质量分析会PPT幻灯片
合集下载
月份质量分析会PPT课件
月PPM
0
0 200
PPM目标 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000
月PPM PPM目标
第18页/共27页
19
2012年壳体工废PPM统计表
1200
1000
800
600
400
200 0
0
0
0 1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月
于佳
完成时间 2012/3 2012/3 2012/3 2012/3 2012/3
第1页/共27页
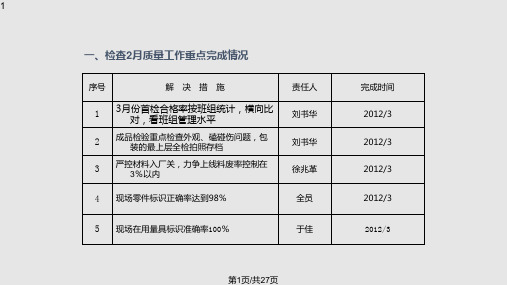
二、工作完成情况
1、2012年一季度首检一次合格率平均为88.6%,没有达到目标要求,部分的员工能 力还有待提高。 2012年度首检合格率统计
1
2
3
4
5
6
7
8
9
10
11
12
交检项
数
811 690 1334
30000 21233
20000
10000
3906
0
0 1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月
月PPM 0 3906 21233 PPM目标 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000
月PPM PPM目标
第3页/共27页
4
2012年度班组首检合格率比较
0.98 0.96 0.94 0.92 0.9 0.88 0.86
1 2 3 4 5 6 7 8 9 10 11 12
中心班
90.0%
2024年度-期中考试成绩质量分析会PPT课件

学生表现评价
对学生在考试中的表现进行评价, 包括答题技巧、时间管理、卷面 整洁度等方面。
01 02 03 04
各科目成绩分析
针对各科目的成绩分布、难易程 度、知识点掌握情况等进行详细 分析。
存在问题剖析
对考试中出现的问题进行深入剖 析,如知识点掌握不扎实、审题 不清、答题不规范等。
23
未来考试展望
少数教师存在评分不严谨、误 差较大等问题,需要加强培训 和指导
13
04
考试成绩反映出的问题
Chapter
14
学生知识掌握情况问题
知识点掌握不全面
学习方法不当
部分学生未能全面掌握考试涉及的知 识点,表现出对知识点的理解和应用 不足。
部分学生采用的学习方法不适合自身 情况,导致学习效率低下,难以取得 理想的成绩。
04
其他科目
根据学校实际情况添 加相应的科目和统计 数据。
7
年级成绩对比情况0102 Nhomakorabea03
年级平均分对比
各年级平均分对比,直观 展示年级之间的差异。
年级及格率对比
各年级及格率对比,分析 年级之间的教学质量和学 生学习情况。
年级优秀率对比
各年级优秀率对比,了解 年级之间的优秀学生分布 情况。
8
班级成绩对比情况
部分题目难度较大, 考查学生综合运用能 力
11
学生答题情况分析
大部分学生基础知识掌握较好, 能够正确回答基础题目
部分学生综合运用能力有待提高, 需要加强相关训练
少数学生存在答题不规范、思路 不清晰等问题,需要加强指导和
训练
12
教师阅卷情况分析
教师阅卷认真、负责,评分标 准统一、公正
部分教师阅卷速度较慢,需要 加强阅卷效率
对学生在考试中的表现进行评价, 包括答题技巧、时间管理、卷面 整洁度等方面。
01 02 03 04
各科目成绩分析
针对各科目的成绩分布、难易程 度、知识点掌握情况等进行详细 分析。
存在问题剖析
对考试中出现的问题进行深入剖 析,如知识点掌握不扎实、审题 不清、答题不规范等。
23
未来考试展望
少数教师存在评分不严谨、误 差较大等问题,需要加强培训 和指导
13
04
考试成绩反映出的问题
Chapter
14
学生知识掌握情况问题
知识点掌握不全面
学习方法不当
部分学生未能全面掌握考试涉及的知 识点,表现出对知识点的理解和应用 不足。
部分学生采用的学习方法不适合自身 情况,导致学习效率低下,难以取得 理想的成绩。
04
其他科目
根据学校实际情况添 加相应的科目和统计 数据。
7
年级成绩对比情况0102 Nhomakorabea03
年级平均分对比
各年级平均分对比,直观 展示年级之间的差异。
