水泥厂配料系统
日产5000吨熟料水泥生产线工艺设计参数设计

日产5000吨熟料水泥生产线工艺设计参数设计随着建筑业的发展,水泥工业也得到了迅猛的发展。
为了满足市场的需求,提高生产效率和质量,设计日产5000吨熟料水泥生产线是一个重要的工作。
本文将针对该生产线的工艺设计和参数设计进行详细的探讨。
1.原料配料系统原料配料是制造水泥的第一步,合理的原料配比可以保证水泥的质量。
在日产5000吨熟料水泥生产线中,原料主要包括石灰石、粘土和矿渣。
配料系统应具备以下特点:(1)自动化程度高:通过采用自动配料仪和称重传感器,实现原料的自动配料和称重,提高生产效率和配料的准确性。
(2)稳定性好:通过控制原料的进料速度和配比来控制熟料的性质,稳定生产过程,保证水泥的质量。
(3)灵活性强:配料系统应具备灵活调整原料配比的能力,以适应市场需求和原料供应的变化。
2.熟料生产系统熟料生产是水泥生产的关键环节,其品质直接影响到水泥的品质。
熟料生产系统应具备以下特点:(1)熟料窑设计:熟料窑是熟料烧成的核心设备,应选择高效能、低能耗的新型熟料窑,如旋转窑或预煮窑。
窑内的温度分布应合理,以确保熟料的烧结质量。
(2)熟料烧成过程控制:熟料的烧成过程是复杂的化学反应过程,控制烧成温度、烟气成分和窑内氧气含量等参数是确保烧成质量的关键。
(3)熟料冷却:熟料窑出口温度高达1400℃以上,需要进行冷却才能进一步加工。
熟料冷却过程应控制良好,以确保熟料的热损失和熟料成分的稳定性。
3.水泥磨系统水泥磨是将熟料研磨成细度适宜的水泥粉末的关键环节。
水泥磨系统应具备以下特点:(1)单机产量大:为了满足日产5000吨的水泥产量要求,水泥磨的单机产量应达到一定水平,以减少设备数量和占地面积。
(2)磨粉效率高:通过采用高效磨机和适当的磨矿方式,提高水泥磨的磨粉效率,减少能耗,降低生产成本。
(3)质量稳定:水泥的质量主要取决于水泥磨的磨粉效果,因此,水泥磨的磨矿方式、磨球质量和磨机参数等应严格控制,以确保水泥的质量稳定。
某水泥厂主要设备配置

某水泥厂主要设备配置
一、原料破碎系统
1、粉碎机:粉碎机是把原料破碎成一定尺寸的细小颗粒的设备,一般分为两种,一种是双轴破碎机,另一种是四轴破碎机。
双轴破碎机分为平板破碎机、锤式破碎机等;四轴破碎机有立轴破碎机、悬轴破碎机、棒式破碎机、振动破碎机等。
选择合适的破碎机可根据不同原料的性质来决定。
2、筛分机:筛分机是把经过破碎的料分离为总质量浓缩的两种粒度的设备,一般采用的方式有环形筛、线筛和翻转筛。
3、搅拌机:搅拌机是把破碎的料进行混合,使料达到一定比例的设备,一般分为固定搅拌机和流动搅拌机。
4、输送机:输送机是把原料从一个厂房到另一个厂房进行输送的设备,分为链板输送机、滚筒输送机和振动输送机等。
二、烧成系统
1、窑炉:窑炉是将燃料与原料混合,生成水泥的主要设备,也是钢厂的核心设备。
一般分为平窑、旋转窑和滚筒窑等。
2、烟囱:烟囱是排放窑炉烟气的设备,一般分为桩式烟囱、悬臂烟囱和管状烟囱等。
3、风机:风机是把风机排放出的热空气,用来转换窑炉的空气比例的设备,一般分为比例风机和非比例风机。
(整理)水泥厂配料计算
一、物料平衡式: (不考虑生产损失) 1、干石灰石+干粘土+干铁粉=干生料2、灼烧石灰石+灼烧粘土+灼烧铁粉=灼烧生料=熟料3、灼烧生料+煤灰(掺入熟料中的) =熟料4、熟料的率值 KH=(C-1.65*A-0.35F)/2.8SSM=S/(A+F) IM=A/F 2.5 熟料的率值 一、石灰饱和系数:CaO 1.65Al 0 0.35Fe O公式: KH= 2 3 2 32.8SiO2意义:水泥熟料中的总 CaO 含量扣除饱和酸性氧化物所需要的氧化钙后,所剩下的与二氧 化硅化合的氧化钙的含量与理论上二氧化硅全部化合成硅酸三钙所需要的氧化钙含量的比 值。
简言之。
KH 表示熟料中二氧化硅被氧化钙饱和成硅酸三钙的程度。
取值: 0.87~0.96二、硅 率: SiO 2 公式: n(SM)= Al O + Fe O 2 3 2 3含义: 反映了熟料中硅酸盐矿物、 熔剂、矿物的相对含量。
取值:三、铝 率: 公式: p(IM)=Al O 23FeO 23含义:说明熟料中 C3A 、C4AF 的相对含量。
反映液相的性质。
(C3A 产生的液相粘度大; C4AF 产生的液相粘度小 .) 取值: 0.9~1.9 配料计算 配料方法1、尝试误差法先按假定的原料配合比计算熟料的组成。
若计算结果不符合要求, 则调整原料的配合比再进 行重复计算直至符合要求为止。
2、递减试凑法从假定的熟料化学成分中依次递减假定配分比的原料组分,试凑至符合要求为止。
3、酸碱滴定法根据已确定的生料碳酸盐滴定值和实际测得石灰石、 粘土的滴定值按规定的公式作简单的计 算,较快地得出各种原料的配合比 4、烧失量法水泥生料的烧失量一般为 34~36%。
预先确定的生料烧失量数,按实测石灰石烧失量及实 测粘土烧失量,计算原料的配合比。
配料计算实例已知原料、燃料的有关分析数据如表 4-10、4-11,假设用窑外分解窑以三种原料配合进 行生产,要求熟料的三个率值为: KH =0.89±0.02 、SM =2.1±0.1、IM =1.3±0.1, 单位熟 料热耗为 q=3350kj/kg 熟料,试计算原料的配合比。
水泥厂中控原料系统操作作业指导书

