SW平板切割机软件说明书
SOLIDWORKS 平板钢制工程指南说明书
SOLIDWORKS Sheet MetalDassault Systèmes SolidWorks Corporation175 Wyman StreetWaltham, Massachusetts 02451 USA© 1995-2022, Dassault Systemes SolidWorks Corporation, a Dassault Systèmes SE company, 175 Wyman Street, Waltham, Mass. 02451 USA. All Rights Reserved.The information and the software discussed in this document are subject to change without notice and are not commitments by Dassault Systemes SolidWorks Corporation (DS SolidWorks).No material may be reproduced or transmitted in any form or by any means, electronically or manually, for any purpose without the express written permission of DS SolidWorks.The software discussed in this document is furnished under a license and may be used or copied only in accordance with the terms of the license. All warranties given by DS SolidWorks as to the software and documentation are set forth in the license agreement, and nothing stated in, or implied by, this document or its contents shall be considered or deemed a modification or amendment of any terms, including warranties, in the license agreement.For a full list of the patents, trademarks, and third-party software contained in this release, please go to the Legal Notices in the SOLIDWORKS documentation.Restricted RightsThis clause applies to all acquisitions of Dassault Systèmes Offerings by or for the United States federal government, or by any prime contractor or subcontractor (at any tier) under any contract, grant, cooperative agreement or other activity with the federal government. The software, documentation and any other technical data provided hereunder is commercial in nature and developed solely at private expense. The Software is delivered as "Commercial Computer Software" as defined in DFARS 252.227-7014 (June 1995) or as a "Commercial Item" as defined in FAR 2.101(a) and as such is provided with only such rights as are provided in Dassault Systèmes standard commercial end user license agreement. Technical data is provided with limited rights only as provided in DFAR 252.227-7015 (Nov. 1995) or FAR 52.227-14 (June 1987), whichever is applicable. The terms and conditions of the Dassault Systèmes standard commercial end user license agreement shall pertain to the United States government's use and disclosure of this software, and shall supersede any conflicting contractual terms and conditions. If the DS standard commercial license fails to meet the United States government's needs or is inconsistent in any respect with United States Federal law, the United States government agrees to return this software, unused, to DS. The following additional statement applies only to acquisitions governed by DFARS Subpart 227.4 (October 1988): "Restricted Rights - use, duplication and disclosure by the Government is subject to restrictions as set forth in subparagraph (c)(l)(ii) of the Rights in Technical Data and Computer Software clause at DFARS 252-227-7013 (Oct. 1988)."In the event that you receive a request from any agency of the U.S. Government to provide Software with rights beyond those set forth above, you will notify DS SolidWorks of the scope of the request and DS SolidWorks will have five (5) business days to, in its sole discretion, accept or reject such request. Contractor/ Manufacturer: Dassault Systemes SolidWorks Corporation, 175 Wyman Street, Waltham, Massachusetts 02451 USA.Document Number: PMT2306-ENGContents IntroductionAbout This Course . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Prerequisites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Using this Book . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2About the Training Files. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Training Templates. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Accessing Training Templates in SOLIDWORKS . . . . . . . . . . . . 3Conventions Used in this Book . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4Windows OS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5Use of Color . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5More SOLIDWORKS Training Resources. . . . . . . . . . . . . . . . . . . . . . 5Local User Groups . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 Lesson 1:Basic Flange FeaturesWhat are Sheet Metal Parts?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Sheet Metal Methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Unique Sheet Metal Items. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Flange Method . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Base Flange/Tab . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Sheet Metal Parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Sheet Metal Thickness and Bend Radius . . . . . . . . . . . . . . . . . . . . . . 14Bend Allowance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15K-Factor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Bend Allowance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Bend Deduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Specifying the Bend Allowance. . . . . . . . . . . . . . . . . . . . . . . . . . 17iContents SOLIDWORKSii Auto Relief . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 Editing Sheet Metal Parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 Sheet Metal Bend Features. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 Flat-Pattern Feature. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 Flatten and Exit Flatten. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Toggle Flat Display . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Additional Flange Features. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Edge Flanges. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Edge Flange Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Editing the Flange Profile. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 Flange Profile Relations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 Edge Flanges on Curved Edges . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 Miter Flanges . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 Miter Flange Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 Hem Feature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 Hem Settings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 Tab Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 Cuts in Sheet Metal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37 Summary of Flange Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41 Exercise 1: Sheet Metal Bracket. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 Exercise 2: Flange Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 Exercise 3: Edit Flange Profile. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50 Exercise 4: Sheet Metal Box. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54 Exercise 5: Assorted Framing Hangers . . . . . . . . . . . . . . . . . . . . . . . 57Lesson 2:Working with the Flat PatternWorking with the Flat Pattern. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Flat Pattern Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Features for Manufacture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Corner-Trim Feature. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Corner-Trim Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Corners in the Formed State. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Closed Corner. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Closed Corner Settings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Corner Relief. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Break Corner/Corner Trim . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Producing the Flat Pattern. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Sheet Metal Cut List Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Accessing Cut List Properties. . . . . . . . . . . . . . . . . . . . . . . . . . . . 76Sheet Metal Drawings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78Flat Pattern Drawing Views . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78Flat Pattern View Properties. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81Cut List Properties as a Note . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Exporting the Flat Pattern. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83Exercise 6: Flat Pattern Settings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85Exercise 7: Working with Corners . . . . . . . . . . . . . . . . . . . . . . . . . . . 91SOLIDWORKS Contents Lesson 3:Standardizing Sheet Metal DesignsStandardizing Gauge Numbers and Bend Radii. . . . . . . . . . . . . . . . 100Standardizing Bend Allowance. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100Topics for Standardizing Parameters . . . . . . . . . . . . . . . . . . . . . . . . 100Using Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101Gauge Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101Bend Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102Bend Allowance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106Editing the Gauge Table Selection. . . . . . . . . . . . . . . . . . . . . . . 107Gauge Table Training Files . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107Defining Table File Locations . . . . . . . . . . . . . . . . . . . . . . . . . . 107Custom Sheet Metal Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111Sheet Metal Templates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115Sheet Metal Part Document Properties. . . . . . . . . . . . . . . . . . . . 117Other Part Template Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Sensors for Sheet Metal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Sheet Metal Drawing Document Properties. . . . . . . . . . . . . . . . 125Sheet Metal Tables in Drawings. . . . . . . . . . . . . . . . . . . . . . . . . . . . 130Adding a Cut List Table . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130Adding a Bend Table . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132Mapping DXF Output. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134Options for Map File. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137Exercise 8: Standardizing Sheet Metal Designs. . . . . . . . . . . . . . . . 140 Lesson 4:Additional Sheet Metal TechniquesAdditional Sheet Metal Methods . . . . . . . . . . . . . . . . . . . . . . . . . . . 142Designing from the Flat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142Sketched Bend Feature. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142Jog Feature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 147Adding Features in an Unfolded State . . . . . . . . . . . . . . . . . . . . . . . 150Unfold and Fold . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150Creating Cuts in the Flat Pattern. . . . . . . . . . . . . . . . . . . . . . . . . 153Swept Flange. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153Swept Flange Flat Pattern Options. . . . . . . . . . . . . . . . . . . . . . . . . . 155Lofted Bends. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157Bent Lofted Bends . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157Bent Bend Region Options. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158Formed Lofted Bends. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161Formed Bend Region Options . . . . . . . . . . . . . . . . . . . . . . . . . . 163Lofted Bends in the Design Library. . . . . . . . . . . . . . . . . . . . . . . . . 165Exercise 9: Sheet Metal from Flat . . . . . . . . . . . . . . . . . . . . . . . . . . 166Exercise 10: Jogs and Hems. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 169Exercise 11: Fold & Unfold . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 176iiiContents SOLIDWORKSiv Exercise 12: Conical Swept Flange . . . . . . . . . . . . . . . . . . . . . . . . . 179 Exercise 13: Lofted Bends . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181 Exercise 14: Using Symmetry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184 Manual Relief Cut. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184 Sheet Metal Library Features . . . . . . . . . . . . . . . . . . . . . . . . . . . 190Lesson 5:Converting to Sheet MetalSheet Metal Conversion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194Insert Bends Method. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194Adding Rips . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 195Insert Bends . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 196Associated Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 198Switching Between States. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199Making Changes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199Welded Corner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 203Converting Cones and Cylinders . . . . . . . . . . . . . . . . . . . . . . . . . . . 205Convert to Sheet Metal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 210Convert to Sheet Metal Settings. . . . . . . . . . . . . . . . . . . . . . . . . 212Using Rip Sketches. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 216Exercise 15: Working with Imported Geometry. . . . . . . . . . . . . . . . 218Exercise 16: Unrolling a Cylinder . . . . . . . . . . . . . . . . . . . . . . . . . . 220Exercise 17: Convert to Sheet Metal Practice . . . . . . . . . . . . . . . . . 225Exercise 18: Convert with Rips . . . . . . . . . . . . . . . . . . . . . . . . . . . . 226Exercise 19: Sheet Metal Hopper. . . . . . . . . . . . . . . . . . . . . . . . . . . 228 Lesson 6:Multibody Sheet Metal PartsMultibody Sheet Metal Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234Tools to Create Multibody Sheet Metal Parts. . . . . . . . . . . . . . . 235Multibodies with Base Flange . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235Sheet Metal Parameters for Multibodies . . . . . . . . . . . . . . . . . . . . . 238Solid Body Feature History . . . . . . . . . . . . . . . . . . . . . . . . . . . . 238Cut List Item Properties for Multibodies . . . . . . . . . . . . . . . . . . . . . 239Flat Pattern Drawing Views for Multibodies . . . . . . . . . . . . . . . . . . 240Cut List Balloon Annotations. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244Exporting to DXF/DWGs with Multibodies. . . . . . . . . . . . . . . . . . . 247Convert with Multibodies. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 248Hiding and Showing Bodies. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 250Hide and Show . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 250Hide/Show Bodies Command. . . . . . . . . . . . . . . . . . . . . . . . . . . 250Isolate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 250The Display Pane . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 251Sensors for Multibody Parts. . . . . . . . . . . . . . . . . . . . . . . . . . . . 253SOLIDWORKS ContentsUsing Split with Sheet Metal Parts. . . . . . . . . . . . . . . . . . . . . . . . . . 255Patterning for Multibodies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 257Using Edge Flanges to Merge Bodies. . . . . . . . . . . . . . . . . . . . . . . . 260Interfering Bodies. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 261Combining Sheet Metal with Other Bodies . . . . . . . . . . . . . . . . . . . 263Assigning Materials to Bodies . . . . . . . . . . . . . . . . . . . . . . . . . . 264Exercise 20: Toolbox . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 266Exercise 21: Mirroring and Merging Bodies . . . . . . . . . . . . . . . . . . 280Exercise 22: Sheet Metal Trailer . . . . . . . . . . . . . . . . . . . . . . . . . . . 285 Lesson 7:Forming Tools and GussetsSheet Metal Forming Tools. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 300How They Work. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 300Forming Tools in the Design Library . . . . . . . . . . . . . . . . . . . . . . . . 301The Forming Tools Folder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 301Using an Existing Forming Tool . . . . . . . . . . . . . . . . . . . . . . . . 