年级及格率对比
各年级及格率对比,分析 年级之间的教学质量和学 生学习情况。
年级优秀率对比
各年级优秀率对比,了解 年级之间的优秀学生分布 情况。
8
班级成绩对比情况
部分题目难度较大, 考查学生综合运用能 力
11
学生答题情况分析
大部分学生基础知识掌握较好, 能够正确回答基础题目
部分学生综合运用能力有待提高, 需要加强相关训练
少数学生存在答题不规范、思路 不清晰等问题,需要加强指导和
训练
12
教师阅卷情况分析
教师阅卷认真、负责,评分标 准统一、公正
部分教师阅卷速度较慢,需要 加强阅卷效率
小学期中考试成绩质量分析会(共27张PPT)

01
因此,提高教育能力至关重要,需要挤出时间阅读和 学习,不能以任何理由拒绝提升自我。
在校本培训中,我们专注于转变教师的教育观念,提
02
高他们的课堂教学能力,以便更好地服务于教育。
为提升教师专业素养,我们积极开展岗位练兵活动。
03
要求教师们认真听课,深入评课,相互学习,总结经 验,共同进步。
今后教学建议
教学每一篇课文,应当作一次阅读训
2
练来要求学生,教师要根据教学,在
教会学生读的同时让学生理解和应用
知识。
教师应结合学生年龄特点,创新作文
3
教学方法,激发学生写作兴趣,引导
其积累丰富词汇,鼓励学生表达真实
想法,从而使学生乐于写作、善于表
达。
期中试卷分析
MIDTERM EXAMINATION
数学学科试卷
排名
涨幅
鉴/往/知/来 再/接/再/厉
02
期中试卷分析
期中试卷分析
MIDTERM EXAMINATION
语文学科试卷
本次语文考试得分率较高的主要部分在基础部分。
1
如,看拼音写词语,按课文填空等,学生掌握较好,这与教师平时要求多读多写密不可分,还与
教师要求背诵课文有关。
语文学科
从低年级到高年级教师普遍提到学生的阅读不过关,分析能力差。
期中检测在紧张、忙碌中已结束,但我们的教育仍在路上。
为了寻求提高教育质量的方法,推动教师专业成长,我们特召开本次期中考 试质量分析研讨会。
01
考试成绩 分析
目录
CONTENTS
02
期中试卷 分析
03
暴露出的 问题
04
今后教学 建议
鉴/往/知/来 再/接/再/厉
因此,提高教育能力至关重要,需要挤出时间阅读和 学习,不能以任何理由拒绝提升自我。
在校本培训中,我们专注于转变教师的教育观念,提
02
高他们的课堂教学能力,以便更好地服务于教育。
为提升教师专业素养,我们积极开展岗位练兵活动。
03
要求教师们认真听课,深入评课,相互学习,总结经 验,共同进步。
今后教学建议
教学每一篇课文,应当作一次阅读训
2
练来要求学生,教师要根据教学,在
教会学生读的同时让学生理解和应用
知识。
教师应结合学生年龄特点,创新作文
3
教学方法,激发学生写作兴趣,引导
其积累丰富词汇,鼓励学生表达真实
想法,从而使学生乐于写作、善于表
达。
期中试卷分析
MIDTERM EXAMINATION
数学学科试卷
排名
涨幅
鉴/往/知/来 再/接/再/厉
02
期中试卷分析
期中试卷分析
MIDTERM EXAMINATION
语文学科试卷
本次语文考试得分率较高的主要部分在基础部分。
1
如,看拼音写词语,按课文填空等,学生掌握较好,这与教师平时要求多读多写密不可分,还与
教师要求背诵课文有关。
语文学科
从低年级到高年级教师普遍提到学生的阅读不过关,分析能力差。
期中检测在紧张、忙碌中已结束,但我们的教育仍在路上。
为了寻求提高教育质量的方法,推动教师专业成长,我们特召开本次期中考 试质量分析研讨会。
01
考试成绩 分析
目录
CONTENTS
02
期中试卷 分析
03
暴露出的 问题
04
今后教学 建议
鉴/往/知/来 再/接/再/厉
月度质量分析会PPT演示文稿
更换三楼半罗茨 过滤器损坏,在生产时,
风机过滤器
漏风
维修工
更换过滤器,在更换完 成时,检查过滤器是否 张工
泄漏
10月3日
设 备
维修一楼空调室 密封垫损坏,在空调运转
洁净区漏水法兰
时,泄漏蒸汽
维修工
更换塔顶5号高压 压块损坏,如果严重会造 阀气压阀箱压块 成管线压力不稳定
维修工
更换密封垫圈,更换完 成时,观察是否泄漏
级的润滑油油
张工
9月30日
9月份变更完成情况
序号 变更日期
变更内容
是否变更
1
9月1日
星型阀轴承更换润滑油
