4铝铜异种金属冷压焊及其焊缝接头显微组织和性能
《2024年异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接问题越来越受到关注。
其中,铝、铜和钨作为重要的金属材料,在航空航天、电子工程和能源等领域有着广泛的应用。
然而,由于它们各自具有不同的物理和化学性质,实现这些金属的有效连接成为了一个挑战。
真空扩散焊作为一种可靠的焊接方法,因其能够实现在无氧、无污染的环境下进行焊接而备受关注。
本文旨在研究铝、铜和钨三种异种金属的真空扩散焊接过程及其性能。
二、研究内容1. 材料与设备本实验所使用的材料为铝、铜和钨。
采用真空扩散焊机进行焊接实验,设备主要包括真空室、加热系统、冷却系统和控制系统等。
2. 焊接工艺(1)预处理:对铝、铜和钨进行表面清洗,去除油污和氧化层,以提高焊接质量。
(2)装配:将清洗后的金属按照预设的顺序进行装配,确保各金属之间紧密接触。
(3)真空焊接:将装配好的金属放入真空室,进行真空处理,然后进行加热、保温和冷却等工艺,完成焊接过程。
3. 实验方法本实验采用扩散焊接的方法,通过改变焊接温度、时间和压力等参数,研究铝、铜和钨的真空扩散焊接性能。
采用金相显微镜、扫描电镜等手段对焊接接头的微观结构和性能进行分析。
三、结果与讨论1. 焊接接头的微观结构通过金相显微镜和扫描电镜观察发现,铝、铜和钨在真空扩散焊接过程中形成了良好的冶金结合。
接头处无明显缺陷,如气孔、裂纹等。
同时,各金属之间形成了固溶体和金属间化合物等结构,提高了接头的强度和硬度。
2. 焊接温度对焊接性能的影响实验结果表明,随着焊接温度的提高,铝、铜和钨之间的扩散速度加快,接头强度逐渐提高。
然而,过高的温度可能导致接头处出现晶粒长大和过烧等现象,降低接头性能。
因此,存在一个最佳的焊接温度范围。
3. 焊接压力对焊接性能的影响适当的焊接压力有助于提高铝、铜和钨之间的接触面积和紧密度,从而提高接头强度。
然而,过大的压力可能导致金属发生塑性变形或产生残余应力,影响接头性能。
焊接能量对铝_铜超声波焊接接头显微组织的影响_李东
表面压痕深度不断增加. 大的压痕深度可以增加焊 头与工件之间剪切力的传递,从而有效的传递超声 波焊机产生的振动,将焊接能量传递给工件. 2. 2 对塑性变形的影响
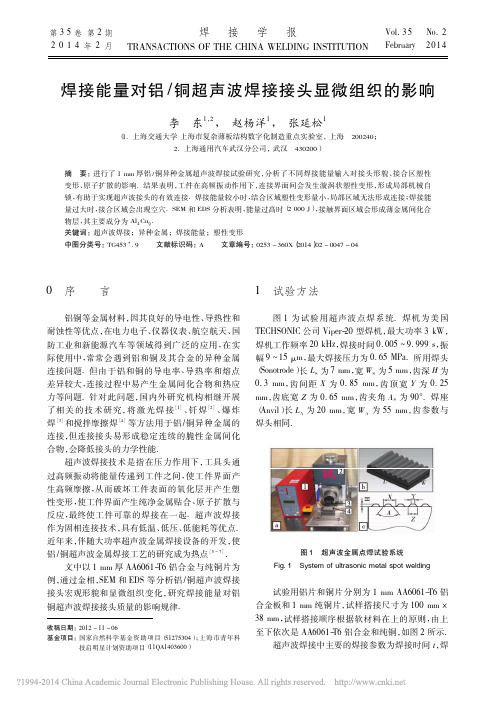
图 4 是 不 同 焊 接 能 量 下 焊 缝 的 微 观 组 织,由 图 4可知,铝、铜界面在摩擦作用下,发生了明显的
第2 期
李 东,等: 焊接能量对铝 / 铜超声波焊接接头显微组织的影响
第3 5卷 第2期
焊接学报
2 0 1 4 年 2 月 TRANSACTIONS OF THE CHINA WELDING 5 No. 2 February 2 0 1 4
焊接能量对铝 /铜超声波焊接接头显微组织的影响
李 东1,2 , 赵杨洋1 , 张延松1
( 1. 上海交通大学 上海市复杂薄板结构数字化制造重点实验室,上海 200240; 2. 上海通用汽车武汉分公司,武汉 430200)
图 4 不同焊接能量下焊接界面金相组织 Fig. 4 Microstructure of welding seam at different energies
完全连接并且接缝处无缺陷,焊接接头最好. 2. 3 对金属间化合物的影响
超声波异种金属焊接过程中,接触界面金属间 化合物的产生会对接头强度和质量产生较大影响. 故采用 SEM 和 EDS 来检测焊接界面处的金属间化 合物. 焊接能量为 500 J 或 1 000 J 时,SEM 图像放 大 5 000 倍后,仍未发现明显金属间化合物层. 对该 区域的 EDS 线扫描结果显示,在 该 原 子 扩 散 层 中 铝、铜元素的原子含量从 0 到 100% 连续、平稳的过 渡. 该结果证实在铝铜接触界面处尚未形成稳定的
[3] Ouyang J,Yarrapareddy E,Kovacevic R. Microstructural evolution in the friction stir welded 6061 aluminum alloy ( T6-temper condition) to copper[J]. Journal of Materials Processing Technology,2006,172( 1) : 110 - 122.
