使用说明书[1]
![平板切割机使用说明书[1]](https://img.taocdn.com/s3/m/bdcd6a9c0975f46527d3e1cd.png)
RP-TM 平板系列电脑切割机是专为鞋样/服装/箱包/手袋行业样板切割而设计的自动化数控设备。
切割机采用了自主研发的嵌入式数控系统、美国进口的CPU 和精密的电子元件,其稳定性和操作性达到国内外领先技术水平;切割机采用进口直线导轨结合进囗同步带传动,切割精度完全达到往返原点零误差;切割速度可达60-80cm/s,安全稳定,清晰的双行液晶显示,数控界面美观大方,标准I/O 接口,支持HP-GL 和GP-GL 格式,可连接任意CAD 软件,操作简单易学;目前已广泛使用于制鞋、服装、箱包手袋等行业的样板切割。
RP-TM flatbed series computer cutter is an automated numerical control equipment specially designed for cutting patterns of shoes/garment/case/handbag industry. It adopts a self-developed embedded numerical control system, as well as CPU and precise electronic components imported from the U.S., with its stability and operability reaching a leading technical level at home and abroad. The cutter adopts imported linear rail combined with imported synchronous belt drive, offering a complete zero error cutting prevision for traveling from and to the zero point. The cutting speed can reach up to 60-80cm/s. It is safe and stable, with clear double-line LCD, elegant numerical control interface, standard I/O interface, and supports HP-GL and GP-GL format. The cutter can be connected with any CAD software, and its operation is simple and easy-to-learn. Currently, it is widely applied to the pattern cutting of such industries as shoe-making, garment, case, handbag etc.当您购买了RP-TM 电脑切割机平板系列任何机型后,请务必认真详细阅读本手册,以便您能正确和安全地使用本产品并充分了解它的性能。
SW平板切割机软件说明书
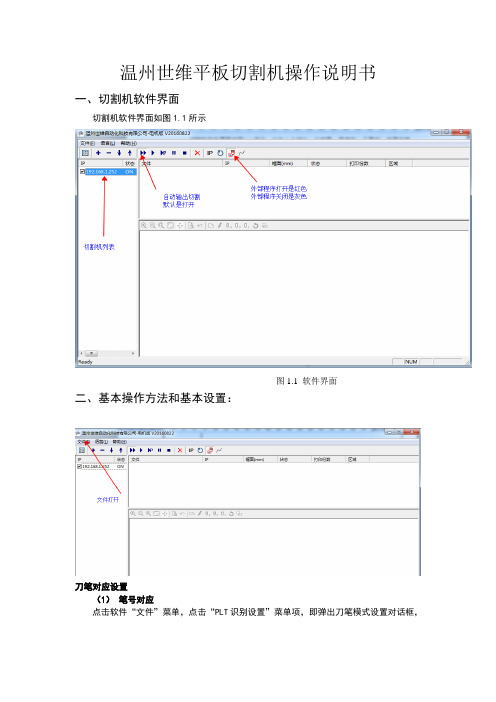
温州世维平板切割机操作说明书一、切割机软件界面切割机软件界面如图1.1所示图1.1 软件界面二、基本操作方法和基本设置:刀笔对应设置(1)笔号对应点击软件“文件”菜单,点击“PLT识别设置”菜单项,即弹出刀笔模式设置对话框,根根CAD软件设置相同刀号。
速度设定右键点击机器列表区的IP地址图2.8 右键点击IP地址如图2.8,右键点击“192.168.1.17”,就会弹出“机器设置”的对话框,如图2.9所示,图中,可以分别设置“画线速度”、“切割速度”和“空走速度”。
如果输出时需要自动打开吸风则勾选,这样每次输出时,先会打开吸风,然后等几秒,等吸风固定住纸后,机头就开始行走。
切割完毕后,吸风会自动关闭。
(如果粘胶型机器这个勾去掉,不用等待几秒钟)从软件上复位机器在机器连接电脑,并且没有在工作的情况下,点击工具栏的按钮。
三、高级设置注意:高级设置已经在出厂的时候已经设定好,非专业人士请勿修改,高级设置如果设置的不合理,可能造成机器工作不正常。
右键点击机器列表区的IP地址,弹出“机器设置”的对话框,如图2.9所示。
图中,有三个按钮:“厂商设置”,“机器设置”,和“确定”。
按“厂商设置”和“机器设置”可进入高级设置。
按“厂商设置”,弹出如图3.1所示的厂商设置界面:图3.1 厂商设置1 低中高三档速度配置说明图3.1中一共有五个选项卡,其中低速,中速和高速三个选项界面一致,分别设置切割机分别以低,中,高三档速度允许的时候的速度配置,而每档参数X,Y轴又分别有一套参数控制。
下面介绍其参数的意义:(1) X/Y轴起步速度:表示机头沿X/Y轴从静止开始运动瞬间所能允许的速度。
该速度不能过大,太大容易造成电机堵转,当然也不能太小,一般在18~40之间。
(2) X/Y轴最高速度:表示各轴分别所能允许的最大允许速度。
这个速度必须大于起步速度,但最大值推荐不要超过2000. 否则电机容易丢步。
(3) X/Y轴直线加速度:各轴电机走直线时加减速的快慢。
设备的安全操作规程

设备的安全操作规程d、使用机具时,必须保持清洁,无损坏,使用前检查;e、维修、保养时,必须切断电源、气源、液源;f、严禁在机械运行时进行维修、保养;g、机械设备维修结束后,必须进行试运行,确认无误后才能投入使用;5、安全防范措施a、机械设备维修结束后,必须关好机器门窗,锁好电源开关;b、设备维修时,必须在明火灭火器的控制下进行;c、对于高处作业,必须使用安全带和安全绳,确保安全;d、对于危险机械设备,必须设置警示标志和隔离措施,防止非授权人员进入;e、对于机械设备的维修、保养,必须进行定期检查和维护,确保设备的正常运行。
机动叉车的安全操作规程1、叉车驾驶员必须经过专业培训,取得驾驶证后才能上岗;2、在驾驶叉车前,必须检查车辆的各项功能是否正常,如刹车、方向盘、油门、灯光、安全带和防护装置等;3、驾驶叉车时必须佩戴安全帽和安全鞋,系好安全带,严禁将身体伸出车外;4、在搬运货物时,必须严格按照车载标识的载重量进行,不得超载或超高;5、叉车行驶时必须注意路面情况,避免碰撞、倾覆和障碍物;6、在行驶过程中,必须保持安全距离,避免与行人、其他车辆相撞;7、在叉车行驶过程中,必须注意车速,严禁超速行驶;8、在操作过程中,必须保持注意力集中,不得分心或玩手机等;9、在停车时,必须切断车辆电源,并将车辆停放在平坦地面上,使用手刹固定车辆;10、驾驶叉车时,必须遵守交通规则,严禁酒后驾车或疲劳驾车。
在进行机械、设备检修时,必须遵守“正在修理”、“禁止开动”的禁示标志,非检修人员不得靠近。
检修有毒、易燃、易爆的或设备时,应先清洗并打开空气通道操作。
清洗用油、润滑油脂的存放必须指定地点。
为确保人身安全,开动叉车的人员必须经过培训、公司同意或持有叉车驾照。
在开车前,应检查各控制和报警装置,如发现损坏或有缺陷应先修理再操作。
搬运时,负荷不应超过规定值,货叉必须全部插入货物下面,并使货物均匀地放在货叉上,不得使用单叉尖挑物。
系列平板切割机安全操作及保养规程
系列平板切割机安全操作及保养规程平板切割机是在工业生产中常见的一种机械设备,一般用于板材、管材等的切割,它的作用是将原材料切割成所需的规格和尺寸。
在使用平板切割机时,必须严格遵守操作规程,保持设备的正常运转,确保工作人员的安全。
本文将介绍系列平板切割机的安全操作步骤及保养规程,供相关人员参考。
平板切割机的安全操作步骤1.操作前的准备在使用平板切割机之前,必须进行必要的操作前准备工作,包括:检查设备的电源开关是否关闭,清理设备周围的杂物,检查刀具是否锋利,是否与切割表面垂直,如果平板切割机已经工作一段时间,还需检查其内部是否有杂物。
2.设备接通电源在确认前面的准备工作完毕之后,将设备接上电源,并检查设备的电源线是否安全可靠,无短路、漏电等现象,并确保其接头完好。
此外,还需要确保设备接电后,设备处于安全状态,即在停止状态下。
这时,操作者需要通过按钮或其他控制器将设备开启。
3.调整刀具在开启设备后,需要将刀具调整至合适的位置。
首先要确定刀具的深度,将其调整到适当的深度位置,使其切割时不会损坏工件。
在调整深度的同时,还应调节刀具的角度,使其与表面垂直。
在调整角度的时候,应小心谨慎,保证刀具不致损坏。
4.切割材料在调整好刀具后,即可将材料放置在切割机的工作台上,用适当的夹具夹住,确保工件不会移动,并开启切割机。
在切割中,需要保持平稳的切割,不要拿着工作件出现移动,同时还需要注意材料本身的密度、尺寸和重量。
5.关闭切割机在切割结束后,要关闭切割机,并切断电源。
在切割机工作时,操作人员需要随时关注切割结果,防止材料割裂或刀具折断等危险情况。
对于自动化的切割机来说,操作者也需要根据需要设置自动停止切割功能。
平板切割机的保养规程1.清洁设备使用平板切割机长时间后,设备内部可能积累了许多杂物,这些杂物会影响设备的工作效率,甚至危及设备的正常使用。
因此,操作者需要在每次使用后对设备进行清洁,包括清洁刀具、清理油渍、处理杂物等。
DX2218多线切割机使用说明书(修改)
目录1.标准规格1-1.加工能力1-2.槽轮1-3.线1-4.走线1-5.工作台1-6.砂液1-7.清洗1-8.控制装置1-9.电机及冷却机功率1-10.电源及气源需求1-11.设备主机尺寸及重量2.附属品2-1.标准附属品2-2.特别附属品(选择购买)3.设备及辅机平面布置图4.设备安装工程4-1.设备的安装场所4-2.搬运和移动4-3.安装要求(水平)4-4.电气配线4-5.气源连接5.砂液的混合和搅拌及供给和冷却5-1.研磨砂和切割油的混合配比5-2.砂液的搅拌5-3.砂液的供给5-4.砂液的冷却5-5.砂液的使用时间5-6.砂粒度变化和设备的清洗5-7.砂泵、水泵零件的更换5-8.砂泵的日常注意事项和保养6.槽轮的选择、安装、更换6-1.槽轮的材质和V型槽加工方法6-2.槽轮的再使用方法6-3.V型槽轮槽距的选择标准6-4.槽轮的拆卸、安装方法6-5.槽轮保管上的注意事项7.线张力的设定7-1.线附加张力的设定标准7-2.张力的调整8.绕线及准备工作8-1. 供给、回收轮的安装更换8-2.新线供给剩线的管理8-3.旧线回收,线的熔断管理8-4.绕线操作9.线滑轮的位置调整和安装更换9-1.固定滑轮9-2.需常备的线滑轮9-3.供给侧张力计及回收侧张力计原点的调整9-4.回收轴绕线的原点调整10.运转操作10-1.概要10-1-1.操作简介10-1-2.机能简介10-2.初期操作10-3.操作面板10-3-1.主操作面板10-3-2. 人机界面显示10-3-3.砂液控制操作面板10-4.画面及设定10-4-1.一般参数的设置10-4-2.多段切割时线量及段速的设置10-4-3.伺服状态的确认10-4-4.线张力控制10-4-5.手动模式10-5.维护保养10-6.帮助10-6-1.错误发生时的帮助10-6-2.报警画面的显示10-7. 错误10-7-1. 错误发生时的操作10-7-2.警告和错误11.附录附图1 DX2218多线切割机主机外形简图附图2 DX2218多线切割机主轴组件结构简图附表1 DX2218多线切割机主要易损件明细表附表2 DX2218多线切割机轴承明细表附表3 DX2218多线切割机电气元件明细表附表4 机床精度检验记录12.电气原理图1.详细标准规格1-1.加工能力最大加工工件大小220×180×1301-2.槽轮材质树脂(高分子聚乙稀)或聚氨脂可开槽区域宽度尺寸175毫米直径最大120毫米最小107毫米1-3.线供给线根数1根使用线径Φ0.10-0.18毫米线轴贮线量10千克附加张力人机界面设定1-4.走线往返走线速度max 450米/分往返次数max 12次/分1-5.工作台升降行程max 130毫米切割速度0.1-999.9毫米/分快速进给速度max 250毫米/分1-6.砂液砂GC#600-6000切割油 PS-L-25(推荐)、华科JX-8砂桶最大容量53升(实用39升)泵流量 100升/分砂液冷却方式砂桶内部盘管冷却控制温度设定温度偏差正负1.5度1-7.清洗桶容量 53升泵流量 100升/分1-8.控制装备人机界面、PLC、FQM1控制器1-9.电机及冷却机功率往返走线用电机 5千瓦(AC伺服电机)线供给收回用电机 3千瓦(AC伺服电机) X 2工作台升降用电机 200瓦(AC伺服电机)排线拉杆用电机 100瓦(AC伺服电机)砂泵用电机 250瓦工件清洗泵用电机 250瓦冷却机 3.5千瓦1-10.电源及气源需求电源三相四线制AC380V机床总耗电<10KVA气源压缩空气压力>0.4MPa供气流量≥600升/分(建议流量800~1000升/分)空气消耗 400升/分1-11.设备主机尺寸及重量外形尺寸2410×1220×2300重量2600千克2.附属品2-1.标准附属品拆卸工具导向轮 A导向轮 B导向轮轴承2-2.特别附属品(选择购买)绕线机搅拌桶槽轮3.设备及辅机平面布置图※为方便设备操作使用及设备及维修等工作,设备占地界限之外,四周应保留有宽度不小于800毫米的通道,本设备所在车间高度应不小于2600毫米。
润金科技 KH 系列平板式数控切割机使用说明书