√
2
9月16日 前处理 CIP 酸罐 Q14031VA 换向阀 更换阀门密封圈
√
3
9月21日
干燥浓奶间更换3号搅拌电机减速箱润滑油
√
4
9月21日
前处理巴杀板换天巴密封备案
√
5
9月28日
TA400混料均质机更换润滑油
空调名称
洁净区空调 中控室空调 前处理空调
运行频率
45% 19% 20%
送风位置
一楼洁净区 流化床 中控室 化验室
前处理大厅
送风温度
22℃ 28℃ 17℃
倾倒站空调
34%
倾倒站
17℃
外包空调
20%
外包间
14℃
混粉空调
27%
塔楼
12℃
空调间温度 空调间湿度
23℃
35RH
16℃ 19℃ 27℃ 21℃ 21℃
9月3日、9日、 15日、21日、 27日
9月3日、9日、 15日、21日、 27
日
2024年度期中考试质量分析pptppt课件

动的原因,提出针对性的改进建议。
25
07 总结与展望
2024/3/24
26
本次考试质量总结
01
02
03
04
试卷难度适中,考查知识点覆 盖面广
学生整体表现良好,平均分和 及格率均有提高
部分学生存在知识掌握不扎实 、答题不规范等问题
教师阅卷工作严谨,评分标准 统一
2024/3/24
27
下一步工作计划与措施
2024/3/24
21
06 考试成绩分布情况分析
2024/3/24
22
年级成绩分布情况
2024/3/24
年级平均分
01
反映年级整体学习水平,可与往期成绩对比,观察整体进步或
退步情况。
年级最高分与最低分
02
展示年级内学生成绩的差异范围,可分析优秀生与后进生的分
布情况。
年级成绩分布图
03
通过柱状图或饼图展示各分数段学生人数,直观呈现年级成绩
促进教学质量的提高 ,为期末考试做好准 备
2024/3/24
发现教学中存在的问 题,提出改进措施
4
汇报范围
考试基本情况
考试科目、时间、地点、参与人 员等
考试成绩分析
平均分、最高分、最低分、及格 率、优秀率等
试题质量评价
难易程度、知识点覆盖情况、区 分度等
改进措施与建议
针对问题提出具体的解决方案和 建议
2024/3/24
9
03 试卷质量分析
2024/3/24
10
试卷结构合理性
试卷整体结构清晰,分为选择题、填 空题、解答题等部分,各部分分值比 例合理。
试卷在题型设计上有所创新,适当增 加了综合性、探究性试题的比例,以 考查学生的综合能力和创新思维。
质量分析会PPT幻灯片

内部典型质量不良附图
131摇臂内部夹杂物:1YZ04B 2546件全数报废
201轴M8螺纹损伤
361支架2-M6倒角 不良
131摇臂轴孔粗糙 度不良----Ra2.4
12
内部典型质量不良附图
压铸后, 表处理抛 丸后起层
压铸模具抽芯断,隔皮 厚,无法手动敲穿。
13
7240总成:161216 端面漏油
外部质量问题(客诉)反馈附图
7240总成:161216 摇臂螺纹滑牙
密封圈取下后槽内有铁屑附着
S4S总成161031:摇臂卡死
7250总成150505:螺钉磨损严重
14
外部质量问题(客诉)反馈附图
7250总成:161201 Rc1/8螺纹孔大
OK
11.27mm NG
内部组织气孔
两边壁厚差值0.45, 出现单边,要求≤0.3
2017.2.20 现状:未整改完成。
22
⑶、2016年12月流转品做调试用共208件,主要集中在摇臂轴 精车调试。方案:轴调试用报废的整轴下料成可调用的小节,节约 成本,不会混入合格产品中。
小料在现场,未实 施调试作业和管理
16年12月流转品 16年12月流转品 17年1月流转品调 17年1月流转品调 调试致废数量(件) 调试损失金额(元) 试致废数量(件) 试损失金额(元)
1.17
调温器过渡 接头
R3000-1306008
质量问题简述 Φ3油孔对轴中心位置偏
50% 基体内部有夹杂物 M8螺纹烂牙69/486(14%) 2-M6倒角不良240件 Φ15孔Ra2.4不良
压铸表面起层 抽芯孔断裂,形成隔层超厚 压铸Φ9孔塞规不过
整改措施及处理结果
检具改制;制定调试作业指导书;全数 分选使用;报废25件
小学期中期末考试成绩质量分析会(共27张PPT)

以考促教共同进步
中 小 学 期 中 考 试 ·期 末 考 试 成 绩 质 量 分 析 教 研 会
考试质量分析会
前言