铜铝异种金属钎焊接头的电化学腐蚀性能研究

铜铝异种金属钎焊接头的电化学腐蚀性能研究【摘要】通过电化学Tafel曲线的测试,在室温3.5%氯化钠溶液中,对铜铝异种金属钎焊接头的电化学腐蚀性能进行了研究。
结果表明:在钎焊过程中,施加一定压力,在一定的保温温度下,延长保温时间,可以提高接头的耐腐蚀性能。
【关键词】异种金属;焊接接头;腐蚀;电化学The Research on Corrosion of Dissimilar Metal Connections of Copper and AlloyZHU Xiao-ou WANG Xiao-li LU Peng-cheng LUO Chang(School of Materials Science and Engineering,Jiangsu University of Science and Technology,Zhenjiang Jiangsu,212003,China)【Abstract】The electrochemical corrosion properties of welded joints of Dissimilar Metal Connections of Copper and Alloy were studied by measuring Tafel polarization curves. The results shows that the corrosion resistance of welded joint is better if imposed appropriate pressure and if made it in the longer holding time under the certain temperature.【Key words】Dissimilar metal;Welded joint;Electrochemical corrosion随着异种金属连接技术的发展,铝铜钎焊接头由于具有优良的力学性能和导电性能,被广泛地用于电气工程,制冷和供暖设备,以及其他需要铝铜连接的各个领域。
《Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究》范文

《Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究》篇一Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究一、引言随着现代工业的快速发展,异种合金的焊接技术在汽车制造、航空航天等重要领域的应用日益广泛。
特别是镁(Mg)和铝(Al)两种轻质合金的焊接,因其具有优异的物理和机械性能,受到了广泛关注。
本文旨在研究Mg/Al异种合金揽拌摩擦焊接头的组织与性能,为实际应用提供理论依据。
二、实验材料与方法1. 材料选择本实验选用的材料为Mg合金和Al合金,具有不同的成分和物理性能。
2. 焊接方法采用揽拌摩擦焊技术对Mg/Al异种合金进行焊接。
该技术通过摩擦热和压力使两种金属材料在界面处达到冶金结合。
3. 实验过程详细描述实验过程,包括焊接参数的设置、操作步骤等。
三、焊接接头的组织结构1. 宏观结构通过金相显微镜观察焊接接头的宏观结构,包括焊缝、热影响区和母材等部分。
2. 微观结构利用扫描电子显微镜(SEM)和高分辨率透射电子显微镜(HRTEM)观察焊接接头的微观结构,包括晶粒形态、相组成等。
3. 相组成与分布通过X射线衍射(XRD)技术分析焊接接头中各相的组成及分布情况。
四、焊接接头的性能研究1. 力学性能通过拉伸试验、硬度测试等方法,评估焊接接头的力学性能,包括抗拉强度、屈服强度和延伸率等。
2. 耐腐蚀性能通过浸泡试验、电化学测试等方法,研究焊接接头的耐腐蚀性能。
3. 热稳定性通过高温暴露试验,研究焊接接头在高温环境下的热稳定性。
五、结果与讨论1. 组织结构分析结果详细描述实验中观察到的组织结构特点,包括晶粒形态、相组成及分布等。
2. 性能研究结果对力学性能、耐腐蚀性能和热稳定性进行定量分析,并与其他焊接方法进行比较。
3. 讨论与解释结合实验结果,分析Mg/Al异种合金揽拌摩擦焊接头的组织与性能特点,探讨其影响因素及作用机制。
六、结论与展望1. 结论总结总结本文的研究成果,包括组织结构特点、性能优势等。
2. 存在的问题与改进建议指出研究中存在的问题和不足,提出改进建议和进一步的研究方向。
铝铜异种金属冷压焊及其焊缝接头显微组织和性能

时 。由于 铝 和 铜 的 结 合 面 不发 生 熔 化 ,所 以将 不 产 生 与 熔化 和 凝 固相 关 的 焊 接 缺 陷 。 因此 相 对 来 说 ,冷 压 焊 容 易 获得 质 量 较
高的焊缝接头。 1 . 冷 压 焊 的 焊 接特 点 2 冷 压 焊 时 ,焊 件 在 强 大 的 外 界 压 力下 ,表 面的 氧 化 膜 破 裂
维普资讯
I ・ 验 与 研究 ・ 8 试
文章 编 号 :0 20 5 2 0 )3 0 1— 3 10 - 2 X{0 7 0 - 0 8 0 -
焊 接 技 术
第3 6卷 第 3期 2 0 0 7年 6月
铝 铜 异 种 金 属 冷 压 焊 及 其 焊 缝 接 头 显 微 组 织 和 一 能 陛
目前 ,市 面 上铜 的价 格不 断上 涨 ,给 电气 工程 领 域 的各 相
关 企 业 带 来 巨 大 的 成 本 压力 。部 分 电气 产 品 或 部 件用 铝代 替 铜 可 以 降 低 材 料成 本 。 随着 铝 铜 异 种 金 属 焊 接 技术 水 平 和 焊 接 质 量 的 不 断 提 高 .将 会 使 得 以铝 代 替 铜 的 电气 产 品质 量 更 加 安 全 可 靠 。 因此 其 应 用 会 愈 来 愈 广 泛 ,并 不 断 满 足 用 户 的 使 用 需
温 立 民 . 刘 燕 , 一 ,杨 永 强。 ,卫 国强
(. 特 电 气 有 限 公 司 ,广 东 佛 山 5 80 ;2华 南 理 工 大 学 机 械 工 程 学 院 ,广 东 广 州 5 04 ) 1 顺 2 3 0 . 16 0