润金科技平板式数控切割机使用说明书User Manual宁波市鄞州润金机电科技有限公司前言感谢您选择本公司KH系列产品,您能成为我们的客户是我们莫大的荣幸。
您购买的平板式数控切割机为宁波市鄞州润金机电科技有限公司自主研发生产,该设备主要应用于服装、制鞋、箱包、手袋、广告及电子等行业自动化生产和打样。
本说明书包含了安装步骤、基础操作、安全注意事项、简单故障排除等方面的内容,方便您更快更好的了解和使用本设备。
在您第一次使用设备前请您仔细阅本说明书,充分了解它的性能,以便能正确和安全地使用本设备。
请妥善保管此书,以便更好的操作本设备。
温馨提示:1、本说明书是由宁波市鄞州润金机电科技有限公司编辑,以下简称润金科技。
2、润金科技对说明书不做担保,紧供客户对本设备操作的了解和疑问的解答。
3、说明书内容如与所购润金平板式数控切割机有出入,润金科技保留最终解释权。
4、这本说明书适用于KH1512,KH1509,KH1209,KH0906机型,在查阅过程中如遇到与机器不符之处,请以机器为准。
5、如果您在使用润金科技平板式数控切割机过程中有任何疑问,请拨打本公司24小时免费服务热线电话:4006809891目录1切割机安装操作---------------------------------------------------------------------------------------------------4 1-1切割机搬运注意事项---------------------------------------------------------------------------------------------------------------------4 1-2切割机放置环境要求----------------------------------------------------------------------------------------------------------------------------------4 1-3切割机的开箱检查项目------------------------------------------------------------------------------------------------------------------4 1-4切割机外型结构说明----------------------------------------------------------------------------------------------------------------------------------5 1-5切割机装配流程---------------------------------------------------------------------------------------------------------------------------6 1-5-1切割机装配流程平台安装----------------------------------------------------------------------------------------------------------------------7 1-5-2操作平台说明-------------------------------------------------------------------------------------------------------------------------------------7 1-5-3机箱连线板接口说明----------------------------------------------------------------------------------------------------------------------------7 1-6基本线路连接及注意事项-----------------------------------------------------------------------------------------------------------------------------8 1-7安装刀套、笔套------------------------------------------------------------------------------------------------------------------------------------------8 1-7-1切割刀的安装--------------------------------------------------------------------------------------------------------------------------------------8 1-7-2绘图笔的安装------------------------------------------------------------------------------------------------------------------------------------8 2切割机的操作和设置---------------------------------------------------------------------------------------------10 2-1切割机的开机,关机操作说明---------------------------------------------------------------------------------------------------------------------10 2-2操作界面使用说明-----------------------------------------------------------------------------------------------------------------------10 2-3切割机基本操作-------------------------------------------------------------------------------------------------------------------------11 2-3-1工具设置--------------------------------------------------------------------------------------------------------------------------------------------11 2-3-2测试笔画及刀切割功能说明--------------------------------------------------------------------------------------------------------12 2-4操作界面各功能键说明----------------------------------------------------------------------------------------------------------------------------132-4-1使用说明--------------------------------------------------------------------------------------------------------------------------13 2-4-2使用说明--------------------------------------------------------------------------------------------------------------------------14 2-4-3使用说明--------------------------------------------------------------------------------------------------------------------------14 2-4-4使用说明-------------------------------------------------------------------------------------------------------------------------15 2-4-5使用说明--------------------------------------------------------------------------------------------------------------------------152-4-5-1使用说明---------------------------------------------------------------------------------------------------------------152-4-5-2使用说明---------------------------------------------------------------------------------------------------------------16 3切割机基本保养说明--------------------------------------------------------------------------------------------17-4切割机常见问题以及排除方法说明--------------------------------------------------------------------------------------181切割机安装1-1切割机搬运注意事项1-1-1、外包装我们统一采用国际标准的木材装箱包装。
Cutmaster 30+ 手持平板切割机用户说明书

Cutmaster 30+ is the perfect combination of power and portability for hand-held plasma cutting machine. Plus means more, so we’ve added a user-friendly 4.3 in. TFT LCD screen and upgraded features that give you even more control and flexibility to master any cut up to 10 mm (3/8 in.). Together with the SL60 1Torch, it all adds up to the total plasma cutting package.Recommended pierce and cut capacity: 10 mm (3/8 in.)Maximum edge cut capacity: 16 mm (5/8 in.)Portable and durable with three handles and lightweight,industrial all-weather housing Bright 4.3 in. TFT LCD display with glove-friendlyadjustment knob simplifies use and provides greater control and flexibilityDual input 110-240 V, 1 ph power with automatic voltagedetection that sets max output amperage Comes with industrial SL60 1Torch featuring 2T/4Tfunction, safety trigger lock, and double-tap trigger to conserve bottled air Switch between normal and grate cutting modesAutomatic air pressure detection and post-cut air purge toexpand consumable life 40% duty cycle @ 30 A, 100% @ 20 ACutmaster Black Series consumables included for up to60% longer life Industry leading 3-year warranty on power supply and 1-year warranty on torch and leads Visit for more information.The total portable plasma cutting packageSimple and intuitive TFT