滚动轴承(00002)
滚动轴承的内径代号

滚动轴承的内径代号
【最新版】
目录
1.滚动轴承内径代号的规定
2.滚动轴承内径的计算方法
3.举例说明不同内径代号的轴承内径
正文
滚动轴承的内径代号是轴承型号的重要组成部分,它反映了轴承的内径尺寸。
按照规定,轴承内径用基本代号右起第一、二位数字表示。
以下是滚动轴承内径代号的计算方法以及举例说明。
1.内径在 10mm 以内的表示方法:基本代号右起第一位数字为 6,第二位数字为 2,斜杠后面为轴承内径尺寸。
例如,62/9 表示内径为 9mm。
2.内径在 10mm 到 20mm 之间(不包括 20mm):基本代号为 00、01、02、03,分别代表内径为 10mm、12mm、15mm、17mm。
例如,6201 表示内径为 12mm,6202 表示内径为 15mm。
3.内径 20mm 到 490mm 之间:用轴承代号的后两位乘以 5 得到内径尺寸。
例如,6020 表示内径为 100mm,6340 表示内径为 217mm。
4.内径大于 490mm:用斜杠表示,后面跟内径尺寸。
例如,62/1000 表示内径为 1000mm。
以下是一些轴承型号及其内径尺寸的举例:
- 轴承型号 62116,内径尺寸为 16580mm;
- 轴承型号 6415,内径尺寸为 47mm;
- 轴承型号 61308,内径尺寸为 40mm;
- 轴承型号 6280,内径尺寸为 80mm。
通过以上内容,我们可以了解到滚动轴承内径代号的规定及其计算方法。
滚动轴承的代号表示方法

滚动轴承的代号表示方法轴承型号代号用途:代表象征滚动轴承的结构、尺寸、类型、精度等,代号由国家标准GB/T272-1993规定。
代号的构成:轴承前置代号——表示轴承的分部件轴承基本代号——表示轴承的类型与尺寸等主要特征轴承后置代号——表示轴承的精度与材料的特征轴承代号(轴承型号)的组成如下表所示:轴承内径代号:一般情况下轴承内径用轴承内径代号(基本代号的后两位数)×5=内径(mm),例:轴承6204的内径是04×5=20mm 。
常见特殊情况:一当轴承内径小于20mm轴承内径尺寸为(mm) 对应内径代号为10 0012 0115 0217 03二当轴承内径小于10mm,直接用基本代号的最后一位表示轴承内径尺寸;例:轴承608Z,用基本代号‘608’的最后一位8作内径尺寸,轴承608Z的内径为8mm。
以此类推627的内径为7mm,634的内径为4mm。
三轴承的内径不是5的倍数或者大于等于500mm,内径代号用斜杠‘/’隔开。
另一种情况:有部分滚针轴承旧代号内径代号直接用‘/’隔开。
这几种情况‘/’后边的几位数值为轴承内径尺寸。
见下表示例:轴承型号内径尺寸(mm)619/1.5 1.562/22 2260/500 5003519/1120 11207943/25 25以上是几种轴承内径常见的表示方法,国际上有些公司的代号都不尽相同;要以实际情况为准。
具体要参考各种资料和各厂家样本。
尺寸系列代号:用于表达相同内径但外径和宽度不同的轴承,见图。
外径系列代号:特轻(0,1),轻(2),中(3),重(4)宽度系列代号:一般正常宽度为“0”,通常不标注。
但对圆锥滚子轴承(7类)和调心滚子轴承(3类)等类型不能省略“0”6010为轻薄系列,应用于轻载荷、高转速;6210是轻型系列,轻型负荷转速最合理,是应用面最广的类型;6310是中重型系列;6410是重系列,用于重载低速。
中型和中重型应用最广,如各类机械传动部件、中小型电动机、流水线传送带、摩托车等等各种机械设备几乎都有用到这两种类型。
常用滚动轴承主要尺寸及性能参数

常用滚动轴承主要尺寸及性能参数滚动轴承是机械设备中常用的部件之一,它被广泛应用于各种设备和机械领域。
常用滚动轴承主要尺寸及性能参数包括:轴承内径、外径、宽度、基本额定负荷等级、额定静载荷、额定动载荷、极限转速、疲劳寿命等。
下面我将详细介绍这些参数。
1.轴承内径(ID):指轴承内圈的直径。
2.轴承外径(OD):指轴承外圈的直径。
3.轴承宽度(W):指轴承内圈和外圈之间的距离。
4.基本额定负荷等级(C):指在标准工况下,轴承能承受的基本额定载荷,单位是千牛顿(kN)。
5.额定静载荷(Co):指在静止状态下,轴承能够承受的最大载荷,单位是千牛顿(kN)。
6.额定动载荷(Cr):指在旋转状态下,轴承能够承受的最大载荷,单位是千牛顿(kN)。