摘 要 :研 究 了铝 铜 异 种 金 属 冷 压 焊 的 焊 接 工 艺 , 对 铝 和 铜 的 焊 接 性 能及 冷 压 焊 的 焊 接 特 点 进 行 了分 析 。 用 冷 压 焊 进 行 了铝 铜 异 种 金 属 对接 接 头 的 焊 接 试 验 。并 对 冷 压 焊 的焊 g x 艺参 数 的 选择 进 行 了试 验 和 分 析 。 对 焊接 接 头 的 显 微 组 织 、抗 拉 强度 、抗 弯 强 度 、 电阻 性 -
Cu_Al异种金属连接的研究现状

山东大学李亚江课题组 [ 14 ] 主要对 Cu /A l异种金 属进行了真空钎焊工艺及接头组织性能研究 ,试验结 果表明 ,通过严格控制加热温度 、保温时间和真空度可 以获得界面结合紧密的 Cu /A l异种金属接头 ,接头界 面区主要由铜侧过渡区 、钎缝和铝侧过渡区组成 ,有少 量金属间化合物生成 ,这些金属间化合物对于接头的 性能有重要影响 。 1. 2 铜铝摩擦焊
Won2B ao Lee等人 [ 20 ]采用传统摩擦焊方法实现了 纯铜与 1050 铝合金的焊接 。并进一步分析了退火后 处理条件下 ,接头中铜铝金属间化合物的生长规律对 接头电阻率及力学性能的影响 。研究发现 ,金属间化 合物宽度为 21μm 时 ,其电阻率为 45μΩ ·cm ,当金属 间化合物的宽度增加至 107. 5 μm 时 ,电阻率变为 85 μΩ ·cm。抗拉强度因金属间化合物的增长而降低 ,断 裂位置也从 Al侧热影响区变为 整个金 属间化合 物层 。
南京航空航天大学薛松柏 [ 8 ] 采用火焰钎焊技术 , 实现了铜铝管的中温钎焊连接 ;采用改良的无腐蚀钎 剂和中温 钎 料 很 大 程 度 上 减 少 了 金 属 间 化 合 物 的 生 成 。苏文英等人 [ 9 ]对铜铝火焰钎焊材料进行了研究 。 但由于火焰钎焊使用钎剂 ,需焊后清理 ,且火焰钎焊操 作技术很难掌握 ,因此难以保证接头质量 。
旋转摩擦焊铝-铜接头的显微组织与力学性能
旋转摩擦焊铝-铜接头的显微组织与力学性能
陈杰;郑革;董武峰;胡天寒;丁凯;高玉来
【期刊名称】《上海金属》
【年(卷),期】2024(46)1
【摘要】利用旋转摩擦焊工艺实现了1070纯铝与T2纯铜的连接。
采用光学显微镜、扫描电子显微镜和电子探针显微分析仪对接头组织和铝-铜界面进行观察分析,并对相同工艺旋转摩擦焊的两块铝-铜接头进行锻压和弯曲试验。
结果显示:1号和2号试样在弯曲过程中分别断裂于铝-铜界面和铝侧母材。
两种试样的铝-铜界面均未观察到明显的金属间化合物。
1号和2号试样铝-铜界面处分别存在宽约1.8和2.7μm的元素过渡区。
较宽的元素过渡区可提高铝-铜界面结合强度,较窄的元素过渡区是1号试样在弯曲过程中界面断裂的主要原因。
因此,应严格控制旋转摩擦焊的工艺稳定性,以提高焊接接头的弯曲性能。
【总页数】8页(P30-37)
【作者】陈杰;郑革;董武峰;胡天寒;丁凯;高玉来
【作者单位】永固集团股份有限公司;上海大学省部共建高品质特殊钢冶金与制备国家重点实验室;上海大学先进凝固技术中心;上海大学材料科学与工程学院;上海金属零部件绿色再制造工程技术研究中心
【正文语种】中文
【中图分类】TG153.9
【相关文献】
1.搅拌头的外形和工艺参数对搅拌摩擦焊Al-Cu接头显微组织和力学性能的影响(英文)
2.搅拌摩擦焊异种AA6061-AA5086铝合金接头的显微组织与力学性能(英文)
3.Ti6242合金线性摩擦焊及焊后热处理接头显微组织与力学性能的多尺度表征
4.Super304H/T92异种钢摩擦焊焊接接头的显微组织和力学性能
因版权原因,仅展示原文概要,查看原文内容请购买。
第一节 异种金属材料焊接接头的特点及成分和组织的控制

所谓异种金属的焊接,是指各种母材的物理常数和金属组织等性质各不相同的金属之间的焊接。
异种金属的焊接主要包括三种情况:异种钢焊接(如奥氏体钢与珠光体耐热钢的焊接);异种有色金属焊接(如铜与铝、铝与钛的焊接):钢与有色金属焊接(如钢与铜、钢与铝的焊接)。
从接头形式角度来看,也有三种情况:两种不同金属母材的接头(如铜与钼的接头);母材金属相同而采用不同的焊缝金属的接头(如采用奥氏体钢焊接中碳调质钢的接头);复合金属板的接头(如奥氏体不锈复合钢板的接头)。
第一节异种金属材料焊接接头的特点及成分和组织的控制一、异种金属材料焊接接头的特点异种金属材料焊接接头和同种金属材料焊接接头的本质差异和特点,在于熔敷金属两侧焊接热影响区和母材有如下诸方面的不均匀性。
1.化学成分的不均匀性异种金属焊接时,由于焊缝两侧的金属和焊缝的合金成分有明显的差别。
随着焊缝形状、母材厚度、焊条药皮或焊剂、保护气体种类的不同,焊接熔池的行为也不一样。
因而,母材的熔化量也将随之而不同。
熔敷金属与母材熔化区的化学成分由于相互稀释也将发生变化。
由此可见,异种金属焊接接头各区域化学成分的不均匀程度,不仅取决于母材和填充材料各自的原始成分,同时也随焊接工艺而变化。
例如异种金属施焊时所用的焊接电流要尽量小,熔深要浅则受稀释的影响就小。
2.组织的不均匀性由于焊接热循环的作用,焊接接头各区域的组织也不同,而且,往往在局部的地方出现相当复杂的组织结构。
根据舍夫勒组织图(见图3-1-1)和稀释率(见图3-1-2)可以确定异种Creq (%)图3-1-1舍夫勒(schaeffler)组织图图3-1-2焊缝熔合比(稀释率φ)金属焊接接头中焊缝区的组织结构。
组织的不均匀性,决定于母材和填充材料的化学成分,同时也与焊接方法、焊道层次、焊接工艺以及焊后热处理过程有关。
若能在工艺上适当调整,可以使焊接接头的组织不均匀程度得到一定的改善。
其中,Ф按下式计算Ф=A/(A+B)=(A1+A2)/( A1+A2+B)式中B—填充材料的熔入量(用焊缝中填充材料熔化的截面面积表示);A—母材的熔人量,同样用焊缝中母材熔化的截面面积表示,A= A1+A2; A1、 A2分别为母材l、2熔入的截面面积。
Ti6Al4VCu异种金属激光焊接头组织及性能研究