LCD panelIndustryIndustrial and General Fabrication Light FabricationIndustrial Production & Manufacturing Automotive Bodies HobbyistsAgricultural Equipment HVACRepair and Maintenance PipelineTraining SchoolsSpecificationsAmperage Output10 –30 A, continuously adjustableRecommended Generator Size 4.5 kWRecommended Cut and Pierce Capacity up to 10 mm (3/8 in.)Maximum Edge Cut Capacity16 mm (5/8 in.)Open Circuit Voltage (OCV)290 VInput Voltage110 –240 VAC +/-10%, 50/60 Hz, 1phRated Duty Cycle40% @ 30 A, 100% @ 20 AAmperage Draw (at Maximum Cut Capacity)19 A @ 230 V, 20 A @ 120 V (limited output)Input Power Cable and Plug 3 m (10 ft) 1 ph12 AWG 3/C with NEMA 6-50P plugWork Lead with Ground Clamp 4 m (13 ft) 10mm2work cable with 25 mm Dinse connectionGas Requirements Compressed airOperating Temperature Range-10°to + 50°C (14 –122°F)Compressed Air Pressure Requirement90 –125 psi (6.2 –8.6 bar) (0.62 –0.86 Mpa)Compressed Air Flow Requirement80 –150 l/min (170 –350 cfh)SL60 Torch Duty Cycle100% at 30 A @ 150 l/min (350 cfh) air flowTorches –for use with Cutmaster30+SL60 1Torch (supplied)Enclosure Class IP23SCertifications CSADimensions L x W x H465 x 200 x 315 mm (18.3 x 7.9 x 12.4 in.)Weight (Including Torch)11 kg (24.25 lbs)Ordering InformationDescription Part NumberTD Cutmaster30+ Package, 120 –240 V 1 ph(NEMA 6-50 plug, 115 V1-3000-1adapters) CSA *TorchesSL60 1Torch and Lead 6.1 m (20 ft) 75°Head7-5200SL60 1Torch and Lead 15.2 m (50 ft) 75°Head7-5201*Cutmaster30+ power supply, SL60 75°torch with lead, 3 m (10 ft) work lead with ground clamp, consumables kit, regional input power plugs per above, 1/4 in.NPT air fitting. Cutmaster30+ is compatible with all 1Torch ATC torch connections.Options & AccessoriesDescription Part NumberCutting Guide Kit7-7501Circle Cutting Guide Kit7-3291Straight Line Cutting Guide7-8911Yellow Leather Lead Cover, 7.6 m (25 ft)0700009088Black Leather Lead Cover, 7.6 m (25 ft)0700009089Multi-Purpose Cart7-8888Single Stage Air Filter Kit7-7507Two Stage Air Filter Kit9-9387Wear & Spare Parts 1TorchDescriptionPart Number Cutmaster Black Series Extended Life Electrode 9-8214Electrode, SL609-8215Start Cartridge, SL609-8213Shield Cup, SL609-8218Shield Cup, SL60,Max Life9-8237Shield Cap,Gouging, Max Life (A –D)9-8241Shield Cap Deflector, Max Life (All)9-8243Cut Shield, Max Life (20 –40 A)9-8244Tip –Drag (20 A)9-8205Tip –Drag (30 A)9-8206Tip –“A” Gouging, (40 A Max), Profile: Shallow/Narrow 9-8225Torch “O” Ring 18-3487Torch “O” Ring 28-3486Stand Off Cutting Guide9-82511TORCH Consumables Parts Application GuideFor SL60and SL100manual cutting and gouging operations.DRAG SHIELD CUTTING This is an operator-friendly method of cutting while maintaining a constant standoff distance. For metal thickness greater than 6 mm(1/4 in), simply drag the shield cap in contact with the work piece. Use the shield cup body with the appropriate drag shield cap matching the current level being used. This method is not recommended for cutting light-gauge sheet metal.STANDOFF CUTTING The preferred method of cutting metal. Provides maximum visibility and accessibility. Shield cup for standoff cutting (with the torch tip 3 to 6 mm (1/8 to 1/4 in) from the work piece). Use the shield cup body together with the deflector forextended parts life and improved resistance to reflect heat. This combination provides cutting results similar to the single piece shield cup, as well as easy changeover to gouging or drag shield cutting.GOUGING A simple method of metal removal by angling the torch to a lead angle of 35°–45°and using a gouging tip.While maintaining a constant standoff distance, this allows for only a partial penetration into the work, thus removing metal from the surface. The amount of current, travel speed, standoff distance, lead angle, and tip size will determine the amount of material removed and the profile of the gouge. You can use the shield cup body with either the gouging shield cap or the shield deflector. Also, you canuse the single piece shield cap.ESAB / XA255221NA/EN11/222ESABreservestherighttoalterproductimagesandspecificationswithoutpriornotice.Productimagesmaynotbeanexactrepresentation. Step #2: Optional AccessoriesDescription Part NumberVCM 201 Cutting Machine0252-01251.8 m (6 ft) Track0212-00052.7 m (9 ft) Track0212-00193.7 m (12 ft) Track0212-0018Pinion Assembly 35 mm (1.375 in) Torch Barrel Diameter 7-2827Step #1: MechPaksDescription Part NumberMechPak, 7.6 m (25 ft) Kit7-7725MechPak, 15.2 m (50 ft) Kit7-7750Semi-Mechanized SystemsFor straight line cutting and gouging applications controlled with a simple start stop switch, ESAB’s MechPak provides everything you needto allow precision setup and control for many semi-automated applications. The MechPak is compatible with all Cutmaster plasmas thatcontain the convenient ATC torch style quick connection.。
斯米特平板切割机维说明书

斯米特平板切割机维说明书斯米特平板切割机维修说明书一、前言斯米特平板切割机是一种先进的切割设备,广泛应用于工业生产、建筑施工等领域。
为了确保设备的良好运行和延长其使用寿命,我们编写了本维修说明书,旨在为用户提供详细的操作和维护指南。
二、安全使用1. 在使用前,请仔细阅读设备的安全须知和操作手册,确保您理解并遵守所有安全规定。
2. 使用斯米特平板切割机时,请穿戴适当的个人防护装备,如劳动防护眼镜、耳塞、手套等。
3. 在设备运行时,请确保周围没有其他人员靠近,以防发生意外伤害。
4. 使用切割机时,请确保工作区域周围没有易燃物品,并保持良好的通风条件。
三、操作指南1. 在启动斯米特平板切割机之前,请检查电源线是否接地良好,以确保安全。
2. 检查切割机刀具的磨损情况,如发现磨损严重,请及时更换刀具,以保证切割效果和安全性能。
3. 在切割操作时,请确保工作物料稳固地放置在工作台上,并用夹具固定。
避免发生工件滑移或伤害事故。
4. 在切割过程中,请保持工作环境干净整洁,清除切割屑和废料,避免堆积影响切割质量与安全。
四、设备维护1. 在切割机运行完毕后,请关闭电源,待设备完全停止运行后,方可进行维护和清洁工作。
2. 定期清理切割机内部和外部的灰尘和碎屑,保持设备的正常工作状态。
3. 定期检查传动系统和润滑系统,并及时添加润滑油。
4. 定期检查螺丝、紧固件和连接件的紧固情况,如有松动,请及时加以处理。
五、故障排除在使用过程中,如果切割机出现故障,请按照以下步骤进行排除:1. 首先检查电源是否正常连接,设备是否接通电源。
2. 检查切割刀具是否安装正确并紧固。
3. 检查传动系统和润滑系统是否正常工作。
4. 如果以上步骤都无法解决问题,请及时联系斯米特售后服务中心进行维修。
六、总结通过本维修说明书,我们详细介绍了斯米特平板切割机的安全使用、操作指南、设备维护和故障排除等内容。
希望用户能够严格按照本说明书的要求操作设备,确保设备的安全使用和顺畅运行。
F4560平板切割机用户手册说明书