303Form Tool Feature Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304Form Tool Features in the Flat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306Part Document Properties. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306Custom Forming Tools. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 308Split Line. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 309Forming Tool Feature. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 310Legacy Behavior for Forming Tools. . . . . . . . . . . . . . . . . . . . . . . . . 314Form Tools in Drawings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 314Punch Tables and Punch ID . . . . . . . . . . . . . . . . . . . . . . . . . . . . 314Sheet Metal Gusset. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 317Exercise 23: Customizing a Forming Tool. . . . . . . . . . . . . . . . . . . . 320Exercise 24: Sheet Metal Gusset . . . . . . . . . . . . . . . . . . . . . . . . . . . 329 Lesson 8:Additional Sheet Metal FunctionsAdditional Sheet Metal Functions . . . . . . . . . . . . . . . . . . . . . . . . . . 332Cross-Breaks. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332Cross Break Settings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333Cross Breaks in Drawings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 334Vent Features. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 336Fill Pattern. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 338Mirror Part . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 340Tab and Slot . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343Process Plans. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 348Exercise 25: Vent Cover. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 352vContents SOLIDWORKS Appendix A:Sheet Metal TablesTables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 358The Sample Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 358Templates and Other Tables. . . . . . . . . . . . . . . . . . . . . . . . . . . . 358Customizing Tables. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 359K-Factor Ratio Tables. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 360 vi。
Mastercam for SolidWorks产品说明书

LATHE MILL-TURN WIRE ROUTER MASTERCAM forMILL DESIGNSOLIDWORKS®DYNAMIC (2)FINISH (3)MILL (4)LATHE ............................................8MILL-TURN (10)WIRE (12)ROUTER (14)MASTERCAM forSOLIDWORKS® (16)DESIGN (20)SPECIALIZED APPS (22)VERTICAL SOLUTIONS (23)TRAINING (24)BE A PART OF THE LARGEST CAM NETWORK ON THE PLANETOver 430 sales and support offices worldwide98 countriesprovide local training services, technical support Most widely-usedCAD/CAM softwarein the world Industry leaders in education, aerospace, automotive, consumer, medical, and more Over 250,000seats installedSocial media interactionand a wealth of knowledge just a click away1WITH DYNAMIC 234(FBM) automatically programsautomatically clean out material left from previous operations.recision chip control for a wide set of tools, plus specializedHigh Efficiency Machining Mastercam’s 2D toolpaths deliver easy and optimizedpocketing, contouring, drilling, facing, and much more.6From the smallest medical partto the largest production mold,Mastercam ensures efficientroughing and precision finishingfor any part file.7Mastercam Lathe lets you move the same part file between millingand turning operations with ease and confidence.8allowing you to perform turningThe most widely-used CAD/CAM software in the world gives you the confidence to automate your complex programs on today’s high-powered, multi-streamed, multitasking machining centers. Program it right the first time, every time.Mastercam gives your shop the best possible foundation for fast, efficient wire EDM cutting. Mastercam Wire delivers powerful comprehensive wirepathsin a streamlined, easy-to-use interface.THE MASTERCAM DIFFERENCE. Having the best software is only oneSIMPLE OR COMPLEX, WE MAKE The most widely-used CAD/CAM software in the world is now the most dynamic.Mastercam’s embedded Dynamic Motion technology dramatically shortens production times while extending the life of your machine and tools.Mastercam Router is rich in features yet still simple and intuitive to use.Mastercam Router offers solutions for allyour shop’s wood or composite challenges — 2D, 3D, or multiaxis.FLEXIBLE AND EXPANDABLE.Part and toolpath nesting increase project yields and profitability.For more information, visit SWWith your standalone license of Mastercam Router, you now have the option of also running the corresponding version of Mastercam for SOLIDWORKS.Mastercam's active Stock Model, Toolpath Verification, andSimulation mean increased confidence on every project. And tool library support including CoroPlus® and MachiningCloud helps you make tooling decisions fast.You can choose to buy Mastercam for SOLIDWORKS alone, or you can purchase a standalone license of Mastercam Mill, Lathe, or Router and have the option of also running the corresponding version of Mastercam for SOLIDWORKS.MLRfor SOLIDWORKS19Mastercam’s streamlined CAD makes design work easier than ever.Each piece of geometry is ‘live,’ letting you quickly make modificationsuntil it’s exactly what you want.20Quickly and easily separate solid assemblies. Whether you are prepping Getting a part file from an outside sourceTM2223SpecializedCADMetrologyRoboticsShop ManagementReverse EngineeringTool Pre-settingDNC WirelessERP/MESTool Managementskills on your own schedule, use it to bolster yourresume, and get started on the path to Mastercam 2425CNC Software, Inc.671 Old Post Road Tolland, CT 06084About UsCNC Software, Inc. is dedicated to providing state-of-the-art software tools for CAD/CAM manufacturing markets. Our single focus is toprovide superior software products based on our users’ needs to solve simple to complex design and machining Mastercam® is a registered trademark of CNC Software, Inc. ©1983-2017. All rights reserved.PrimeTurning TM is a registered trademark of AB Sandvik Coromant © AB Sandvik Coromant 2017.SOLIDWORKS is a registered trademark of Dassault Systèmes Solidworks Corp. All other trademarks are property of their respective owners.。
SOLIDWORKS 2020 用户指南说明书

新增功能SOLIDWORKS 2020/Visualize内容法律声明 (11)1欢迎使用SOLIDWORKS2020 (14)主要增强功能 (15)新增功能视频 (16)性能改进 (17)SPR修复 (18)详情 (19)2用户界面 (20)标注 (20)使用鼠标绘制标注 (22)导出多个标注 (22)标注预览 (22)CommandManager菜单的更改 (23)以不同语言显示特征名称 (23)将多个连续特征拖动到文件夹中 (24)用于工具栏的增强型大型工具提示 (24)文件类型列表 (25)搜索材料 (25)触摸模式 (25)故障排除增强功能 (26)更新的帮助菜单 (27)查看最近文件 (27)“欢迎”对话框 (28)3SOLIDWORKS基础知识 (29)3D打印 (29)检查3D打印机大小 (29)3MF导出的切片数据 (30)打开文档 (32)改善从早前版本打开和保存文件时的性能 (32)从文件资源管理器或PDM库视图打开模式 (32)简化的打开选项 (33)应用程序编程接口 (33)系统选项和文档属性更改 (34)保存副本时关闭文档 (35)选择集 (36)将选择添加到选择集 (36)更新选择集中的实体 (36)指定视图方向的上方向轴 (36)4安装 (38)改进的安装管理程序下载性能 (38)安装3DEXPERIENCE Marketplace附加 (38)安装3DEXPERIENCE插件 (39)安装SOLIDWORKS PCB Viewer (39)在不安装Toolbox数据的情况下安装Toolbox软件 (40)SOLIDWORKS文件实用程序替换SOLIDWORKS Explorer (40)测试推送部署的设置 (40)5管理 (42)使用SolidNetWork许可选择SOLIDWORKS Simulation许可 (42)SOLIDWORKS CEF子流程 (43)SOLIDWORKS Rx支持SOLIDWORKS Composer和SOLIDWORKS Electrical (43)指定支持信息 (44)6装配体 (45)封套发布程序 (45)为子装配体创建封套 (46)查看封套 (47)封套发布程序PropertyManager (47)柔性零部件 (48)添加柔性零部件 (49)编辑柔性零部件的外部参考 (51)激活柔性零部件PropertyManager (51)配合 (52)宽度配合的反转对齐 (52)“快速配合”上下文工具栏 (52)阵列 (53)具有可变实例的零部件阵列 (53)镜向零部件PropertyManager (55)阵列驱动的零部件阵列 (59)大型设计审阅 (61)在大型设计审阅模式下创建和编辑零部件阵列 (61)在大型设计审阅中创建参考几何图形的配合 (62)爆炸视图 (63)爆炸视图中的自动调整零部件间距 (63)重复使用多实体零件爆炸 (64)外部参考选项 (65)隔离干涉 (65)修改Toolbox零部件的配置 (66)装配体的性能改进 (66)使用配置子集另存为副本 (66)7SOLIDWORKS CAM (67)自定义设置 (67)探测例程 (67)薄片切割 (68)锥形多点螺纹工具 (68)通用支柱生成器 (68)8SOLIDWORKS Composer (69)SOLIDWORKS Composer (69)360度捕获 (69)注解的基本附加类型 (69)BOM ID标注 (69)标注的指数形状 (70)从SOLIDWORKS文件导入外观 (70)从SOLIDWORKS文件导入爆炸视图、已保存视图和已命名视图 (70)线性箭头的嵌入文本 (70)动画库模板的只读模式增强功能 (70)支持MP4动画格式 (71)断开外部装配体链接之前的警告消息 (71)SOLIDWORKS Composer Sync (71)从SOLIDWORKS文件导入外观 (71)从SOLIDWORKS文件导入爆炸视图、已保存视图和已命名视图 (71)9出详图和工程图 (72)工程图图纸和视图的自定义比例 (72)为工程图图纸设置自定义比例 (72)为工程图视图设置自定义比例 (73)修改可用比例列表 (74)链尺寸 (74)交替位置视图 (76)出详图模式 (78)在“出详图”模式下打开工程图 (79)工程图中的渲染管道 (80)孔标注 (80)在剖面视图中添加孔标注 (80)将“全部大写”应用于尺寸和孔标注 (81)注解 (82)标识注解 (82)图纸格式上的符号 (82)装饰螺纹线 (82)为非异型孔向导孔添加标注 (82)为外部螺纹线添加标注 (83)简化标注 (84)为工程图创建标注 (85)设计库 (85)尺寸标注 (86)标注基准目标尺寸 (86)缩短的尺寸 (86)默认情况下将子视图链接到父视图 (87)保存新工程图的位置 (87)工程图性能改进 (87)10eDrawings (88)虚拟现实 (88)品质 (91)3DEXPERIENCE Marketplace中的制造模型|Make (92)支持配置特定$PRPSHEET属性 (92)3D视图中的文本比例 (93)SOLIDWORKS工程图支持 (93)eDrawings性能 (93)11SOLIDWORKS Electrical (94)引线 (94)文本引线 (95)块引线 (96)引线样式管理器 (97)最小折弯半径和折弯系数 (98)工程查看程序 (98)重新导入电线、电缆和线束的电气数据 (100)行和列的报告增强功能 (100)报告中的行高 (100)报告中的行号列 (101)用户权限管理器 (101)存档环境 (101)特征网格 (102)用户配置文件自定义 (102)12SOLIDWORKS Flow Simulation (103)海拔 (103)风扇降额 (103)公式依赖关系中的逻辑表达式 (104)13SOLIDWORKS3D Interconnect (105)导入DXF和DWG文件 (105)导入IFC文件 (105)将CAD文件插入到活动的SOLIDWORKS文件 (106)14SOLIDWORKS Manage (107)流程管理增强功能 (108)添加相关记录 (108)创建子流程 (108)项目管理增强功能 (109)项目甘特图 (109)能力和要求仪表板 (109)看板查阅器和完整Web客户端 (110)任务模板 (111)与Microsoft Outlook集成 (111)对象注释 (111)添加对象注释 (112)查看对象注释 (112)向流程阶段添加条件 (112)BOM编辑 (112)“PDM选项”选项卡 (113)编辑项目任务主题 (114)BOM比较工具的导出功能 (114)移至流程 (115)自定义过程 (115)在工作流程设计器中查看隐藏控件 (115)非活动配置零件编号 (115)记录的主要用户界面控件 (115)自定义受影响项目列表 (115)流程任务分派控件 (116)复制BOM的手动数量 (116)15SOLIDWORKS MBD (117)注解文件夹 (117)3D PMI比较 (118)DimXpert (118)注解名称格式 (118)管道螺纹和复合孔 (119)16模型显示 (120)几何体比较 (120)比较几何体 (120)实体比较PropertyManager (122)17零件和特征 (124)图形网格和网格BREP实体 (124)添加坐标轴、参考轴和参考基准面 (124)抽取图形网格实体 (126)扩展了对以下特征中网格BREP实体的支持 (132)孔 (133)定义孔直至端部的深度或直至肩部的深度 (133)异型孔向导 (133)修复圆角和倒角的缺失参考 (134)曲面 (136)创建不带故障面的等距曲面 (136)指定加厚方向 (138)18SOLIDWORKS PCB (142)重复标号 (142)与SOLIDWORKS PDM集成 (142)SOLIDWORKS PCB中的刚性-柔性支持 (143)19SOLIDWORKS PDM (144)定义子参考状态条件 (144)搜索用户界面 (145)可自定义变量-新变量列表对话框 (146)使用快速搜索 (147)SOLIDWORKS PDM性能改进 (148)改善浏览性能 (148)SOLIDWORKS PDM插件的性能改进 (148)Web2增强功能 (149)Web2中的“材料明细表”选项卡 (149)历史记录选项卡 (152)要在Web2中下载的文件列表 (152)在搜索中使用AND、OR和NOT运算符 (154)在多个变量中搜索 (157)创建搜索卡以在多个变量中搜索 (158)可调整大小的对话框 (159)从Windows资源管理器注销 (159)对搜索结果中的列重新排序 (159)在打印任务中缩放纸张大小 (159)过渡文件时警告用户 (160)20SOLIDWORKS Plastics (161)冷却液输入边界条件 (161)从变形形状生成实体 (161)域节点 (162)增强的实体网格(自动)工作流程 (162)简化的网格创建 (162)流体、保压和冷却分析的增强功能 (163)基于几何体的边界条件 (163)旧Plastics仿真算例 (164)材料库更新 (164)3D ContentCentral中的塑料材料数据库 (166)Plastics教程 (167)算例创建和管理 (167)虚拟模具设计 (167)21线路设计 (169)平展线路中的3D线路更改 (169)电气覆盖层的颜色 (169)接头块 (170)创建多个连接点 (170)平展线路的长度引线 (171)制造样式平展线路 (171)电缆和电线的质量和密度 (172)最小折弯半径 (172)管道工程图 (173)重新导入电气数据 (173)显示/隐藏平展线路项目 (173)不带零部件的接头 (174)透明覆盖层 (175)22钣金 (176)转换到钣金 (176)薄片和槽口 (176)23SOLIDWORKS Simulation (177)折叠仿真树文件夹 (177)用于销钉和螺栓的分布式耦合 (178)草稿和高品质网格定义 (180)非线性算例的自由几何体力 (181)结果和模型文件之间的链接 (182)修复已损坏的算例 (183)Simulation Evaluator (183)仿真性能改进 (183)中侧节点处的应力平均值 (184)横梁的热载荷 (184)24草图绘制 (187)应用扭转连续性关系 (187)草图中的基准尺寸和链尺寸 (189)将2D DXF或DWG文件导入为参考草图 (189)超级修改工具 (189)侧影轮廓实体 (191)创建侧影轮廓实体 (192)侧影轮廓实体PropertyManager (193)25SOLIDWORKS Visualize (194)AMD ProRender集成 (194)AxF测量材料 (194)AR和VR的glTF导出 (195)IES光源轮廓 (195)查找IES光源轮廓 (195)向场景中添加IES轮廓光源 (195)内联渲染 (196)实例化 (197)MDL支持 (197)NVIDIA RTX支持 (198)高分辨率显示的缩放 (198)SOLIDWORKS PDM集成 (198)26结构系统和焊件 (200)基于点创建主构件的选项 (200)指定构件轮廓 (201)根据点和长度创建主构件 (201)在点之间创建主构件 (202)根据成形到点创建主构件 (202)根据方向创建主构件 (203)创建弯横梁和合并相切构件 (204)分割构件 (204)阵列和镜向支持 (206)创建结构系统特征的线性阵列 (206)将结构系统特征添加到现有特征 (208)构件和边角剪裁增强功能 (209)焊件和结构系统特征的切割清单属性 (210)法律声明©1995-2019,Dassault Systemes SolidWorks Corporation属于Dassault Systèmes SE公司,该公司位于175Wyman Street,Waltham,Mass.02451USA。
突破平板切绘机操作说明书
为了确保切割质量和最佳的生产效果在使用前务必详尽地阅读此用户手册确保安全和正确使用为了保证切绘机的安全和正确使用使用之前请通读该手册
上海突破计算机科技有限公司
感谢您使用上海突破 DE 系列切绘机。该型切绘机采用高性能控制系 统来达到高速和高精度切割操作。除了切割各种卡纸、牛皮纸、胶片及其 它介质外,还可作为绘图设备。
Y轴
突破 CAD
官网 服务热线 4001010151 7
上海突破计算机科技有限公司
X轴
第 2 章 切绘机刀具
2.1 各工具的型号及特点
在开始切割之前,掌握刀具的类型和特点非常重要,配合使用好刀具与介质,可 以获得高质量的切割效果。 切割刀如下图所示:
激光切割机图示说明

激光切割机软件使用说明(图文笔记版)一、总体功能概述⑴操作软件的三大版块:图一、ByVision主菜单操作界面。
图二、HANDLING-OPERATION操作界面图三、LaserView操作界面⑵控制按键的两个部分:图一、操控手柄。
急停按钮:当出现紧急状况的时候按下,整个系统,包括激光发生器等都会停止。
顺时针转松后用Reset键复位。
停止按钮:在不同的时候,有停止、取消、中断等不同的定义,只有在旁边的红灯亮时会起作用。
(而不亮时也可代表中止)微调按钮:常用于“原点偏移”时手动移动激光头。
方法是在手动模式下(TOOL灯应该是亮的)按住“JOG”再按一下“X+”或“Y+”此时“X+”或“Y+”旁边的灯亮,再来旋转微调旋钮。
“X+”代表X轴方向移动,“Y+”代表Y轴方向移动。
微调旋钮用于精调轴的位移,手动定位用TOOL功能:通常为开,这时只要按下“Z—”激光头就会直接下降到最低位置;而当关闭时激光头时,可以上下移动到任何位置,移动时要非常小心,因为有可能激光头会撞到钢板上。
三维方向控制按键。
特殊功能键:通常只有喷气作用(常用来检测切割气体气压)(喷气的类型与压力由“参数来确定”),当点中屏幕上的特殊功能按钮时,它就有喷油、吹压缩空气、切割脉冲方式、Z轴校正的作用。
脉冲按键:用来测试焦点位置时在胶带上打口时用。
光闸按键:用来手动切割。
方法降下Z轴,按住此键,然后再移动X、Y轴进行切割。
继续按键:在不同的时候有“确认”、“下一步”等意思。
只有在旁边的红灯亮时才图二、屏幕右侧按键。
急停按钮:用途同上。
复位按键:一但有急停后该灯会灭。
必须使用它来复位,和电柜側键的功能是一样的。
开门按键:按下会闪,可以开门,门关上后常亮,门没关上时是灭的。
停止自动操作如自动交换工作台释放切割头二、激光切割机每个版块的具体功能介绍⑴ByVision(用户名:CH 密码:1)①“MAIN(F5)”主菜单:其中包括“管理员”、“视图”、“诊断”、“清屏”、“信息”、“关闭”。
solidworks-and-mastercam自动化加工说明书

§1.零件51-1的造型与加工一、零件概述零件图如图1所示,该零件立体图如2所示。
图1图2第1页二、零件造型步骤1.启动solidworkes2007,新建零件.2.在前视基准面绘制绘制草图1 。
如下图3:图3 图43。
拉伸1.参数设置如图4,拉伸效果如图5 。
图54。
在前视基准面绘制绘制草图2 。
如下图6第2页图 6 图75.拉伸2。
参数设置如图7 ,拉伸效果如图8 。
图86。
拉伸3。
参数设置如图9 ,拉伸效果如图10 。
第3 页图9图107.切除—拉伸1.参数设置如图11 ,拉伸效果如图12 。
图11图128.保存文件,文件名为51—1。
SLDPRT。
另存文件,文件名为51-1。
x_t第4 页三、零件正面数控加工路径和NC程序1.打开CAD模型的文件(1)启动Mastercam X 软件。
(2)打开51-1。
x_t文件,导入Mastercam X中。
(3)进行坐标分析。
①选择A分析→P分析点坐标命令。
②选取若干个点,分析其坐标(如图1、2、3、4四点)各点坐标如下:1点,X =0。
0 Y=0.0 Z=15.02点,X=90.0 Y=—4。
94874 Z= 15.03点,X=125.0 Y= 0。
0 Z=5。
04点,X=116.79327 Y=162。
35558 Z=5。
0图13③综合ABCD四点坐标及其位置,把A点定为弓箭原点只需将整个图形向下移动15mm.(4)图形平移。
①选择X转换→T平移命令②选取移动;ΔZ=-15.0→确定③再作与步骤(3)相同的点坐标命令。
发现A点已是坐标原点。
2。
初始设置(1)选择机床设备。
M机床类型→M2D\MCAMX\CNC_MACHINES\MILL3-AXIS VMC.MMD(立式3轴数控铣床).(2)设置毛坯尺寸。
材料设置→边界盒→延伸量X:1.0 Y:1。
0 Z:1.0,单击。
3。
面铣削(1(2)刀具路径→平面铣削→选取串连(190×230矩形框)。
切割机说明书

切割机操作方法与注意事项今天中国标识网小编为您总结了一篇关于切割机操作方法与注意事项的文章,供大家参考,以下是详细内容:一、切割前准备(一)、使用前必须认真检查设备的性能,确保各部件的完好性。
(二)、电源闸刀开关、锯片的松紧度、锯片护罩或安全挡板进行详细检查,操作台必须稳固,夜间作业时应有足够的照明亮度。
(三)、使用之前,先打开总开关,空载试转几圈,待确认安全无误后才允许启动。
(四)、操作前必须查看电源是否与电动工具上的常规额定220va电压相符,以免错接到380va的电源上。
二、切割注意事项(一)、切割机工作时务必要全神贯注,不但要保持头脑清醒,更要理性的操作电动工具。
严禁疲惫、酒后或服用兴奋剂、药物之后操作切割机。
(二)、电源线路必须安全可靠,严禁私自乱拉,小心电源线摆放,不要被切断。
使用前必须认真检查设备的性能,确保各部件完好。
(三)、穿好合适的工作服,不可穿过于宽松的工作服,更不要戴首饰或留长发,严禁戴手套及袖口不扣而操作。
(四)、加工的工件必须夹持牢靠,严禁工件装夹不紧就开始切割。
(五)、严禁在砂轮平面上,修磨工件的毛刺,防止砂轮片碎裂。
(六)、切割时操作者必须偏离砂轮片正面,并戴好防护眼镜。
(七)、严禁使用已有残缺的砂轮片,切割时应防止火星四溅,并远离易燃易爆物品。
(八)、装夹工件时应装夹平稳牢固,防护罩必须安装正确,装夹后应开机空运转检查,不得有抖动和异常噪声。
(九)、中途更换新切割片或砂轮片时,不要将锁紧螺母过于用力,防止锯片或砂轮片崩裂发生意外。
(十)、必须稳握切割机手把均匀用力垂直下切,而且固定端要牢固可靠。
(十一)、不得试图切锯未夹紧的小工件或带棱边严重的型材。
(十二)、为了提高工作效率。
对单支或多支一起锯切之前,一定要做好好辅助性装夹定位工作。
(十三)、不得进行强力切锯操作,在切割前要待电机转速达到全速即可。
(十四)、不允许任何人站在锯后面,停电、休息或离开工作地时,应立即切断电源。
平板切割机使用说明书[1]
![平板切割机使用说明书[1]](https://img.taocdn.com/s3/m/bdcd6a9c0975f46527d3e1cd.png)
RP-TM 平板系列电脑切割机是专为鞋样/服装/箱包/手袋行业样板切割而设计的自动化数控设备。
切割机采用了自主研发的嵌入式数控系统、美国进口的CPU 和精密的电子元件,其稳定性和操作性达到国内外领先技术水平;切割机采用进口直线导轨结合进囗同步带传动,切割精度完全达到往返原点零误差;切割速度可达60-80cm/s,安全稳定,清晰的双行液晶显示,数控界面美观大方,标准I/O 接口,支持HP-GL 和GP-GL 格式,可连接任意CAD 软件,操作简单易学;目前已广泛使用于制鞋、服装、箱包手袋等行业的样板切割。
RP-TM flatbed series computer cutter is an automated numerical control equipment specially designed for cutting patterns of shoes/garment/case/handbag industry. It adopts a self-developed embedded numerical control system, as well as CPU and precise electronic components imported from the U.S., with its stability and operability reaching a leading technical level at home and abroad. The cutter adopts imported linear rail combined with imported synchronous belt drive, offering a complete zero error cutting prevision for traveling from and to the zero point. The cutting speed can reach up to 60-80cm/s. It is safe and stable, with clear double-line LCD, elegant numerical control interface, standard I/O interface, and supports HP-GL and GP-GL format. The cutter can be connected with any CAD software, and its operation is simple and easy-to-learn. Currently, it is widely applied to the pattern cutting of such industries as shoe-making, garment, case, handbag etc.当您购买了RP-TM 电脑切割机平板系列任何机型后,请务必认真详细阅读本手册,以便您能正确和安全地使用本产品并充分了解它的性能。
SW平板切割机软件说明书
温州世维平板切割机操作说明书一、切割机软件界面切割机软件界面如图1.1所示图1.1 软件界面二、基本操作方法和基本设置:刀笔对应设置(1)笔号对应点击软件“文件”菜单,点击“PLT识别设置”菜单项,即弹出刀笔模式设置对话框,根根CAD软件设置相同刀号。
速度设定右键点击机器列表区的IP地址图2.8 右键点击IP地址如图2.8,右键点击“192.168.1.17”,就会弹出“机器设置”的对话框,如图2.9所示,图中,可以分别设置“画线速度”、“切割速度”和“空走速度”。
如果输出时需要自动打开吸风则勾选,这样每次输出时,先会打开吸风,然后等几秒,等吸风固定住纸后,机头就开始行走。
切割完毕后,吸风会自动关闭。
(如果粘胶型机器这个勾去掉,不用等待几秒钟)从软件上复位机器在机器连接电脑,并且没有在工作的情况下,点击工具栏的按钮。
三、高级设置注意:高级设置已经在出厂的时候已经设定好,非专业人士请勿修改,高级设置如果设置的不合理,可能造成机器工作不正常。
右键点击机器列表区的IP地址,弹出“机器设置”的对话框,如图2.9所示。
图中,有三个按钮:“厂商设置”,“机器设置”,和“确定”。
按“厂商设置”和“机器设置”可进入高级设置。
按“厂商设置”,弹出如图3.1所示的厂商设置界面:图3.1 厂商设置1 低中高三档速度配置说明图3.1中一共有五个选项卡,其中低速,中速和高速三个选项界面一致,分别设置切割机分别以低,中,高三档速度允许的时候的速度配置,而每档参数X,Y轴又分别有一套参数控制。