目的本作业指导书旨在明确本岗位责任,规范操作员操作行为,统一操作思想,使操作有序化、规范化,稳定生料磨运行状况,力求做到优质、稳产、高产、低耗,生产出合格的生料,保证窑的生料供应,确保生产正常运行,以达到设备完好、安全运转、文明生产目的。
范围本规程适用于中控原料系统操作,即从石灰石矿山、粘土、砂岩、粉煤灰、铁粉堆场至生料入库,包括废气处理部分的操作控制。
基本要求1.按时、认真、如实地填写操作记录,即《中控室原料磨操作记录》、《中控生料质量控制记录》;做好交接班工作,搞好中控室的文明卫生。
2.操作员对生料质量直接负责,将各项指标控制在合格范围内。
3.严格按照作业指导书进行操作,遵守《中控操作员岗位职责》中的相关规定和要求,正常工作时所有安全连锁,工艺连锁处于联锁状态,优化操作参数,保证三班统一操作,稳定系统工况,达到优质、高产、稳产的目的。
4.熟悉本系统的生产工艺流程,熟练掌握各项技术参数和控制范围,对操作终端上的各种仪表、显示信号、操作功能和方法十分熟悉,正确无误地运用计算机控制系统进行生产作业;5.严格按照操作规程完成本系统设备的启、停,保证设备安全地正常运转,努力提高设备性能,以较低的机、物、料耗生产合格生料,达到或超过设计生产能力;6.密切保持与现场巡检工的联系,对巡检工反映的现场设备异常情况作出正确判断,提出有效措施,指导巡检工进行处理工作;7.完成厂部和车间下达的各项定额、消耗和质量指标。
完成临时交办的任务;8.努力学习专业知识,提高业务水平,提出本系统存在的问题及整改措施;提出提高产质量、降低消耗的合理化建议,参与技术改造、革新、攻关等技术工作;9.对本系统在生产过程中发生的异常情况,应立即向车间主任反映,并作出正确判断采取有效措施及时处理或紧急停机。
必须如实地记录事故情况;工艺流程简介1.石灰石矿山、配料站进料工艺流程简介:石灰石矿山开采的石灰石由铲车卸入下料斗经重型板喂机喂入石灰石单段锤式破碎机破碎,合格粒度的石灰石通过矿运皮带长廊输送进厂,进厂后入圆形石灰石均化堆场进行均化;2.原料调配站储存四种原料:石灰石、硫酸渣、砂岩、粉煤灰,按质量控制系统自动或人工预先设定的配比,由各自的定量给料机(12a.02、12a.04、12a.06、12a.14)从库中卸出,送到库底的混合料胶带输送机(12a.07)上,输送入锁风喂料机(12/16.01),然后进入原料磨(12/16.02)。
混凝土自动化配料系统使用说明

目录注意事项 (2)名词解释 (5)进入系统 (6)基本操作介绍 (7)硬件连接 (13)设置配方 (19)开始配料 (20)手工数据输入 (22)数据处理 (23)报警处理 (26)注意事项■使用前应详细阅读本说明书,察看资料是否齐全,如发现问题应及时与我公司联系。
■系统应安放在符合环境条件要求的场合,具有独立供电设施的工作室内,并配有保险开关。
■微机电源在控制柜内,不受操作台上的钥匙开关控制。
■在开机之前应检查显示器、打印机是否连接好,检查其它电缆和连线是否连接可靠。
■在执行自动配料之前应保证系统处于正常工作状态,气压必须达到规定要求,‘手动/自动’转换开关应在自动位置上。
■系统的各项运行参数和控制参数均应正确设置。
■系统在运行过程中要经常纪录各项参数,特别是落差值参数,以免参数丢失后无法恢复,影响配料。
■如果发现配料数据偏大,在其它方面又无法找到原因的情况下,应检查一下落差值是否准确,并进行更改。
■本系统的配料落差值会自动调整,在设置时无需非常准确。
■具体操作请详细阅读本说明书,参照进行。
■系统不宜受潮。
■系统应该有可靠的接地。
为了保证系统正常运行,严禁装入其它软件,以防感染病毒,造成不必要的故障。
如果发现系统安装了其它软件,我公司有权拒绝对损坏的操作系统进行技术支持。
软件特点1、引进德国标准及先进的控制理念,采用特殊的控制方法,对配料过程进行高效、快速、准确的控制。
改变以往上盘误差下盘补偿的控制方式,让配料精度的调整在本盘之内完成。
2、采用多级落差处理体系,根据不同的配方选用不同的落差,避免变换配方时需要打几盘料才能将落差调到正常值的过程。
3、误差自动报警,等待操作者进行处理,系统提供多种处理方式。
欠量自动补偿,超量扣称处理,大小门自动选择。
在进行点动补料时,每个下料门的开关时间可以分别设定,在线修改。
每种料的点动功能可以自由选择,在线修改。
4、多任务控制方式,在配料同时,可以选择下一个任务,并对有关参数进行修改,最多可以预选20个任务。
水泥厂的生料配料
水泥厂的生料配料一水泥生产原料种类及大致用量1 主要原料:1钙质原料:以碳酸钙为主要成分的原料,是水泥孰料中CaO的主要来源。
一顿孰料需1.4-1.5吨石灰质干原料,在生料中月占80%左右。
2硅铝质原料:含碱和碱土的铝硅酸盐,主要成分为SiO2,其次为AI2O3,少量Fe2O3,是水泥孰料中SiO2,AI2O3,Fe2O3的主要来源。
一吨熟料约需0-3~0.4吨粘土质原料,在生料中占11~17%。
2 生料定义:由石灰质原料、粘土质原料、少量校正原料(有时还加入矿化剂、晶种等,立窑生产时还要加煤)按比例配合,粉磨到一定细度的物料。
3 生料分类:生料粉和生料浆两种。
(1)料粉:干法生产用的生料。
一般水分≤1%。
据生料中是否含煤又分为三种:白生料:出磨生料中不含煤。
干法回转窑及采用白生料法煅烧的立窑用。
黑生料:出磨生料中含有煅烧所需的全部煤。
采用全黑生料法煅烧的立窑用。
半黑生料:出磨生料中只含有煅烧所需煤的一部分。
采用半黑生料法煅烧的立窑用。