考试是检验教学成果的重要手段,不仅衡量学生对知识的理解和应用能力,同时也 评估教师阶段性的教学成果和不足,为后续教学工作提供指导。 尽管考试检测已落幕,但它只是教育过程中的一个环节,我们的教育仍在前进,致 力于培养出更多优秀的未来人才。 本次考试质量分析会议旨在提高教育教学水平,助力教师专业发展。通过深入挖掘 数据规律,总结成功经验,发现潜在问题,有针对性地提出改进措施,以期实现教 育教学质量的飞跃。
尽管部分学生书写仍不认真工整,但大部分学生书写能力已有显著 提高。然而,在课文内容掌握上,学生表现稍显不足,这可能源于 阅读训练和写话培养不足。因此,为提高学生书写水平和课文内容 掌握能力,我们需要加强阅读训练和写话培养,助其更好地掌握和 理解课文内容。
语文学科教学建议
识字教学
教师应当不断创新和改 进识字教学方法,提高 学生的学习兴趣和效率, 同时注重基础知识的强 化训练,为学生的语文 学习奠定坚实基础。
今后教学建议
本次考试反映了观念、责任和态度方面的问题,建议今后在工作中加强观念转变、强 化责任意识、端正工作态度。
1
2
在教学过程中,教师应把培养良好 的学习习惯和学习方法作为首要任 务,包括阅读、写作、听讲和提问 等方面,并在日常教学中始终贯穿。 同时,教师需要引导学生掌握有效 的学习方法,以提高学习效率。
数学学科试卷分析
1、学生计算能力薄弱,表现在口算、笔算、简 便运算错误率高,对水表、电表读数及用水、用 电量计算理解不透彻,汽车行驶公里数计算方法 掌握不熟练。此外,二年级学生对乘法口诀的掌 握尚不够熟练,导致计算正确率有待提高。
中 小 学 期 中 考 试 ·期 末 考 试 成 绩 质 量 分 析 教 研 会
考试质量分析会
前言
考试是检验教学成果的重要手段,不仅衡量学生对知识的理解和应用能力,同时也 评估教师阶段性的教学成果和不足,为后续教学工作提供指导。 尽管考试检测已落幕,但它只是教育过程中的一个环节,我们的教育仍在前进,致 力于培养出更多优秀的未来人才。 本次考试质量分析会议旨在提高教育教学水平,助力教师专业发展。通过深入挖掘 数据规律,总结成功经验,发现潜在问题,有针对性地提出改进措施,以期实现教 育教学质量的飞跃。
尽管部分学生书写仍不认真工整,但大部分学生书写能力已有显著 提高。然而,在课文内容掌握上,学生表现稍显不足,这可能源于 阅读训练和写话培养不足。因此,为提高学生书写水平和课文内容 掌握能力,我们需要加强阅读训练和写话培养,助其更好地掌握和 理解课文内容。
语文学科教学建议
识字教学
教师应当不断创新和改 进识字教学方法,提高 学生的学习兴趣和效率, 同时注重基础知识的强 化训练,为学生的语文 学习奠定坚实基础。
今后教学建议
本次考试反映了观念、责任和态度方面的问题,建议今后在工作中加强观念转变、强 化责任意识、端正工作态度。
1
2
在教学过程中,教师应把培养良好 的学习习惯和学习方法作为首要任 务,包括阅读、写作、听讲和提问 等方面,并在日常教学中始终贯穿。 同时,教师需要引导学生掌握有效 的学习方法,以提高学习效率。
数学学科试卷分析
1、学生计算能力薄弱,表现在口算、笔算、简 便运算错误率高,对水表、电表读数及用水、用 电量计算理解不透彻,汽车行驶公里数计算方法 掌握不熟练。此外,二年级学生对乘法口诀的掌 握尚不够熟练,导致计算正确率有待提高。
初中期中考试质量分析会 课件(共27张PPT)

202X
鉴/往/知/来
再/接/再/厉
期中考试成绩
质量分析会
期中考试成绩质量分析教研会PPT
教师
时间:202X-XX
期中考试
考试是教与学的重要环节,既检验了学生对知识的掌握和技能的提升,也评 估了教师的阶段性教学成果,更为后续工作提供了有力的指导。
期中考试已过,教育事业却依然在不断前行。
为提升教育质量,促进教师专业发展,特举办此次期中考试质量分析研讨会。
3
数学课堂应积极鼓励学生口 头表达,通过加强训练,帮 助他们学会用数学语言表达 思考过程,从而提升自信心 和分析问题的能力。这种训 练不仅有助于培养学生的逻 辑思维,还能提高他们在现 实生活中解决问题的能力。
英语学科试卷
选择适当的选项,失分较多。
1 学生失分主要是因为对话与情境脱节,缺乏答题技巧,导致无 法有效提取信息。
03
积极开展岗位练兵,要求教师认真听课、深入评课,
互相学习、取长补短。