下面介绍其参数的意义:(1) X/Y轴起步速度:表示机头沿X/Y轴从静止开始运动瞬间所能允许的速度。
该速度不能过大,太大容易造成电机堵转,当然也不能太小,一般在18~40之间。
(2) X/Y轴最高速度:表示各轴分别所能允许的最大允许速度。
这个速度必须大于起步速度,但最大值推荐不要超过2000. 否则电机容易丢步。
(3) X/Y轴直线加速度:各轴电机走直线时加减速的快慢。
Cutmaster 30+ 手持平板切割机用户说明书

Cutmaster 30+ is the perfect combination of power and portability for hand-held plasma cutting machine. Plus means more, so we’ve added a user-friendly 4.3 in. TFT LCD screen and upgraded features that give you even more control and flexibility to master any cut up to 10 mm (3/8 in.). Together with the SL60 1Torch, it all adds up to the total plasma cutting package.Recommended pierce and cut capacity: 10 mm (3/8 in.)Maximum edge cut capacity: 16 mm (5/8 in.)Portable and durable with three handles and lightweight,industrial all-weather housing Bright 4.3 in. TFT LCD display with glove-friendlyadjustment knob simplifies use and provides greater control and flexibilityDual input 110-240 V, 1 ph power with automatic voltagedetection that sets max output amperage Comes with industrial SL60 1Torch featuring 2T/4Tfunction, safety trigger lock, and double-tap trigger to conserve bottled air Switch between normal and grate cutting modesAutomatic air pressure detection and post-cut air purge toexpand consumable life 40% duty cycle @ 30 A, 100% @ 20 ACutmaster Black Series consumables included for up to60% longer life Industry leading 3-year warranty on power supply and 1-year warranty on torch and leads Visit for more information.The total portable plasma cutting packageSimple and intuitive TFT LCD panelIndustryIndustrial and General Fabrication Light FabricationIndustrial Production & Manufacturing Automotive Bodies HobbyistsAgricultural Equipment HVACRepair and Maintenance PipelineTraining SchoolsSpecificationsAmperage Output10 –30 A, continuously adjustableRecommended Generator Size 4.5 kWRecommended Cut and Pierce Capacity up to 10 mm (3/8 in.)Maximum Edge Cut Capacity16 mm (5/8 in.)Open Circuit Voltage (OCV)290 VInput Voltage110 –240 VAC +/-10%, 50/60 Hz, 1phRated Duty Cycle40% @ 30 A, 100% @ 20 AAmperage Draw (at Maximum Cut Capacity)19 A @ 230 V, 20 A @ 120 V (limited output)Input Power Cable and Plug 3 m (10 ft) 1 ph12 AWG 3/C with NEMA 6-50P plugWork Lead with Ground Clamp 4 m (13 ft) 10mm2work cable with 25 mm Dinse connectionGas Requirements Compressed airOperating Temperature Range-10°to + 50°C (14 –122°F)Compressed Air Pressure Requirement90 –125 psi (6.2 –8.6 bar) (0.62 –0.86 Mpa)Compressed Air Flow Requirement80 –150 l/min (170 –350 cfh)SL60 Torch Duty Cycle100% at 30 A @ 150 l/min (350 cfh) air flowTorches –for use with Cutmaster30+SL60 1Torch (supplied)Enclosure Class IP23SCertifications CSADimensions L x W x H465 x 200 x 315 mm (18.3 x 7.9 x 12.4 in.)Weight (Including Torch)11 kg (24.25 lbs)Ordering InformationDescription Part NumberTD Cutmaster30+ Package, 120 –240 V 1 ph(NEMA 6-50 plug, 115 V1-3000-1adapters) CSA *TorchesSL60 1Torch and Lead 6.1 m (20 ft) 75°Head7-5200SL60 1Torch and Lead 15.2 m (50 ft) 75°Head7-5201*Cutmaster30+ power supply, SL60 75°torch with lead, 3 m (10 ft) work lead with ground clamp, consumables kit, regional input power plugs per above, 1/4 in.NPT air fitting. Cutmaster30+ is compatible with all 1Torch ATC torch connections.Options & AccessoriesDescription Part NumberCutting Guide Kit7-7501Circle Cutting Guide Kit7-3291Straight Line Cutting Guide7-8911Yellow Leather Lead Cover, 7.6 m (25 ft)0700009088Black Leather Lead Cover, 7.6 m (25 ft)0700009089Multi-Purpose Cart7-8888Single Stage Air Filter Kit7-7507Two Stage Air Filter Kit9-9387Wear & Spare Parts 1TorchDescriptionPart Number Cutmaster Black Series Extended Life Electrode 9-8214Electrode, SL609-8215Start Cartridge, SL609-8213Shield Cup, SL609-8218Shield Cup, SL60,Max Life9-8237Shield Cap,Gouging, Max Life (A –D)9-8241Shield Cap Deflector, Max Life (All)9-8243Cut Shield, Max Life (20 –40 A)9-8244Tip –Drag (20 A)9-8205Tip –Drag (30 A)9-8206Tip –“A” Gouging, (40 A Max), Profile: Shallow/Narrow 9-8225Torch “O” Ring 18-3487Torch “O” Ring 28-3486Stand Off Cutting Guide9-82511TORCH Consumables Parts Application GuideFor SL60and SL100manual cutting and gouging operations.DRAG SHIELD CUTTING This is an operator-friendly method of cutting while maintaining a constant standoff distance. For metal thickness greater than 6 mm(1/4 in), simply drag the shield cap in contact with the work piece. Use the shield cup body with the appropriate drag shield cap matching the current level being used. This method is not recommended for cutting light-gauge sheet metal.STANDOFF CUTTING The preferred method of cutting metal. Provides maximum visibility and accessibility. Shield cup for standoff cutting (with the torch tip 3 to 6 mm (1/8 to 1/4 in) from the work piece). Use the shield cup body together with the deflector forextended parts life and improved resistance to reflect heat. This combination provides cutting results similar to the single piece shield cup, as well as easy changeover to gouging or drag shield cutting.GOUGING A simple method of metal removal by angling the torch to a lead angle of 35°–45°and using a gouging tip.While maintaining a constant standoff distance, this allows for only a partial penetration into the work, thus removing metal from the surface. The amount of current, travel speed, standoff distance, lead angle, and tip size will determine the amount of material removed and the profile of the gouge. You can use the shield cup body with either the gouging shield cap or the shield deflector. Also, you canuse the single piece shield cap.ESAB / XA255221NA/EN11/222ESABreservestherighttoalterproductimagesandspecificationswithoutpriornotice.Productimagesmaynotbeanexactrepresentation. Step #2: Optional AccessoriesDescription Part NumberVCM 201 Cutting Machine0252-01251.8 m (6 ft) Track0212-00052.7 m (9 ft) Track0212-00193.7 m (12 ft) Track0212-0018Pinion Assembly 35 mm (1.375 in) Torch Barrel Diameter 7-2827Step #1: MechPaksDescription Part NumberMechPak, 7.6 m (25 ft) Kit7-7725MechPak, 15.2 m (50 ft) Kit7-7750Semi-Mechanized SystemsFor straight line cutting and gouging applications controlled with a simple start stop switch, ESAB’s MechPak provides everything you needto allow precision setup and control for many semi-automated applications. The MechPak is compatible with all Cutmaster plasmas thatcontain the convenient ATC torch style quick connection.。
切割机中文使用手册.
FC4200-50/60CUTTING PRO用户手册手册编号:FC4200-um-151GRAPHTEC序言感谢您选购了FC4200系列切割绘图仪。
该绘图仪与数字伺服驱动器协作,共同高速度、高精度地完成切割和绘图操作。
1.手册使用注意事项∙版权仅归本公司所有。
未经Graphtec公司预先的书面授权许可,任何人不得复制本手册的任何内容,不得将手册内容存于检索系统,也不得以任何形式或经任何途径传播手册内容。
∙本手册中的定义和其它信息可能会在不声明的情况下有所变化。
∙我们已经为了提供该产品全面而准确的信息而尽了最大的努力,如果您有什么不清楚的地方需要咨询,发现可能存在的错误,或者有什么建议,请信至销售代理商或最近的Graphtec销售商。
2.注册商标及使用权∙在此所提及的产品及品牌的名字已注册商标或它们各自公司的商标。
∙有关本手册的所有权利均归Graphtec公司所有。
∙确保安全、正确地使用∙为了确保您安全、正确地使用绘图仪,请在使用前先通读本手册。
∙读完本手册之后,请将手册放在随手可及的地方,以便在需要时能快速参阅。
∙请勿让幼儿触摸绘图仪。
∙以下描述了安全操作绘图仪的要点。
请确认已仔细阅读。
本手册中使用的约定为了促进安全、正确地使用该绘图仪,也为了防止人身伤害和财产损坏,本手册中提供了一些安全警示,它们按级别分为三类描述如下。
您应了解每一类之间的差异。
危险若未加特别说明,该类提供的信息是:极有可能会造成操作员致命或严重的伤害。
警告若未加特别说明,该类提供的信息是:可能会造成操作员致命或严重的伤害。
小心若未加特别说明,该类提供的信息是:可能会造成操作员受轻伤或绘图仪的物理损坏。
安全符号的描述该符号表示要求小心注意的信息(包括警告。
要求用户注意的要点由该符号内或符号旁的图解或文字描述。
该符号表示禁止的行为。
被禁止的行为由该符号内或符号旁的图解或文字描述。
该符号表示必须执行的动作。
该必须执行的动作由该符号内或符号旁的图解或文字描述。
F4560平板切割机用户手册说明书