7.极限转速(n):指轴承在正常工作条件下能够承受的最高转速,单位是转/分钟。
8.疲劳寿命(L10):指在额定负荷下,轴承能够运转的寿命,通常以行驶一百万公里的轴承失败概率为标准。
1. 深沟球轴承:最常见的滚动轴承之一,内径从3mm到1000mm不等,外径从10mm到1320mm不等,宽度从3mm到300mm不等。
基本额定负荷等级范围从0.045kN到405kN不等。
2. 圆锥滚子轴承:主要用于大型机械设备,内径从20mm到1500mm 不等,外径从42mm到1900mm不等,宽度从15mm到530mm不等。
基本额定负荷等级范围从17.1kN到5800kN不等。
3. 推力球轴承:主要用于承受沿轴向的推力负荷,内径从10mm到1200mm不等,外径从24mm到1700mm不等,宽度从9mm到325mm不等。
额定动载荷范围从7.4kN到8980kN不等。
4. 圆柱滚子轴承:主要用于承受较大径向负荷和推力负荷,内径从20mm到1500mm不等,外径从47mm到1900mm不等,宽度从14mm到520mm 不等。
基本额定负荷等级范围从27.5kN到8000kN不等。
以上仅为几种常见滚动轴承的尺寸和性能参数,实际应用中还会有更多不同类型滚动轴承的尺寸和性能参数。
滚动轴承代号表示方法

滚动轴承代号表示方法(GB/T272—93)1、滚动轴承代号构成注:旧国标为GB272—88注:*基本代号中:第一、二位数字,对于装在紧定套上的轴承,则表示紧定衬套内径;第七位数字,对于推力轴承,则表示高度系列;数字(不包括0)左边的“0”不写出。
例:代号为0000205,应写成205.2、轴承基本代号表示方法(a)轴承类型代号表示方法及新旧代号对照(b)向心轴承尺寸系列代号表示方法及新旧代号对照注:尺寸系列代号由宽度(在推力轴承中为高度)系列代号和直径系列代号组合而成,例:19和02,其中1和0分别为宽度系列代号,9和2分别为直径系列代号。
3、推力轴承尺寸系列代号表示方法及新旧代号对照注:带*符号的为双向推力轴承高度系列4、轴承内径代号表示方法5、轴承前置代号表示方法6、轴承后置代号表示方法(a)后置代号分组后置代号编制规则:㈠后置代号置于基本代号的右边并与基本代号空半个汉字距离(代号中有“-”“/”除外)当改变项目多,具有多组后置代号,应从左至右的顺序排列;㈡改变为4组(含4组)以后的内容,则在其代号前用“/”与前面代号隔开;例:6205-2E/P6, 22308/P63㈢改变内容为4组后的两组,在前组与后组代号中的数字或文字表示含义可能混淆时,两组代号间空半个汉字距;例:6208/P63V1③保持架的代号a、保持架材料F-钢、球墨铸铁或粉末冶金实体保持架,用附加数字表示不同的材料F1-钢;F2-石墨钢;F3-球墨铸铁;F4-粉末冶金Q-青铜实体保持架,用附加数字表示不同的材料Q1-铝铁锰青铜;Q2-硅铁锌青铜;Q3-硅镍青铜;Q4-铝青铜M-黄铜实体保持架L-轻合金实体保持架。
用附加数字表示不同的材料L-LY11CZ L-LY12CZT-酚醛层压布管实体保持架TH-玻纤增强酚醛树脂保持架(匡型)TN1-尼龙;TN2-聚枫;TN3-聚酰亚胺;TN4-聚碳酸酯;TN5-聚甲醛J-钢板冲压保持架,材料有变化时附加数字区别;Y-铜板冲压保持架,材料有变化时附加数字区别;SZ-由弹簧丝或弹簧制造b、保持架结构型式及表面处理H-自锁兜孔保持架;W-焊接保持架;R-铆接(用于大型)E-磷化处理保持架;D-碳氮共渗保持架;D1-渗碳保持架;D2-渗氮保持架C-有镀层的保持架(C1-镀银);A-外圈引导;B-内圈引导P-由内、外圈引导的拉孔或冲孔的窗型保持架S-引导面有润滑槽注:本条代号只能与“a”结合使用。
滚动轴承新旧标准代号对照
滚动轴承新旧标准代号对照滚动轴承新旧标准代号对照由于原滚动轴承代号标准与国际上其他国家的代号差异较大,随着我国同国际上的贸易往来、技术合作的增多,原滚动轴承代号标准已难以适应要求。
为此,1993年国家修订了轴承代号标准,新标准代号为GB/T272——93,代替GB272——88(64)标准。
目前轴承厂已完全贯标,为使相关人员了解新老标准代号的差别,现将滚动轴承代号标准新、旧对照情况介绍如下:1.滚动轴承代号表示方法对照新标准GB/T272——93旧标准GB272——88(64)轴承代号的构成由前置代号、基本代号、后置代号构成前置代号——成套轴承分部件后置代号——包括内部结构、密封与防尘、轴承材料、公差等级、游隙等。