(2)生料浆:湿法生产所用的生料。
一般含水分32%~40%左右。
二配料的原则(率值)及对熟料质量的影响1、配料定义:根据水泥品种、原燃料品质、工厂具体生产条件等选择合理的熟料矿物组成或率值,并由此计算所用原料及燃料的配合比,称为生料配料,简称配料。
2、配料的目的:根据原料资源情况,进行合理的配料,从而尽可能地充分利用矿山资源确定个原料的配比。
计算全厂的物料平衡,作为全厂工艺设计主机选型的依据。
确定原料消耗比例改善物料易磨性和生料的易烧性,为窑磨创造良好的操作条件,达到优质,高产,低消耗的生产目的。
3 配料应遵循的基本原则:(1)烧出的熟料具有较高的强度和良好的物理化学性能。
(2)配制的生料易于粉磨和煅烧;(3)生产过程易于控制,便于生产操作管理,尽量简化工艺流程。
并结合工厂生产条件,经济、合理地使用矿山资源。
4 配料计算中的常用基准1、干燥基准:用干燥状态物料(不含物理水)作计算基准,简称干基。
水泥生料制备系统工艺流程简介

生料制备系统工艺流程简介1.2.1 石灰石破碎及输送石灰石由矿山运送至石灰石堆场,铲车送入板式喂料机入口,经板式喂料机送至破碎机,破碎合格的石灰石经皮带机送至石灰石预均化堆场。
板式喂料机及皮带输送机产生的扬尘经袋式收尘器收尘后回收至皮带机上,袋收尘器脉冲气源由压缩空气提供,收尘后合格的气体由排风机排入大气。
石灰石破碎机设计能力800t/h,每天产量19200t。
1.2.2 石灰石预均化及输送石灰石预均化堆场采用圆形堆场,堆场有效储量24000t,堆料机堆料能力1000t/h,取料机取料能力500t/h,均化后的石灰石经皮带送至原料配料系统石灰石库。
石灰石预均化堆场入口设置袋收尘一台,出口皮带设置袋收尘两台,收集的石灰石粉尘回收至皮带上。
1.2.3 辅助原料堆棚及输送磷渣、砂岩、硫酸渣由汽车运输进厂后卸入堆棚内储存,堆棚内的磷渣、砂岩、硫酸渣由带式输送机分别送至原料配料站的磷渣库、砂岩库、硫酸渣库。
粉煤灰由汽车运输直接卸入粉煤灰库。
1.2.4 原料配料及输送原料配料站设有石灰石库(1200T),储期0.15d,粉煤灰库(500T) ,储期1.04d,磷渣库(500T) ,储期1.14d,砂岩库(600T) ,储期0.69d,硫酸渣库(600T) ,储期4.16d。
粉煤灰由汽车运至现场后经气力直接输送至粉煤灰库。
库底均设有定量称重给料机,物料按配料由带式输送机定量输送至生料立磨进行粉磨,配料站出口皮带上设置一台除铁器。
石灰石耗量320t/h,7680t/d;煤灰耗耗量20t/h,480t/d;磷渣耗量18.2t/h,436.8t/h;砂岩耗量36t/h,864t/d;硫酸渣耗量6t/h,144t/d。
1.2.5 原料粉磨及废气处理原料粉磨利用窑尾废气作为烘干热源。
来自生料配料站的原料经金属探测仪(除铁器)及三通阀经回转喂料器喂入生料磨,粉磨合格的生料随废气一起进入旋风筒进行气固分离,分离出来的合格生料经斜槽及提升机送至生料均化库,在斜槽风机出口处设置一袋收尘器,将扬尘回收。
搅拌站配料计量系统常见故障与维修

搅拌站配料计量系统常见故障与维修摘要:介绍了混凝土搅拌站配料计量系统的计量及显示单元、称重装置、上料系统及卸料装置和线路的常见故障,并通过实例介绍了故障的排除方法。
砼搅拌站配料计量系统常见故障主要分为计量及显示单元故障、称重装置故障、上料系统及卸料装置等设备故障。
1计量及显示单元故障1.1计量及显示单元损坏1)开机时控制单元的运行指示灯不闪亮,则说明系统不正常,控制单元本身有故障,需更换计量单元;也可能是控制系统电源不正常或正负极接反,或供电线路脱落,需检查线路。
2)搅拌站控制系统打开后,人机界面单元只显示开机界面或不显示,则说明计量单元与显示单元之间的通讯有问题或计量、显示单元损坏,应该检查通讯线路是否断线或正负极是否接反。
若接线正常,就可能是计量单元与显示单元之一有问题,必须检修,必要时更换。
3)报警灯灭,而称重读数不在零位,显示有波动,则说明料斗摆动幅度大,或电脑受潮,应干燥或更换相应单元。
1.2配料不准1)配完料后配料设定值与称重显示值一致,而实际的物料却远大于或小于此值,说明秤不准,需检查秤斗是否被卡住,或其它原因造成秤斗不能活动自如,必要时重新校秤。
2)配料后显示的称重读数与设定的物料值相差很大,应重点检查某些参数如超差延迟时间等是否正确,参数不合适时参照出场值修改。
还应检查设定的物料值是否太小,例如PLD1600 型配料机物料设定值应在300kg 以上,设定值太小配料就不准确。
此外还应检查储料仓储量是否稳定,是否时多时少;检查料仓储料料质是否均匀,石子粒径不能相差太大,砂子的粗细和干湿不能相差太大;更换配方后,是否进行了落差测量,如没有应重新操作。
3)配料机配料不停,可能是料斗被卡住,加料时传感器不受力,也可能是传感器线路故障或传感器故障,应马上检查。
1.3 卸料不正常配料后按卸料按钮不起作用,可能是卸料按钮有故障,或者是没有使用的物料没有设置为零,或者是相应电器元件或计量单元故障。
配料系统操作说明

配料系统操作规程一、配料操作前注意事项:1.工作前认真检查所使用设备情况是否良好,各工艺流程系统指示是否正常。
2.操作人员要与负责工艺的人员及浇注人员保持密切配合,认真监视配料系统的变化。
3.操作前认真做好交接班制,并在进入操作间前先更换工作间白大褂及拖鞋,严禁将粉尘及铝粉带入操作间,以免对计算机造成影响。