1.T ap [settings] to enter the function menu of the setting page. There are:①page 1 (Camera ) (WiFi )( Post Cut Position ) (Array) (Show Point)②page 2 (Y key mode) (Go Right When Power On) (System Mode) (Scale) (LED)③page 3 (Alarm) (Screensaver) (Unit) (Language) (System Information)④(ARRAY) set to cut how many lines and columns.⑤(SHOW POINT) set the coordinate display or hide⑥(Y KEY MODE) Set the positive and negative movement in the y-axis direction .⑦(Go xx WHEN POWER ON ) set whether the carriage is automatically homing (it is invalid for flatbed cutter).⑦Press Start. The test shape, which is a square with a + inside, will be drawn on the paper and the camera will move over the test shape, take a photo, and display the photo on the control panel. If you cannot see the test shape clearly, press the LED button once so that it reads LED 50% and press the Get PIC button. Y ou should see three items in the photo: the test shape that was drawn with the pen, a red +, and the blue dashed +:(8)T ap your finger near the middle of the drawn test shape. This will move the red + to that location. Then press OK. Repeat this step until blue dashed + is near-perfectly centered in the test shape. ⑤Click the setting button on the plug-in to set the parameters required for transmission, generate and transmit files to the device;Marks generateFile Transfer interface Connecting settingU-Disk InterfaceU-Disk Content selectionOffset okOffset value istoo small Offest value is too large①the machine is real USB, no need to install driver, just connect the computer and machine directly by the USB cable. Tick “ USB”option ,①Prepare the PLT file from software, then copy it to your U disk andplug it directly into the machine. Go to machine home menu, and T ap “UDISK” , then tap “OPEN” and double click the file you want to cut ,⑤Click the setting button ( )on the plug-in to pop up the 2. Function description of setting page①(Camera) Calibrate the camera for accuracy cutting.②(WiFi ) T o connect the machine to wifi network.③( POST CUT POSTION) set the position of the carriage when the cutting finished.Operation1、The Blade Length (also called Blade Exposure) is how much blade is exposed at the bottom of the blade holder. For optimal cutting, you want this length to match the thickness of the material or be just a tiny bit Longer.1、Blade Installation1、On the main screen, tap [x +], [x -], [y +], [y -] to move the blade to the position of the material to be cut. At this time, the blade position is the origin at the lower right corner of the figure to be cut. T icon(插原点图标), then the origin setting is completed. When send file to cut, the machine will start cutting at this location.1.Prepare the File, click Icon.2.Click the color options to set creasing lines and cutting lines 4.Click [print options] and select 【cut contour 】 in [cutting tool presets]5.Click [Edit],tick [blade offset] input offset value and select [tool 1] in tool select ,then click [Apply]6.Click [fold contour] in cutting tool presets, click [Edit], uncheck [blade offset] and select[tool 0],then click [Apply]7.The 【fold contour】 should be in front of the [cut cotour] means creasing first then cutting. If not we can click the arrow the change the cutting order. Refer to below image:8.Click [save as PDF], and then click [cut] to export the PLT file3、Origin setting1. If need to pause the current cutting, tap [PAUSE] on main menuWhen the pause is effective, the background color of this key will turn red. At this time, tap [pause] again to continue cutting. When the job is paused, we can move carriage freely , When cutting is continued, 4、Pause,stop during cutting①When power on the machine , it will automatically enter to this home menu .There are two coordinate display areas, four movement keys and one coordinate clear key, six function control keys: [setting], [RECUT ],[UDISK ],[stop], [SPD/FOR] and [test].②T ap the following keys from the home menu to control themovement of the machine③T ap [←] the carriage will move to the left, and hold on this key it will continue to move to the left until the carriage been moved to the left limit switch position.④T ap 【↓】the carriage will move forward, and hold on this key it will2、【SCAN SETTINGS】①.Mark size: Default setting >10mm,if need to enlarge the scanning range ,we can tick “>15mm”②.AUTO SCAN: Default tick this option.③.INVERSE:This option can be ticked when we cut some .special reflective materials and the camera cannot read the marks.3、Calibration Process①Select SPD/FOR to select the head do you want to do calibrate.left head or right head or dual heads. If you need to use both head, then need to choose dual heads.②Insert the test pen into the head(Heads). Place the sheet of paper on the table.③Select SPD/FOR and set SPEED to ~ 8 and FORCE to ~ 30. Click on T est to verify that a square is clearly drawn. If it is too faint, increase FORCE as needed and repeat.④On the control panel, move the test pen over the sheet of paper.4、[OFFSET]①When the contour cutting is deviation,we can set this value to improve the cutting accuracy instead of re-calibrating the camera.What you‘ll need:Name of your home/office network,The password for your network,Carefully complete the following steps:①On the cutter’ control panel, tap Set and then select Wifi. ②Click on the Scan button and a list of the available networks will appear. Select your home/office Network,and then enter your PassWord then tap OK Next check the IP Address that will be assigned to the Cutter. The Skycut will automatically pick up the first three sets of digits from your router but will continue to display them as shown above. Y only need to decide if the last set, which should be defaulting to“200”, can be used. Use the “+” or “-“ buttons to make any needed changes ( 150~250)③Click on Apply and wait for several minutes while your router assigns this IP Address to the Skycut. Eventually, you will see Connected OK appear 6、Wifi connectionPower Cable Pen USB Cable Blade holder。
SolidWorks 2022完全实战技术手册说明书

图1-1 线性草图作为方向参考图1-2 文字可复制或阵列●使用数值定义坐标系:在进行零件设计和装配体设计时,可以利用数值和方向来定义坐标系的位置与旋转,如图1-3所示。
●坐标系的选择:在旧版本中,坐标系仅作为位置参考,不能作为轴、平面及点参考。
在SolidWorks2022中,新的坐标系可以选择坐标系的轴、原点和坐标平面作为建模参考,如图1-4所示。
图1-3 使用数值定义坐标系图1-4 坐标系的选择图1-5 绕两个基准面镜向图1-6 厚度分析分辨率1.1.2 SolidWorks 2022用户界面初次启动SolidWorks 2022软件,会弹出欢迎界面。
在欢迎界面中用户可以选择SolidWorks文件创建类型或打开已有的SolidWorks文件,即可进入SolidWorks 2022软件用户界面中。
如图1-7所示为欢迎界面。
图1-7 欢迎界面SolidWorks 2022用户界面极大地利用了空间。
虽然部分功能只是增强,但整体界面并没有多大变化,基本上与SolidWorks 2021的用户界面保持一致。
如图1-8所示为SolidWorks 2022的用户界面。
SolidWorks 2022用户界面中包括菜单栏、功能区、快速访问工具栏、设计树、过滤器、图形区、状态栏、前导工具栏、任务窗格及弹出式帮助菜单等内容。
图1-8 SolidWorks 2022用户界面SolidWorks 2022文件管理管理文件是设计者进入软件建模界面、保存模型文件及关闭模型文件的重要工作。
下面介绍SolidWorks 2022的管理文件的几个重要内容,如新建文件、打开文件、保存文件和关闭文件。
SolidWorks 2022,弹出欢迎界面,如图1-9所示。
欢迎界面中可以通过在顶部的标准选项卡中执行相应的命令来管理文件,还可以在界面右侧的【SOLIDWORKS资源】管理面板中来管理文件。
图1-9 SolidWorks 2022欢迎界面1.新建文件SolidWorks 2022的欢迎界面中单击标准工具栏中的【新建】按钮,或者在菜单栏中执行【文【新建】命令,或者在任务窗格的【SOLIDWORKS资源】属性面板【开始】选项区中选择【新建文档】命令,将弹出【新建SOLIDWORKS文件】对话框,如图1-10所示。
切割软件使用手册

北京神州镭神激光技术有限公司Lasersculpt软件使用手册目录第一章 Lasersculpt软件需要的硬件与软件应用环境1.1硬件环境 (3)1.2软件环境 (3)第二章 Lasersculpt软件的安装2.1全新安装 (3)2.1.1软件复制 (3)2.1.2更改软件所在文件夹属性 (6)2.1.3安装加密狗驱动 (7)2.1.4安装Driver2 (10)2.1.5在桌面上建立Lasersculpt软件的快捷方式 (12)2.2升级安装 (12)2.2.1拷贝压缩包 (12)2.2.2解压压缩包 (12)2.2.3覆盖安装 (12)第三章切割软件使用说明3.1调入文件 (13)3.2保存文件 (13)3.3“编辑”菜单及参数设置 (13)3.4“切割与雕刻”菜单 (15)3.5机床运动中的暂停 (16)3.6退出软件 (16)第一章Lasersculpt软件需要的硬件与软件应用环境1.1 硬件环境计算机推荐配置:作为机床控制计算机最突出的要求就是稳定!以此为基础,推荐如下配置。
注:控制计算机必须为台式机。
CPU: P4-2.0G Hz内存: 512M显卡:显存64M硬盘: 80G主板:华硕主板或与之相当的高稳定性品牌、型号。
主板上要有并口。
电源: 300W以上,要能够长时间稳定工作。
控制计算机尽可能不与外界连网。
如确须连网的,在运行机床前也请把网卡屏蔽,以保证机床运行环境纯净。
1.2 软件环境1)操作系统为简体中文或英文WINDOWS2000。
(Lasersculpt虽可运行在WIN98与XP下,但是稳定性均不如WIN2000)2)一定要加装可靠的杀毒软件,并及时升级,定时查杀病毒。
特别是当计算机与外界连网时,一定要密切注意病毒入侵的情况,以防因此造成的机床运行异常和数据损失。
第二章Lasersculpt软件的安装2.1 全新安装2.1.1软件复制1)将光盘驱动器中镭神软件复制到任意驱动盘(除光盘驱动器)2)假设复制到E盘2.1.2更改软件所在文件夹的属性。
切割机说明书v1.1

切割机说明书V1.11/9切割机说明书V1.1设备参数1 电源:94V-264VAC 50/60HZ2 重量:20KG3尺寸: 430(L) ×330(W) ×260(H) ㎜4切割精度:±0.1 ㎜5切割尺寸:1.0 ㎜~99,000 ㎜6切割速度:230strips/min按键说明:1.连动(Autocut):此键按一下连续切割,再按一下切割停止。
2.点切(Onecut):此键按一下机器运行一次完整切割。
3.送片(Feed):按着此键不放片材连续送,放开此键送片停止。
4.清零(Clear):此键按一下切割数量清零。
5.设置(Set):此键按一下进入设置状态,可对宽度和数量参数的修改。
6.减一(-):此键按一下切割数量减一。
7.增加(▲):在设置状态下,可对光标所在参数进行加8.减少(▼):在设置状态下,可对光标所在参数进行减在没进入设置状态按此键可以缓慢进行刀头上下运动。
9.电源开关(Power SW):机器电源总开关。
10.急停开关(Emergency):紧急停机开关,切割和送片等操作失效。
屏幕显示说明:打开电源开关液晶屏显示如图1。
宽度速度数量400100 000T:000000 Q:0000图1开机后显示的是默认参数,每次开机后都一样宽度 =400 表示切割的宽度是4mm,可以通过增加(▲)减少(▼)键进行微调。
速度 =100 表示切割的速度是100(约 340 次/分钟),数字越大表示切割越快,数字越小表示切割越慢。
数量 =0 表示当前的切割切割数量是0 条,每切割一次,此数会自动加一,按清零(Clear)键该数重新为0。
T =0 表示当前的切割数量是0 条,每切割一次,此数会自动加一,按清零 (Clear) 键无影响,但断电后该数清零。
Q=1000 表示设定连续设定片数,在连续切片中,切片数量到达Q设定片数时,会自动停止切割,清零后,按连动可以继续切割。
激光切割软件使用说明书

点击图1-12中的期限密码按钮,弹出设置期限密码对话框如图1-15所示:
根据如图1-15所示依次输入加密期数,加密时间,厂家密码,选择USB端口后,点击
保存密码按钮,弹出如图1-16所示的界面:
根据图1-16所示输入文件名,然后点击保存按钮,弹出如图1-17所示界面表示保存成功.