努力提高教师专业素质
教学处通过加强随堂听课,引导教师提高课堂教学的 规范性和有效性,从而提升教学质量。
每位教师都应将教学视为终身的事业,不断提升责任 感、危机意识和服务意识,绝不能满足于现状。我们 要从低年级抓起,努力消除不及格现象,最终实现全 面优秀。
数学学科试卷
1
数学教学应着重培养学生的 数学思维,通过生动有趣的 实例,将抽象的数学知识与 生活实际紧密联系,帮助他 们提升解决实际问题的能力, 最终达到提高数学素养的目 的。
2
为了提升学生的计算能力,我们应 关注其作业中的计算习惯。部分学 生过度依赖计算器,然而教育目标 应引导他们正确使用计算器,了解 其功能,并鼓励在作业中尽量避免 使用,从而锻炼其计算技能。
鉴/往/知/来
再/接/再/厉
期中考试成绩
质量分析会
期中考试成绩质量分析教研会PPT
教师
时间:202X-XX
期中考试
考试是教与学的重要环节,既检验了学生对知识的掌握和技能的提升,也评 估了教师的阶段性教学成果,更为后续工作提供了有力的指导。
期中考试已过,教育事业却依然在不断前行。
为提升教育质量,促进教师专业发展,特举办此次期中考试质量分析研讨会。
3
数学课堂应积极鼓励学生口 头表达,通过加强训练,帮 助他们学会用数学语言表达 思考过程,从而提升自信心 和分析问题的能力。这种训 练不仅有助于培养学生的逻 辑思维,还能提高他们在现 实生活中解决问题的能力。
英语学科试卷
选择适当的选项,失分较多。
1 学生失分主要是因为对话与情境脱节,缺乏答题技巧,导致无 法有效提取信息。
03
积极开展岗位练兵,要求教师认真听课、深入评课,
互相学习、取长补短。
努力提高教师专业素质
教学处通过加强随堂听课,引导教师提高课堂教学的 规范性和有效性,从而提升教学质量。
每位教师都应将教学视为终身的事业,不断提升责任 感、危机意识和服务意识,绝不能满足于现状。我们 要从低年级抓起,努力消除不及格现象,最终实现全 面优秀。
数学学科试卷
1
数学教学应着重培养学生的 数学思维,通过生动有趣的 实例,将抽象的数学知识与 生活实际紧密联系,帮助他 们提升解决实际问题的能力, 最终达到提高数学素养的目 的。
2
为了提升学生的计算能力,我们应 关注其作业中的计算习惯。部分学 生过度依赖计算器,然而教育目标 应引导他们正确使用计算器,了解 其功能,并鼓励在作业中尽量避免 使用,从而锻炼其计算技能。
期中考试质量分析 主题班会PPT
通过对所有学生的考试成绩进行统计,我们发现平均分为XX 分,最高分为XX分,最低分为XX分。同时,我们也对各个分 数段的学生人数进行了统计,以便更好地了解学生的成绩分 布情况。
成绩分布
从成绩分布情况来看,大部分学生的成绩集中在XX分至XX分 之间,占总人数的XX%。同时,也有一部分学生的成绩高于 XX分或低于XX分,这部分学生需要进一步提高自己的学习成 绩。
期中考试质量分析 主 题班会
汇报人:可编辑
2023-12-20
CONTENTS 目录
• 期中考试整体情况回顾 • 各科目考试质量分析 • 学生答题情况与问题分析 • 教师教学反思与改进措施 • 期中考试后学习计划与目标设定 • 期中考试质量分析主题班会总结与展
望
CHAPTER 01
期中考试整体情况回顾
总结词:整体表现良好,部分同 学需要提高解题速度和准确性。
难题解答:部分同学在解答难题 时思路不够开阔,需要加强思维 训练,提高解决问题的能力。
英语科目质量分析
总结词:整体表现稳 定,部分同学需要提 高阅读速度和词汇量 。
详细描述
阅读理解部分:大部 分同学能够较好地掌 握阅读理解的基本技 巧和方法,但在阅读 速度和词汇量方面仍 有提升空间。
不足
部分学生在答题过程中缺乏自信,容 易受到外界干扰,影响答题质量。同 时,部分学生缺乏必要的答题技巧, 需要加强训练和提高。
针对不同层次学生的答题策略建议
学优生
对于学优生,应注重提高其思维能力和解题技巧,鼓励其多做难题、提高解题速度和准确 性。
中等生
对于中等生,应注重巩固其基础知识,提高其审题能力和答题技巧,鼓励其多做练习、提 高熟练度。
CHAPTER 02
各科目考试质量分析
成绩分布
从成绩分布情况来看,大部分学生的成绩集中在XX分至XX分 之间,占总人数的XX%。同时,也有一部分学生的成绩高于 XX分或低于XX分,这部分学生需要进一步提高自己的学习成 绩。