Ti6Al4VCu摘要本文以Ti6Al4VCu 为基础材料,采用激光焊接的方法,研究了Ti6Al4VCu 异种金属激光焊接头的组织及性能,并通过分析实验结果,探讨了激光焊接过程中的物理化学现象以及焊接头成形的原理。
实验结果表明,Ti6Al4VCu 异种金属激光焊接头的组织结构均匀且致密,焊缝处没有明显的裂纹或夹杂物。
焊接头的强度和延展性能都非常优秀,并且耐腐蚀性能良好。
因此,Ti6Al4VCu 异种金属激光焊接头可以在航空航天、汽车制造、工程机械等领域中得到广泛的应用。
关键词:Ti6Al4VCu;异种金属;激光焊接头;组织;性能AbstractIn this paper, Ti6Al4VCu was used as the base material, and the laser welding method was adopted to study the microstructure and properties of the Ti6Al4VCu dissimilar metal laser welding joint. By analyzing the experimental results, the physical and chemical phenomena during the laser welding process and the principle of joint formation were discussed. The experimental results show that the microstructure of dissimilar metal laser welding joints is uniform and dense, and there are no obvious cracks or inclusions at the weld. The strength and ductility of the welded joints are excellent, and the corrosion resistance is also good. Therefore, the Ti6Al4VCu dissimilar metal laser welding joint can be widely used in aerospace, automobile manufacturing, engineering machinery and other fields.Keywords: Ti6Al4VCu; Dissimilar metal; Laser welding joint; Microstructure; properties1.引言激光焊接作为现代焊接技术中的一种重要方法,已经在航空、航天、汽车制造、机械制造等领域得到广泛的应用。
《2024年度异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术越来越受到重视。
其中,真空扩散焊作为一种可靠的焊接方法,被广泛应用于异种金属的连接。
本文着重研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其特性,为实际应用提供理论依据。
二、实验材料与方法1. 实验材料本实验采用纯度较高的铝、铜和钨作为研究对象。
其中,铝具有良好的塑性和延展性;铜具有良好的导电性和导热性;钨具有高熔点和优良的抗腐蚀性能。
这三种金属在许多领域都有广泛的应用。
2. 实验方法本实验采用真空扩散焊方法,将铝、铜和钨进行焊接。
首先,将待焊金属表面进行清洗,以去除油污和杂质;然后,将清洗后的金属放置在真空扩散焊机中,进行真空处理,以排除空气中的氧气和水分;最后,进行焊接。
三、实验过程与结果分析1. 焊接过程在真空环境下,加热铝、铜和钨至一定温度,使金属原子发生扩散,从而实现焊接。
在此过程中,需要控制加热速度、保温时间和冷却速度等参数,以保证焊接质量。
2. 结果分析通过观察焊接接头的微观结构,发现铝、铜和钨在真空扩散焊过程中形成了良好的冶金结合。
接头处金属原子相互扩散,形成了连续的晶界,实现了良好的冶金结合。
同时,通过对焊接接头的力学性能进行测试,发现其强度和硬度均达到了较高水平。
四、讨论1. 真空扩散焊的优点真空扩散焊具有许多优点,如焊接接头质量高、焊接过程无污染、可实现异种金属的可靠连接等。
在铝、铜和钨的焊接过程中,真空扩散焊方法能够实现这三种异种金属的冶金结合,具有良好的应用前景。
2. 焊接参数的影响焊接过程中的加热速度、保温时间和冷却速度等参数对焊接接头的质量具有重要影响。
在铝、铜和钨的真空扩散焊过程中,需要合理控制这些参数,以获得高质量的焊接接头。
此外,还需要考虑金属的物理和化学性质对焊接过程的影响。
五、结论本文研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其特性。
通过实验发现,真空扩散焊方法能够实现这三种金属的冶金结合,获得高质量的焊接接头。
异种钢焊接接头微观组织结构与性能
HUANG Kehui, ZHANG Yankui
(Jianglian Heavy Industry Group Co.,Ltd., Nanchang 330001, China)
The weld joints of T91 and 12Cr1MoVG dissimilar steels were studied by means of microstructure observation, hardness test and EPMA analysis. The results show that the hardness of weld seam and HAZ is above 425, and the supersaturated martensite structure appears in HAZ on T91 side. EPMA indicated that carbon-enriched region existed in the heat affected zone side T91 and carbon layers formed.