1.T ap [settings] to enter the function menu of the setting page. There are:①page 1 (Camera ) (WiFi )( Post Cut Position ) (Array) (Show Point)②page 2 (Y key mode) (Go Right When Power On) (System Mode) (Scale) (LED)③page 3 (Alarm) (Screensaver) (Unit) (Language) (System Information)④(ARRAY) set to cut how many lines and columns.⑤(SHOW POINT) set the coordinate display or hide⑥(Y KEY MODE) Set the positive and negative movement in the y-axis direction .⑦(Go xx WHEN POWER ON ) set whether the carriage is automatically homing (it is invalid for flatbed cutter).⑦Press Start. The test shape, which is a square with a + inside, will be drawn on the paper and the camera will move over the test shape, take a photo, and display the photo on the control panel. If you cannot see the test shape clearly, press the LED button once so that it reads LED 50% and press the Get PIC button. Y ou should see three items in the photo: the test shape that was drawn with the pen, a red +, and the blue dashed +:(8)T ap your finger near the middle of the drawn test shape. This will move the red + to that location. Then press OK. Repeat this step until blue dashed + is near-perfectly centered in the test shape. ⑤Click the setting button on the plug-in to set the parameters required for transmission, generate and transmit files to the device;Marks generateFile Transfer interface Connecting settingU-Disk InterfaceU-Disk Content selectionOffset okOffset value istoo small Offest value is too large①the machine is real USB, no need to install driver, just connect the computer and machine directly by the USB cable. Tick “ USB”option ,①Prepare the PLT file from software, then copy it to your U disk andplug it directly into the machine. Go to machine home menu, and T ap “UDISK” , then tap “OPEN” and double click the file you want to cut ,⑤Click the setting button ( )on the plug-in to pop up the 2. Function description of setting page①(Camera) Calibrate the camera for accuracy cutting.②(WiFi ) T o connect the machine to wifi network.③( POST CUT POSTION) set the position of the carriage when the cutting finished.Operation1、The Blade Length (also called Blade Exposure) is how much blade is exposed at the bottom of the blade holder. For optimal cutting, you want this length to match the thickness of the material or be just a tiny bit Longer.1、Blade Installation1、On the main screen, tap [x +], [x -], [y +], [y -] to move the blade to the position of the material to be cut. At this time, the blade position is the origin at the lower right corner of the figure to be cut. T icon(插原点图标), then the origin setting is completed. When send file to cut, the machine will start cutting at this location.1.Prepare the File, click Icon.2.Click the color options to set creasing lines and cutting lines 4.Click [print options] and select 【cut contour 】 in [cutting tool presets]5.Click [Edit],tick [blade offset] input offset value and select [tool 1] in tool select ,then click [Apply]6.Click [fold contour] in cutting tool presets, click [Edit], uncheck [blade offset] and select[tool 0],then click [Apply]7.The 【fold contour】 should be in front of the [cut cotour] means creasing first then cutting. If not we can click the arrow the change the cutting order. Refer to below image:8.Click [save as PDF], and then click [cut] to export the PLT file3、Origin setting1. If need to pause the current cutting, tap [PAUSE] on main menuWhen the pause is effective, the background color of this key will turn red. At this time, tap [pause] again to continue cutting. When the job is paused, we can move carriage freely , When cutting is continued, 4、Pause,stop during cutting①When power on the machine , it will automatically enter to this home menu .There are two coordinate display areas, four movement keys and one coordinate clear key, six function control keys: [setting], [RECUT ],[UDISK ],[stop], [SPD/FOR] and [test].②T ap the following keys from the home menu to control themovement of the machine③T ap [←] the carriage will move to the left, and hold on this key it will continue to move to the left until the carriage been moved to the left limit switch position.④T ap 【↓】the carriage will move forward, and hold on this key it will2、【SCAN SETTINGS】①.Mark size: Default setting >10mm,if need to enlarge the scanning range ,we can tick “>15mm”②.AUTO SCAN: Default tick this option.③.INVERSE:This option can be ticked when we cut some .special reflective materials and the camera cannot read the marks.3、Calibration Process①Select SPD/FOR to select the head do you want to do calibrate.left head or right head or dual heads. If you need to use both head, then need to choose dual heads.②Insert the test pen into the head(Heads). Place the sheet of paper on the table.③Select SPD/FOR and set SPEED to ~ 8 and FORCE to ~ 30. Click on T est to verify that a square is clearly drawn. If it is too faint, increase FORCE as needed and repeat.④On the control panel, move the test pen over the sheet of paper.4、[OFFSET]①When the contour cutting is deviation,we can set this value to improve the cutting accuracy instead of re-calibrating the camera.What you‘ll need:Name of your home/office network,The password for your network,Carefully complete the following steps:①On the cutter’ control panel, tap Set and then select Wifi. ②Click on the Scan button and a list of the available networks will appear. Select your home/office Network,and then enter your PassWord then tap OK Next check the IP Address that will be assigned to the Cutter. The Skycut will automatically pick up the first three sets of digits from your router but will continue to display them as shown above. Y only need to decide if the last set, which should be defaulting to“200”, can be used. Use the “+” or “-“ buttons to make any needed changes ( 150~250)③Click on Apply and wait for several minutes while your router assigns this IP Address to the Skycut. Eventually, you will see Connected OK appear 6、Wifi connectionPower Cable Pen USB Cable Blade holder。