期中考试质量分析 主 题班会
汇报人:可编辑
2023-12-20
CONTENTS 目录
• 期中考试整体情况回顾 • 各科目考试质量分析 • 学生答题情况与问题分析 • 教师教学反思与改进措施 • 期中考试后学习计划与目标设定 • 期中考试质量分析主题班会总结与展
望
CHAPTER 01
期中考试整体情况回顾
总结词:整体表现良好,部分同 学需要提高解题速度和准确性。
难题解答:部分同学在解答难题 时思路不够开阔,需要加强思维 训练,提高解决问题的能力。
英语科目质量分析
总结词:整体表现稳 定,部分同学需要提 高阅读速度和词汇量 。
详细描述
阅读理解部分:大部 分同学能够较好地掌 握阅读理解的基本技 巧和方法,但在阅读 速度和词汇量方面仍 有提升空间。
不足
部分学生在答题过程中缺乏自信,容 易受到外界干扰,影响答题质量。同 时,部分学生缺乏必要的答题技巧, 需要加强训练和提高。
针对不同层次学生的答题策略建议
学优生
对于学优生,应注重提高其思维能力和解题技巧,鼓励其多做难题、提高解题速度和准确 性。
中等生
对于中等生,应注重巩固其基础知识,提高其审题能力和答题技巧,鼓励其多做练习、提 高熟练度。
CHAPTER 02
各科目考试质量分析
教学质量分析幻灯片
六年级期中考试各科平均分与中心校平均分对比分析
语文
数学
英语
学校 平均分
分差 平均分
分差
平均分
分差
中心 校
81.80
王小 83.66
84.93
84.53
(+1.86) 92.24 (+7.31) 78.45 (-6.08)
各年级学科成绩分析: (16科/高12科/低4科) (优势5科,弱势2科)
语文:高于平均分有5个年级(1.2.4.5.6) 其中优势学科为:二年级 没有弱势学科。
数学:高于平均分有5个年级(1.2.4.5.6) 其中优势学科为:一年级、 五年级、四年级、六年级 弱势学科为:三年级数学
英语:高于平均分有两个年级(3、5) 没有优势学科 弱势学科为:六年级
03 语数英共性问题研讨 1.不审题、粗心、浮躁、不认真 2.书写欠规范、漂亮。 3.复习欠全面,学生对题目生疏,丢分严 重。 4.班级低分段多。
质量兴校 砥砺同行
经开区王安房小学
阶段性教学质量分析研讨会
2019 . 11
目的
1 发现、解决教学问题 2 总结、交流教学经验 3 为后期教学工作提供思路和方法 4 互通有无、资源共享、
提升教研水平、提高教学质量
01
教学成绩分析
——各年级各学科
平均成绩与中心校平均成绩对比
一年级期中考试各科平均分与中心校平均分对比分析
03
教学问题研讨
语文: 1.写话、作文问题(三) 2.课内课外 阅读
3. 错别字(易错字、易错音)
03
教学问题研讨
数学: 1.计算(简便运算)(四、五、六) 2.操作题 3.解决问题(两种方法思路) 4.概念理解模糊。
高三第一次质量分析会 PPT

三种班级管理层次
相对宽松,有人格力量,学生自主学习
一切从严要求,从培养习惯入手,学生集中 精力于学习
学生不服管理或者宽松后精力不在学习上
教师得失败:往往把对学生得不喜欢过多地表现在嘴上, 体现在眼里。缺少爱得纯真 家长得失败:往往把对学生得喜欢过多地表现在嘴上,体
现在眼里。缺少爱得智慧
❖ 三、思考—增进我们得教育智慧与教育境界
三种教师得价值观
把教书当职Байду номын сангаас:作为社会生活中谋生得 一种手段,一种社会劳动者得角色
把教书当事业:具有一定得目标,力求产 生一定得影响
把教书当志业:立志于干出一番成就,有 志于献身教育
❖ 四、建议
1、强化“三基”,夯实基础 2、全面复习,系统整理知识,查漏补缺,优化知
识结构 3、加强对知识交汇点问题得训练 4、不搞题海取胜,注重选择题目得质量与处理水平 5、注意归纳总结常用得解题思想方法 6、上好各种类型得新授课、复习课、试卷讲评课、成绩分析课、 周会课 7、落实作业批改与习惯得养成,分分必争 8、分类指导,BC班坚持“面向中等生,重视中低档题”得基本方 针 9、注重学生得心理辅导与心理调节,调控好学生情绪 10、搞好培优辅差、临界生得针对性辅导,做到心中有数 11、发挥集体团队得作用 12、严格管理学生,做好高三工作纪律得落实
高三第一次质量分析会
