生产加工工艺流程图
生产机加工件工艺流程图
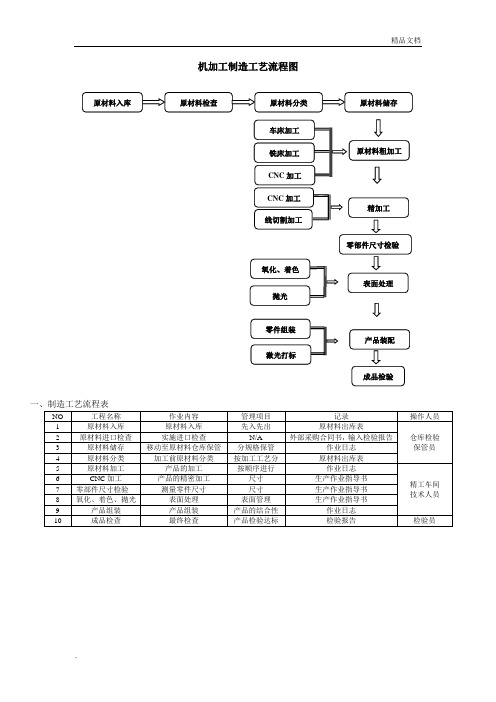
一、制造工艺流程表
NO
工程名称
作业内容
管理项目
记录
操作人员
1
原材料入库
原材料入库
先入Hale Waihona Puke 出原材料出库表仓库检验
保管员
2
原材料进口检查
实施进口检查
N/A
外部采购合同书,输入检验报告
3
原材料储存
移动至原材料仓库保管
分规格保管
作业日志
4
原材料分类
加工前原材料分类
按加工工艺分
原材料出库表
5
原材料加工
产品的加工
按顺序进行
作业日志
精工车间
技术人员
6
CNC加工
产品的精密加工
尺寸
生产作业指导书
7
零部件尺寸检验
测量零件尺寸
尺寸
生产作业指导书
8
氧化、着色、抛光
表面处理
表面管理
生产作业指导书
9
产品组装
产品组装
产品的结合性
作业日志
10
成品检查
最终检查
产品检验达标
检验报告
检验员
生产工艺流程图

固定串板
贴铭牌,条码主机 箱
包装
打电脑板,盖板 入库
固定自吸泵, 净水阀
固定高压阀,冲洗阀
机器检验
去水,贴标签
连接电源
检测
一、生产工艺流程图
铁板机生产工艺过程流程图
生产工业过程流程图
原材料分包
投料
固定滤瓶
固定自吸 泵,净水阀
固定高压 阀,冲洗阀
贴铭牌,条码主
装防尘盖
固定管夹
去水,贴标签
检测
机箱
包装
入库连接电源 线固定膜 Nhomakorabea, 膜壳夹
二、生产工业流程图
箱式机 生 产 工 艺 过 程 流 程 图
生产过程流程图
原材料分 包
投料
工艺流程框图
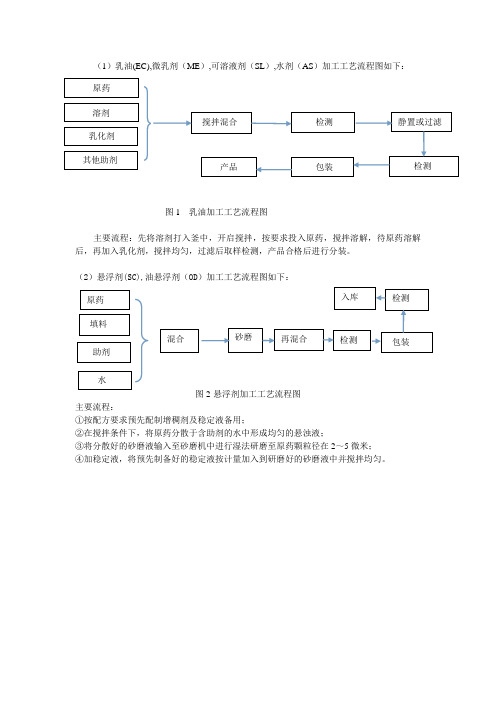
(1)乳油(EC),微乳剂(ME ),可溶液剂(SL ),水剂(AS )加工工艺流程图如下:图1 乳油加工工艺流程图主要流程:先将溶剂打入釜中,开启搅拌,按要求投入原药,搅拌溶解,待原药溶解后,再加入乳化剂,搅拌均匀,过滤后取样检测,产品合格后进行分装。
(2)悬浮剂(SC),油悬浮剂(OD )加工工艺流程图如下:图2-悬浮剂加工工艺流程图主要流程:①按配方要求预先配制增稠剂及稳定液备用;②在搅拌条件下,将原药分散于含助剂的水中形成均匀的悬浊液;③将分散好的砂磨液输入至砂磨机中进行湿法研磨至原药颗粒径在2~5微米;④加稳定液,将预先制备好的稳定液按计量加入到研磨好的砂磨液中并搅拌均匀。
原药溶剂乳化剂其他助剂搅拌混合 检测 静置或过滤 包装 检测 产品 原药填料助剂水 混合 砂磨 再混合 检测 包装检测 入库(3)悬乳剂(SE),水乳剂(EW )加工工艺流程图:图3悬乳剂加工工艺流程图主要流程:把原药按比例混合,投入到砂磨机中,两个小时以后出料,然后,把事先做好的水乳剂混合搅拌,过滤后取样检测,产品合格后进行分装。
