铝合金激光冲击强化表面改性的研究进展_柳军宁
浅论铝合金表面改性技术研究进展(一)

浅论铝合金表面改性技术研究进展(一)论文关键词:铝合金;表面改性;研究进展论文摘要:综述了近年来铝合金表面改性技术取得的研究进展,重点介绍了激光熔覆、阳极氧化和等离子体微弧氧化等方法在铝合金表面制备膜层的原理、特点及研究成果,并对等离子微弧氧化技术提出了展望。
一、前言常用的铝合金表面改性技术有激光熔覆、阳极氧化、等离子微弧氧化等,有关这些方法的研究均取得了较大进步。
等离子微弧氧化是一种新型表面陶瓷化技术,近年来,其相关文章报道较多,已成为铝合金表面改性技术研究的热点,具有广阔的发展前景。
二、常用的铝合金表面改性技术(一)激光熔覆激光熔覆技术是采用高能激光束将金属-陶瓷复合粉末熔于基材表面,获得金属陶瓷复合层的工艺。
其工艺方法有两种:预置涂层法和同步送粉法。
预置涂层法是先将粉末与粘接剂混合后涂于基体表面,干燥后进行激光加热。
同步送粉法是在激光照射到基体的同时侧向送粉,粉末熔化而基体微熔,冷却后得到熔覆层。
二者方法不同但效果相近,即熔覆层通常与施加的合金粉末的化学成分相近,熔覆层与基体之间为冶金结合,只有在界面结合层的较窄范围内,施加合金粉末才受到基体的稀释。
激光熔覆是一个复杂的工艺过程,工艺参数较多,可分成4类:1.激光系统本身,如光束模式、功率稳定性等;2.基体,如基体材质、表面状态等;3.涂层材料的特性及涂置工艺;4.处理条件,包括光束大小与形状、功率大小及扫描速度等7]。
对于铝合金的激光熔覆,根据覆层种类和厚度,正确选择激光参数很重要。
如果能量输入不足,不仅得不到熔化良好、凝固致密的覆层,更得不到良好的冶金结合层。
如果输入的能量密度过大,覆层又会因铝合金基材过多熔化稀释,使性能显著恶化,而且还增多了涂层的气孔等缺陷。
激光熔覆金属表面陶瓷层的优点是:可以使陶瓷涂层和金属基体达到冶金结合,提高了陶瓷层和基体的结合强度;消除了陶瓷层中大部分孔洞和裂纹,提高了陶瓷层的致密度;釉化了陶瓷表面,大大提高了表面硬度,改善了材料的耐磨性能。
新一代激光冲击强化系统对5052铝合金电化学性能的实验研究

研 究 了试样 的 电化 学性 能 , 并对材 料 的物相 、 表 面硬 度 、 腐蚀 形 貌进行 了检 测 与分析 。结果表 明 : 经 过激 光 冲击 强化 一 次、 两次后 , 材料 没 有发 生相 变 , 表 面硬 度 分 别提 高 了 7 . 0 %和 1 9 . 8 %, 腐 蚀速 率 分 别下降了2 7 . 0 %和 3 5 . 0 %。 因此 , 激 光 冲 击强化 处理 能有 效抑 制 腐蚀 裂 纹的 扩展 , 显 著提 高材 料 的
耐 腐蚀 性 。
关 键词 : 激 光 冲击 强 化 ; 5 0 5 2铝 合金 ; 电化 学 性能
中图分 类 号 : T G 6 6 5 文献 标识 码 : A 文章 编 号 : 1 0 0 9 — 2 7 9 X( 2 0 1 7 ) 0 6 — 0 0 3 2 — 0 3
Ex p e r i me n t a l S t u d y o f El e c t r o c h e mi c a l Co r r o s i o n Pr o p e r t i e s o f 5 0 5 2 Al u mi n u m Al l o y Tr e a t e d b y Ne w La s e r S h o c k P e e n i n g S y s t e m NI NG C h e n g y i , HUANG Yi h u i , XU Z i f a , Z HANG We n w u 。
s y s t e m.T h e e l e c t r o c h e mi c l a c o r r o s i o n b e h a v i o r o f t h e t r e a t e d s a mp l e s wa s i n v e s t i g a t e d .I n a d d i t i o n, XRD p a t t e r n s , s u r f a c e h a r d n e s s a n d c o ro s i o n mo r p h o l o y g w e r e ls a o e x a mi n e d a n d d i s c u s s e d .Re s u l t s s h o w t h a t a f t e r L S P t r e a t e d o n c e a n d t wi c e , t h e ma i n p h a s e s we r e n o t c h a n g e d, s u fa r c e h a r d n e s s i n c r e a s e d 7 . 0 % a n d 1 9 . 8 % . a n d t h e c o r r o s i o n r a t e d e c r e a s e d a b o u t 2 7 . O % a n d 3 5 . O % r e s p e c t i v e l y . T h e r e f o r e, L S P c o u l d p r e v e n t c o ro s i o n mi c r o - c r a c k p r o p a g a t i o n lo a n g a n d i mp r o v e t h e r e s i s t a n c e o f e l e c t r o c h e mi c l a c o r r o s i o n o n 5 0 5 2 lu a mi n u m a l l o y s . Ke y wo r d s : l a s e r s h o c k p e e n i n g; 5 0 5 2 a l u mi n u m a l l o y s ; e l e c t r o c h e mi c a l c o ro s i o n p r o p e r t i e s