❖ 一、靖州一中高中教学质量目标
❖ 靖州一中教学质量四途径
❖ 靖州一中素质教育六方面
❖ 靖州一中素质教育12个维度
❖二、奋斗—咬定质量不放松
❖二、奋斗—咬定质量不放松
❖二、奋斗—咬定质量不放松
❖二、奋斗—咬定质量不放松
大家应该也有点累了,稍作休息
大家有疑问得,可以询问与交流
相对宽松,有人格力量,学生自主学习
一切从严要求,从培养习惯入手,学生集中 精力于学习
学生不服管理或者宽松后精力不在学习上
教师得失败:往往把对学生得不喜欢过多地表现在嘴上, 体现在眼里。缺少爱得纯真 家长得失败:往往把对学生得喜欢过多地表现在嘴上,体
现在眼里。缺少爱得智慧
❖ 三、思考—增进我们得教育智慧与教育境界
三种教师得价值观
把教书当职Байду номын сангаас:作为社会生活中谋生得 一种手段,一种社会劳动者得角色
把教书当事业:具有一定得目标,力求产 生一定得影响
把教书当志业:立志于干出一番成就,有 志于献身教育
❖ 四、建议
1、强化“三基”,夯实基础 2、全面复习,系统整理知识,查漏补缺,优化知
识结构 3、加强对知识交汇点问题得训练 4、不搞题海取胜,注重选择题目得质量与处理水平 5、注意归纳总结常用得解题思想方法 6、上好各种类型得新授课、复习课、试卷讲评课、成绩分析课、 周会课 7、落实作业批改与习惯得养成,分分必争 8、分类指导,BC班坚持“面向中等生,重视中低档题”得基本方 针 9、注重学生得心理辅导与心理调节,调控好学生情绪 10、搞好培优辅差、临界生得针对性辅导,做到心中有数 11、发挥集体团队得作用 12、严格管理学生,做好高三工作纪律得落实
高三第一次质量分析会
❖ 一、靖州一中高中教学质量目标
❖ 靖州一中教学质量四途径
❖ 靖州一中素质教育六方面
❖ 靖州一中素质教育12个维度
❖二、奋斗—咬定质量不放松
❖二、奋斗—咬定质量不放松
❖二、奋斗—咬定质量不放松
❖二、奋斗—咬定质量不放松
大家应该也有点累了,稍作休息
大家有疑问得,可以询问与交流
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.6
摇臂总 成
7250
PS EW
支架 Rc1/8孔 大1件
返修螺纹攻
161201
大
处置对策 完善返修规定
对策书编 号
整改后 发货情
况
担当责 任者
备 注
2017003质量部1.6来自摇臂总 成7240
PS 螺钉卡死 EW 1件
1612161
摇臂螺纹内 有异物
摇臂在装配前用气 枪吹
20170113
技术部
1.6
质量部 /压铸
10
三、内部典型质量问题反馈
日期 产品名称
图号
1.6
摇臂轴
120316201
1.13
摇臂
120356131
1.16
摇臂轴
120316201
1.20 摇臂支架
120346361
1.22
摇臂
120356131
1.11
调温器座
R3000-1306003
1.7 润通支撑座
R3000-1007102
产 量 合格数 合格率 工废数 工废率
本月
85432
84729 99.18%
703
0.92%
上年
1489622 1472712 98.86% 16910 1.14%
与上年比 较
↓0.12%
5
工废、工废率质量统计:7240/7250
机加工废数、工废率对比(上月)
大洋摇臂
大洋支架
大洋轴类
备注
16年12月工 废数
内部典型质量不良附图
131摇臂内部夹杂物:1YZ04B 2546件全数报废
201轴M8螺纹损伤
361支架2-M6倒角 不良
131摇臂轴孔粗糙 度不良----Ra2.4
12
内部典型质量不良附图
压铸后, 表处理抛 丸后起层
压铸模具抽芯断,隔皮 厚,无法手动敲穿。
13
7240总成:161216 端面漏油
3
(一)压铸产品毛坯交验质量情况
质量状况对比:压铸废品
生产数
合格数
合格率
废品数
废品率
本月
90691
88513 97.60% 2178
2.40%
去年 与上年比较
1237816 1212730 97.97% 25086
2.03% ↑0.37%
备注
(二)压铸毛坯机加情况:
本月 去年 与上年比较
生产数
合格数
1.17
调温器过渡 接头
R3000-1306008
质量问题简述 Φ3油孔对轴中心位置偏