研究。结果表明:焊缝和热影响区硬度 V 达到 425 以上,在 T91 侧热影响区出现过饱和马氏体组织,电子探针分
析表明在 T91 侧热影响区存在碳富集区,并形成增碳层。
关键词:焊缝;异种钢;电子探针
中图分类号:TG441.7
文献标志码:A
文章编号:1005-7676 (2019) 03-0109-03
ASTM213-T91 钢的化学成分,表 2 为 12Cr1MoVG
钢的化学成分,表 3 为 T91、12Cr1MoVG 钢的常温
机械性能。
表 1 ASTM213-T91 钢的化学成分
《2024年异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术已成为许多领域的关键技术之一。
其中,真空扩散焊作为一种可靠的焊接方法,因其具有接头强度高、工艺简单等优点,在异种金属连接中得到了广泛的应用。
本文将重点研究铝、铜和钨这三种异种金属的真空扩散焊技术,探讨其焊接性能及影响因素。
二、铝、铜和钨的物理化学性质铝、铜和钨是三种常见的金属材料,具有不同的物理化学性质。
铝具有较低的密度和良好的导电性;铜具有良好的导热性和导电性;钨则具有较高的熔点和良好的耐高温性能。
这三种金属在工业应用中常常需要相互连接,因此研究其真空扩散焊技术具有重要意义。
三、真空扩散焊原理及工艺真空扩散焊是一种通过加热、加压和保温等过程使金属原子相互扩散,从而实现焊接的方法。
在铝、铜和钨的真空扩散焊过程中,首先需将待焊金属表面清洁处理,然后置于真空环境中进行加热。
在加热过程中,金属原子获得足够的能量,开始相互扩散,形成冶金结合。
最后,通过保温和冷却过程,使焊接接头达到所需的强度和性能。
四、铝、铜和钨的真空扩散焊研究1. 焊接性能研究铝、铜和钨的真空扩散焊过程中,焊接性能受多种因素影响。
首先,焊接温度是影响焊接性能的关键因素。
适当的焊接温度可以促进金属原子充分扩散,形成良好的冶金结合。
其次,保温时间也对焊接性能产生影响。
保温时间过短,金属原子扩散不充分;保温时间过长,则可能导致接头过烧,降低接头强度。
此外,焊接压力、金属表面粗糙度等因素也会对焊接性能产生影响。
2. 影响因素分析(1) 焊接温度:焊接温度对铝、铜和钨的真空扩散焊过程具有显著影响。
适当提高焊接温度可以促进金属原子充分扩散,提高接头的强度和性能。
然而,过高的焊接温度可能导致接头过烧,降低接头的耐热性和耐腐蚀性。
(2) 保温时间:保温时间对焊接过程同样具有重要影响。
保温时间过短,金属原子扩散不充分;保温时间过长,可能导致接头过烧。
因此,选择合适的保温时间对于获得良好的焊接接头至关重要。
铝-钢异种金属搅拌摩擦焊接头显微组织和力学性能研究

4 3 2 1
焊的接头拉剪强度有重要影响。 分析认为,焊接速度通过对接头宏观形貌、显
微硬度、界面层宽度和强度的影响,最终影响接头 破坏载荷。 2.2 焊缝宏观形貌
在不同焊接速度下,焊缝表面均成形美观,略 有飞边,无明显缺陷。接头宏观典型照片如图 5 所 示。不同焊接速度的 FSW 接头截面形貌如图 6 所 示,接头可分为焊核(Welding nugget)、后退侧 ( Retreating side/RS ) 和 前 进 侧 ( Advancing side/AS)。搅拌针的作用形成了焊核,搅拌针进入 钢板,形成了“洋葱瓣”状的结构[11],此结构在铝 合金内部形成了形似弯钩状的分布,其放大图如图 6(b)所示,使得铝/钢界面结合紧密。
Ahmad 等人[9]应用搅拌摩擦焊焊接 1100H24 (铝合金)和镀锌钢板,他们认为接头性能很大程 度上依赖搅拌针进入钢板的距离。当搅拌针没有接 触到钢板时,接头的破坏载荷很低,当搅拌针进入 钢板 1mm 时能显著提高接头强度。
日本大阪大学的 Y.C. Chena 等人[10]严格控制搅 拌针未进入钢板的情况下,进行了 AC4C 铝合金和 镀锌低碳钢板的连接,他们发现焊接速度对抗拉强 度和断裂位置影响较大,且界面处断裂在遗留的 Zn 和 Zn 与 Al 形成的金属间化合物之间,金属间化合 物的主要相组成为 Fe2Al5 和 Fe4Al13。
(a)1#试样(焊接速度 40mm/min) (b)2#试样(焊接速度 60mm/min) (c)3#试样(焊接速度 80mm/min)
Steel
Al Steel
Al
Steel Steel
Al Steel
Al
异种铝合金搅拌摩擦焊接头的显微组织、力学及腐蚀性能
Volume 29Number 10The Chinese Journal of Nonferrous MetalsOctober 2019DOI :10.19476/j.ysxb.1004.0609.2019.10.05异种铝合金搅拌摩擦焊接头的显微组织、力学及腐蚀性能张成行,曹宇,曹玲飞,黄光杰,朱禹龙,祝佳林,刘庆(重庆大学材料科学与工程学院,重庆400044)摘要:采用3种焊接速度(60、100和240mm/min)对5mm 厚2024和7075铝合金板材进行搅拌摩擦对接焊试验,利用电子背散射衍射(EBSD)、硬度测试、拉伸试验、扫描电镜和极化曲线测试对2024-7075异种铝合金搅拌摩擦焊接头的显微组织、力学性能及腐蚀行为进行了研究。
结果表明:接头焊核区发生动态再结晶形成细小的等轴晶。
沿板厚方向从轴肩区到底部区的平均晶粒尺寸依次减小,且焊核区不同位置处的平均晶粒尺寸均随着焊接速度的增加而减小。
异种接头焊核区不同位置形成不同类型的剪切织构,其类型随焊接速度的改变而变化。
接头焊核区硬度呈现“W ”型分布趋势,且低于母材硬度。
较低硬度值区域位于热影响区,随着焊接速度的降低,各区硬度值呈现下降的趋势。
接头强度随着焊接速度的增加而升高,焊接效率达到90.3%。
与母材相比,焊接接头焊核区的耐蚀性最差,这主要是由于异种焊接接头焊核区发生了显著的电偶腐蚀,导致较高的腐蚀电流密度。