铝合金表面强化技术研究现状及其发展趋势
材, 借助 高压 气体将 金 属 熔 滴 雾化 并 喷 向铝合 金 基 体 表 面 以形 成 耐 磨 抗 蚀 强 化 涂层 。徐 荣 正口 ] 等研 究 了
6 0 6 1铝合 金表 面高 纯铝 涂层对 其 耐腐 蚀 性 能的 影 响 , 涂 层 的腐 蚀 电位 和腐 蚀 电流 均高 于 铝合 金 基 体 , 体 现 出 良好 的耐蚀 性 能 。 1 . 2 等 离子 喷涂 等离 子 喷 涂 以 等 离 子 弧 为 热 源 , 其 温 度 可 达 1 O K, 可使 喷涂 粉末 得 到 足 够 热 量 , 尤 其 对 于 熔 点 较 高 的 陶瓷 材 料 , 具 有更 加优异 的 喷涂效果 , 可显 著改 善 铝合 金表 面性 能。卢 果 等 在 6 0 6 3铝 合 金表 面制 备 了 等 离 子 喷 涂 纳 米 Al 。 O / T i O2和 微 米 级 Al 。 0 。 / T i O。 陶 瓷涂层 。研 究结 果 表 明 : 纳 米 陶 瓷涂 层 的硬 度 是 微 米 陶瓷涂 层 的 3 . 5倍 ; 纳 米 陶 瓷涂 层 的摩擦 系数 比微 米 陶瓷 涂层 下 降 了 1 2 . 5 , 磨 损量 仅 为后 者 的 6 O , 并 且 远低 于 铝合金 基 体 。S a r i k a y a [ 。 等 研究 了 C颗 粒 的含量 对 等离 子喷 涂 Al —S i / B C复 合涂 层 性 能 的 影响, 复合 涂 层除 了 B 4 C外 , 还生 成 了 Al 0。 颗粒, 且 随着 C颗 粒 含 量 的 增 加 , 复 合 涂 层 的硬 度 随 之 增 大, 孔 隙率 和 表面粗 糙度 降低 。 1 . 3 高速 火 焰喷涂 高速 火焰 喷涂 可使 喷涂 粉 末 获 得极 高 的 速度 , 粒
合金激光表面改性的研究进展

现了 良好 的冶金 结 合 , 覆层 横 截 面微 观 组 织 呈现 平 面 晶 、 熔 树 枝 晶和胞状 晶分布 ; 体 硬度 介 于 25 2 28 2 V 基 0 . ~ 7. H 之 间 , 覆层硬 度介于 6 7 5 966HV 之 间 , 基 体硬 度 熔 1. ~ 2. 是
节约 了成 本 , 又满足 了工作 要求 。本文 综述 了激光 表 面改 性
观组织 和 结 构 。结 果 表 明 , 金 化 涂 层 是 由 旷A 、 l i 合 lA 。 。 N 、 N。 1 N 等 A1 i i 、 i A A1 / 相以 及少 量 S 相组 成 , N i 涂层 与 基 底之 间界 面两侧存 在 明显 的成分 变化 , 合金 化 改性层 的 平均 显微 硬 度为 19 3 o , 7  ̄23 HV. 比基底 A-i 1 合金 提高 了 8 Hv. S 4 0以 上 。耐磨 性对 比试验 的结果表 明 , 镍合 金化 涂层 的表 面磨 损
ssa c faly a ei r v d itn eo l sc nb mp o e . o
Ke r s y wo d al y ,ls rs ra emo i c t n,we rr ssa c ,c r o in r ss a c l s a e u f c df a i o i o a e it n e o r so e it n e
针对 激光表 面改性 的研究 和开发 活动相 当活跃 。 根 据采用 的不 同激光能 量密 度和 不 同处理 方 式 , 光表 激
层成分很均匀 , 对皲裂和剥落等倾 向不敏感 。激光表面合金 化与激光熔覆有许 多相似之处 , 但激光熔覆后 , 基体成分基 本 上不进入 涂层 中 , 激光表 面合金 化形 成 的表 面层是 合 金 而
铝合金激光冲击强化技术的研究
金属热处理学报第1 8卷第4 期Vol . 1 8 No . 4 1 9 9 7 年 1 2 月TRANSAC T IONS O F M E T AL HEA T TR E A TM EN T December 1 9 9 7铝合金激光冲击强化技术的研究唐亚新张永康张宏余承业(南京航空航天大学)吴鸿兴郭大浩(中国科学技术大学)摘要对激光冲击诱导的应力波峰值压力进行了理论估算,提出了激光参数的选择原则。
对铝合金2024 T62 进行的激光冲击试验的结果表明,经冲击试件的疲劳寿命获得了很大程度的提高。
最后对激光冲击强化的机理进行了初步分析。
关键词激光冲击铝合金疲劳寿命激光冲击强化(L a ser shock p r ocessing ,L SP) 是利用高功率密度、短脉冲强激光照射金属材料表面,使材料表面局部气化,形成向材料内部传递的强冲击波,在冲击波的作用下,材料的力学性能得到明显改善 1 ,其原理如图1 所示。
与传统的激光表面处理技术比较,激光冲击处理时间极短,基本上没有向材料内部的热量传递,因此不存在软化区,同时该方法操作简单,具有一定的技术优势。
1 激光诱导的冲击波峰压的理论估算与参数优化1 .1 冲击波峰压的理论估算激光冲击由激光能量支持的冲击波模型如图2 所示。
为便于分析计算,作如下假设:(1) 在光斑面积内,激光能量均匀分布; (2) 金属材料均质、连续、各向同性; (3) 金属蒸汽在爆炸前后均为单原子理想气体; ( 4) 由于冲击时间极短,整个反应过程认为是一个绝热过程,产生的爆轰波是一维平面波。