基本代号——表示轴承的基本类型、结构和尺寸由轴承内径、尺寸系列、轴承类型、结构形式、精度等级构成。
无前置代号和后置代号,用结构形式表示。
基本代号由轴承类型代号、尺寸系列代号和内径代号构成。
举例1:62046—类型代号(用数字或大写字母表示)2—尺寸系列(02)代号(用数字表示)04—内径代号(用数字表示)举例2:双列圆锥滚子轴承NN 30 20 KNN—类型代号30—尺寸系列20—内径代号K—后置代号由宽度系列、结构代号、类型代号、直径系列代号、内径代号构成举例:双列圆锥滚子轴承3 1 8 2 1 2 03—宽度系列1 8—结构代号2—类型代号1—直径系列代号20—内径代号2、轴承类型新旧对照轴承类型新标准旧标准轴承类型新标准旧标准双列角接触球轴承0 6 推力球轴承 5 8 调心球轴承 1 1 深沟球轴承 6 0 调心滚子轴承 2 3 角接触球轴承7 6 推力调心滚子轴承 2 9 推力圆柱滚子轴承8 9 圆锥滚子轴承 3 7 圆柱滚子轴承N 2 双列深沟球轴承 4 03轴承的内径代号轴承内径代号新旧标准相同,具体表示方法见下表。
轴承公称内径内径代号示例10到17 10 00深沟球轴承6200d=1012 0115 0217 0320到480 (22,28,32除外)公称内径除以5的商数。
新旧滚动轴承代号对比(DOC)

轴承知识
1.我国滚动轴承常用标准目录:
a.GB/T271-97《滚动轴承分类》;
b.GB/T272-93《滚动轴承代号方法》;
c.JB/T2974-93《滚动轴承代号方法的补充规定》。
注:a) 旧标准中前缀E—公差等级代号,新标准中为后缀/P6;
b)后缀M、H—钢球引导的黄铜机削保持架;
c)标有* 的型号可能没有生产,需查询。
注:a)旧标准中前缀E—公差等级代号,新标准中为后缀/P6;
b)后缀E、EC—加强型,增大承载能力;
c)后缀P、TVP2—滚子引导的玻璃纤维增强型保持架;
d)后缀J、F—滚子引导的钢板冲压保持架;
e)后缀M、M1、H—滚子引导的黄铜机削保持架;
f)后缀MA—外圈定心引导的黄铜机削保持架(SKF),尽可能不用。
g) 标有* 的型号可能没有生产,需查询。
注:a) AC—接触角为25°;B—接触角为40°;修改过的内部结构(FAG)。
常用接触角为40°的轴承;
b) E—优化的内部设计;
c)CB—配对使用的通用标准轴承,为标准的轴向间隙,
详情查阅样本;
d) P、TVP—钢球引导的玻璃纤维增强型保持架;
e) Y、F—钢球引导的铜板冲压保持架;
f) M、MP、H—钢球引导的黄铜机削保持架。
g) 标有* 的型号可能没有生产,需查询。
滚动轴承知识介绍
滚动轴承知识介绍总述滚动轴承在使用过程中由于本身质量和外部条件的原因,其承载能力,旋转精度和减摩能性能等会发生变化,当轴承的性能指标低于使用要求而不能正常工作时,就称为轴承损坏或失效,滚动轴承损坏的情况比一般机械零件的损坏要复杂得多,滚动轴承损坏的特点是表现形式多,原因复杂,轴承的损坏除了轴承设计和制造的内在因素外,大部分是由于使用不当,设计不合理,安装不当,润滑不良,密封不好等外部因素引起的。
一、滚动轴承的特点、结构和代号1.1、滚动轴承的特点1 .由于滚动摩擦代替滑动摩擦,摩擦阻力小、起动快,起动阻力矩小,效率高。
2 .对于同一尺寸的轴颈滚动轴承的宽度小,可使机器轴向尺寸小,结构紧凑。
3.运转精度高,径向游隙比较小并可用预紧完全消除。
4.冷却、润滑装置结构简单、维护保养方便。
5.不需要用有色金属,对轴的材料和热处理要求不高。
6.滚动轴承为标准化产品,统一设计、制造、大批量生产、成本低。
7.点、线接触,缓冲、吸振性能较差,承载能力低,寿命低,易点蚀。
1.2、滚动轴承的结构内圈:与轴配合外圈:与轴承配合Gr15 淬火HRC= 60-65滚动体:球、滚子、滚针、园锥、鼓形滚子。
保持架:冲压低碳钢板,有较大间隙;1.3、滚动轴承代号滚动轴承代号由基本代号、前置代号和后置代号组成。
1、基本代号由五位数字组成。