4.操作开始要对配料系统设备先行检查,水路,汽路,材料仓,罐类是否有跑冒、滴、漏现象,发现问题及时找有关人员解决。
5.控制室内保持整洁。
6.工作完毕后将总闸断电或将系统切换到手动状态。
二、手动操作1、在计算机中输入配方数据.2、分别把各个秤清零.3、计量铝粉液,白灰,水泥,石膏,砂浆废浆等物料的计量。
4、将砂浆及废浆放入搅拌罐中,水放入搅拌罐中,启动搅拌,按照工艺人员要求依次放入干料及铝粉液,在规定时间内完成浇注。
5、选择浇注预养室通道。
三. 自动操作1.自动运行时所必须满足的条件是:a.电网电压正常,压缩空气压力正常b.电机及阀门状态信号正常c.所需的原料储仓中有料。
d.浇注管在“高位”并且返回轨道上第一模位有一空摸。
e.浇注摆渡车能正常工作。
f.运行前各个秤内都是干净的。
2.以上条件满足方可启用自动。
a.在计算机中输入原材料的设定值及调整值。
b.按照工艺人员要求输入时间值及温度值。
c.将手动/自动开关换向“自动”位置。
d.点击启动钮,配料过程开始。
四、操作注意事项1、干料的放料螺旋的状态:只有在浇注搅拌机完全启动后才允许干料称放料。
2、浇注臂气阀的状态是:在有电的情况下,浇注臂是放下来的,没电的情况臂是升上去的。
3、各种搅拌罐的搅拌状态可以在配料画面中可以看出。
4、铝粉制备是一备一用,制备前铝粉制备罐需是空的,一定要先放水通过流量计计量,放完水后要人工观察所计量水量是否正常,如正常打开搅拌与循环,然后人工加入所需铝粉。
斗秤水泥微机配料系统设计

斗秤水泥微机配料系统设计[摘要]本文介绍了一种基于可编程智能模块、工业控制计算机和RS485现场总线的斗秤水泥微机配料系统。
首先介绍了系统的体系结构和设计思想,然后具体介绍了系统的硬件和软件设计。
系统软件采用模块化方法使用VC++编制。
实际运行表明,该系统运行可靠,维护使用方便,人机界面友好,具有良好的控制效果。
[关键词] 微机,水泥配料,斗秤Design of computer cement batching system forhopper balanceAbstract: A programmable intelligent models, industrial control computer and RS485 based computer cement batching system for hopper balance is presented in the paper. The design ideology, framework, the detail hardware and software design of this system is introduced. System software is developed in modularization way by VC++ language. With a friendly MMI, the system is convenience for operation and maintenance. System reliability and good control effects are shown in real time operation.Keywords: computer, cement batching, hopper balance1 引言在水泥的生产工艺过程中,决定水泥质量的关键因素是水泥的生料、熟料的配比,由于水泥生产配料的方法的多样性和组成的差异性的存在,人工方法无法快速、准确、实时的控制配料过程,因此采用人工配料方法生产的水泥质量难以得到保证。
水泥窑配料控制系统设计

的模板 。
收 稿 日期 :0 1 0 — 7 2 1 - 1 1 作者简介 : 黄鑫( 94 ) 大学本科 , 17 一 男, 助教 , 究方 向: 研 电子技 术
应 用
()P 2 C U板 S D 0 5 T 5 5 T 5 5 。S D 0 5是八 位单片机模板 , 功 是
( 上接第 5 5页)的串行接 口可 联接终 端或 与 IM— C的串行 B P
溢 出判断 、 报警 判断 、 据整理 。系统利用单片机 中断资源每 数 2秒钟 中断一次 , 执行采样和控制算法中断子程序。
接 口, 用可以配置小键盘 。其并行接 口可连接打印机或 I / O接 口。系统配置监控 、 调试 、 编辑 、 汇编等 固化程序 。
3 软件设 计
系统软件程序 主要 采用模块化设 计 . 主要 由主程序 、 / AD 采样 、 控制子程序 、 中断服务 子程序 、 总线 通信子 程序 以及数 据处理等部分组 成。 主程序主要完成配料控制 系统 的初始化 、
[] 2王志刚 , 晓呜.L 许 P C在 自动 配煤控制 系统 中的应用[ . J 电气传动 , ] 2 0 ()4 - 4 . 0 1 :5 8 3
制。
2 硬 件描 述
( )T 1 S D总线 。本系统采用 的是 S D 0 0系列 的总线系 T 50
统, 再配 以总线 信号匹配板 、 P C U板 、 / 、 入输 出板 和图 A D板 输 形键 盘接 E板 组成 。S D 7 9 总线信号 匹配 ) 是 为了降低 l T 59( 板
焦粉两个模拟量进行数据采样 , 转换成为数字量。 再利用这些 值 , 再通过 当前皮 重值来计 算出 目标 采样 值。
自动配料系统都有哪几个组成部分