根据爆轰波理论 2p 为 3 :p =本文收到日期:1996 年8 月31 日初稿,1997 年10 月18 日修改稿本文联系人:唐亚新,男,1967 年11 月生,讲师,江苏省南京市( 210016) 南京航空航天大学502 教研室23第4 期 唐亚新等 :铝合金激光冲击强化技术的研究图 1 激光冲击强化原理Fig. 1 Principle of laser shock p r ocessin g图 2 激光冲击波模型Fig. 2 Mo del of laser shock wave表 1 激光冲击参数及峰压估算T a b le 1 Laser shock paremeters & calcula tion of w av e pressure能量/ J 脉宽/ ns光斑直径/ mm功率密度/ ( G W ·cm - 2)峰压估算/ G Pa2818 1911 1611 2416 3719 3414 3614 1413 1018 818 111350 50 50 50 50 50 50 50 50 50 5010 10 9 9 9 9 9 10 10 10 10 0173 0149 0151 0177 1119 1108 1114 1140 1105 0183 11101125 0196 0198 1129 1173 1162 1168 1192 1159 1139 1164101850 10 1105 11591 .2 参数优化激光冲击要达到强化效果 ,须使金属材料产生一定的塑性变形 ,因此要求激光诱导的冲击波峰压大于金属材料的动态屈服强度 ,即 p ≥σD。
铝合金激光冲击强化表面改性的研究进展_柳军宁
铝合金激光冲击强化表面改性的研究进展柳军宁*1,2裴峻峰1,2(1.常州大学;2.江苏省油气井口装备工程技术研究中心)摘要介绍了激光冲击强化的作用机理,综述了激光冲击强化对铝合金材料残余应力、疲劳寿命、表面形态和微观结构等机械性能的影响和有限元分析方法在研究中的应用,总结了国内外在该领域的最新研究迸展。
关键词激光冲击强化铝合金机械性能中图分类号TQ05014+1文献标识码A文章编号0254-6094(2011)02-0141-05铝合金比重小,但却有着接近或超过优质钢的强度,具有热膨胀系数低、易于成形、热导率高、成本低廉等优点,广泛应用于航空、航天、汽车、包装、建筑、电子等各个领域。
但是,铝合金也存在诸多问题,如在氯离子及碱性介质存在的情况下,极易发生点腐蚀、缝隙腐蚀、应力腐蚀和腐蚀疲劳等多种形式的破坏,硬度较低、摩擦系数高、磨损大,容易拉伤且难以润滑导致铝合金耐磨性差。
这些在很大程度上都限制了铝合金的使用范围[1,2]。
国内外对铝及其合金表面进行改质处理的研究很多,这些方法都可改变铝及其合金表面的应力分布、摩擦系数、微观硬度等,以期拓宽其应用范围。
激光冲击波技术利用其极高的冲击压力,对材料作冲击改性处理,在金属的冲击强化处理和材料的冲击精密成型等领域已获得广泛的应用[3]。
笔者主要介绍激光冲击强化(LSP)在铝及其合金表面改性方面的应用和研究进展。
1激光冲击强化的机理激光冲击强化(简称LSP)技术,是利用高功率密度(大于1GW/c m2)的短脉冲(ns级)激光,辐照金属材料表面所产生的高密度等离子体喷射爆炸所形成的冲击应力波(GPa级)来改善材料的抗疲劳、磨损和应力腐蚀等性能的一项新技术[4~8]。
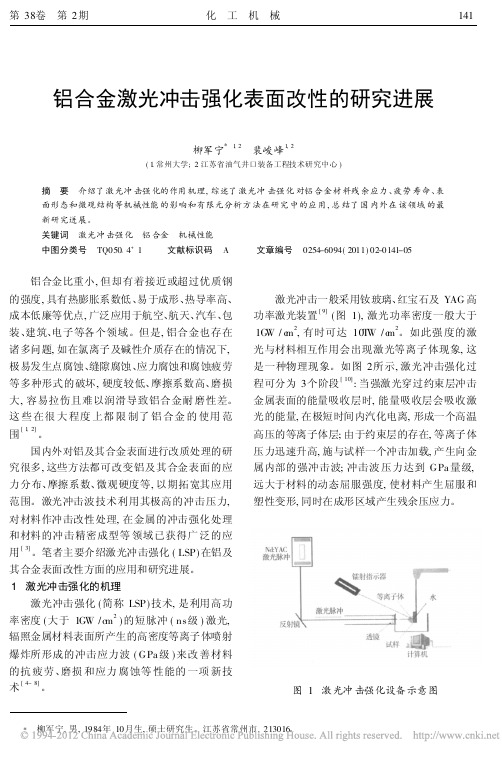
激光冲击一般采用钕玻璃、红宝石及YAG高功率激光装置[9](图1),激光功率密度一般大于1G W/c m2,有时可达10T W/c m2。
如此强度的激光与材料相互作用会出现激光等离子体现象,这是一种物理现象。
激光热处理对铝合金材料抗拉强度的改善研究

激光热处理对铝合金材料抗拉强度的改善研究引言:随着科学技术的不断发展,人们对材料性能的要求也日益增加。
铝合金作为一种重要的结构材料,具有良好的可塑性、导热性以及抗腐蚀性能,因此广泛应用于航空、汽车和电子等领域。
然而,铝合金在某些特定应用中,其抗拉强度往往不能满足需求。
因此,研究如何提高铝合金的抗拉强度具有重要意义。
激光热处理的原理:激光热处理是一种利用高能激光对材料表面进行加热处理的方法。
激光束的能量可以集中在一个非常小的区域,使得材料在极短的时间内被加热到非常高的温度。
随后,通过快速冷却,可以改变材料的晶粒尺寸和组织结构,从而影响其力学性能。
提高铝合金抗拉强度的机制:1. 晶粒细化:激光热处理可以使铝合金晶粒尺寸变小。
晶粒尺寸的减小可以增加材料的强度和塑性。
激光热处理通过快速冷却使铝合金液态区的晶粒固化速度加快,并且会在固态化过程中形成更细小的晶粒。
这种细小的晶粒结构有助于阻碍位错的移动,从而提高铝合金的抗拉强度。
2. 相变硬化:铝合金中的一些相变硬化相可以通过激光热处理来控制其形成和分布。
这些相在加热和冷却过程中发生固溶、析出或相变,从而影响材料的力学性能。
通过激光热处理,可以调控这些相变的形态和分布,从而改善铝合金的抗拉强度。
3. 应力诱导硬化:激光热处理还可以通过引入残余应力来提高铝合金的抗拉强度。
激光的快速加热和冷却过程会产生非均匀的热应力分布,从而导致材料表面产生残余应力。
这些残余应力会使铝合金的晶体结构发生畸变,形成位错和各向异性。
这种畸变结构可以提高材料的塑性,从而增加其抗拉强度。
实验研究:为了验证激光热处理对铝合金抗拉强度的改善效果,进行了一系列实验研究。
首先,选择了一种常用的铝合金作为研究对象,并进行了初始材料的性能测试和分析。
然后,通过激光热处理对铝合金进行处理,并对处理后的材料进行再次性能测试和分析。
实验结果显示,经过激光热处理后,铝合金的抗拉强度明显提高。
这主要是由于激光热处理引起的晶粒细化和相变硬化效应。
激光冲击光整对2024_铝合金铣削平面表面质量的影响

表面技术第52卷第9期激光冲击光整对2024铝合金铣削平面表面质量的影响李海洋,赵喆,郑超*,季忠,赵国群(山东大学 材料科学与工程学院,济南 250061)摘要:目的减小铝合金铣削平面的表面粗糙度,满足工程应用中对构件高质量表面的需求。
方法通过铣削加工获得3种具有不同初始表面粗糙度的平面试样,试样的Ra分别为1.439、0.614、0.220 μm。
采用短脉冲、高功率密度激光对表面进行光整处理,利用激光共聚焦显微镜观察光整后试样的表面形貌,采用粗糙度仪检测试样的表面轮廓和表面粗糙度,分析光斑搭接率和激光能量对铝合金铣削平面表面质量的作用规律。
结果在脉冲宽度为12 ns、波长为1 064 nm、工作频率为1 Hz、光斑直径为2 mm的平顶光束作用下,试样的表面形貌发生重塑。