(l)右起第一二位数字--轴承内径(2)右起第三位数字---直径系列在内径相同的前提下,为提高承载能力果有不同外径和宽度(3)右起第四位数字---宽度系列内、外径相同,采用不同宽度(4)右起第五位数字--- 轴承类型1 调心球轴承2 调心滚子和推力滚子轴承(20、29)3 圆锥滚子轴承4 双列深沟球轴承5 推力球轴承(51、52)6 深沟球轴承7 角接触球轴承N 圆拄滚子轴承NA 滚针轴承2、前置代号----轴承分部件L----可分离轴承的可分离套圈R----不可分离内圈或外圈的轴承K----表示轴承的保持架和滚动体组件3、后置代号(1)保持架结构及材料代号F1--碳钢 Q1--铝铁锰青铜 M--黄铜(2)特殊轴承材料等(3)公差等级代号/P2、/P4、/P5、/P6、/P6x、/P0;/P0--普通级不标出。
滚动轴承基本代号

滚动轴承基本代号
1、内径代号:右起第一、二位数字,00、01、0
2、03表示10、12、15、17mm内径,04
以后是5的倍数
2、直径系列:右起第三位数,代号为7、8、9、0、1、2、
3、
4、5,外径尺寸依次递增。
3、宽度系列:右起第四位数,代号为8、0、1、2、3、
4、
5、6,宽度依次递增,多数轴承
在代号中不标出代号0,但调心滚子轴承(20000)和圆锥滚子轴承(30000),应标出0。
直径系列和宽度系列代号统称尺寸系列代号
4、轴承类型代号:右起第五位数字或字母表示
后置代号
1、内部结构代号:表示同一类型轴承不同的内部结构,用字母紧跟基本代号,角接触球轴
承15度、25度、40度分别用C、AC、B表示
2、轴承公差等级,代号为/P2、/P4、/P5、/P6(/P6x)、/P0共5个级别,等级依次高到低,
6x仅用于圆锥滚子轴承,0级为普通级,不标注
3、常用轴承径向游隙系列:代号为/C1、/C2、/C0、/C3、/C
4、/C5共6个组别,0组游隙
是常用游隙组别,在轴承代号中不标出。
滚动轴承代号知识

轴承的代号说明一般轴承由前置代号(轴承分部件代号)+基本代号(自右向左一二位代表内径,三四位分别代表直径系列代号和宽度系列代号,第五位代表轴承类型)+后置代号(内部结构代号、密封与防尘结构代号,保持架及轴承材料代号,公差等级代号,游隙代号等)组成。
轴承内径尺寸=内径代号*5.但要注意:一二位如果是00,01,02,03的,则表示的内径分别是10,12,15,17.,而不是简单的用这两位数乘以5.基本代号表示轴承的基本类型、结构和尺寸,是轴承的基础。
前置、后置代号是轴承的结构形状、尺寸、公差、技术要求有改变时,在基本代号左右添加的补充代号。
前置代号用于表示轴承的分部件,用字母表示。
如:L 表示分离轴承的可分离套圈;例如LNU207 圆柱根子轴承NU207的内圈。
L30207 圆锥滚子轴承30207的外圈。
LR 带可分离内圈或外圈与滚动体组件轴承。
例如RNU207 圆柱滚子轴承NU207带棍子和保持架组合件的外圈WS 推力圆柱滚子轴承轴圈。
K 表示轴承的滚动体与保持架组件等。
例如K81104圆柱滚子轴承的代号:N 外圈无挡边。
NF 外圈单挡边。
NN 双列圆柱滚子轴承。
NFP 外圈单挡边,平挡圈。
NNU 内圈无挡边双列圆柱滚子轴承。
NU 内圈无挡边圆柱滚子轴承。
NJ 内圈单挡边。
NUJ 内圈无挡边,带斜挡圈。
NA 外圈带双锁圈的滚针轴承。
NH 内圈单挡边,带斜挡圈。
NUP内圈单挡边并带平挡圈的圆柱滚子轴承。
NJP内圈无挡边但带平挡圈的圆柱滚子轴承RNU 无内圈RN 无外圈。
如:N318EM/P5 N:代表圆柱滚子轴承外圈无挡边,3:尺寸系列代号,18:内经代号,内径18*5=90 EM:代表加强型实体黄铜保持器,/P5:公差等级符合标准规定的5级。
常用轴承类型代号0 双列角接触球轴承5推力球轴承 6 深沟球轴承7角接触轴承QJ 四点接触球轴承 1 调心球轴承8 推力圆柱滚子轴承N 圆柱滚子轴承,双列或多列用NN如:6203C36指深沟球轴承,2 直径系列2 03 内径17 C3 径向游隙6322 6指深沟球轴承,3 直径系列3 22 内径22*5=110 C0组径向游隙不表示。
《滚动轴承代号》课件
环保化:随 着环保意识 的提高,滚 动轴承代号 将更加注重 环保、节能、 减排
创新化:随 着科技的发 展,滚动轴 承代号将不 断创新,以 满足不同领 域的需求
智能化:随 着人工智能 技术的发展, 滚动轴承代 号将更加智 能化,实现 自我诊断、 自我修复等 功能
感谢您的观看
汇报人:PPT
代号中的尺寸和公差要 准确,避免选型误差
代号中的润滑和密封要 明确,避免润滑和密封
不当
代号中的维护和保养要 明确,避免维护和保养
不当
滚动轴承代号的选用原则
根据轴承类型选择:如深沟球轴承、圆柱 滚子轴承等
根据轴承尺寸选择:如内径、外径、宽度 等