矢量图层(即颜色层) 不支持反色雕刻和优化扫描.
反色雕刻: 不选择反色雕刻, 则遇到位图的黑点出激光, 遇到位图的白点不出激光; 选择反色雕刻,则遇到位图的白点出激光, 遇到位图的黑点不出激光.
优化扫描: 选择优化扫描会自动调整用户设置的扫描间隔到最佳值, 使扫描效果最佳. 否则, 按照用户设置的扫描间隔扫描图形.一般都选择优化扫描.
支持PLT、AI、DXF三种格式
a.一般选择”AI”,“曲线精度”一般设置在80~100之间.精度值越大,曲线越光滑,相应的切割速度也会稍快.
注意:精度设置得太大,加工时可能会造成激光头抖动的现象,此时应该相应地设小精度值;
精度设置得太小,加工输出的曲线可能会不光滑(甚至圆弧会变成直线),此时应该相应得设大精度值
b.当选择”AI”时,输出加工发现图形有异常(如:输出时图形多了一条线段)时,可以选择”PLT”.(2)Biblioteka DXF”文件格式.a.曲线精度
一般设置在80~100之间.精度值越大,曲线越光滑,相应的切割速度也会稍快.
注意:精度设置得太大,加工时可能会造成激光头抖动的现象,此时应该相应地设小精度值;
精度设置得太小,加工输出的曲线可能会不光滑(甚至圆弧会变成直线),此时应该相应得设大精度值
⑶线与线连接精度(0-2mm)(图1-41标注3所示)的设置
当一条线的其中一个端点距离另一条线的其中一个端点的距离小于等于此值时,软件内部认为此两条线段相连.
Y-S168SW PCB切割机操作指导书

Y-S168SW PCB切割机操作指导书1. 目的文件讲述了Y-S168SW PCB切割机的基本使用方法和操作指导,工程部和生产部必须按照此文件。
2.范围本文件适用用于公司Y-S168SW PCB切割机。
3.权责3.1 生产部负责按该文件的内容来执行。
3.2 工程部负责维护、监督生产部正确操作。
4. 定义无5.内容5.1操作按鈕名稱及功能5.1.1 操作面板1)紧急停止按钮本按钮压下时,不论机器在何种情况下都会停止动作。
本开关是自锁式开关,解除时请顺时针旋转.2)开启开关按钮本按钮压下时机器电源就会开启,系统经过约15秒的开机程序后,机器会进入原点复位等待状态,此时屏幕上的原点复归按钮会闪烁。
3)开关电源按钮按钮压下时机器电源关闭。
为避免不正常关机造成机械故障请先按下屏幕主画面的关机按钮后,当屏幕出现“可以关闭电源”后才可以按下此按钮。
标准关机程序:先按下屏幕主画面的[关机]按钮,等到屏幕显示“可以关闭电源”后才可以按下後才前面的[关闭电源]按钮来关闭电源。
4)照明开关按钮:压下本按钮后会开启照明电灯的电源,再次按下本按钮则会关闭照时电灯电源。
5)右起动按钮:在执行模式下,压下本开关时右治具会向前移动到加工位置,之後机器开始依加工程式切割PCB。
6)信号灯显示机器目前状态。
(N0代表开启 OFF代表关闭)7)左启动按钮:在执行模式下压下本开关时左治具会向前移动到加工位置,之後机器开始依加工程式切割PCB。
8)通訊埠接头:用来连接電脑作为程式更新或诊断用。
9)屏幕:显示程式画面按钮及加工讯息。
10)键盘及鼠标:操作及输入资料之工具。
11)主电源开关:开启 / 关闭机器所有电源12)集尘器电源插座:提供集尘器 YSF-553之电源,输出电源为220V / 3相。
当面器关闭超过3分钟本插座电源会切断,直到机器再次启动加工時才会再度开启。
5.2 主画面当机器程序完成后屏幕会显示如图5.2之画面5.3 生产程序:机器执行原点归位后,此时机器处于正常状态,请依下列步骤执行加工程序5.3.1 确认机器加工范围內无其他杂物。
切割机操作说明

切割机操作说明F1 = [SP1] 换笔F2 = [SP2] 换半刀F3 = [SP3] 换刀F5 = [加工开始] 加工开始、暂停、继续F7 = [原点] 设置当前机器坐标为新的原点F8 = [回原点] 移动刀架到原点位置F9 = [复位] 机器复位F10 = [回对角位] 移动刀架到机器右上角位置空格键= [停止] 机器停止运动左箭头= [X-] 向左方向(X轴负方向)移动右箭头= [X+] 向右方向(X轴正方向)移动上箭头= [Y+] 向上方向(Y轴正方向)移动下箭头= [Y-] 向下方向(Y轴负方向)移动先按[SP0],刀落下,再调整它的深度作为拖刀深。
Home = 增加拖刀深度End = 减少拖刀深度PageUp =[PU] 抬当前刀具PageDown=[PD] 落当前刀具---数字小键盘---1 = [SP1] 换笔2 = [SP2] 换半刀3 = [SP3] 换刀4 = [真空] 打开或者关闭真空泵+ = 增加当前刀具之深度- = 减少当前刀具之深度* = 增加当前刀具之偏位X值/ = 减少当前刀具之偏位X值Insert = 增加当前刀具之偏位Y值Delete = 减少当前刀具之偏位Y值===切割机操作手册===1.参数配置单击按钮[配置]。
不同的口令代表不同的参数修改权限。
1.1 系统[停机位] 加工正常完成后,刀架移动到哪个位置。
当选择原地时则刀架不移动自动重复加工:当需要自动的重复加工当前页的图形时,选中[加工计数],再在产品数中输入加工次数,再输入[间隔分钟]表示两次加工的间隔时间。
输入[加工计数]为1,表示不自动重复。
配置文件:当正确的输入好各个配置选项后,单击[保存配置],再输入合适的文件名保存。
当需要调用之前的配置文件,单击[恢复配置],再选择那个文件名。
单击[恢复出厂配置],自动以出厂时调试好的参数配置。
1.2 输入加工数据之获取方式:一种为[导入方式],允许用户修改图形。
切割机中文使用手册

FC4200-50/60CUTTING PRO用户手册手册编号:FC4200-um-151错误!未指定书签。
GRAPHTEC序言感谢您选购了FC4200系列切割绘图仪。
该绘图仪与数字伺服驱动器协作,共同高速度、高精度地完成切割和绘图操作。
1.手册使用注意事项∙版权仅归本公司所有。
未经Graphtec公司预先的书面授权许可,任何人不得复制本手册的任何内容,不得将手册内容存于检索系统,也不得以任何形式或经任何途径传播手册内容。
∙本手册中的定义和其它信息可能会在不声明的情况下有所变化。
∙我们已经为了提供该产品全面而准确的信息而尽了最大的努力,如果您有什么不清楚的地方需要咨询,发现可能存在的错误,或者有什么建议,请信至销售代理商或最近的Graphtec销售商。
2.注册商标及使用权∙在此所提及的产品及品牌的名字已注册商标或它们各自公司的商标。
∙有关本手册的所有权利均归Graphtec公司所有。
∙确保安全、正确地使用∙为了确保您安全、正确地使用绘图仪,请在使用前先通读本手册。
∙读完本手册之后,请将手册放在随手可及的地方,以便在需要时能快速参阅。
∙请勿让幼儿触摸绘图仪。
∙以下描述了安全操作绘图仪的要点。
请确认已仔细阅读。
本手册中使用的约定为了促进安全、正确地使用该绘图仪,也为了防止人身伤害和财产损坏,本手册中提供了一些安全警示,它们按级别分为三类描述如下。
您应了解每一类之间的差异。
危险若未加特别说明,该类提供的信息是:极有可能会造成操作员致命或严重的伤害。
警告若未加特别说明,该类提供的信息是:可能会造成操作员致命或严重的伤害。
小心若未加特别说明,该类提供的信息是:可能会造成操作员受轻伤或绘图仪的物理损坏。
安全符号的描述该符号表示要求小心注意的信息(包括警告)。
要求用户注意的要点由该符号内或符号旁的图解或文字描述。
该符号表示禁止的行为。
被禁止的行为由该符号内或符号旁的图解或文字描述。
该符号表示必须执行的动作。
该必须执行的动作由该符号内或符号旁的图解或文字描述。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
温州世维平板切割机操作说明书
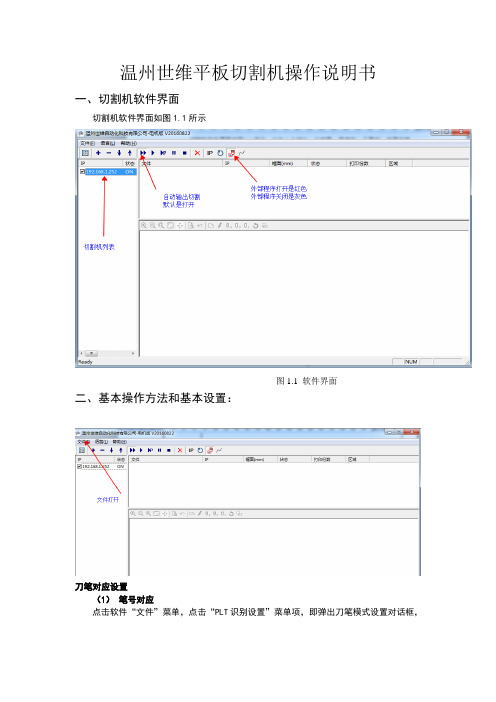