当光斑搭接率为30%、50%、70%时,对于Ra=1.439 μm的试样,在冲击后其表面轮廓变化幅值分别为6.88、6.71、6.20 μm,表面粗糙度变化率分别为−70.8%、−72.9%、−73.2%;对于Ra=0.614 μm的试样,在冲击后其表面粗糙度变化率分别为−58.0%、−58.8%、−66.1%。
当激光能量为1.5、2.5、3.5、4.5 J时,对于Ra=1.439 μm的试样,在冲击后其表面轮廓变化幅值分别为6.92、6.71、5.22、6.18 μm,表面粗糙度变化率分别为−68.1%、−72.9%、−74.6%、−73.8%;对于Ra=0.614 μm的试样,在冲击后其表面粗糙度变化率分别为−49.2%、−58.8%、−54.4%、−58.1%。
结论合理增大光斑搭接率和增强激光能量,能够有效去除铣削刀痕,改善试样表面形貌的均匀性。
光斑搭接率和激光能量对表面粗糙度的影响与试样的初始表面粗糙度有关。
对于Ra=1.439 μm和Ra=0.614 μm的试样,增大光斑搭接率和增强激光能量均能显著降低其表面粗糙度;对于Ra=0.220 μm的试样,在文中的激光冲击参数范围内均不能有效提高其表面质量。
铝合金低能激光喷丸强化技术及其研究进展

科技与创新┃Science and Technology&Innovation ·158·2021年第08期文章编号:2095-6835(2021)08-0158-02铝合金低能激光喷丸强化技术及其研究进展肖静怡,胡宇佳(航空工业西安飞机工业(集团)有限责任公司,陕西西安710089)摘要:无吸收层低能激光喷丸强化(LSPwC)是基于激光喷丸强化技术(LSP)发展出的一种新型表面处理技术,可以有效提高材料疲劳强度、疲劳寿命和抗应力腐蚀能力,且由于LSPwC采用低能激光,不需要吸收层涂覆,比LSP成本更低。
介绍了LSPwC技术的原理,探讨了其优缺点及可行性,着重介绍了LSPwC在铝合金方面的研究进展。
关键词:LSP;LSPwC;激光脉宽;冲击波波峰中图分类号:TG156.99文献标志码:A DOI:10.15913/ki.kjycx.2021.08.0641引言激光喷丸强化(LSP)是金属表面处理的最新工艺方法之一,可以有效提高材料疲劳强度、疲劳寿命和抗应力腐蚀能力。
而铝合金由于具有较高的比强度、比模量和良好的可焊性,是现阶段航空产业中应用最广泛的材料。
目前高能激光喷丸强化技术在航空铝合金上的应用已经广泛开展,并取得显著成果[1-2]。
但由于对激光器要求较高且生产成本较高,并没有得到广泛应用。
与此同时,无需吸收层的低能激光喷丸技术(LSPwC)在铝合金上的研究仍极为有限。
对比高能激光喷丸,LSPwC 使用基础频率的低能激光,且不需要对零件表面进行吸收层涂覆处理,极大降低了生产成本和使用门槛。
因此,研究铝合金的无吸收层低能激光喷丸强化技术,对航空制造行业具有重要意义。
2概述1961年,MICHAELS提出了脉冲激光辐照在材料表面能产生一定强度的冲击波[3],在材料表面涂覆一层不透明的吸收层,并在吸收层之上涂覆约束层,高能脉冲激光通过透明约束层辐照吸收层之上,使其迅速汽化产生高压等离子云,利用等离子爆炸产生的冲击波在零件表面产生压缩应力层。
铝锂合金激光焊接技术研究进展
铝锂合金激光焊接技术研究进展目录1. 内容概要 (2)1.1 研究背景与意义 (2)1.2 国内外研究现状与发展趋势 (3)2. 铝锂合金激光焊接物理基础 (5)2.1 激光焊接原理 (6)2.2 铝锂合金的物理化学性质 (7)3. 铝锂合金激光焊接方法与技术 (9)3.1 激光焊接设备与系统 (10)3.2 激光焊接工艺参数选择 (11)3.3 不同焊接方法的比较分析 (13)4. 铝锂合金激光焊接力学性能分析 (14)4.1 焊缝形貌与组织结构 (15)4.2 拉伸试验与力学性能测试 (17)4.3 焊接接头性能优化措施 (17)5. 铝锂合金激光焊接界面特性研究 (19)5.1 界面微观结构观察 (20)5.2 界面元素分布与含量分析 (21)5.3 界面强度与耐腐蚀性评估 (23)6. 铝锂合金激光焊接应用领域拓展 (24)6.1 航空航天领域应用前景 (25)6.2 新能源汽车制造中的应用探索 (27)6.3 其他新兴领域的应用潜力 (28)7. 铝锂合金激光焊接技术挑战与对策 (29)7.1 当前面临的技术难题 (30)7.2 技术瓶颈突破路径 (32)7.3 政策、资金与人才培养支持 (33)8. 结论与展望 (34)8.1 研究成果总结 (36)8.2 未来发展方向预测 (36)1. 内容概要本文综述了铝锂合金激光焊接技术的最新研究进展,首先介绍铝锂合金自身的特性及应用背景,阐述其在航空航天、汽车等领域的重要性。
随后分析了传统焊接方法的不足,突显激光焊接技术的优势,如高精度、高效率、深etration depth 等。
围绕激光焊接工艺参数、焊接接头的微观结构、力学性能和相变行为等方面,详细探讨了当前的研究热点和趋势。
包括激光波长选择、激光功率密度优化、工艺参数的控制策略、焊接熔池行为研究、热影响区的特性分析、焊接接头的微观结构演变规律以及力学性能提升等。
展望了铝锂合金激光焊接技术的未来发展方向,重点关注高性能焊接接头的制备、快速高效的焊接工艺优化、多孔隙精密焊接以及激光焊接应用于复杂几何形状结构件等。
铝合金材料表面改性研究进展
铝合金材料表面改性研究进展3滕 敏 李 赫晓东(哈尔滨工业大学复合材料研究所,哈尔滨 150001)文 摘 评述了近年来铝合金表面改性技术取得的研究进展,重点介绍了溶胶-凝胶、稀土转化膜、激光熔覆、阳极氧化和等离子体微弧氧化等方法在铝合金表面制备膜层的原理、特点及研究成果,并对等离子微弧氧化技术提出了展望。