斯米特平板切割机维说明书

斯米特平板切割机维说明书第一章:引言1.1产品简介斯米特平板切割机是一种用于金属、塑料等材料的切割和加工的机械设备。
其采用先进的切割技术,能够实现高效、精确的切割。
本说明书主要介绍了斯米特平板切割机的操作、保养和维修方法,以确保机器的正常使用和延长使用寿命。
1.2使用对象和范围本说明书适用于所有使用斯米特平板切割机的操作人员。
在阅读本说明书之前,请确保您已了解并掌握了安全操作要求和基本的机床操作知识。
第二章:安全操作要求2.1基本安全操作规范-在使用斯米特平板切割机之前,操作人员必须穿戴好个人防护装备,包括安全帽、防护眼镜、耳塞等。
-严禁穿戴松散的衣物、饰品等,以防被夹紧或进入切割区域。
-严禁在机器运转时擦拭和清洁机器,以免发生伤害。
-在切割过程中,不得随意触摸刀具和切割区域,以免造成伤害。
-操作人员必须注意机床周围的环境,保持清洁整齐,避免杂物的堆积。
-在切割过程中,严禁离开操作台,以免发生事故。
2.2设备安全操作规范-在启动机器之前,要确保所有控制按钮和开关处于正常位置。
-在操作机器时,要时刻留意切割区域,确保操作安全。
-切割完毕后,要先关闭电源,然后再进行清洁和维护工作。
-在更换刀具时,要先切断电源,等待刀具停止运转后才能进行操作。
第三章:操作方法3.1准备工作-清理工作台面和切割区域,确保切割过程中不会受到干扰。
-对切割材料进行必要的测量和标记,确保切割位置的准确性。
3.2开机操作-开启电源,确保所有控制按钮和开关处于正常位置。
-调整刀具的切割深度和速度,根据实际需要进行调整。
-将待切割的材料放置在工作台上,确保其稳定并且与刀具的切割区域对齐。
3.3切割操作-按下启动按钮,观察切割过程中的运行情况,确保操作安全和稳定。
-根据实际需要进行相应的调整,如切割深度、速度和角度等。
第四章:保养和维修方法4.1日常保养-定期清洁切割区域,防止杂物进入影响切割质量。
-检查和紧固各个部件,确保机器的可靠性和稳定性。
“BOTTERO”玻璃切割机操作作业指导书

文件名称“BOTTERO”玻璃切割机操作作业指导书生效日期2011.10.10 1.开机前检查1.1检查机械设备上是否有人维修,是否有物体阻碍设备正常运行。
1.2检查按钮开关是否损坏,行程开关是否灵活可靠。
1.3检查链条、轴承润滑是否充足,减速机、真空泵、切割油位指示是否在规定范围内。
1.4检查设备吸盘、传送皮带是否损坏,吸盘阀门是否按要求打开或关闭。
1.5检查待切割玻璃是否按要求放置在指定工位,切割玻璃面是否正确。
1.6检查设备上片台、切割台,剥片台是否有玻璃,台面是否清洁。
1.7检查玻璃切割刀轮规格是否匹配待切割玻璃,是否破损。
2.操作要求2.1打开设备上片台、切割机、剥片台主电源,打开压缩空气阀门,调节气压至06~08mpa。
2.2按下电源启动按钮,启动上片台电源、切割机电脑电源、剥片台控制电源。
按下剥片台风机启动按钮,启动鼓风机。
2.3完成以上步骤,上片台上触摸屏显示主画面,参照《玻璃上片台使用说明书》点击系统启动图标,启动系统,点击自动界面图标,进入自动画面,选择取片运行模式,设定工位、取片数量,点击开始自动图标,设备开始自动上片运行。
2.4确认切割机正常后,将选择开关(钥匙)顺时针方向扭动,再次确认安全后,按下带人形标示按钮。
2.5松开紧急停止按钮,切割机显示屏显示待机画面,按下归零按钮,设备处于待机工作状态,按下送片按钮扫描玻璃。
2.6原片送到切割台后,按切割键对原片尺寸进行扫描,系统自动记录玻璃外形尺寸参数。
2.7根据生产订单要要求,参照《切割机BCMSWIN软件操作使用说明书》输入玻璃切割尺寸,形状,切割压力、切割速度等参数。
2.8对照生产订单与输入尺寸是否相符,确认后按切割键开始切割。
2.9玻璃切割后,按下送片按钮,将玻璃运送至剥片台。
2.10调整玻璃切割刀口位置对准分片顶杆中心位置,踩下相应脚踏开关,使顶杆顶起玻璃,玻璃从刀口分开,完成玻璃剥片后装架。
2.11玻璃切割过程中,按暂停按钮,暂停切割作业,按切割按钮继续切割或按归零按钮取消切割,按紧急开关,如继续从中断点处切割,直接松开紧急开关,按切割按钮。
切割机作业指导书

切割机作业指导书标题:切割机作业指导书引言概述:切割机是一种常见的工业设备,广泛应用于金属加工、建筑、汽车制造等领域。
为了确保切割机的安全操作和高效工作,本文将提供一份详细的切割机作业指导书,帮助操作人员正确使用切割机。
正文内容:1. 准备工作1.1 检查设备:确保切割机处于正常工作状态,检查切割刀具是否磨损、松动,检查电源线是否接地良好。
1.2 确定作业区域:清理作业区域,确保周围没有杂物和易燃物,保持通风良好。
1.3 个人防护:佩戴适当的个人防护装备,包括安全帽、护目镜、耳塞、手套和防护服等。
2. 操作步骤2.1 启动切割机:按照设备说明书操作,确保切割机处于正常启动状态。
2.2 调整切割参数:根据所需切割材料和要求,调整切割速度、切割深度等参数。
2.3 固定工件:将待切割的工件固定在切割台上,确保工件稳固且不会滑动。
2.4 进行切割:将切割刀具缓慢地接触到工件表面,开始切割操作,保持稳定的手臂姿势和适当的切割速度。
2.5 完成切割:切割结束后,等待切割刀具停止旋转,关闭切割机,将切割刀具放置在安全位置。
3. 安全注意事项3.1 防止触电:在操作切割机之前,确保电源已经关闭,避免触电事故的发生。
3.2 防止火灾:切割过程中产生的火花可能引发火灾,因此要确保切割区域没有易燃物,并保持灭火器的可及性。
3.3 避免伤害:切割刀具锋利,操作人员应注意手部和身体的位置,避免意外伤害。
总结:通过本文提供的切割机作业指导书,操作人员可以了解到切割机的准备工作、操作步骤和安全注意事项。
正确使用切割机可以提高工作效率,确保操作人员的安全。
在使用切割机时,请务必遵循操作规程,并始终保持警惕。
PRO-CUT 125 平板切割机电源操作手册说明书

PRO-CUT 125PLASMA CUTTING POWER SOURCEOPERATOR’S MANUALFor use with machines having Code Numbers 9626; 9627; 9666; 9828; 9829; 9830; 10093; 10094; 10108; 10109; 10119; 10294; 10295; 10384; 10385; 10386; 10388IM491-BOctober,1999®•Sales and Service through Subsidiaries and Distributors Worldwide ••This manual covers equipment which is nolonger in production by The Lincoln Electric Co.Speci cations and availability of optional features may have changed.for selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln E lectric Company product ••• as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:PRODUCT DESCRIPTIONThe PRO-CUT™125 is a constant current, single range, continuous control plasma cutting system. The system is one of the most sophisticated on the market. It provides excellent starting characteristics, cutting visibility and arc stability. The torch has a patented safety mechanism which insures that the consumables are in place before cutting or gouging. This is extremely important due to the high voltages involved.The PRO-CUT 125 comes with an air regulator, coarse air filter, oil coalescing filter, and pressure gauge. The machine comes with a 25 ft. torch cable or a 50 ft. torch cable and a spare parts kit. The undercarriage is built-in and the unit is shipped assembled except for the handle. The machine is capable of cutting with compressed air or nitrogen. Nitrogen is used to cut aluminum and other nonfer-rous metals.The PRO-CUT is controlled by a microprocessor-based system. The machine performs rudimentary self troubleshooting when started, which aids in field servicing.To enhance safety and protection, the 60 second postflow period is monitored. During the first 12 sec-onds of postflow, the pilot arc may be initialized with a single trigger pull. After 12 seconds, the trigger must be pulled twice to start the pilot arc. The second trig-ger pull must follow the first within 1 second to initiate the arc. This prevents accidental starting if the plasma torch is resting in such a manner that the trigger is depressed. The postflow time is reset only if the pilot arc is initialized.Special control circuitry detects when the nozzle is touched to the workpiece. If the nozzle is touched to the workpiece, the machine output is instantaneously reduced which protects the consumables. When the nozzle is removed form the workpiece, the output will return to the set level. This feature protects the con-sumables from accidental damage when cutting at high currents.PREHEAT TEMPERATURE FOR PLASMA CUTTINGPreheat temperature control is recommended for opti-mum mechanical properties, crack resistance and hardness control. This is particularly important on high alloy steels and heat treated aluminum. Job con-ditions, prevailing codes, alloy level, and other consid-erations may also require preheat temperature con-trol. The recommended minimum preheat