50% 基体内部有夹杂物 M8螺纹烂牙69/486(14%) 2-M6倒角不良240件 Φ15孔Ra2.4不良
压铸表面起层 抽芯孔断裂,形成隔层超厚 压铸Φ9孔塞规不过
整改措施及处理结果
检具改制;制定调试作业指导书;全数 分选使用;报废25件
合格率
废品数
废品率
36589
33416 91.33% 3137
8.67%
641372 599980 93.55% 41392 6.45%
↑2.22%
备注 131摇臂因杂质报废
2494件
4
机加1月份质量月报
生产总数及质量情况:工废
机加车间总体质量情况:产品交验总数85432件,合格数84729 件,合格率99.18%,废品总数为788件,废品率为0.92%。
更换颗粒剂;1YZ04B批2546件报废
不允许在打磨前攻丝;全数分选5牙 之上的损伤报废62件
全数分选返修;专批发无锡;攻丝前倒 角
全数分选1096件不良专批发无锡;更 换刀具
1、改善模具排气系统。2、宣贯教 育操作者喷枪使用。
更换抽芯
压铸时增设塞规检查(原游标卡尺 检查)
11
Φ3油孔偏:7YX21YZ27 不良50件
2
一、压铸1月份质量月报
压铸车间生产及质量情况
(一)压铸车间生产数为90691件,合格数为88513件,废品数为 2178件.合格率为97.60%,废品率为2.40%(主要反映压铸车 间生产及产品质量)。 (二)压铸产品机加总体合格率(反映压铸毛坯在机加到成品质量情 况,)生产本厂压铸毛坯36589件,合格数为33416件,废品数为 3173件, 交验合格率为91.33%,废品率为8.67%。
16年12月工 废率
本月工废数
61 0.12%
515
21 0.33%
34
596
7.53% 109
本月摇臂孔拉伤499件,拉伤 占总不良96.89%
本月工废率
1.44%
0. 50%
1.94%
6
7
8
二、外部质量问题反馈(客诉)
投
诉 产品名 产品 客 投诉内容/ 不良批
时
称
图号 户 不良数
次
间
不良原因
摇臂总 成
7240
PS 端面漏油 EW 1件
1612161
轴密封槽内 有铁屑
改进测漏方式
20170118
技术部
摇臂总
1.16
成
S4S
三 摇臂与轴 菱 卡死
161031
摇臂圆度不 良
1、摇臂轴孔在滚压 前增加挤压加工 2、入库前对孔进行 全检 3、装配后灵活性检 查时增大偏摆角度
20170117
1.17
外部质量问题(客诉)反馈附图
7240总成:161216 摇臂螺纹滑牙
密封圈取下后槽内有铁屑附着
S4S总成161031:摇臂卡死
7250总成150505:螺钉磨损严重
14
外部质量问题(客诉)反馈附图
7250总成:161201 Rc1/8螺纹孔大
OK
11.27mm NG
内部组织气孔
两边壁厚差值0.45, 出现单边,要求≤0.3
来料套管厚度超差, 实测28.5(要求27-0.5)
15
四、退货情况汇总
产品类别
交付数量
前端盖 制动器 大环
外贸
0 13704 41712 7433
交付不良
三包退货
/
7018
0
107
277
0
5
0
PPM
/ / 6640 672.68
摇臂总 成
7250
调整螺钉 MIS 无硬度1
件
150505
技术部 质量部
9
附表一
投
产
诉 时
产品名称
品 图
间
号
客 投诉内容/ 不良批
户 不良数
次
不良原因
处置对策
对策书编 号
整改后 发货情
况
担当责 任者
备 注
1.1 6
壳体
21 68 01
大 环
单边0.4 至0.5
1月1.8 压铸模具控 宣贯教育,并确认
重庆泓浦汽车工业有限公司
2017年1月 质量总结会
质量部 2017. 2.7
1
目录
一、压铸、机加质量指标完成情况 二、外部质量投诉 三、内部典型质量问题 四、客户退货情况汇总 五、供应商来料质量汇总 六、4M/调试品等制度的执行情况 七、工艺纪律执行情况汇总 八、上月质量改善情况(本月无) 九、本月整改项
压铸
制不良
要求≤0.3
1.1 蹄片组件 18
7
0
川 渝
套管尺寸 超差
库存
供应商零星 不良
使用游标卡尺分选 使用(合计分选 200余件,发现6件
不良)
2.7
壳体
21 68
大 环
内部组织 气孔
1月压铸
01
1、抽查其他批次, 未发现严重不良。
2、不良批次机加后 分选
已验证 合格
质量部
已分选 未发货
质量部 /配套 部