自动配料系统都有哪几个组成部分自动配料系统是一种应用于化工、制药、食品、冶金、电子等领域的自动化设备,它能够按照指定的配方精确地配制和混合各种原料,实现精准的生产流程控制。
自动配料系统通常由以下几个组成部分构成:1.配料控制台自动配料系统的配料控制台是系统的核心部分,它集成了所有的配料控制模块,用于对系统进行参数配置、配方管理、生产控制等操作。
配料控制台通常使用工控机或者嵌入式系统作为主机,配备人机界面和输入设备,使操作者能够方便地与系统进行交互,查看设备状态、生产数据等。
2.称量系统称量系统是自动配料系统的重要组成部分,它用于精确地测量和控制各种原料的配料比例,使得生产过程能够按照指定的比例进行。
称量系统通常由计量仪表、传感器、自动阀门和控制电路等组成,通过计算机自动控制来实现原料的精确计量。
该系统还应具备数据记录等功能,以便于生产质量的追溯和分析。
3.输送系统输送系统是自动配料系统的重要组成部分,它用于将各种原料准确地输送到混合设备中进行配料,包括自动送粉机、自动送液机、螺旋输送机、真空输送机等。
输送系统应当具备多种预警机制,如缺料预警、输送异常预警等,以确保生产的连续性和稳定性。
4.混合设备自动配料系统的混合设备用于将各种原料进行混合,常见的混合设备有螺旋混合机、强制混合机等。
混合设备的混合效果直接影响到生产质量,因此在设计和选型过程中应根据各种原料的性质和配方的要求,对混合设备进行充分的考虑。
5.控制系统控制系统是自动配料系统的核心组成部分之一,用于将配料控制台传输下来的指令进行解析,并对其进行实现,包括计量控制、输送控制、设备控制等。
一般来讲,控制系统应当采用PLC(可编程逻辑控制器)等先进的控制技术,以确保生产过程的稳定和精确。
综上所述,自动配料系统的各个组成部分具有密切的联系和作用,如果任何一个环节出现问题,都会直接影响到生产质量和效率。
因此,应当充分考虑系统整体的设计和维护,使其能够准确高效地完成各项配料任务。
水泥在料配料控制系统设计
主控制器 , 即是主从工作方式。总线 的控制权始终在于 主控 制器, 主控制器与各功能控制器的通讯采用广播式 , 这种方
式下的纯数据采集 系统通讯协议简单, 通讯差错开销少。适 合于集散式控制测量的场合 。上 位机 是控 制系统的核心, 实
Ab ta t n h s p p r, t e t c n l g c 1 r c s o c m n r w m x o t o s s e i s u i d, a d h s r c : t i a e I h e h o o i a p o e s f e e t a i c n r l y t m s t d e n t e
te h ma ri i r ie c nt ll r s es n te el ng ed nt o ro e i d ig ed. T co t he n rol me ho of e nt a mi s st m t d c me r w x y e ba d n se o PI is D a al e an de g d. Th pr ti al n n ri g n yz d d si ne e ac c e gi ee n ap i ati n ho th t he es g d pl c o s ws a t d i ne sy te h go d o r s m as o c nt ol
摘
要: 本文研 究水泥 生料配料控制 系统 的工艺流程 , 分析 了系统 的参数特点 , 系统上位机进行 主副随动的基础上 , 在 设
计 了物料 配料控制器 。 分析和设计基于 PD I 控制算法的水泥生料配料系统控制算法。 实际工程应用表 明, 系统具有很好的控 该
制效果。
关键词 : 单片机; 水泥生料配料;I ; PD传感器: 控制器 中图分类号 :T 2 1 P7 文献标识码 : A 文章编号 : 6 1 4 9 -2 1 ) - 1 4 0 l 7 - 72 (0 0I 0 5 - 3
水泥配料自动化系统的研制
但 总体 上 ,我国在 配料 控制 系 统上存 在 技术落 后 、企 业平 均 规模 系统要 求 ,且系 统 的修 改和扩 充 都很 方便 。用 工控 机来 代替 P C L
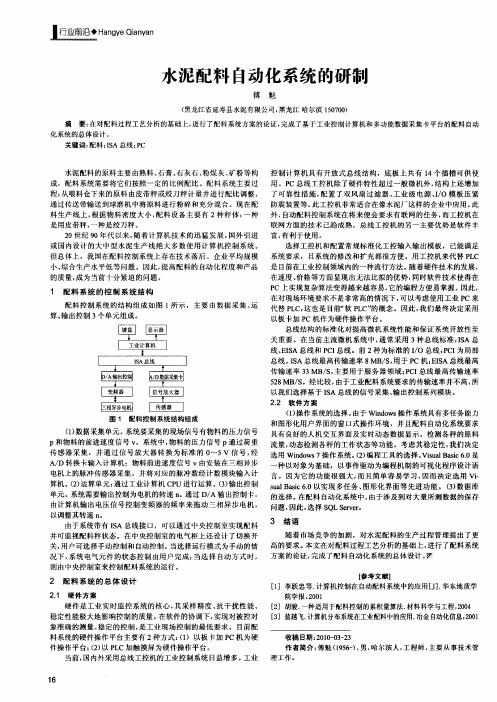
1 配料 系统 的控 制 系统结 构
IA总线 S l t
线 、 IA 总线和 P I ES C 总线 。前 2种 为标准 的 I0总 线 ,C 为局 部 / PI 总线 。S IA总线 最 高传输速 率 8 ES
传 输速 率 3 / , 3 MB S 主要用 于服 务 器 领域 ; C 总线 最高 传输 速 率 PI
配 料控 制 系统 的 结构 组 成如 图 1 示 ,主要 由数据 采 集 、 所 运
算 、 出控制 3个单 元组 成 。 输
毕
工业 计算机
}
以板 卡加 P C机 作 为硬件 操作 平 台。 总 线结 构 的标准 化对 提 高微机 系 统性 能和 保证 系统 开放 性 至 关重 要 。在 当前主 流微 机 系统 中 , 常 采用 3种 总线 标准 :S 总 通 IA
2 0世纪 9 年 代 以来 , 0 随着 计 算机 技术 的迅猛 发展 , 国外 引进 富 , 利于 使用 。 有 或 国内设 计 的大 中型 水 泥 生产 线绝 大 多数 使 用计 算 机 控制 系 统 。 小、 综合 生产 水平 低 等 问题 。因此 , 高配 料 的 自动 化 程度 和产 品 提