tempera-ture is a starting point. Higher temperatures may be used as required by the job conditions and/or prevail-ing codes. If cracking or excessive hardness occurs on the cut face, higher preheat temperature may be required. The recommended minimum preheat tem-perature for plate thickness up to1 1/4 inch is 70 (°F).USER RESPONSIBILITYBecause design, fabrication, erection and cutting vari-ables affect the results obtained in applying this type of information, the serviceability of a product or struc-ture is the responsibility of the user. Variations such as plate chemistry, plate surface condition (oil, scale), plate thickness, preheat, quench, gas type, gas flow rate and equipment may produce results different than those expected. Some adjustments to procedures may be necessary to compensate for unique individ-ual conditions. Test all procedures duplicating actual field conditions.RECOMMENDED WIRE SIZE FOR PRO-CUT INPUT CONNECTIONSBased on 1993 U.S. National Electric CodeWork Cable and Clamp InstallationAttach the work clamp to the work cable per the fol-lowing:1.Unplug the machine or turn the power switch to the “Off” position.2.Insert the work cable terminal lug with the larger hole through the strain relief hole in the work clamp as shown below.3.Fasten securely with the bolt and nut provided.OPERA TING INSTRUCTIONSSequence of events:A. Turn on the line power.B. Connect the air supply to the machine.C. Turn the power switch on.-The green “Power On” LED should begin to glow.-The fan should start.-If the “Safety” LED is glowing, push the “Safety Reset” button. If there is no problem, the LED will go off. If there is a problem, refer to Step F and the Troubleshooting Guide.D. Set the Purge/Run switch to Purge.-The air should start.-The “Air Pressure” LED should be lit.-Adjust the air regulator so that the pressure gauge reads 60 psi (414 kPa).E. Set the Purge/Run switch to Run.-The air will continue to run for 60 seconds of postflow. If the trigger is activated within the first twelve seconds, the pilot arc will immediately start. After twelve seconds, a double trigger pull is required to start the arc. The second trigger pull must follow the first within one second to start the pilot arc.Work cableWork clampExpanded Metal:Output set near mid-range.• Cut it as you would light gauge sheet metal.• E xpanded metal is pilot arc intensive. Afterabout 30 seconds of cutting, the pilot arc willchange from a bright continuous arc to a discon-tinuous one which will sputter slightly. It will stayin this mode as long as metal has been cut inthe previous 5 seconds. If metal is not cut in theprevious 5 seconds, the arc will shut off and themachine will go into postflow.•If the trigger is continuously pressed andreleased to obtain the bright pilot arc for longperiods of time, the machine will go into pilot arcduty cycle limit. This is a 20 seconds out of 80seconds pilot duty cycle. The pilot arc is dis-abled in the limit period. Pilot arc duty cyclelimit is indicated by alternately flashing “OUT-PUT ON” and “MALFUNCTION” LED’s.• Placing a thin piece of scrap sheet metal abovethe area to be cut and cutting through both canmake the job easier.• Do not allow cable or body to contact hot sur-face.Material Thickness above .75” (19mm): Output set above mid-range.• The best quality and consumable life will beobtained by holding the torch nozzle off the sur-face about 1/4” (6.4mm). Do not touch the noz-zle to the work or carry a long arc.• Use either S19972 standoff guide or S19973and S19974 contact attachments to protect thetorch. The only reason not to use these are inspecial tight corners. Always hold at least a 1/4”(6.4mm) standoff in those situations.• Set the current to the minimum necessary tomake the cut.• Pierce the plate by slowly lowering the torchonto it at an angle of about 30°to blow thedross away from the torch tip and slowly rotatethe torch to a vertical position as the arcbecomes deeper.• Where possible, start the cut from the edge ofthe workpiece.• K eep moving! A steady speed is necessary.Do not pause.•Do not allow the torch cable or body to contacthot surfaces.• For thickness between .75” (19mm) and 1.00”(25.4mm), use an S19961-4 nozzle (1.9mm dia.orifice). The S19972 standoff guide should be inthe lowest position for maximum standoff.• For thickness above 1.00” (25.4mm), use anS19961-4 nozzle (1.9mm dia. orifice). TheS19972 standoff guide should be in the lowestposition for maximum standoff.Gouging:Output set to maximum.• Use a gouging nozzle S19961-5. The pilot arcmay sputter while gouging, but this is normal.• Use the S19975 gouging attachment in the low-est position for maximum standoff.• Bring the torch slowly towards the work at abouta 30°angle as if piercing the plate. Blow themolten metal away from the torch.• Do not touch the nozzle to the work.• To obtain deeper penetration when gouging,lower the flowing air pressure to 50 psi. Toobtain shallower penetration, raise the flowingair pressure to 70 psi.• This process will blow a lot of molten metal anddross.BE CAREFUL!Blow the dross awayfrom the torch, away from the operator andaway from flammable objects.• Do not allow the torch cable or body to contacthot surfaces.