(4)可湿性粉剂(WP)加工工艺流程图为:图4可湿性粉剂加工工艺流程图原药 助剂 水制成悬浮剂 按比例混合 灌装 包装 检测 入库 原药 助剂 水水乳剂固体原药填料 助剂混合 粉碎 气流粉碎 再混 检测 包装 检测 入库(5)水分散粒剂(WDG)加工工艺流程图如下:图5水分散粒剂加工工艺流程图主要流程:先将固体原药,助剂,填料充分混合,粉碎,再搅拌,然后按一定的比例加水,加完水以后,就可以造粒,检测,产品合格以后就可以分装。
(6)微乳剂(ME),水剂(AS )加工工艺流程图如下:图6微浮剂加工工艺流程图操作过程:先将农药原药、溶剂和乳化剂等制备成油相,然后在搅拌条件下将油相缓慢加入水中,形成均相透明的微乳液;或在油相中缓慢加入水,不断搅拌,形成均相透明的微乳液。
有时针对水溶性乳化剂,将分散介质水加入容器中,在搅拌条件下加入所需的乳化剂并完全溶解,然后将油相(液体农药原药或溶解于溶剂中的固体原药)缓慢加入 至乳化体系中充分搅拌直至形成均相的微乳液(水剂)。
面包生产工艺流程图

温度:32℃~35℃ 湿度:70~75%时间:夏天120min~150min冬天180min~210min,具体时间要根据面包醒发情况而定。
烘烤
烤箱、电热旋风炉
上箱温度200℃下箱温度180℃烘烤时间:15-20min
冷加工
在开始冷加工前,冷加工间开启紫外线消毒30min,同时果酱进入原料杀菌间杀菌30min.停留60min,方可使用,果酱涂抹均匀。
清河县益和成糕点厂
烘烤类糕点(面包)生产工艺流程图
冷加工工艺流程图
热加工工艺流程图
注:"★"为关键工序质量控制点
关键工序质量控制点控制参数
关键工序
设备、设施
工艺参数要求
调粉
和面机
依次称量白砂糖5kg、无水酥油2kg、鸡蛋5kg、食用盐250g、酵母250g、改良剂100g、山梨酸钾100g、生活饮用水10kg(食品添加剂严格按照GB2760-2011规定使用,称量要准确)打浆15±1 min,打浆结束后,加入小麦粉25kg,搅拌3-5 min。
完整生产工艺流程图
1 / 7下载文档可编辑
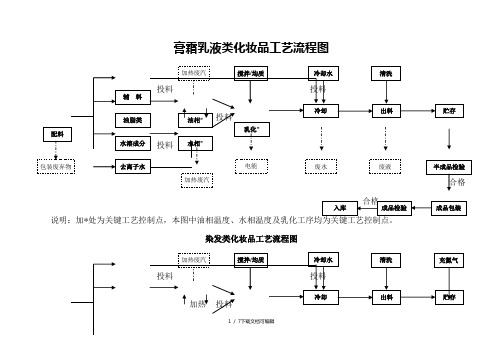
膏霜乳液类化妆品工艺流程图
说明:加*
染发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
洗发类化妆品工艺流程图
2 / 7下载文档可编辑
说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
香水类化妆品工艺流程图
3 / 7下载文档可编辑
美容类化妆品(唇膏)工艺流程图