根据轴承精度选择:如P0、P6、P5等
根据轴承材料选择:如钢、陶瓷、塑料等
尺寸系列代号由数字和字母 组成,如6200、6300等
尺寸系列代号可以帮助用户 快速识别轴承的尺寸和类型
内径代号
内径代号表示 滚动轴承的内
径尺寸
内径代号通常 以数字表示, 如10、12、
15等
内径代号与滚 动轴承的型号
和规格有关
内径代号可以 帮助用户快速 了解滚动轴承 的内径尺寸, 方便选型和采
购
根据轴承密封方式选择:如非接触式、接 触式等
根据轴承润滑方式选择:如油脂、油、水 等
05
滚动轴承代号的案例分 析
案例一:深沟球轴承6208
轴承类型:深沟球轴承 型号:6208 内径:40mm 外径:80mm
案例二:圆柱滚子轴承N309
尺寸:内径45mm,外径 100mm,厚度25mm 结构:圆柱滚子轴承
特殊设计或补充设计代号
特殊设计代号:表示轴承的特殊设计或结构特点 补充设计代号:表示轴承的补充设计或改进 特殊设计或补充设计代号的表示方法:通常以字母或数字表示 特殊设计或补充设计代号的应用:用于识别和选择合适的轴承类型和规格
滚动轴承代号
示例
6210-Z
-2Z
-ZN
轴承两面带防尘盖
6210-2Z
轴承一面带防尘盖,另一面外圈有止动槽 6210-ZN
-ZNR 轴承一面带防尘盖,另一面外圈有止动槽并带止动环
-ZNB 轴承一面带防尘盖,另一面外圈有止动槽6210-ZNB -2ZN 轴承两面带防尘盖,外圈有止动槽 6210-2ZN ZH ZS SC 推力轴承,座圈带防尘罩 推力轴承,轴圈带防尘罩 带外罩向心轴承罩 - - -
前置代号用字母表示, 表示成套轴承的分部 件即零部件或外圈形 状的变化
表示轴承的基本 类型、结构和尺 寸
1、基本代号:
基本代号由类型代号、尺寸系列代号和内径 代号构成。 例: N 22 10
内径代号,内径为50mm 尺寸系列代号为22
类型代号,圆柱滚子轴承
2-Ⅰ、类型代号:
双列角接触球轴承,一般省略。例: 3215D
0.6µ ¼ 10£ ¨² Ç Õ û Ê ý £ ©
î É µ ¸ ò Ç á Ö Ð ³ 618£ ¯ 2.5 d£ ¼ 2.5mm
1µ ¼ 9£ ¨² Ç Õ û Ê ý £ ©
î É µ ¸ ò Ç
Ð ³ á Ö 5 d£ ¼ 5mm
618£ ¯ 5
10 12 10µ ¼ 17 15 17 20µ ¼ 480 £ ¨22¡ ¢ 28¡ ¢ 32³ ý Í â £ ©
2- Ⅲ 、内径代号:
á Ö Ð ³ « ¸ Æ ³ ± Ö ¶ ½ mm Ú Ä ¶ ½ ú ´ Å ¹ ½ Ê ý ¿ Ã Ó « ¸ Æ ³ Ú Ä ¶ ½ À ¹ ³ à ý Ê ± Ö Ó ¼ í ± ½ Ê ¬ £ Ú Ô ä Æ ë Ó ß ³ ç ´ µ Ï Ð À ú ´ Å ¹ ® Ö ä » Ã Ó ° ¡ ¯ £ ± ¡ Ö ²ª ¾ Ã Ó « ¸ ½ Ê ¬ £ ±½ Ö ¶ Ð ´ À ú Æ ³ Ô ¶ µ Ï Å ¹ Ú Ä î É Ð À ® Ö ¶ ½ µ ¸ ¬ £ ä » À ¹ ò Ç Ú Ä Ã Ó ³ à ý Ê á Ö Ð ³ ¶ Ó ½ ë °£ ¡ ¯ ± Ö Ó ¼ í ± 7¡ ¢ 8¡ ¢ 9 ß ´ ³ ç Ï µ ±² ¡ Ö ¾ ª
九种典型滚动轴承 类型代号 特点 承受载荷
标题:深度解析九种典型滚动轴承的类型代号、特点和承受载荷在工业制造领域中,滚动轴承作为一种常见的机械零部件,承担着重要的旋转支撑和载荷承载功能。
为了更好地理解滚动轴承的特性和选型原则,我们需要深入了解九种典型滚动轴承的类型代号、特点和承受载荷。
通过本文的介绍和分析,希望能为读者提供全面、深入的知识储备,使其在实际工程中能够更好地选择和应用滚动轴承。
一、滚动轴承的类型代号在工程实践中,滚动轴承的类型代号通常由数字、字母和符号组成,代表着其结构、尺寸和特定用途。
常见的滚动轴承类型代号包括球轴承、圆柱滚子轴承、圆锥滚子轴承等,它们分别代表着不同的结构形式和适用范围。
了解不同类型轴承的代号,有助于我们更好地理解其特点和使用方法。
1. 球轴承(6xxx)- 特点:结构简单、承载能力较小、适用于低速轻载。
- 承受载荷:径向载荷、轴向载荷。
2. 圆柱滚子轴承(NU/NJ/NUP/NF/N型)- 特点:圆柱形滚子,承载能力较大,适用于高速重载。
- 承受载荷:径向载荷。