关键词 铝合金,表面改性,涂层Recent Advance of Surface M odification of Aluminum AlloysT eng Min Li Y ao He X iaodong(Center for C om posite Materials,Harbin Institute of T echnology,Harbin 150001)Abstract Recent advances of surface m odification of aluminum alloys are reviewed.The principle,characteristic and research results of the S ol2G el,rare earth metal conversion coating,laser2fusion,anodic oxidation and PMAO meth2 ods are introduced.In addition,further research efforts of PMAO are briefly prospected.K ey w ords Aluminum alloy,Surface m odification,C oate1 前言随着科技的进步和发展,一般的铝合金材料的表面性能难以满足各方面的技术要求。
近年来,铝合金表面陶瓷化技术倍受人们关注[1~5],即以铝合金材料为基体,采用有效手段在其表面制备陶瓷膜层,使其与陶瓷材料互相复合,取长补短,制备出既有金属强度和韧性,又有陶瓷耐高温、耐磨损、耐腐蚀等优点的复合材料,因而表面陶瓷化技术的研究日益广泛。
铝合金表面改性技术的研究与进展

铝合金表面改性技术的研究与进展
黄娜莎;倪益华;杨将新;刘远彬
【期刊名称】《轻工机械》
【年(卷),期】2010(028)004
【摘要】较系统地评述了国内外对铝及其合金表面改性技术的研究进展.介绍了最近发展的阳极氧化技术,重点研究了微弧氧化的技术特点和研究现状等.最后,指出了其发展动向:微弧氧化技术必将向着低污染型、低能耗型和功能化方向发展.表2参17
【总页数】5页(P4-7,11)
【作者】黄娜莎;倪益华;杨将新;刘远彬
【作者单位】浙江大学,现代制造工程研究所,浙江,杭州,310027;浙江大学,现代制造工程研究所,浙江,杭州,310027;浙江大学,现代制造工程研究所,浙江,杭州,310027;龙泉市广龙汽车空调配件有限公司,浙江,龙泉,323700
【正文语种】中文
【中图分类】TG174.451
【相关文献】
1.铝合金表面改性技术研究进展 [J], 郑金城;于胤勇
2.铝合金表面改性技术的研究现状 [J], 聂德键;罗铭强;陈文泗;黄和銮;陈树钦;李辉;罗伟浩;张小青
3.铝合金表面改性技术的研究 [J], 刘小斐
4.试论铝合金表面改性技术的研究与进展 [J], 李仰辰
5.变形铝合金表面覆层改性技术的发展状况 [J], 刘超锋;孙斌;谷书华
因版权原因,仅展示原文概要,查看原文内容请购买。
激光冲击强化铝合金力学性能及微观塑性变形机理研究
激光冲击强化铝合金力学性能及微观塑性变形机理研究激光冲击强化具有高压(GPa-TPa)、超快(几十纳秒)、超高应变率(107-108S-1,比爆炸成形高出100倍)的显著特点,广泛应用在金属构件的表面改性上,然而目前对于金属材料表层激光冲击细化晶粒的微观结构演变、性能结构关系尚缺乏系统的研究,尤其是对超高应变率下严重塑性变形导致的晶粒细化机制和微观强化机理,现在仍然缺乏统一的认识和深入的理解。
本文针对激光冲击铝合金的宏观性能、微观结构演变以及塑性变形进行了若干基础研究,为激光冲击波技术的工业应用提供依据。
本文主要开展以下四个方面内容的研究:不同工艺参数下铝合金试样的表面完整性和疲劳寿命研究、不同应变速率下的拉伸性能,在铝合金微观结构演变的基础上研究多次激光冲击铝合金晶粒细化机制和微观强化机理、激光冲击铝合金表面凹坑深度推导和理论计算,获得了以下主要结论和创新性成果:(1)系统研究了激光单次和多次冲击诱导铝合金塑性变形层不同区域的微观组织结构,建立了深度方向残余应力和微观结构的对应关系,首次深入系统地揭示了激光冲击铝合金晶粒细化机制和微观强化机理;在激光冲击塑性变形区域发现了激光冲击铝合金的空位簇缺陷并对形成机制进行初步的研究:激光冲击明显细化铝合金冲击区域表层的晶粒。
激光单次冲击LY2铝合金晶粒细化过程中,深度方向的位错结构从随机分布位错→位错线→位错缠结→亚晶进行逐步演变,最终形成细化的晶粒;多次激光冲击的铝合金的上表面,晶粒尺寸约为100-200 nm。
在观测试验结果的基础上,系统地提出了多次激光冲击强化铝合金的微观机制:(ⅰ)原始粗晶内位错线的形成;(ⅱ)位错线的堆积导致位错墙和位错缠结的形成;(ⅲ)位错墙和位错缠结细分粗晶成亚晶粒;(ⅳ)在外来载荷的作用下亚晶粒动态再结晶演变成大角晶界,新晶粒形成;深入研究了超高应变率冷塑性作用下,激光冲击外加载荷使铝合金高应变率绝热剪切带发生再结晶,从而形成亚晶直至产生细化的亚微米晶粒,超高应变和应变率对于粗晶的细化和最小平均晶粒尺寸的大小具有至关重要的作用;在多次激光冲击LY2铝合金的轻微塑性变形层中同时发现了空位型位错圈、堆垛层错四面体以及空洞缺陷,超高应变率激光冲击过程中产生超高内应力导致空位缺陷的凝聚形成了这些空位簇缺陷。
激光冲击强化铝合金力学性能及微观塑性变形机理研究的开题报告

激光冲击强化铝合金力学性能及微观塑性变形机理研究的开题报告一、研究背景与意义铝合金作为一种重要的结构材料,在航空、汽车、船舶、建筑等领域中得到广泛应用。
然而,铝合金在使用过程中,由于长期的受力、疲劳、高温环境等因素的影响,往往会出现塑性变形和疲劳裂纹等问题,导致材料的性能和寿命下降。
为了解决这些问题,实现铝合金的强化和提高其力学性能,激光冲击强化技术被广泛研究和应用。
该技术通过激光振荡冲击激发材料表面的应力场,使得表层材料的硬度和强度得到提升,从而提高铝合金的抗疲劳性能和机械性能。
然而,目前对激光冲击强化铝合金力学性能的研究还比较少,尤其是对其微观塑性变形机理的研究尚处于起步阶段。
因此,本研究旨在通过对铝合金的激光冲击强化实验及数值模拟,探究激光冲击强化对铝合金力学性能的影响及其微观塑性变形机理,为铝合金的强化与应用提供理论依据。
二、研究内容和方法1. 研究内容本研究将以铝合金为研究对象,通过激光冲击强化实验及理论分析,探究激光冲击强化对铝合金力学性能的影响及其微观塑性变形机理。