4 / 7下载文档可编辑
5 / 7下载文档可编辑
美容类化妆品(粉饼)工艺流程图
填料
说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
配料
辅料
主料
添加剂 研磨*
废汽
加热
废弃包装物 混合/灭菌
电能
过筛 电能
压制成型* 装盒
成品贮存
6 / 7下载文档可编辑
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)
7 / 7下载文档可编辑。
锂电池生产工艺流程图

工序功能:将浆料间歇、均匀地涂覆在传送集流体的表面, 烘干,分别制成正负极的极片卷。
原理:涂辊转动带动浆料,通过调整刮刀 间隙来调节浆料转移量,并利用背辊或涂 辊的转动将浆料转移到基材上,按工艺要 求,控制涂布层的厚度以达到重量要求, 同时,通过干燥加热除去平铺于基材上的 浆料中的溶剂,使固体物质很好地粘结于 基材上。
Cutting(裁片、分条)
工序功能:将冷压后的极片卷,先裁成大片,然后分成所需 要的小条正负极极片
卷绕工艺的主要工艺流程 ---Cutting
卷绕工艺的主要工艺流程 ---Winding
Winding(卷绕)
工序功能:小条正负极极片、隔离膜卷绕组合成裸电芯
卷绕工艺的主要工艺流程 ---Winding
卷绕工艺的主要工艺流程 --- Top sealing
Top sealing(顶封)---与叠片工艺相同
工序功能:将裸电芯包上包装铝箔,对顶部和侧边进行热封装
原理:包装铝箔分3层(尼龙层、铝层、PP层),封装 时通过加热使PP溶化,同时加压(封头压合)使两层 包装铝箔粘合在一起,达到封装的目的
卷绕工艺的主要工艺流程 --- Top sealing
测试
叠片工艺物料形态流程图
叠片工艺的主要工艺流程 ---Mixing
Mixing (搅拌)
工序功能:将正极或者负极粉料以及其他配料混合均匀,并调制成浆。
活性物质
导电剂
粘接剂
搅拌罐 溶剂
Mixing示意图
浆料控制点: 1.Viscosity粘度 2.Particle size颗粒度 3.Solid content固含量 工序控制点: 1.搅拌速度 2.搅拌温度 3.搅拌时间 4.搅拌次序
生产工艺流程图

服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
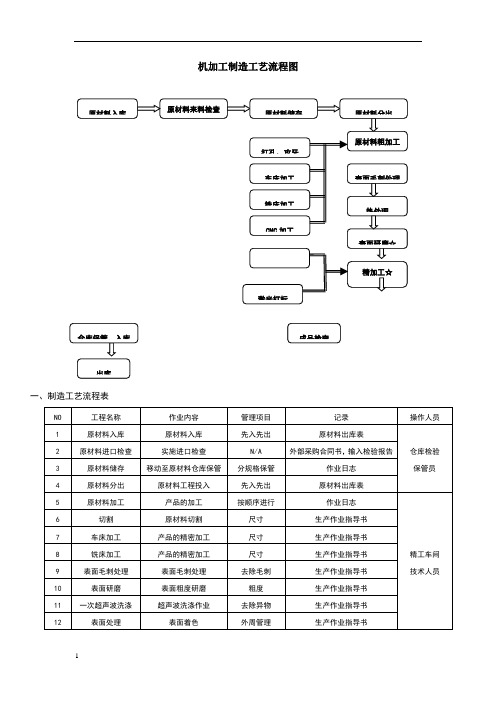
机加工工艺流程图
生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
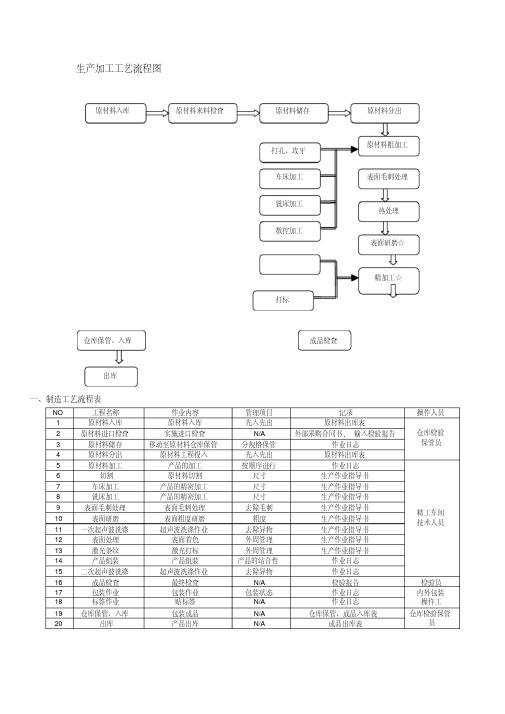