3. 圆锥滚子轴承(3xxx/3xxxx)- 特点:锥形滚子,承受径向和轴向载荷,适用于大吨位机械。
- 承受载荷:径向载荷、轴向载荷。
二、滚动轴承的特点每种类型的滚动轴承都有其独特的特点,这些特点决定了其适用范围和性能优劣。
通过对不同类型轴承的特点深入了解,我们能够更好地选择和应用滚动轴承,避免不必要的设备故障和损坏。
1. 球轴承- 结构简单,安装方便,适用于低速低载荷的场合。
- 适用于轴向和径向载荷,但承载能力较小。
2. 圆柱滚子轴承- 承载能力大,适用于高速重载。
- 可承受径向载荷,但不适用于承受轴向载荷。
3. 圆锥滚子轴承- 承受能力强,适用于大吨位机械。
- 可同时承受径向和轴向载荷,但安装调整较为复杂。
三、滚动轴承的承受载荷滚动轴承作为一种旋转支撑元件,其主要功能之一就是承受各向载荷,包括径向载荷和轴向载荷。
了解滚动轴承的承受载荷类型和限制,有助于我们合理选择轴承型号、优化轴承布局,并确保设备运行的稳定性和安全性。
滚动轴承新旧标准代号对照

滚动轴承新旧标准代号对照由于原滚动轴承代号标准与国际上其他国家的代号差异较大,随着我国同国际上的贸易往来、技术合作的增多,原滚动轴承代号标准已难以适应要求。
为此,1993年国家修订了轴承代号标准,新标准代号为GB/T272——93,代替GB272——88(64)标准。
目前轴承厂已完全贯标,为使相关人员了解新老标准代号的差别,现将滚动轴承代号标准新、旧对照情况介绍如下:1.滚动轴承代号表示方法对照新标准GB/T272——93旧标准GB272——88(64)轴承代号的构成由前置代号、基本代号、后置代号构成前置代号——成套轴承分部件后置代号——包括内部结构、密封与防尘、轴承材料、公差等级、游隙等。
基本代号——表示轴承的基本类型、结构和尺寸由轴承内径、尺寸系列、轴承类型、结构形式、精度等级构成。
无前置代号和后置代号,用结构形式表示。
基本代号由轴承类型代号、尺寸系列代号和内径代号构成。
举例1:62046—类型代号(用数字或大写字母表示)2—尺寸系列(02)代号(用数字表示)04—内径代号(用数字表示)举例2:双列圆锥滚子轴承NN 30 20 KNN—类型代号30—尺寸系列20—内径代号K—后置代号由宽度系列、结构代号、类型代号、直径系列代号、内径代号构成举例:双列圆锥滚子轴承3 1 8 2 1 2 03—宽度系列1 8—结构代号2—类型代号1—直径系列代号20—内径代号2、轴承类型新旧对照轴承类型新标准旧标准轴承类型新标准旧标准双列角接触球轴承0 6 推力球轴承 5 8 调心球轴承 1 1 深沟球轴承 6 0 调心滚子轴承 2 3 角接触球轴承7 6 推力调心滚子轴承 2 9 推力圆柱滚子轴承8 9 圆锥滚子轴承 3 7 圆柱滚子轴承N 2 双列深沟球轴承 4 03轴承的内径代号轴承内径代号新旧标准相同,具体表示方法见下表。
轴承公称内径内径代号示例10到17 10 00深沟球轴承6200d=1012 0115 0217 0320到480 (22,28,32除外)公称内径除以5的商数。
轴承系数
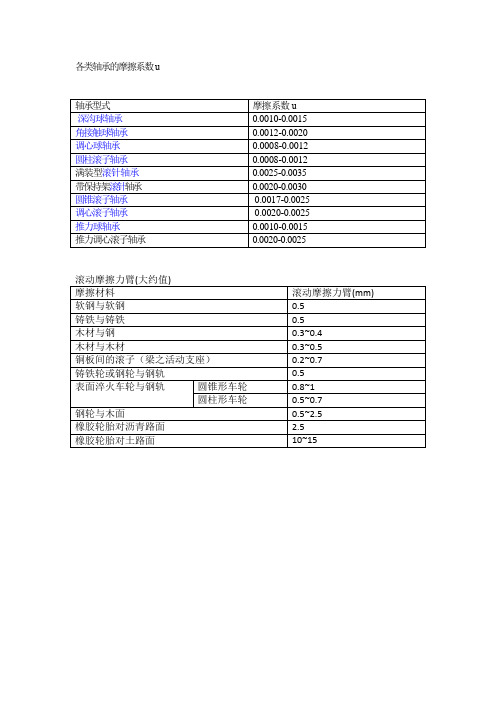
0.0020-0.0025
推力球轴承
0.0010-0.0015
推力调心滚子轴承
0.0020-0.0025
滚动摩擦力臂(大约值)
摩擦材料
滚动摩擦力臂(mm)
软钢与软钢
0.5
铸铁与铸铁
0.5
木材与钢
0.3~0.4
木材与木材
0.3~0.5
铜板间的滚子(梁之活动支座)
0.2~0.7
铸铁轮或钢轮与钢轨
各类轴承的摩擦系数u
轴承型式
摩擦系数u
深沟球轴承
0.0010-0.0015
角接触球轴承
0.0012-0.0020
调心球轴承
0.0008-0.0012
圆柱滚子轴承
0.0008-0.0012
满装型滚针轴承
0.0025-0.0035
带保持架滚针轴承
0.0020-0.0030
圆锥滚子轴承
0.0017-0.0025
0.5
表面淬火车轮与钢轨
圆锥形车轮
0.8~1
圆柱形车轮
0.5~0.7
钢轮与木面
0.5~2.5
橡胶轮胎对沥青路面
2.5
橡胶轮胎对土路面
10~15