化系统的总体设计。
关键词 : 配料 ;S IA总线 ; C P
水 泥配 料的 原料 主要 由熟 料 、 膏 、 石 石灰 石 、 粉煤 灰 、 矿粉 等 构 控制 计 算机 具有 开 放 式总 线 结 构 ,底 板上 共 有 1 插槽 可 供 使 4个 成,配 料系 统需 要将 它们 按照 一 定 的比例 配 比。配 料系 统主 要过 用 。P C总线 工 控机 除 了硬件 特性 超 过一般 微机 外 , 构上还 增 加 结
浅析水泥厂DCS投料系统的改进方案
浅析水泥厂DCS投料系统的改进方案随着工业化的发展,水泥生产已成为国民经济发展中不可或缺的重要组成部分。
水泥厂作为水泥生产的核心设施,其自动化控制系统的完善程度对生产效率和质量起着至关重要的作用。
而水泥厂的DCS(分布式控制系统)投料系统是生产过程中的关键环节,对其进行改进是提高生产效率和质量的重要手段之一。
本文将对水泥厂DCS投料系统的改进方案进行浅析,旨在为水泥厂提高生产效率和质量提供一些思路和参考。
一、现有问题分析水泥厂的DCS投料系统通常由料仓、称重装置、输送设备和控制系统等部分组成,其主要任务是按照一定的配方和比例自动将原材料送入生产线中。
然而在实际生产过程中,水泥厂DCS投料系统存在以下几个问题:1. 系统稳定性差:由于水泥厂生产环境复杂,原材料多样化,地埋式料仓的堆料情况不易掌握,因此投料系统的稳定性差,常出现料仓运行不畅或者配比不准确等问题,影响了生产效率和产品质量。
2. 调整难度大:现有的DCS投料系统在配方调整和参数优化上存在一定难度,需要操作人员具有较高的专业知识和经验,这对人员素质提出了一定要求,也影响了生产的灵活性和响应速度。
3. 能耗较高:现有系统在料仓的保温隔热和输送设备的能耗控制上存在一定难度,造成了一定的能源浪费,不利于节能和环保。
基于以上问题,对水泥厂DCS投料系统进行改进迫在眉睫,下面将提出一些改进方案。
二、改进方案1. 系统稳定性提升在提升系统稳定性方面,可以考虑在料仓部分增加测振仪器和物位检测仪器,及时监测料仓的堆料情况和物料剩余量,通过智能控制算法对料仓进行自适应调节,避免料仓运行不畅的情况发生。
可以采用高精度称重传感器和改进控制算法,对输送设备进行动态控制,保证原材料的精准配送,从而减小配比误差。
2. 调整优化便捷化在调整优化便捷化方面,可以引入先进的智能算法和专业的优化软件,对配方和参数进行智能优化调整,提高系统的自适应性和智能化水平,降低人员对专业知识和经验的依赖程度,提高生产的灵活性和响应速度。
混凝土配料系统原理

混凝土配料系统原理一、引言混凝土是建筑工程中广泛使用的一种材料,其性能直接影响到结构的强度和使用寿命。
混凝土的配料是混凝土制备过程中最为关键的环节之一,配料系统的设计和优化对混凝土性能的提升具有重要作用。
本文将从混凝土配料系统的原理入手,详细介绍混凝土配料系统的组成、工作原理和优化方法。
二、混凝土配料系统的组成1. 骨料仓骨料仓是混凝土配料系统的重要组成部分,其作用是储存和提供骨料。
骨料包括粗骨料和细骨料,常用的有石子、砂子等。
骨料仓通常由多个储料仓组成,每个储料仓的容积和类型不同,根据需要可以进行组合使用。
2. 水泵和水箱水泵和水箱是混凝土配料系统中的另外两个重要组成部分。
水泵主要用于将水从水箱中抽出并送入混凝土搅拌机中,保证混凝土的配比准确。
水箱的容积需要根据生产需要进行设计,通常容积较大,可以储存大量的水。
3. 水称水称用于计量混凝土中所需的水的重量。
水称通常由水箱、水泵、流量计和控制系统组成,可以根据需要进行调节和控制。
4. 水泥仓水泥仓主要用于储存水泥,并将其输送到混凝土搅拌机中。
水泥仓通常由多个储料仓组成,每个储料仓的容积和类型不同,根据需要可以进行组合使用。
5. 水泥秤水泥秤用于计量混凝土中所需的水泥的重量。
水泥秤通常由水泥仓、流量计、控制系统和传感器等组成,可以根据需要进行调节和控制。
6. 混凝土搅拌机混凝土搅拌机是混凝土配料系统中最为重要的组成部分,其作用是将骨料、水泥、水和其他辅助材料混合均匀,生成混凝土。
混凝土搅拌机通常由搅拌筒、电动机和控制系统组成,可以根据需要进行调节和控制。
7. 辅助材料仓辅助材料仓用于储存和提供混凝土中所需的辅助材料,例如膨胀剂、减水剂、防冻剂等。
辅助材料仓通常由多个储料仓组成,每个储料仓的容积和类型不同,根据需要可以进行组合使用。
8. 辅助材料秤辅助材料秤用于计量混凝土中所需的辅助材料的重量。
辅助材料秤通常由辅助材料仓、流量计、控制系统和传感器等组成,可以根据需要进行调节和控制。
基于现场总线的小型水泥生产配料控制系统
基于现场总线的小型水泥生产配料控制系统The minitype cement material blending control system based on fieldbus(河北理工大学)娄国焕张继德王建民郝成Lou,Guohuan Zhang,Jide Wang,Jianmin Hao,cheng摘要:本文介绍了一种基于现场总线的小型水泥生产配料控制系统的实现方法。
该系统采用总线技术和智能模块,不仅实现配料自动控制,而且增加了磨机负荷和故障诊断功能。
实践表明,该系统低成本,可靠性高,易于维护,操作方便,是一种较为实用的微机配料系统。