关键词:铝合金;搅拌摩擦焊;微观组织;力学性能;腐蚀性能文章编号:1004-0609(2019)-10-2255-11中图分类号:TG146.2文献标志码:A铝合金密度低、比强度高、成型性能良好且耐腐蚀能力强,是实现航空航天、交通运输等制造领域轻量化的理想材料[1]。
作为结构材料,在实际的生产和应用中,根据实际工况的性能需求,考虑到制造工艺和成本,往往需要在不同部位选用不同的材料,因此不可避免的出现异种铝合金之间的焊接。
如在飞机制造中,就需要将7xxx 系铝合金纵梁与2xxx 系铝合金机身蒙皮连接起来[2−3]。
异种焊接实验报告(3篇)

第1篇一、实验目的本次实验旨在通过异种焊接技术,研究不同金属材料之间的焊接性能,包括焊接接头的组织结构、力学性能和耐腐蚀性能。
通过对异种焊接工艺的探索,为实际工程中的应用提供理论依据和实验数据。
二、实验材料1. 材料名称:45钢、不锈钢(304)、铝2. 材料规格:直径10mm3. 焊接材料:ER50-6焊丝三、实验设备1. 焊接电源:直流电源,可调电流和电压2. 焊接机头:气体保护焊机头3. 气体保护装置:氩气瓶,流量计4. 显微镜:光学显微镜5. X射线衍射仪:分析焊接接头的化学成分6. 拉伸试验机:测试焊接接头的力学性能四、实验方法1. 焊接工艺:采用气体保护焊进行焊接,保护气体为氩气。
焊接电流和电压根据实验材料和工作条件进行调整。
2. 焊接接头制备:将45钢、不锈钢和铝三种材料分别焊接成异种焊接接头,确保焊接质量。
3. 组织结构观察:利用光学显微镜观察焊接接头的微观组织结构,分析不同材料之间的结合情况。
4. 力学性能测试:对焊接接头进行拉伸试验,测试其抗拉强度、屈服强度和延伸率等力学性能。
5. 耐腐蚀性能测试:将焊接接头浸泡在 3.5%的NaCl溶液中,观察其耐腐蚀性能。
五、实验结果与分析1. 组织结构观察:(1)45钢与不锈钢焊接接头:焊接接头处存在明显的熔合线,两侧母材的晶粒大小存在差异,但整体上焊接接头组织较为均匀。
(2)45钢与铝焊接接头:焊接接头处存在明显的熔合线,铝侧的晶粒比钢侧的晶粒细小,表明铝在焊接过程中发生了溶解和扩散。
(3)不锈钢与铝焊接接头:焊接接头处存在明显的熔合线,两侧母材的晶粒大小存在差异,但整体上焊接接头组织较为均匀。
2. 力学性能测试:(1)45钢与不锈钢焊接接头:抗拉强度为490MPa,屈服强度为345MPa,延伸率为26%。
(2)45钢与铝焊接接头:抗拉强度为320MPa,屈服强度为250MPa,延伸率为25%。
(3)不锈钢与铝焊接接头:抗拉强度为420MPa,屈服强度为300MPa,延伸率为30%。
铝钢异种金属焊接性能的研究
2019年 第9期 热加工W焊接与切割elding & Cutting38铝钢异种金属焊接性能的研究■卢书媛,张波,王卫忠,俞璐摘要:本文以1050铝合金板和Q235镀锌板为焊接材质,以ER4043(AlSi5)焊丝作为填充金属,利用CMT 熔-钎焊技术获得了成形良好的异种金属焊接接头。
使用SEM 、EDS 及光学显微镜和拉伸试验机等设备对焊接接头的力学性能和显微组织进行了研究,结果表明:焊接接头主要由熔合区、界面区和富锌区组成。
在铝钢界面处形成了较薄的界面层,界面层向铝合金板方向呈锯齿状生长。
在对焊接接头进行拉伸试验时,接头断裂在铝母材热影响区附近,焊接接头的断裂形式为韧性断裂。
焊缝余高是否去除对焊接接头的抗拉强度影响不大。
焊接接头的结合强度达到了铝合金板母材的70%。
关键词:冷金属过渡焊;异种金属;显微组织;力学性能1. 概述近年来,随着节能减排和环保要求的提高,在保证汽车安全性能的前提下,汽车轻量化成为了汽车工业发展的重要方向。
铝以其在地球上的储量大、密度低、比强高、耐腐蚀性强等大量优点,使其在汽车轻量化进程中得到广泛应用。
当前大量交运工业都采用了“以铝代钢”的铝/钢焊接复合结构。
国内外科研工作者研究了多种铝钢焊接的方法,如扩散焊、爆炸焊、摩擦焊、熔化焊、钎焊、熔钎焊等,但存在异种材料连接强度不高或者连接方法使用范围受限等缺点。
冷金属过渡焊(CMT )是一种新型焊接技术,能够实现送丝与焊接中焊丝熔滴过渡的相互协调,具有无飞溅、热输入低和效率高等优点,有着广阔的应用前景。
铝/钢界面的金属间化合物及种类将严重影响铝/钢焊接接头性能,而影响CMT 焊接工艺性能的主要参数有:焊接电流、焊接时间、电弧电压、焊接速度和送丝速度等。
本文基于C M T 焊接工艺技术,探究了1050铝合金板和Q235镀锌板焊接接头的微观组织和力学性能。
2. 试验材料及方法选用规格为50mm ×250mm × 1m m 的1050铝合金板和Q235镀锌板作为焊接材质,焊丝选用直径为1.2mm 的ER4043(AlSi5)焊丝。
《异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业技术的快速发展,异种金属的连接技术在众多领域中具有重要应用。
真空扩散焊作为一种可靠的异种金属连接方法,具有接头强度高、无污染等优点。
本文将重点研究铝、铜和钨三种异种金属的真空扩散焊接技术,分析其焊接过程、接头性能及影响因素。
二、实验材料与方法1. 实验材料实验选用的金属材料为铝、铜和钨。
这些金属具有不同的物理和化学性质,因此其焊接过程及性能具有研究价值。
2. 实验方法采用真空扩散焊方法,对铝、铜和钨进行焊接。
首先,对金属表面进行预处理,保证其清洁度;然后,将处理后的金属置于真空环境中,进行加热、保温和冷却等过程,实现金属的扩散焊接。
三、焊接过程及接头性能1. 焊接过程在真空环境下,铝、铜和钨三种金属通过加热、保温和冷却过程实现扩散焊接。
其中,加热温度、保温时间和冷却速度等参数对焊接过程及接头性能具有重要影响。
2. 接头性能经过真空扩散焊后,铝、铜和钨的接头具有良好的力学性能和物理性能。
接头的强度、硬度、导电性和耐腐蚀性等均达到较高水平。
此外,接头处无明显的缺陷和裂纹,保证了其在实际应用中的可靠性。
四、影响因素及优化措施1. 影响因素影响铝、铜和钨真空扩散焊接的因素较多,主要包括加热温度、保温时间、冷却速度、金属表面处理等。