具体包括以下研究内容:(1)激光冲击强化过程中铝合金表面的硬度和强度变化规律;(2)不同激光强度、冲击次数及间距对铝合金力学性能的影响;(3)激光冲击强化对铝合金微观组织和结构的影响及其变形机理。
2. 研究方法本研究的研究方法主要包括以下方面:(1)激光冲击强化实验:选取适当的激光参数和实验条件,对铝合金进行激光冲击强化实验,得到材料的硬度、强度及其变化规律。
(2)力学测试:采用万能试验机等设备对铝合金进行拉伸试验、冲击试验等力学性能测试。
(3)显微组织观察:通过金相显微镜和扫描电镜等设备观察铝合金表面和内部组织的结构变化和形态特征。
(4)数值模拟:基于ABAQUS等软件,进行数值模拟,模拟激光冲击强化的过程及其中的变形机理。
三、研究预期成果本研究的预期成果包括:(1)探究激光冲击强化对铝合金力学性能的影响及其微观塑性变形机理的规律和特征;(2)揭示激光冲击强化过程中铝合金表面硬度、强度变化规律和材料性能的提高机制;(3)为铝合金的强化和应用提供理论基础和技术支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金激光冲击强化表面改性的研究进展柳军宁*1,2裴峻峰1,2(1.常州大学;2.江苏省油气井口装备工程技术研究中心)摘要介绍了激光冲击强化的作用机理,综述了激光冲击强化对铝合金材料残余应力、疲劳寿命、表面形态和微观结构等机械性能的影响和有限元分析方法在研究中的应用,总结了国内外在该领域的最新研究迸展。
关键词激光冲击强化铝合金机械性能中图分类号TQ05014+1文献标识码A文章编号0254-6094(2011)02-0141-05铝合金比重小,但却有着接近或超过优质钢的强度,具有热膨胀系数低、易于成形、热导率高、成本低廉等优点,广泛应用于航空、航天、汽车、包装、建筑、电子等各个领域。
但是,铝合金也存在诸多问题,如在氯离子及碱性介质存在的情况下,极易发生点腐蚀、缝隙腐蚀、应力腐蚀和腐蚀疲劳等多种形式的破坏,硬度较低、摩擦系数高、磨损大,容易拉伤且难以润滑导致铝合金耐磨性差。
这些在很大程度上都限制了铝合金的使用范围[1,2]。
国内外对铝及其合金表面进行改质处理的研究很多,这些方法都可改变铝及其合金表面的应力分布、摩擦系数、微观硬度等,以期拓宽其应用范围。
激光冲击波技术利用其极高的冲击压力,对材料作冲击改性处理,在金属的冲击强化处理和材料的冲击精密成型等领域已获得广泛的应用[3]。
笔者主要介绍激光冲击强化(LSP)在铝及其合金表面改性方面的应用和研究进展。
1激光冲击强化的机理激光冲击强化(简称LSP)技术,是利用高功率密度(大于1GW/c m2)的短脉冲(ns级)激光,辐照金属材料表面所产生的高密度等离子体喷射爆炸所形成的冲击应力波(GPa级)来改善材料的抗疲劳、磨损和应力腐蚀等性能的一项新技术[4~8]。
激光冲击一般采用钕玻璃、红宝石及YAG高功率激光装置[9](图1),激光功率密度一般大于1G W/c m2,有时可达10T W/c m2。
如此强度的激光与材料相互作用会出现激光等离子体现象,这是一种物理现象。
如图2所示,激光冲击强化过程可分为3个阶段[10]:当强激光穿过约束层冲击金属表面的能量吸收层时,能量吸收层会吸收激光的能量,在极短时间内汽化电离,形成一个高温高压的等离子体层;由于约束层的存在,等离子体压力迅速升高,施与试样一个冲击加载,产生向金属内部的强冲击波;冲击波压力达到GPa量级,远大于材料的动态屈服强度,使材料产生屈服和塑性变形,同时在成形区域产生残余压应力。
图1激光冲击强化设备示意图*柳军宁,男,1984年10月生,硕士研究生。
江苏省常州市,213016。
图2 激光冲击强化原理图与已有的激光热处理等技术相比,激光冲击强化设备具有如下特点[3]:所要求的是激光脉冲的峰值功率而非平均功率,激光系统所需脉冲宽度为10ns 量级、脉冲峰值功率为1GW 量级以上的高功率短脉冲激光系统;依据由高功率脉冲激光驱动的高压冲击波,基于激光冲击波效应(光力学效应)而非普通热效应(光热效应);其机理主要是金属材料处理层中位错密度的提高与残余压应力的产生;原则上可对所有的金属材料,包括对一些热处理效果不明显的材料进行有效的硬化(强化)处理;依据的是非热效应,故不存在热影响区,可进行任意的对接处理,乃至进行叠加处理。
2 对材料机械性能的作用2.1 残余应力表面残余应力状态对材料的疲劳抗力有显著影响,它在疲劳载荷中起着与平均应力等效的作用。
残余拉应力相当于正平均应力,可以降低疲劳强度;而残余压应力相当于负平均应力,它可以延缓疲劳裂纹的萌生,提高材料的疲劳强度。
因此,冲击处理后由于压应力的存在,使材料的抗疲劳寿命得以延长[3]。
激光冲击强化处理压应力的产生分为两个阶段[11],在激光与物质相互作用阶段,由等离子体的迅速喷射沿冲击波的传播方向产生一个纯粹的单轴压应力,而在平行于材料表面的平面内产生一个拉应力(图3a);受冲击的体积产生塑性应变,同时受冲击体积四周的金属材料为反抗这种因应变产生的体积变化,会在平行于冲击表面的平面内产生双轴压应力场(图3b)。
而这种压应力场对提高材料的疲劳寿命、抗磨损能力和抗腐蚀能力等表面机械性能都是有益的[12]。
a .激光冲击过程中b .激光冲击后图3 激光冲击强化残余压应力的形成过程 残余应力的大小和分布主要与涂层、光斑直径、冲击波的传播、激光强度和次数等因素有关[13]。
M ontross C S 等用持续40ns 的激光冲击2011-T3铝合金而不添加能量吸收涂层造成表面消熔,从而产生了很高的张应力。
Fabbr o 等分别用1.2、5.0mm 光斑直径的激光冲击55C1钢,发现前者的冲击波以1/r 2的衰减速度球面状传播,而后者则以1/r 的衰减速度在试样表面传播。
Peyre 等用功率密度在1.5~2.0G W /c m 2范围内的脉冲激光冲击A356-T6铝合金,材料表面残余压应力最高达到145M Pa 。
杜建钧等[14]利用钕玻璃强激光对厚度为1.2mm 铝合金板料进行了激光单点冲击成形实验,单次冲击LY12CZ 铝合金后,表面残余压应力达150M Pa ,而经过3次冲击后达250MPa 。