各类轴承的摩擦系数u轴承型式摩擦系数u深沟球轴承0001000015角接触球轴承0001200020调心球轴承0000800012圆柱滚子轴承00008000120002500035带保持架滚针轴承0002000030圆锥滚子轴承0001700025调心滚子轴承0002000025推力球轴承0001000015推力调心滚子轴承0002000025滚动摩擦力臂大约值摩擦材料滚动摩擦力臂mm软钢与软钢05铸铁与铸铁05木材与钢0304木材与木材0305铜板间的滚子梁之活动支座0207铸铁轮或钢轮与钢轨05表面淬火车轮与钢轨圆锥形车轮081圆柱形车轮0507钢轮与木面0525橡胶轮胎对沥青路面25橡胶轮胎对土路面1015
滚动轴承的内径代号

滚动轴承的内径代号摘要:一、滚动轴承内径代号的表示方法1.内径在10mm 以内的表示方法2.内径在10mm 到20mm 之间的表示方法3.内径20mm 到490mm 之间的表示方法4.内径大于490mm 的表示方法二、滚动轴承内径代号的具体规定1.基本代号2.内径尺寸的计算方法3.特殊情况的处理三、滚动轴承内径代号的意义和作用1.内径代号与轴承类型的关系2.内径代号与轴承尺寸的关系3.内径代号与轴承性能的关系正文:滚动轴承是一种广泛应用于机械传动系统的零部件,其内径代号是描述轴承尺寸的重要参数。
了解滚动轴承内径代号的表示方法和具体规定,对于正确选择和使用轴承具有重要意义。
一、滚动轴承内径代号的表示方法滚动轴承内径代号的表示方法主要有以下几种:1.内径在10mm 以内的表示方法:用基本代号62/9 表示,其中62 代表轴承类型,9 代表内径尺寸。
例如,62/9 表示内径为9mm 的轴承。
2.内径在10mm 到20mm 之间的表示方法:用基本代号00、01、02、03 表示,分别代表内径为10mm、12mm、15mm、17mm 的轴承。
例如,6201 表示内径为12mm 的轴承。
3.内径20mm 到490mm 之间的表示方法:用轴承代号的后两位数字乘以5 表示。
例如,6020 的后两位数字为20,乘以5 后内径尺寸为100mm。
4.内径大于490mm 的表示方法:用基本代号62/1000 表示,其中62 代表轴承类型,1000 代表内径尺寸。
例如,62/1000 表示内径为1000mm 的轴承。
二、滚动轴承内径代号的具体规定滚动轴承内径代号的具体规定如下:1.基本代号:内径在10mm 以内的用62 表示,10mm 到20mm 之间的用00、01、02、03 表示,20mm 到490mm 之间的用轴承代号的后两位数字表示,大于490mm 的用62 表示。
2.内径尺寸的计算方法:内径在10mm 以内的用62/9 表示,10mm 到20mm 之间的用基本代号表示,20mm 到490mm 之间的用轴承代号的后两位数字乘以5 表示,大于490mm 的用62/1000 表示。
滚动轴承常见分类方法

滚动轴承常见分类方法1.按滚动轴承结构类型分类(1) 轴承按其所能承受的载荷方向或公称接触角的不同,分为:1) 向心轴承----主要用于承受径向载荷的滚动轴承,其公称接触角从0到45。
按公称接触角不同,又分为:径向接触轴承----公称接触角为0的向心轴承:向心角接触轴承----公称接触角大于0到45的向心轴承。
2) 推力轴承----主要用于承受轴向载荷的滚动轴承,其公称接触角大于45到90。
按公称接触角不同又分为:轴向接触轴承----公称接触角为90的推力轴承:推力角接触轴承----公称接触角大于45但小于90的推力轴承。
(2) 轴承按其滚动体的种类,分为:1) 球轴承----滚动体为球:2) 滚子轴承----滚动体为滚子。
滚子轴承按滚子种类,又分为:圆柱滚子轴承----滚动体是圆柱滚子的轴承,圆柱滚子的长度与直径之比小于或等于 3 ;滚针轴承----滚动体是滚针的轴承,滚针的长度与直径之比大于3,但直径小于或等于5mm; 圆锥滚子轴承----滚动体是圆锥滚子的轴承; 调心滚子轴承一一滚动体是球面滚子的轴承。
(3) 轴承按其工作时能否调心,分为:1) 调心轴承----滚道是球面形的,能适应两滚道轴心线间的角偏差及角运动的轴承;2) 非调心轴承(刚性轴承)----能阻抗滚道间轴心线角偏移的轴承。
(4) 轴承按滚动体的列数,分为:1) 单列轴承----具有一列滚动体的轴承;2) 双列轴承----具有两列滚动体的轴承;3) 多列轴承----具有多于两列滚动体的轴承,如三列、四列轴承。
1.按滚动轴承结构类型分类(1) 轴承按其所能承受的载荷方向或公称接触角的不同,分为:1) 向心轴承----主要用于承受径向载荷的滚动轴承,其公称接触角从0到45。
按公称接触角不同,又分为:径向接触轴承----公称接触角为0的向心轴承:向心角接触轴承----公称接触角大于0到45的向心轴承。