• Performance is similar to air carbon arc gougingwith a 1/8” (3.2mm) carbon electrode.PRO-CUT 125 STATUS LIGHTS OPERATING MODES– 21–– 22–– 23–FIGURE 1- SINGLE VOL TAGEFIGURE 1- DUAL & TRIPLE VOL TAGE– 34–FIGURE 2– 35–– 36–N O T E : T h i s d i a g r a m i s f o r r e f e r e n c e o n l y . I t m a y n o t b e a c c u r a t e f o r a l l m a c h i n e s c o v e r e d b y t h i s m a n u a l . T h e s p e c i f i c d i a g r a m f o r a p a r t i c u l a r c o d e i s p a s t e d i n s i d e t h e m a c h i n e o n o n e o f t h e e n c l o s u r e p a n e l s . I f t h e d i a g r a m i s i l l e g i b l e , w r i t e t o t h e S e r v i c e D e p a r t m e n t f o r a r e p l a c e m e n t . G i v e t h e e q u i p m e n t c o d e n u m b e r ..Now Available...12th EditionThe Procedure Handbook of Arc Welding With over 500,000 copies of previous editions published since 1933, the Procedure Handbook is considered by many to be the “Bible” of the arc welding industry.This printing will go fast so don’t delay. Place your order now using the coupon below.The hardbound book contains over 750 pages of welding information, techniques and procedures. Much of this material has never been included in any other book.A must for all welders, supervisors, engineers and designers. Many welding instructors will want to use the book as a reference for all students by taking advantage of the low quantity discount prices which include shipping by 4th class parcel post.$15.00postage paid U.S.A. Mainland How To Read Shop DrawingsThe book contains the latest information and application data on the American Welding Society Standard Welding Symbols. Detailed discussion tells how engineers and draftsmen use the “short-cut” language of symbols to pass on assembly and welding information to shop personnel.Practical exercises and examples develop the reader’s ability to visualize mechanically drawn objects as they will appear in their assembled form.187 pages with more than 100 illustrations. Size 8-1/2” x11”Durable, cloth-covered board binding.$4.50postage paid U.S.A. Mainland New Lessons in Arc WeldingLessons, simply written, cover manipulatory techniques; machine and electrode characteristics; related subjects, such as distortion; and supplemental information on arc welding applications, speeds and costs. Practice materials, exercises, questions and answers are suggested for each lesson.528 pages, well illustrated, 6” x 9” size, bound in simulated, gold embossed leather.$5.00postage paid U.S.A. Mainland Need Welding Training?The Lincoln E lectric Company operates the oldest and most respected Arc Welding School in the United States at its corporate headquarters in Cleveland, Ohio. Over 100,000stu-dents have graduated. Tuition is low and the training is “hands on”For details write: Lincoln Welding School22801 St. Clair Ave.Cleveland, Ohio 44117-1199.and ask for bulletin ED-80 or call 216-383-2259 and ask for the Welding School Registrar.Lincoln Welding SchoolBASIC COURSE$700.005 weeks of fundamentalsThere is a 10%discount on all orders of $50.00 or more for shipment at one time to one location.Orders of $50 or less before discount or orders outside of North America must be prepaid with charge, check or money order in U.S. Funds Only. Prices include shipment by 4th Class Book Rate for U.S.A. Mainland Only.Please allow up to 4 weeks for delivery.UPS Shipping for North America Only.All prepaid orders that request UPS shipment please add:$5.00For order value up to $49.99$10.00For order value between $50.00 & $99.99$15.00For order value between $100.00 & $149.00For North America invoiced orders over $50.00 & credit card orders, if UPS is requested, it will be invoiced or charged to you at cost. Outside U.S.A. Mainland order must be prepaid in U.S. Funds. Please add $2.00 per book for surface mail or $15.00 per book for air parcel post shipment. METHOD OF PAYMENT:(Sorry, No C.O.D. Orders)CHECK ONE:Name:_______________________________________________❐Please Invoice (only if order is over $50.00)Address:_______________________________________________❐_______________________________________________❐Credit Card - ❐Telephone:_______________________________________________Signature as it appears on Charge Card: Account No. |_|_|_|_|_|_|_|_|_|_|_|_|_|_|_|_|_|_|_|_|_|Exp Date |_|_||_|_|______________________Month YearUSE THIS FORM TO ORDER:Order from:BOOK DIVISION, The Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199 BOOKS OR FREE INFORMATIVE CATALOGS Telephone: 216-383-2211 or, for fastest service, FAX this completed form to: 216-361-5901.Lincoln Welding School❐Titles:Price Code Quantity Cost (ED-80)New Lessons in Arc Welding$5.00LSeminar Information❐Procedure Handbook “Twelfth Edition”$15.00PH(ED-45)How to Read Shop Drawings$4.50HEducational Video Information❐Incentive Management$5.00IM(ED-93) A New Approach to Industrial Economics$5.00NAJames F. Lincoln Arc Welding The American Century of John C. Lincoln$5.00ACFoundation Book Information❐Welding Preheat Calculator$3.00WC-8(JFLF-515)Pipe Welding Charts$4.50ED-89SUB TOTALAdditional Shipping Costs if anyTOTAL COST– 37–JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.– 38–– 39–JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.• Sales and Service through Subsidiaries and Distributors Worldwide •Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RP-TM 平板系列电脑切割机是专为鞋样/服装/箱包/手袋行业样板切割而设计的自动化数控设备。
切割机采用了自主研发的嵌入式数控系统、美国进口的CPU 和精密的电子元件,其稳定性和操作性达到国内外领先技术水平;切割机采用进口直线导轨结合进囗同步带传动,切割精度完全达到往返原点零误差;切割速度可达60-80cm/s,安全稳定,清晰的双行液晶显示,数控界面美观大方,标准I/O 接口,支持HP-GL 和GP-GL 格式,可连接任意CAD 软件,操作简单易学;目前已广泛应用于制鞋、服装、箱包手袋等行业的样板切割。
RP-TM flatbed series computer cutter is an automated numerical control equipment specially designed for cutting patterns of shoes/garment/case/handbag industry. It adopts a self-developed embedded numerical control system, as well as CPU and precise electronic components imported from the U.S., with its stability and operability reaching a leading technical level at home and abroad. The cutter adopts imported linear rail combined with imported synchronous belt drive, offering a complete zero error cutting prevision for traveling from and to the zero point. The cutting speed can reach up to 60-80cm/s. It is safe and stable, with clear double-line LCD, elegant numerical control interface, standard I/O interface, and supports HP-GL and GP-GL format. The cutter can be connected with any CAD software, and its operation is simple and easy-to-learn. Currently, it is widely applied to the pattern cutting of such industries as shoe-making, garment, case, handbag etc.当您购买了RP-TM 电脑切割机平板系列任何机型后,请务必认真详细阅读本手册,以便您能正确和安全地使用本产品并充分了解它的性能。