表明激光脉冲冲击次数与板料的变形量之间存在直接关系,随着次数的增加,板料变形量呈非线性增大趋势。
2.2 表面形态和微观结构激光喷丸是一种金属伴随着显著微观结构和相位变化的机械过程。
金属的表面形态对疲劳寿命的影响很大,研究者们通过对激光冲击强化处理材料进行扫描电镜(SE M )观察并测量表面粗糙度以研究材料的表面形态。
在没有激光吸收涂层保护的情况下,激光冲击强化处理会使金属(特别是铝及铝合金)产生严重的表面熔化和蒸发,从而导致金属表面变得粗糙,这对磨损和疲劳性能有很大的影响,所以选择合适的能量吸收涂层对冲击效果起着至关重要的作用。
Zhang X C 等[15]研究了T -i 6A -l 4V 铝合金在激光冲击强化作用下的抗疲劳性能(图4),没有激光处理区域的维氏硬度为HV 0.05335,对样本分别冲击1、2次,维氏硬度分别增加15%、24%。
PalM olian 等[16]在不同重复频率、不同吸收涂层的情况下用激光冲击强化319铝合金(图5),光学表面轮廓痕迹显示平均表面粗糙度达到1.5~4.0mm,维氏硬度为6.5~11GPa ,经球盘摩擦磨损实验机测得摩擦系数和磨损率均比光铝材要低。
Chu 等研究了激光冲击强化作用下的金属表面粗糙度,A 356铝合金能达到0.7~1.1mm,7075铝合金则能达到0.6~1.3mm 。
鲁金忠等[5]对LC4硬铝合金表面进行两点同时冲击和间断冲击强化处理,观察激光冲击强化后单次冲击区域和复合冲击区域的显微组织与结构的变化,测定了冲击区域的显微硬度和残余应力。
实验结果表明,两点同时冲击强化复合区域与两点连续冲击相比,各项机械性能都有明显的变化,其中硬度提高了9.99%,材料表面0b 、45b 和90b 残余应力分别下降27%、35%和12%,为今后开展金属板料的激光单次多点同时冲击实验提供依据。
2.3 疲劳性能很多金属材料在激光冲击强化作用下提高了疲劳寿命,其主要原因在于冲击产生的残余压应力和较好的表面质量可以减缓疲劳裂纹的生成和扩展。
范勇等[12]用激光冲击强化处理装置对重要航空铝合金结构材料7050T7451和7050T7452在不同工艺条件下进行了冲击强化处理,并对试件激光冲击区存在的残余压应力进行了测量。
结果显示经激光冲击处理后试件表面具有极高的残余压应力,可达-200M Pa 以上。
位错密度的测量是采用透射式扫描电镜在5000倍放大下进行的。
测量结果表明,经激光冲击处理后,冲击区与未经冲击处理区的位错密度相比有了显著的提高,并出现缠结结构。
在I nstron 1332型材料试验机进行了疲劳寿命的对比试验,结果显示,67.3MPa 载荷作用下,7050T7451试件疲劳寿命提高到未经冲击处理试件的435%以上;81.4MPa 载荷作用下7050T7452试件疲劳寿命提高到未经冲击处理试件的518%以上。
Zhang 等研究了LY2铝合金制造的涡轮发动机叶片在激光冲击强化作用下的应力分布和微观硬度,进而分析材料的疲劳寿命。
研究表明,冲击1、2次,残余应力分别达到-150、-220M Pa ,维氏硬度分别为HV155、HV160,疲劳寿命增加131.4%、132.5%。
证明激光冲击处理能有效提高材料的结构性能。
3 有限元分析方法有限元分析方法已经应用在模拟激光冲击强化处理研究领域,它能够模拟各种物理过程和变化的特征。
激光冲击强化的模拟主要集中在几个关键问题:有限的交互模式的最优化、激光参数的影响以及机械过程的相对分析模型。
B raisted W 等[17]首次利用二维有限元模型研究T -i 6A -l 4V 铝合金和35CD4合金钢在激光冲击处理作用下的机械性能,并预测其残余应力。
他们使用了一种有限元分析软件)))ABAQUS 的显性和隐性相结合的动态分析方法。
D i n g K 和Ye L[18,19]把二维模型延伸扩展到三维模型,并利用H ugoniot 弹性极限塑性模型模拟激光强化冲击在不同金属合金的作用。
Peyre P 等[20]也利用有限元法建立二维12%铬不锈钢和7075铝合金有限元模型,利用Johnson -Cook 塑性模型模拟分析了其在激光冲击处理过程中的高应变率。
O cana J L 等[21]利用流体力学有限元模型精确计算了脉冲激光等离子体的压力。
目前,这些研究的主要目的是通过实验和模拟来检验激光冲击强化影响下的异质性。
以有限元模型为基础研究在高斯应力载荷下的铝及其合金,并和一系列的实验进行比较。
4 结束语激光表面强化可以使铝合金的表层组织细化、表面粗糙度降低、维氏硬度增加,改善材料的抗疲劳、磨损等性能,这些都在研究者们的实验中得到验证。
但是要使激光喷丸技术作为一种成熟的工艺在实际工程中得到更广泛的应用,还需要很多的研究[10],如:高性能激光冲击装置的小型化和高稳定性;适用于实际工程应用的涂层与约束层技术;激光喷丸强化效果的无损检测;激光喷丸强化工艺的制定;激光喷丸强化效果的在线检测;激光喷丸强化运行成本的降低。
这些问题限制了该技术的进一步发展和应用。
参考文献[1]纪红,许越,吕祖舜等.铝合金激光表面强化的研究进展[J].材料科学与工艺,2003,11(2):220~224.[2]李淑华,尹玉军,李树堂.铝及其合金的表面处理技术[J].材料保护,2001,34(3):20~22.[3]吴边,王声波,郭大浩等.强激光冲击铝合金改性处理研究[J].光学学报,2005,25(10):1352~1356. [4]张永康,张兴权,周建忠等.LY l2CZ铝合金激光喷丸变形[J].中国激光,2006,33(10):1417~1421. [5]鲁金忠,张永康,孔德军等.激光两点冲击强化处理LC4合金的实验[J].农业机械学报,2006,37(12):206~208.[6]Zhang Y K,Zhang X R,W ang X D et a.l E l astic Prop-erti es M od ifi cation in A lu m inu m A lloy Induced by La-ser-sho ck P rocessi ng[J].M ater i a ls Science and Eng-ineering,2001,297(1/3):138~143.