关键词:水泥;配料;现场总线;控制系统中图分类号:TQ172.614.1 文献标识码:BAbstract:This paper introduces the realization method of the minitype cement material blending control system based on fieldbus. This system uses the fieldbus and intelligent model, not only realizes the automatic control of cement material blending, but also has the functions of milling machine load and fault diagnosis. Practice shows that this system has a lower cost, higher reliability, easiest maintenance and convenient operation. It is a practical cement material blending control system.Key words:cement,material blending,fieldbus,control system1 引言目前我国中小型水泥厂在水泥生产中所占的比例越来越大,为达到节能降耗、提高质量的目的,采用现场总线技术和智能模块,设计一种低成本,可靠性高,易于维护,操作方便的新型微机配料系统,符合我国为数众多的中小水泥企业的要求。
基于模糊控制的水泥生产线配料控制系统

朱 达 荣 , 汪 萍 。 王 雅 ,
( . 肥 S 业 大 学 计 算 机 与 信 息 学 院 , 徽 合 肥 2 00 1合 - 安 30 9; 2安徽 建 筑 工 业 学 院 机械 与 电气 工程 学 院 , 徽 合 肥 2021 . 安 3 0 2
准 确 就 成 了影 响 水 泥 质 量 的关 键 因素 。
ห้องสมุดไป่ตู้
常 见 的 计 量 方 式 为 流 量 计 算 , 对 称 重 传 感 器 信 号 即 和 皮 带 运 行 速 度 的 乘 积 进 行 积 分 } 。 种 方 式 计 算 工 作 】这 1
量 大 、 量 控 制 复 杂 、 定 性 差 , 且 皮 带 秤 的 标 定 很 麻 流 稳 并
eoo cb nf. c n mi e e t i
Ke rs: cme tpo u t n l e fzy lgc c nrl b r e ig s s m ; s lt n y wo d e n rd ci i ; u z o i o t ; ud nn y t o n o e i ai mu o
中 图 分 类 号 :T 9 2 B 4 文 献 标 识 码 :A 文 章 编 号 :17 7 2 (0 0 1 — 0 8 0 64— 7 02 1 ) 7 0 9 — 3
Bu d n ng o to s s e r e i c n r l y t m i c m e t r u to l e n e n p od c i n i ba e o f z y n s d n uz
,
Ab t c : T e f z y c nr l meh d i n r d c d t r ae t — i n in 1 f zy c n r l r i h a t mai u d nn o t l sr t a h u z o t t o s i t u e o c e t wo d me s a u z o t l n t e u o t b r e i g c n r o o o oe c o
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生料配料控制既是水泥生产工艺过程控制和质量控制的关键环节,也是实现水泥生产
过程自动控制和配料方案准确实施的重要技术手段。
因此,在水泥生产中大力推广先进的生料配料控制系统,不仅能提高水泥配料质量和生产效率,而且可以减轻操作工人的劳动强度、降低生产成本。
针对我国水泥生产现状,根据中小型水泥生产的特点以及配料生产存在的自动化程
度低、实时监控性差、生产效率低等问题。
首先,本文确定以生料配料系统为研究对象,对目前水泥生料配料系统作了概述,然后从实际应用角度出发确定了由工业控制计算机和电子皮带秤组成的生料配料集散控制系统总体方案。
在此基础上,本文以称重原理和误差分析为基础,首先分析了电子皮带秤的称重原
理以及现有电子皮带秤的结构,以电子皮带秤的误差源展开分析,说明各误差产生的原因以及如何克服和减少误差的方法,提出了水泥厂实用电子皮带秤,并列举了相应的实施和验证。
证明了所选电子皮带秤有明显的优点。
本文根据水泥生料配料的工作原理提出了利用率值控制算法建立水泥生料配料控制
系统模型,该算法根据水泥生料配料要求和实时检测到的水泥生产线的生料三率值,实时计算出生料配料中各种原料的最优配料比,然后通过配料控制器来实现各种原料配料量的在线调整,从而在很大程度上解决了配料过程中存在的滞后问题,大大提高了水泥生料配料的控制精度。
关键词水泥生料配料系统电子皮带秤荧光分析仪集散控制系统
根据水泥品种、原料的物理、化学性能与具体的生产条件,确定所用原料的配合比,
称为生料的配合,简称配料。
合适的配料方案既是工艺设计的依据,又是正常生产的保证。
配料包括原料的选择、熟料的组成设计与生料配料的配料计算。