其中,加热温度和保温时间对焊接过程及接头性能的影响最为显著。
2. 优化措施为提高铝、铜和钨的真空扩散焊接质量,可采取以下优化措施:(1)合理控制加热温度和保温时间,以保证金属原子充分扩散;(2)对金属表面进行严格的预处理,保证其清洁度和表面质量;(3)采用合适的冷却速度,避免接头处产生过大的残余应力;(4)根据实际需求,选择合适的焊接工艺和设备,提高焊接过程的稳定性和可靠性。
五、结论本文研究了铝、铜和钨三种异种金属的真空扩散焊接技术。
实验结果表明,通过合理的工艺参数和控制措施,可以实现这三种金属的可靠连接。
接头具有较高的强度、硬度和导电性,满足了实际应用的需求。
《异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术越来越受到重视。
真空扩散焊作为一种重要的焊接技术,因其具有接头强度高、气密性好、焊接过程无污染等优点,在异种金属连接中得到了广泛应用。
本文以铝、铜和钨三种异种金属为研究对象,对它们在真空扩散焊过程中的行为和特性进行了深入研究。
二、研究背景及意义铝、铜和钨是工业中常用的金属材料,各自具有独特的物理和化学性质。
铝具有优良的导电性和轻质特性,铜具有良好的导热性和导电性,而钨则因其高熔点和优良的机械性能被广泛应用于高温领域。
然而,由于它们各自的物理化学性质差异较大,使得它们的连接成为一项技术挑战。
因此,研究铝、铜和钨的真空扩散焊具有重要的理论和实际意义。
三、研究内容1. 材料准备:选取合适的铝、铜和钨板材,对它们进行表面处理,如抛光、清洗等,以消除表面杂质和氧化物,保证焊接质量。
2. 真空扩散焊工艺:在真空环境下,对铝、铜和钨进行加热、保温和冷却,使它们在高温高压的条件下实现原子扩散,从而形成可靠的接头。
3. 微观结构分析:采用金相显微镜、扫描电镜等手段,对焊接接头的微观结构进行观察和分析,了解接头的组织形态和元素分布情况。
4. 性能测试:对接头进行拉伸、硬度等性能测试,了解接头的力学性能和耐腐蚀性能等。
四、实验结果与分析1. 微观结构观察:在真空扩散焊过程中,铝、铜和钨的原子在高温高压的条件下实现了有效的扩散。
在焊接接头处,三种金属元素形成了混合的冶金结合区域,其组织形态紧密,无明显孔洞或缺陷。
同时,元素分布均匀,无明显元素偏析现象。
2. 性能测试:经过拉伸测试,发现铝、铜和钨的真空扩散焊接头具有较高的抗拉强度和延伸率。
硬度测试表明,接头的硬度与母材相近,无明显硬度降低现象。
此外,对接头进行耐腐蚀性能测试,发现其耐腐蚀性能也较好。
五、结论本文对铝、铜和钨的真空扩散焊进行了深入研究。
实验结果表明,在适当的工艺参数下,三种异种金属在真空环境中能够实现有效的原子扩散,形成可靠的焊接接头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊件直径
,舢
2-65
裹2冷压焊主要焊接参数
焊接压力 ,MP8
铝线压缩量
铜线压缩量 ,mm
2 100
9
10
顶锻次数 ,次
4—5
2.2焊接过程 用LHJ3型冷压焊机焊接咖2.65 mm铝线和铜线,焊接工艺
过程为:用小刀去除铝线和铜线待焊部位的绝缘材料一根据线 径选择焊接模具一将待焊铝线和铜线分别插入焊机左右钳口并 预压紧一将焊机压接手柄连续下压4~5次,将接头压接在一 起一取出接头.用钳子和锉刀去除焊接飞边和毛刺。
圈绕线),常常需要折弯线材,因此要求焊缝接头在折弯时不 能产生裂纹等缺陷。 3.4接头耐温度变化性能试验
将冷压焊铝铜接头试样进行加热循环,即:室温一加热到 155 cC一保温5 h一降到室温,再加热到155℃,……,这样连 续加热循环5次后,取出试样做拉伸试验,结果铝铜接头均在 铝线侧断裂,焊缝接头未出现变脆、裂纹等异常情况。这说明
(4)易形成气孔:在高温时,铝和铜的液体能够溶解和吸 收大量的气体(如氢),冷却时,氢在铝和铜液中的溶解度迅 速下降,来不及溢出的氢在焊缝中形成气孔。
收稿日期:2006一09—07
万方数据
从上述分析中看出,采用熔焊的方法焊接铝和铜时,只有 克服铝和铜的熔点相差大、易氧化、易产生裂纹和气孔等难 题,才能获得高质量的焊缝接头。而采用固态焊接的冷压焊 时,由于铝和铜的结合面不发生熔化,所以将不产生与熔化和 凝固相关的焊接缺陷。因此相对来说,冷压焊容易获得质量较 高的焊缝接头。 1.2冷压焊的焊接特点
好,经过5次温度变化循环,焊缝接头未出现变脆、裂纹等异 常情况,接头强度也未发生异常变化。
(3)冷压焊铝铜接头在自身重力作用和均匀加热的情况 下,耐高温性能尚可,在温度500 cC以内,保温5 h不会自行 断裂。但随着加热温度的升高,接头焊缝处金属间化合物层不 断加厚,造成接头韧性降低,脆性增加。同时接头抗拉强度也 随着加热温度的升高而逐渐降低。
铝与铜异种金属的冷压焊属于固态焊接方法,与熔焊相 比。其具有焊接时结合面不发生熔化的特点,因此研究冷压焊 铝铜异种金属的焊接技术及其焊缝接头性能,对其能够较好地 应用到电气产品中具有重要意义。 1.1铝与铜的焊接性分析
(1)熔点相差大:工业纯铝的熔点为660℃。导电性很 好,仅次于铜。工业纯铜的熔点为l 083℃,具有良好的导电 性和导热性。由于铝和铜的熔点相差很大(423℃),很难同 时熔。铜和铝在液态无限互溶。而在固态下互溶有限。
18·试验与研究· 文章编号:1002—025X(2007)03一0018一03
焊接技术
第36卷第3期2007年6月
铝铜异种金属冷压焊及其焊缝接头显微组织和性能
温立民L2,刘 燕1,杨永强2,卫国强2
(1.顺特电气有限公司,广东佛山528300;2.华南理工大学机械工程学院,广东广州510640)
摘要:研究了铝铜异种金属冷压焊的焊接工艺,对铝和铜的焊接性能及冷压焊的焊接特点进行了分析。用冷压焊进行了铝铜异种金属
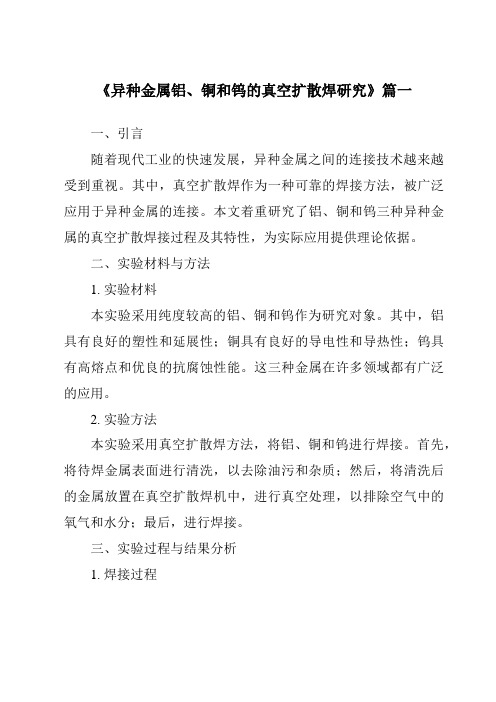
3试验结果及分析 3.1 金相显微组织观察和分析
冷压焊接头显微组织如图2所示。
图2冷压焊接头显微组织
万方数据
:苎墼兰堡茎: !!