[7]Zhang Y K,Lu J Z,R en X D et a.l Effect of LaserShock P rocessing on t heM echan i ca l Properties and Fa-ti gue L i v es o f the Turbo jet Eng i ne B ladesM anufacturedby LY2A l u m i num A ll oy[J].M ater ials and D esi gn,2009,30(5):1697~1703.[8]孔德军,朱伟,鲁金忠.激光冲击处理对LY l2CZ铝合金残余应力的影响[J].稀有金属材料与工程,2009,38(z1):308~311.[9]Rosas G G,G onzalez C R,O cana J L et a.l H i gh Leve lCo m pressi ve R esidual Stresses P roduced i n A l u m i numA ll oys by L aser Shock P rocessing[J].A ppli ed Sur-face Sc i ence,2005,252(4):883~887.[10]张永康.激光加工技术[M].北京:化学工业出版社,2004.[11]Y ang C H,Hodgsona P D,L i u Q C et a.l G eo m e-tr i ca lE ffects on R esi dua l Stresses i n7050-T7451A l u-m i nu m A ll oy Rods Sub j ec t to Laser Shock P een i ng[J].Journa l of M ater i a ls P rocessing T echno l ogy,2008,201(1/3):303~309.[12]范勇,王声波,吴鸿兴等.7050航空铝合金激光冲击强化残余压应力研究[J].应用激光,2003,23(1):5~8.[13]M on tross C S,T ao W A,L i n Y et a.l Laser ShockP rocessi ng and Its E ffects on M i crostructure andP roperties o f M eta l A ll oys:A R ev i ew[J].Interna-tiona l Journa l of Fa ti gue,2002,24(10):1021~1036.[14]杜建钧,周建忠,张兴权等.脉冲激光冲击LY12CZ铝合金成形的实验和数值模拟[J].激光杂志,2006,27(4):66~67.[15]Zhang X C,Zhang Y K,Lu J Z et a.l I m provement o fF ati gue L ife of T-i6A-l4V A lloy by L aser Shock Pee-ni ng[J].M ater i a ls Sc ience and Eng i neering,2010,527(15):3411~3415.[16]Pa lM o li an,R aathaiM oli an,R a j eev N a i r.L aser ShockW ave Conso li dation o fN anod ia m ond Pow ders on A l u-m i nu m319[J].A ppli ed Surface Sc i ence,2009,255(6):3859~3867.[17]Bra i sted W,Brock m an R.F i n ite E le m ent S i m u l a ti ono f Laser Shock Peening[J].Fa ti gue,1999,21(7):719~724.[18]D i ng K,Y e L.FE M S i m ulati on of Two Sided LaserShock Peeni ng o f T hi n Secti ons o f T-i6A-l4V A ll oy[J].Surf Eng,2003,19(2):127~133.[19]D i ng K,Y e L.T hree-d i m ensi ona lD ynam ic F i n i te E-le m ent A nalysis of M ultiple L aser Shock P een i ngP rocesses[J].Sur f Eng,2003,19(5):351~358. [20]P eyre P,So llier A,Cha i eb I et a.l FE M Si m ulation o fR esi dua l S tress Induced by L ase r Peeni ng[J].EurPhys,2003,23(2):83~88.[21]O cana J L,M oralesM,M o l pece res C et a.l N u m er i ca lSi m ulati on of Surface D e f o r m ati on and R esi dua l Stres-ses F ields i n L aser Shock P ro cessi ng Exper i m ents[J].A ppl Surf Sc,i2003,238(1/4):242~248.(收稿日期:2010-06-03,修回日期:2011-03-10)S tudy on S urf ace Modifi c ati o n of Laser-re inf orced A l u m inu m A ll o yL I U Jun-n i n g1,2,PE I Jun-feng1,2(C ontinued on Page201)由分析结果可以看出增加筋板的数量可以加强卷筒的结构强度,减小卷筒所受应力,但应力减小的幅度较小。