水泥厂制造硅酸盐水泥的主要原料是石灰质原料(主要提供氧化钙)和粘土质原料
(主要提供氧化硅和氧化铝),由于我国粘土质原料含氧化铁不足,使用天然原料的水泥厂,需用铁质校正原料,即采用石灰质原料、粘土质原料和铁质校正原料进行配料。
水泥厂配料的工作原理:水泥厂生料配料的首先由化验室分析工从各原料堆场(石灰
石、粘土、铁粉)取样,经过原料分析确认各物料的化学成份,化验室技术员根据化学成份,按工艺生产要求的生料中氧化钙(Ca口)和氧化铁(FeZq)的含量(CaO43.;5FeZq
2.8),通过配料公式计算得出各物料所占总体的百分比,技术员下发配料通知单给微机
配料室。
微机配料工就按照化验室技术员下的氧化钙、氧化铁指标对生料进行配料。
水泥厂生料生产的配料工作是一个非常重要的工作,生料配料的好坏决定了熟料的锻
烧操作,决定了熟料的质量。
水泥厂现在一般采用电子皮带秤配料,配好的混合料通过磨机粉磨后,由荧光分析仪分析生料的化学成分并把化验结果输送给微机控制系统,微机控制系统对分析结果进行处理并与目标值比对,输出新的配料比给配料控制器,由配料控制器调整各种物料在总量中所占的百分比,保证出磨的生料的化学成分是合格的。
〔门
1.2课题来源
近年来,随着改革开放和国民经济的不断发展,国家基础建设规模不断扩大。
水泥
-
一作为建筑工业的“粮食”,其用量不断扩大。
据国家统计局的统计,“十五”期间,
中国水泥用量占到世界水泥总用量的40%。
随着工程质量的不断提高,对水泥质量的要求也越来越高。
在既要求质量,又要求经济效益的今天,原有的水泥生产线就要求进行技
术改造,技术改造不但是原有机电设备的更新换代,也是现代先进高科技在其中的技术
应用。
在整个水泥生产中,每一个环节都会影响水泥的质量和产量。
从水泥生产工艺过程可
】
在水泥生产过程中,配料系统的作用是按照设定配比和流量控制各输入物料的瞬时
流量,从而达到控制水泥质量和产量的目的,因而配料系统的精度和效率是制约水泥生产的主要环节。
4.1.1直接数字控制系统
直接数字控制(DierctDigitalCnotorl,简称DDC)系统的构成如图4.1所示。
系统
中安排了一台中心计算机,该计算机通过输入通道对所有的配料过程中以开关量和模拟
量表达的变量进行实时数据采集,并按照预定的控制规律进行运算,然后从输出通道发
出以开关量和模拟量表示的控制信号直接控制配料执行机构,使各个被控变量达到预定
的要求,从而实现水泥生料的配料控制。
在这种控制系统中,一切信息的交换均通过中
心计算机,一旦该计算机出错,排查起来非常困难,并且将导致整个系统的瘫痪。
这种“风险集中”的结构体系导致了DDC系统在大中型过程控制系统中的低可靠性,影响了计算机技术在过程控制系统中的推广。
早期水泥生产企业采用此类型的控制系统较多,但
随着对水泥质量和生产管理要求的逐步提高,这种控制系统在现代水泥生产企业中己很
少应用。
图4.1直接数字控制系统
监督控制+数字控制分级控制系统
和其它信息监控管理整个配料过程改变DDC级计算机配料给定值;DDC级计算机根据SCC计算机设定的配料给定值,实时控制称量配料,DDC级计算机既可以是单片机,也可以是编程控制器(PLC)。
此种控制方式不但能实现生料配料的实时控制,而且能综合管理配料生产的过程,
完全弥补了直接数字控制方式的不足。
随着价格低廉、功能完善的微型机(特别是单片机) 不断推出,采用这种控制方式的配料控制系统成本越来越低,特别能满足中小型水泥生产企业的需求。
集散控制系统
如图4.3所示,集散控制(Distributed control system,简称DCS)系统按照分散控制、
集中操作、分级管理、分而自治和综合协调的设计原则,把系统从上到下分为分散过程控制级、集中操作监控级、综合信息管理级,形成分级分布式控制结构。
它的下位机通常采用PLC(或电振机配料控制器等),上位机是生料配料控制协调级(相当于SCC),综合信息管理级是生产管理计算机,上位机和下位机之间采用RS一422串行通讯网络进行通讯,形成完整的配料控制系统,配料控制计算机和生产管理计算机之间采用企业内部局域网络连接。
这种控制系统的优点在于:
系统的硬件和软件均以组件或模块的形式出现,用户只要
把这些组件和模块适当连接起来并对软件进行组态就可组成控制系统,因而易于扩展;
采用分散控制,使故障分散,再加上完善的系统自检功能使其可靠性大大提高。
由于采用此种控制方式研制的配料控制系统成本高,一般比较适合大型水泥企业的配料控制要求。
现场总线控制系统
现场总线控制系统(Field bus Control System简称FCS)的结构如图4.4所示:现场总
线系统由于采用了智能现场设备,能够把原先DCS系统中处于控制室的控制模块、各输入输出模块置于生产现场,同时现场设备又具有通讯能力,现场的测量变送仪表可以与阀门等执行机构直接传送信息,因而系统的控制功能能够不依赖控制室的计算机或控制仪表直接在现场完成,实现了真正意义上的分散控制。
由于采用数字信号代替模拟信号,因而可以在一对电线上传输多个信号,同时又为多个设备提供电源,并且现场设备以外不再需要模拟/数字(A/D)、数字/模拟(D/A)转换部件。
这种控制系统的优点在于:节省硬件数量与投资;节省安装费用;节省维护开销;用
户具有高度的系统集成主动权;提高了系统的准确性与可靠性等。
但目前智能化现场测
量、控制设备价格较高,只有极少数大型水泥企业采用此控制系统。