玻璃加工生产工艺流程图

玻璃加工生产工艺流程图
所用原料运至配料车间进行配料、混料后,经熔制车间上料口进行熔化,合格的玻璃液一部分送入制球车间制球,另一部分送入拉丝车间进行拉丝、纺纱成玻璃纤维。
生产工艺流程见图。
生产工艺流程图
生产工艺分为配料、熔制、制球、拉丝、纺纱等工序。
各工序工艺流程简述如下:
(1)配料
砂岩、白粒岩经斗式提升机提升到粉料仓中,石灰石、白云石、纯碱、回头料采用料罐提升到粉料仓中,其余原料用载货电梯运到粉料仓仓顶,人工拆包后倒入粉料仓中。
原料经称量、配料后由皮带送至混合机混合后出料。
(2)熔制
配合料运至熔制车间上料口,由加料机投入窑炉,经熔化、澄清、均化为合格的玻璃液后,流入工作池。
(3)制球
合格的玻璃液经供料道均化、调整成适合成型的温度,由剪刀机剪成料滴,进入制球机制成玻璃球,检验合格的玻璃球通过跑到进入球仓冷却、退火后,经检验合格由人工包装,最后运至成品库。
不合格的球运往原料车间,重新回炉利用。
(4)拉丝
合格的玻璃液经供料道均化、调整成适合成型的温度,进入拉丝机拉丝。
(5)络纱
纤维丝经纺纱机纺成玻璃纤维,最后打包入库。
工艺流程图

掰开每片清洗
拆袋入水浸泡
剪根
手工搓洗
清洗消毒
分货去向
装筐沥水
入冷藏库
机制切丝或条
Байду номын сангаас定容
西红柿 青椒/洋葱/小葱、蒜苗/大蒜/黄豆芽/韭菜 加工工艺流程图
、
西红柿、青椒加工工艺:
去根 装筐沥水 分货去向 浸泡10分钟 机制成段或丝或块或丁 入冷藏库 清洗 装筐 漂洗 定容
洋葱加工工艺:
去根去尾 装筐沥水 分货去向 手工扒老皮 机制成丝 入冷藏库 手工清洗 装筐 中心切成两瓣 定容
冷冻入库
分货去向
鸡胸丁加工工艺:
拆袋 机制成丁 入冷藏库 入水浸泡 装箱
解冻清洗
定容
装盘 分货去向
小葱、蒜苗加工工艺:
去根须 漂洗 分货去向 去老叶腐叶 去叶尾 入冷藏库 初步清洗 装筐沥水 叶茎结合处精洗 机制切段或沫或节
大蒜加工工艺:
水浸泡 定容 切除头部 分货去向 手工扒皮 入冷藏库 装筐
西红柿、青椒/洋葱/小葱、蒜苗/大蒜/黄豆芽/韭菜 加工工艺流程图
黄豆芽加工工艺:
手工清洗 定容 挑捡豆皮等异物 分货去向 精洗 入冷藏库 漂洗
去根 漂洗 装筐 去叶 装筐沥水 定容 分货去向 初步清洗 茎内精洗 机制成节 入冷藏库
魔芋豆腐加工工艺:
手工切成大块 分货去向 机制成丁或丝 入冷藏库 装筐沥水 定容
酸菜加工工艺:
入水浸泡 定容 去根 分货去向 手工切段 入冷藏库 装筐沥水
南瓜、冬瓜/白豆腐/糍粑辣椒/平菇、杏鲍菇/香菇/芹菜/魔芋豆腐/酸菜/ 千叶豆腐/鸡翅豆腐、豆腐皮加工工艺流程图