从图2可看出,焊缝组织非常致密.焊缝结合面两侧组织 均发生滑移和变形。这种滑移和变形是在焊接挤压过程中,金 属被挤出形成飞边造成的。由于近缝区晶粒组织结构被压缩. 变得很致密,因此这部分组织的强度和韧性均得到提高。
3.2接头抗拉强度测试
铝与铜冷压焊接头抗拉强度测试结果见表3。
表3铝与钢冷压焊接头抗拉强度测试结果
焊接方法
试样
抗拉强度册Pa
断裂位置
l
70.7
冷压焊
2
77.8
均在铝线侧断裂
3
70.7
从表3中可看出。铝铜接头抗拉强度测试时,接头强度比
纯铝要高,且均在铝线侧断裂。 3.3接头抗弯强度
将冷压焊铝铜接头夹在虎钳上,焊缝在钳口上l~2 mm。 用手弯曲900,再反向弯眭180。,铝铜接头均无开裂,说明冷 压焊铝铜接头的抗弯性能良好。在电气产品加工过程中(如线
对接接头的焊接试验.并对冷压焊的焊接工艺参数的选择进行了试验和分析。对焊接接头的显微组织、抗拉强度、抗弯强度、电阻性
能、耐温度变化性能及接头耐高温性能进行了试验务分析。其结果为铝铜并种金属辉接在电气产品申的使用提供了依据。 关键词:冷压焊;铝铜异种金属焊接;显微组织;接头性能
中图分类号:田G453.4
冷压焊的铝铜接头在一定温度下的耐温度变化性能较好。变压 器、电抗器等电气产品在使用过程中,由于用电负荷在不断变 化,引起变压器、电抗器的线圈温度也在不断变化,因此要求 焊缝接头有较好的耐温度变化性能。
3.5接头电阻测试比较 在冷压焊铝铜接头上,取相同的长度(30 mm),用TG一
3960一7感性负载直阻速测欧姆计,分别测量接头(焊缝在正 中间,1/2铝,1,2铜)、纯铜线和纯铝线的室温(20℃)电阻, 结果见表4。
冷压焊时,焊件在强大的外界压力下。表面的氧化膜破裂 并被塑性流动的金属挤向焊件外部,使纯金属接触,铝铜原子 之间的距离逐渐接近,互相渗入,形成原子的混合过渡,直至 达到铝铜内部结合的程度为止。同时,铝铜的塑性变形使其金 属晶格发生滑移和变形,助长了金属中不均匀质点的相互渗 入,推动原子互换与扩散。由于变形硬化作用,使得冷压焊接 头的强度一般不低于母材。
铝铜异种金属冷压焊及其焊缝接头显微组织和性能
作者: 作者单位:
刊名: 英文刊名: 年,卷(期): 被引用次数:
温立民, 刘燕, 杨永强, 卫国强 温立民(顺特电气有限公司,广东,佛山,528300;华南理工大学,机械工程学院,广东,广州 ,510640), 刘燕(顺特电气有限公司,广东,佛山,528300), 杨永强,卫国强(华南理工大学 ,机械工程学院,广东,广州,510640)
焊接技术
第36卷第3期2007年6月
(2)冷压焊铝铜接头经不同温度处理后的抗拉强度见表5。 抗拉强度曲线如图4所示。从图中可看出,随着铝铜接头加热 温度的升高,接头的抗拉强度也逐渐下降。
裹5接头经不同温度处理后的抗拉强度
温度/℃
室温
200
300
400
500
抗拉强度,MPa
77.9
74.3
74.3
54.4
工业出版社.20014. [2】 中国机械工程学会焊接学会.焊接手册(第l卷)【M].北京:机械工
业出版社.1992. 【3] 李亚江,王娟,刘强.有色金属焊接及应用[M】.北京:化学
工业出版社.2006. [4】 顾钰熹.特种工程材料焊接[M】.辽宁沈阳:辽宁科学技术出
版社.1998.
作者简介:温立民(1959一),男,IIW国际焊接工程师,在读工程硕 士,从事焊接技术工作多年.
文献标识码:B
1 引言 目前,市面上铜的价格不断上涨,给电气工程领域的各相
关企业带来巨大的成本压力。部分电气产品或部件用铝代替铜 可以降低材料成本。随着铝铜异种金属焊接技术水平和焊接质 量的不断提高,将会使得以铝代替铜的电气产品质量更加安全 可靠,因此其应用会愈来愈广泛。并不断满足用户的使用需 要。
说明
10 51.9 从焊缝断裂
2.8
20 71.5
24 71.5
30 71.5
均在铝线侧断裂
80
重60 V/ 嚣40 蚕20
0 10
20
24
总压缩量,Illln
图1总压缩■和接头抗拉强度关系曲线
从图1中可看出。总压缩量≥20 mm时,焊缝接头抗拉强
度达到最大值并趋向一个定值,再增加总压缩量.对提高接头 强度没有帮助,只会多消耗原材料;当总压缩量过小时,接头 强度明显降低,并可能出现焊接失败。因此,对一般圆形工件
表4铝铜过渡接头电阻测试结果
铜线
铝铜接头铝线I电阻测量值,来自n205236
410
从表4中可看出:尺铜<尺铝铜接头<尺铝,满足使用要求。铝铜 接头电阻值居于纯铜线和纯铝线之间,这样避免了在电气产品 中,因为接头电阻过大导致接头温度过高,使绝缘材料加速老 化,引起短路事故的发生。 3.6接头耐高温性能试验
足够的总压缩量是保证获得合格接头的关键因素。用西2.8 mm铝线和铜线进行焊接。选择不同的总压缩量.并分别测试 其抗拉强度,观测其变化。总压缩量和接头抗拉强度关系测试 结果见表1。总压缩量和接头抗拉强度关系曲线如图1所示。
婴:!皇i2量墅:121坠婴!堂:!!塑2:i!兰旦:i塑Z
焊件直径,“
总压缩量/m“ 接头抗拉强度,MPa
(直径为d),铝和铜的总压缩量一般各取(3~4)d。 (3)焊接压力:由于塑性变形产生硬化和模具对金属的约
束力,以及工件随焊接变形的增大而被镦粗,使得焊接期末所 需的焊接压力比焊接初始时的焊接压力要大许多。因此。选择 焊接压力应以焊接期末时最大的焊接压力为准。一般铝与铜的
冷压对接焊时.焊接压力>2 00i0 MPa。冷压焊主要焊接参数见 表2。
52.6
断裂位置
在铝线侧断裂
在焊缝处断裂
100
皇 80 密60 孽40 童 20
0 室
接头热处理温度代
图4冷压焊铝铜接头经热处理后的抗拉强度
图3冷压焊铝铜接头经热处理后的金相显微组织
万方数据
4结论 (1)冷压焊铝铜接头的拉伸性能、弯曲性能和导电性能良
好。接头抗拉强度高于纯铝,接头电阻值低于纯铝的电阻值。 (2)在155℃以内,冷压焊铝锕接头耐温度变化性能良
(1)在烘炉温度达到200,300,400,500℃时,把冷压 焊铝铜接头试样固定铝端,铜端悬空,水平放入炉中进行加 热,并保温5 h。结果在500℃及以下的所有试件在烘炉中均
20·试验与研究·
没有断开。说明冷压焊铝铜接头在自身重力作用和均匀加热的 情况下,耐高温性能尚可。