After you have purchased any model of the RP-TM flatbed series computer cutter, please be sure to read this Manual carefully so that you can use this product properly and safely and fully understand its performance.一、切割机结构与工作原理Cutter Structure and Operating PrincipleRP-TM 切割机由以下部分组成:RP-TM cutting plotter is composed of the following components:切割机支架+ 切割机平台+ RP-TM 数控系统+ 传动机构+切割机头(刀笔自动切换)Cutter bracket + Cutter platform + RP-TM numerical control system + Drive mechanism + Cutter shead (Automatic switch between blade and pen)1、本机的整体设计由专业的机械设计师设计,流线型的外观、方便灵活的机台支架装配了可自由移动的滑轮,客户在使用过程中如想换位,只要打开轮锁轻轻推动切割机就可摆到自己想要更换的位置,方便实用。
Overall design of this machine is accomplished by specialized mechanical designer, offering a streamline appearance and a flexible platform bracket with free-moving wheels. When user wants to change its position, he/she only needs to open the wheel lock and gently push the cutting plotter to the desired position, which is convenient and practical.2、此机的切割平台装置多组水平调节机构,在切割平面水平调节中可随时根据切割平面的要求、调整调节水平,克服了切割机出厂后不能再调节平台的缺点。
Cutting platform of this machine is equipped with several groups of horizontal adjusting mechanism. During horizontal adjustment of the cutting plane, the level canbe adjusted at any time according to the requirements of the cutting plane, which overcomes the shortcoming that the platform cannot be adjusted after leaving the factory.3、本机采用自主研发的嵌入式数控系统、美国进口的CPU 和精密的电子元件,操作畀面简单易学,稳定性和操作性达到国内外领先技术水平。
This machine adopts a self-developed embedded numerical control system, as well as CPU and precise electronic components imported from the U.S. It has simple and easy-to-learn operating interface, with its stability and operability reaching a leading technical level at home and abroad.4传动部份的稳定平滑运行直接决定切割机的切割输出品质,本机采用进口直线导轨作为X、Y 方向的运动结构、结合进囗同步带,切割精度达到更加精密。
The steady and smooth running of the drive part directly deter mines the cutting output quality of the cutter. This machine adopts imported linear rail as the moving structure in X and Y direction, which, combined with the imported synchronous belt, enables greater cutting precision.5 本机切割头采用刀、笔自动切换装置的新型技术,意指笔线画完之后自动切换到半刀切割,半刀割完之后自动切换到全刀切割。
并可任意设定8 种材质的切割刀压数据,使你所有画图切割工作一次完成。
The cutting head of this machine adopts a new technology where an automatic switch device is provided for the blade and pen, which means it can be automatically switched to half blade cutting after pen drawing is finished, and automatically switched to full blade cutting after half blade cutting is finished. In addition, cutting blade forces can be set for any eight types of materials, enabling you to finish all drawing and cutting work at one time.二、检查附件Checking Accessories首先请打开木箱外包装,检查瑞洲电脑切割机及配件,其中应包含以下全部附件:Open the outer package of the wooden crate first, and then check Ruizhou computer cutter and its accessories, which should include all of the following:1、PAD 电脑切割机1 台2、机架1 套PAD computer cutter 1 Stand 13、网1 个4、圆珠笔套1 个Net 1 Ball pen casing 15、刀套1 个6、油性笔套1 个Blade casing 1 Oil-based pen casing 17、螺丝1 袋8、板手1 个Screw 1 bag Wrench 19、切割刀5 把10、打印电缆线1 条Cutting blade 5 Printer cable 111、电源线1 条12、用户手册1 本Power cable 1 User Manual 1三、安装、调试Installation and Testing在确认所有附件齐备后,按下述步骤安装和调试本机:After verifying the inclusion of all accessories, follow the steps below to intall and test the machine:(1) 将机架配件用螺丝进行紧固,搭成机架体;Fasten the stand accessories with screws to set up the stand body;(2) 双人将切割机抬出,对准四个脚,平放在机架上,用四个螺丝拧紧;Lift out the cutter by two persons and place it flatwise on the stand by aligning withthe four feet. Then tighten it with four screws;(3) 机台装好后先用手轻推移动切割头和横梁,确认切割头和横梁移动顺畅;Gently push the cutting head and the crossbar after installing the platform properlyand confirm smooth movement of the cutting head and the crossbar;(4) 连接与计算机的接口电缆(详见切割机与电脑的连接);Connect the interface cable with a computer (For details please refer to "Connectionbetween the Cutter and Computer);(5) 插上电源,启动电源开关, 切割机头移到右下角后液晶屏显示;Connect to the power supply and turn on the power switch. The cutting head shouldmove to the bottom right corner and the LCD turns on;(6) 观察控制面板上的液晶显示屏,应出现:Observe the LCD on the control panel. The following should appear:RP-TM××××Richpeace CAD/CAM切割机复位结束Cutter reset is finished(7) 在控制面板上按DROP,再按REPT,切割头应在靠右下角的地方走一次正方形,走完后退回右下角,至此可以确定切割机正常;Press “DROP” on the control panel and then press “REPT”. The cutting head shouldmove along a square path and return to the bottom right corner after finish. Now thecutter should be working properly;(8) 设定自动送纸选择;送纸后打开气泵开关(适用于带自动送纸糸列机器);Set auto paper feeding; turn on the air pump switch after feeding is finished (applicable to models with auto paper feeding);(9) 将刀放入刀套,拧上刀盖,不能拧的太紧,刀尖必须留出1.5~2mm,用手指顶住刀尖能轻松旋转;Put a blade into the blade casing and screw in the blade cover. Do not screw too tightly. 1.5~2mm of the blade tip should be left. The blade tip should be turned easily when it is pressed by a fingertip.(10) 将笔套与刀套均分别夹在切割机机头上,拧紧螺丝;Clamp the pen casing and blade casing onto the cutter head respectively and tighten them with screws;(11) 调节刀压:按DROP,再按REPT,观察切割效果,用F1、F2 来调节刀压(即刀的下降深度),直至刚好能切断纸张;Adjust pen pressure: Press the “DROP” and then press the “REPT”. O bserve the cutting effect. Use “F1” and “F2” to adjust pen pressure (i.e. drop depth of the pen) until it just cuts off the paper;(12) 调节笔距:按NEXT 试刀笔重合,用F1、F2 来调节笔距,直至刚好刀笔重合。