拆袋 装箱 入水浸泡清洗 定容 入水浸泡清洗 定容 手工分割成块状 分货去向 手工分割成块状 分货去向 机制成片 入冷藏库 机制成丝 入冷藏库
生产工艺流程图
分装符合《定量包装商品计量监督管理办法》要求
封口粘接牢固,无明显外观缺陷。
其他粮食加工品生产工艺流程图
关键控制环节
关键设备
参 数
原料
具有产品资质的企业提供原料
原料符合GB/T11766(小米)、GB/T22496(玉米糁)、GB/T10463(玉米粉)、NY/T894(荞麦面)、GB/T13360(莜麦粉)、GB2715(粮食)、GB/T13359(裸燕麦)、LS/T3215《高粱米》标准要求
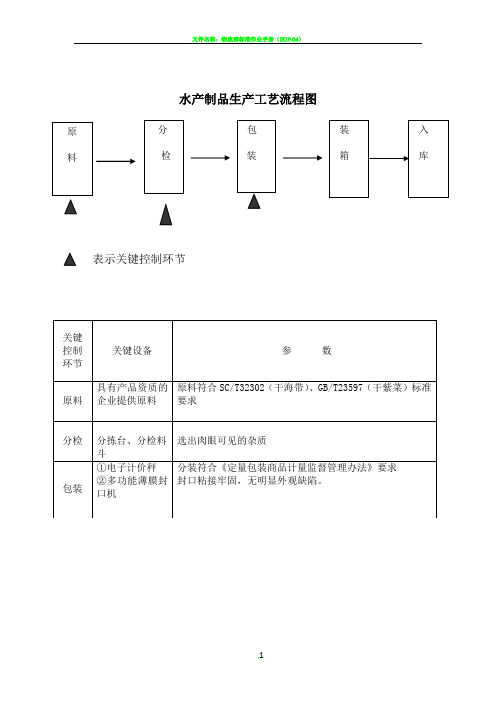
水产制品生产工艺流程图
关键控制环节
关键设备
参 数ห้องสมุดไป่ตู้
原料
具有产品资质的企业提供原料
原料符合SC/T32302(干海带)、GB/T23597(干紫菜)标准要求
分检
分拣台、分检料斗
选出肉眼可见的杂质
包装
①电子计价秤
②多功能薄膜封口机
分装符合《定量包装商品计量监督管理办法》要求
封口粘接牢固,无明显外观缺陷。
蔬菜制品生产工艺流程图
关键控制环节
关键设备
参 数
原料
具有产品资质的企业提供原料
原料符合NY/T1504《莲子》、GB/T6192《黑木耳》、GB7096《食用菌及其制品》、NY/T1045《脱水蔬菜》
干燥
烘干箱
如原料过潮则需要烘干
温度小于65℃,干燥约两个小时(是具体情况而定)
分检
分拣台、分检料斗
选出肉眼可见的杂质
包装
①电子计价秤
分检
分拣台、分检料斗
选出肉眼可见的杂质,坏果、虫蛀果等
包装
①电子计价秤
②多功能薄膜封口机
分装符合《定量包装商品计量监督管理办法》要求
食品生产工艺流程图
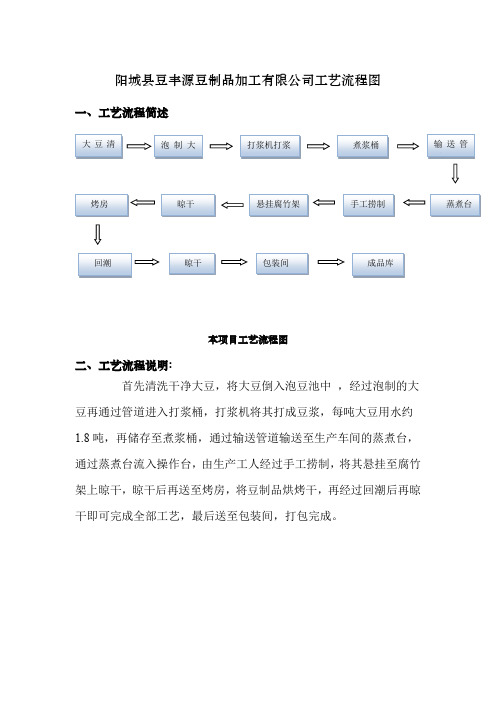
阳城县豆丰源豆制品加工有限公司工艺流程图
一、工艺流程简述
本项目工艺流程图
二、工艺流程说明:
首先清洗干净大豆,将大豆倒入泡豆池中 ,经过泡制的大豆再通过管道进入打浆桶,打浆机将其打成豆浆,每吨大豆用水约
1.8吨,再储存至煮浆桶,通过输送管道输送至生产车间的蒸煮台,通过蒸煮台流入操作台,由生产工人经过手工捞制,将其悬挂至腐竹架上晾干,晾干后再送至烤房,将豆制品烘烤干,再经过回潮后再晾干即可完成全部工艺,最后送至包装间,打包完成。
大豆清
洗 泡制大豆 打浆机打浆 煮浆桶 输送管道 蒸煮台 手工捞制 悬挂腐竹架 晾干 烤房 回潮 晾干 包装间
成品库。
生产机加工件工艺流程图
机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。