一、切割机软件界面
切割机软件界面如图1.1所示
图1.1 软件界面
二、基本操作方法和基本设置:
刀笔对应设置
(1)笔号对应
点击软件“文件”菜单,点击“PLT识别设置”菜单项,即弹出刀笔模式设置对话框,
根根CAD软件设置相同刀号。
速度设定
右键点击机器列表区的IP地址
图2.8 右键点击IP地址
如图2.8,右键点击“192.168.1.17”,就会弹出“机器设置”的对话框,如图2.9所示,图中,可以分别设置“画线速度”、“切割速度”和“空走速度”。
如果输出时需要自动打开
吸风则勾选,这样每次输出时,先会打开吸风,然后等几秒,等
吸风固定住纸后,机头就开始行走。
切割完毕后,吸风会自动关闭。
(如果粘胶型机器这个勾去掉,不用等待几秒钟)
从软件上复位机器
在机器连接电脑,并且没有在工作的情况下,点击工具栏的按钮。
三、高级设置
注意:高级设置已经在出厂的时候已经设定好,非专业人士请勿修改,高级设置如果设置的不合理,可能造成机器工作不正常。
右键点击机器列表区的IP地址,弹出“机器设置”的对话框,如图2.9所示。
图中,有三个按钮:“厂商设置”,“机器设置”,和“确定”。
按“厂商设置”和“机器设置”可进入高级设置。
按“厂商设置”,弹出如图3.1所示的厂商设置界面:
图3.1 厂商设置
1 低中高三档速度配置说明
图3.1中一共有五个选项卡,其中低速,中速和高速三个选项界面一致,分别设置切割机分别以低,中,高三档速度允许的时候的速度配置,而每档参数X,Y轴又分别有一套参数控制。
下面介绍其参数的意义:
(1) X/Y轴起步速度:表示机头沿X/Y轴从静止开始运动瞬间所能允许的速度。
该速度不能过大,太大容易造成电机堵转,当然也不能太小,一般在18~40之间。
(2) X/Y轴最高速度:表示各轴分别所能允许的最大允许速度。
这个速度必须大于起步速度,但最大值推荐不要超过2000. 否则电机容易丢步。
(3) X/Y轴直线加速度:各轴电机走直线时加减速的快慢。
这个值的推荐范围是:2000~6000
(4) X/Y轴曲线加速度:各轴电机走曲线时加减速的快慢,这个值的推荐范围是:2000~4000
(5) X/Y轴急弯加速度:各轴电机走曲线时加减速的快慢,这个值的推荐范围是:1000~3000
(6) 线加加速度:这个值就是加加速度,也就是速度的加速度。
非专业人士可能难于理解。
这个值的范围在:30000~50000之间。
按“默认”会当前选项卡中的各项参数值恢复成一个推荐的值。
2 Z轴控制
按选项卡的,可切换到如图3.2的界面。
图3.2 Z轴控制
Z轴控制选项卡中包括对Z轴的速度控制,刀笔重合控制,以及刀笔深浅控制。
以下对个参数做下说明:
(1)Z轴起步速度:Z轴电机从静止开始运动时瞬间所允许的速度。
一般在20~100之间。
(2)Z轴最大速度:Z轴电机允许的最大速度。
(3)Z轴加速度:Z轴电机的加速度。
(4)笔深,刀深,半刀深:这三个参数和键盘上的“笔深,刀深,半刀深”一致,在联机状态下,也可以在这里调这三个参数。
(5)X向刀笔差和Y向刀笔差:这两个参数用于调节刀笔重合,和键盘上的“刀笔差X,刀笔差Y”一致,不同的是这里是以毫米为单位。
在联机状态下,可以在这里调这两个参数。
(6)材料厚度:就是切割材料的厚度,以Z轴的脉冲当量为单位;大部分情况下,这个参数可设置成0,只有当切割材料很厚导致切割效果不理想的时候才需要调节。
3 其他
按选项卡的,可切换到如图3.3的界面。
图3.3 其他选项卡
以下对其他选项卡中的参数做一个介绍:
(1)原点X,原点Y:软件原点值,当在键盘上设置原点的时候,这两个值也会跟着改变。
意义是:当前原点距离复位原点的距离,以毫米为单位。
(2)传动比X,传动比Y:当切割机切割出来的图纸与实际尺寸不符合时调节这两个参数。
调节方法是:传动比X,传动比Y都设为1;然后启动切割机画一个方框,未来减小误差,
这个方框最好大一点,最好在40厘米以上;计算公式为:
传动比X = X实际值/X测量值传动比Y = Y实际值/Y测量值
(3) 扭转角:如果切割机的X轴和Y轴不是严格垂直的,那个切割出来的图形会是一个扭转一个角度,比如正方形会变成平行四边形;调节这个参数可以在不用调整机械的情况下纠正过来。
调整方法:理论上,是可以有公式根据测量结果计算的这个值;但是由于切割机的X轴和Y轴一般来说是非常垂直的,相差也是很小,所以很难测量出来。
所以不如直接使用二分法测试,先给定一个范围比如-0.01~0.01,先用这个范围的中间值0填进去,然后切割一个正方形,大致看下这个正方形满足要求没有,如果没有,再看看是往那边偏,在决定填0是大了还是小了,如果大了就可以把范围缩小至-0.01~0,如果小了就可以把范围缩小至0~0.01 …. 依次这么下去,很快就能得到一个满足要求的值。
(4)刀具补偿:就是切割刀的半径,以mm为单位。
一般到的半径在0.75左右
(5)绘图模式:点开绘图模式后面的下拉框,将会弹出“全部”、“仅画”、“仅割”、“全画”、“轮廓”五个选项。
“全部”:正常输出;
“仅画”:只把用笔画的线条输出;刀割的线条不输出;
“仅割”:只把用刀割的线条输出;笔画的线条不输出;
“全画”:把所有线条均用笔画出来。
“轮廓”:笔画的线条不输出,而刀割的线条用笔画输出。
(6)停止位置:点开停止位置后面的下拉框,将会弹出“(0,0)”、“(0,M)”、“(M,0)”、“(M,M)”四个选项。
这个参数用于设置机器切割完毕后停到切割机的那个角上去。
(0,0):X轴、Y轴均停到复位原点
(0,M):X轴停到复位原点,Y轴停到最大位置处
(M,0):X轴停到最大位置处,Y轴停到复位原点
(M,0):X轴、Y轴均停到最大位置处
(7) 旋转角度:输出时把图形旋转后再输出,可以设置成不旋转、旋转90度、旋转180度、旋转270度。
(8)镜像:设置图形输出时是否镜像。
(9)机器配置:
在图2.9中按“机器配置”,可弹出如图3.4所示的“机器配置”对话框。
下面分别对图3.4的各个参数进行解释:
(1)幅面X、幅面Y:切割机X轴和Y轴的长度,以脉冲为单位。
这两个值非常重要,它确定了移动时X,Y轴所能移动到的最大位置,也确定切割时的图形界限。
所以出厂已经调好,一般情况,客户请勿修改。
(2)起步速度:X,Y轴电机的最大允许起步速度。
单位“脉冲/秒”,推荐取值范围“800~1200”;
(3)加加速度:X,Y轴电机的最大允许加加速度。
单位“脉冲/(秒*秒*秒)”推荐取值范围“500000~2000000”;
(4)限位长度:X,Y轴电机复位的缓冲距离。
以脉冲为单位;一般在500左右,这样根据机械允许的情况设置。
(5)复位速度:X,Y轴电机复位时允许的最大速度。
单位“脉冲/秒”,一般在6000~10000之间。
(6)移动速度:X,Y轴电机移动时允许的最大速度。
单位“脉冲/秒”,一般在6000~10000之间。
(6)移动加速度:X,Y轴电机移动时允许的最大加速度。
单位“脉冲/(秒*秒)”,一般在10000~60000之间。
设置好后,按确定,如果此时机器是联机的,那么参数就会保存到主板里面。
切割机按键界面:
调节刀深:按设置――刀深(指全刀深度)――再按设置――右键(出现半刀),按上下键加减刀深,设置好再按确定
暂停键功能:机器在运行时,按一下停止,再按一下退回原点
测试键功能:按上下左右移动到某个位置按测试,会笔画、刀割一次小四方块(一般测试深
度)
试刀键功能:按上下左右移动到某个位置按试刀,刀头会向下一个动做。
可以看一下离台面高度
复位键功能:机器没在原点位置,按一下复位,机器会自动回到原点位
吸风键功能:针对真空吸咐切割机,手动开关(机器切割时自动打开吸咐不用手动)
设置键功能:里面有设置刀深,设置刀笔重合,设置切割、笔画、移动时速度低中高速。