2) 推力轴承----主要用于承受轴向载荷的滚动轴承,其公称接触角大于45到90。
滚动轴承代号表示方法
滚动轴承代号表示方法(GB/T272—93)1、滚动轴承代号构成代号构成轴承代号前置代号基本代号后置代号表示方法字母数字或字母数字数字字母或字母和数字表示意义成套轴承分部件轴承类型尺寸系列——直径和宽度系列轴承内径轴承在结构形状、尺寸、公差、技术要求等方面有所改变注:旧国标为GB272—88适用轴承内径(mm)代号构成轴承(旧)代号前置代号基本代号*补充代号表示方法数字字母数字(从右边数起)字母或字母和数字七六五四三二一≥10 表示意义轴承游隙轴承公差等级宽度系列轴承结构特点轴承类型直径系列轴承内径轴承零件材料、结构及技术条件等有所改变<10标以数字“0”直径系列轴承内径注:*基本代号中:第一、二位数字,对于装在紧定套上的轴承,则表示紧定衬套内径;第七位数字,对于推力轴承,则表示高度系列;数字(不包括0)左边的“0”不写出。
例:代号为0000205,应写成205.2、轴承基本代号表示方法(a)轴承类型代号表示方法及新旧代号对照代号轴承类型代号轴承类型新旧新旧0 6 双列角接触球轴承 6 0 深沟球轴承1 1 调心球轴承7 6 角接触球轴承2 3 调心滚子轴承8 9 推力圆柱滚子轴承2 9 推力调心滚子轴承N 2圆柱滚子轴承双列或多列用字母NN表示3 7 圆锥滚子轴承4 0 双列深沟球轴承U 0 外球面球轴承5 8 推力球轴承QJ6 四点接触球轴承(b)向心轴承尺寸系列代号表示方法及新旧代号对照直径系列宽度系列直径系列宽度系列新代号旧代号新代号旧代号新代号旧代号新代号旧代号名称代号名称代号名称代号名称代号7 超特轻713正常特宽131 特轻723,45,6宽特宽特宽23,45,68 超轻8123,4,5,6窄正常宽特宽7123,4,5,6 2 轻22252--8123,45,6特窄窄正常宽特宽--8123,4--9 超轻9123,4,5,6窄正常宽特宽7123,4,5,63 中333638123特窄窄正常宽特宽8130 特轻 1123,4,5,6窄正常宽特宽723,4,5,61 特轻7 0 窄7 4 重 4 0 窄01 正常 12 宽 2 注:尺寸系列代号由宽度(在推力轴承中为高度)系列代号和直径系列代号组合而成,例:19和02,其中1和0分别为宽度系列代号,9和2分别为直径系列代号。
滚动轴承类型及代号特点

滚动轴承类型及代号特点
滚动轴承是一种常见的机械零件,它可以承受较大的径向和轴向载荷,同时也能够承受一定的转矩。
滚动轴承的类型和代号特点有很多,下面我们来逐一介绍。
1. 深沟球轴承(代号:6xxx)
深沟球轴承是最常见的滚动轴承之一,它的特点是结构简单、使用方便、价格便宜。
深沟球轴承主要用于承受径向载荷,也可以承受一定的轴向载荷。
它的代号一般以6开头,如6000、6200、6300等。
2. 圆锥滚子轴承(代号:3xxx)
圆锥滚子轴承主要用于承受较大的径向和轴向载荷,它的内外圆锥面角度相等,可以在轴和壳体之间产生一个相对的角度。
圆锥滚子轴承的代号一般以3开头,如30200、30300、31300等。
3. 调心球轴承(代号:2xxx)
调心球轴承主要用于承受较大的径向和轴向载荷,同时还能够承受一定的倾斜角度和轴向偏移。
调心球轴承的代号一般以2开头,如2200、2300、2400等。
4. 圆柱滚子轴承(代号:Nxxx)
圆柱滚子轴承主要用于承受较大的径向载荷,它的滚子是圆柱形的,可以在轴和壳体之间产生一个相对的角度。
圆柱滚子轴承的代号一般以N开头,如NU、NJ、NUP等。
5. 推力球轴承(代号:5xxx)
推力球轴承主要用于承受较大的轴向载荷,它的滚子是球形的,可以在轴和壳体之间产生一个相对的角度。
推力球轴承的代号一般以
5开头,如51100、51200、51300等。
以上就是常见的滚动轴承类型及代号特点,每种类型的滚动轴承都有其独特的特点和适用范围。
在选择滚动轴承时,需要根据实际的使用情况和要求来选择合适的类型和规格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚动轴承
滚动轴承(深沟球轴承)套圈的热处理工艺
一.选择零件
二.零件的服役条件及性能要求
滚动轴承的机械及工作环境千差万别,套圈要在拉伸、冲击、压缩、剪切、弯曲等交变复杂应力状态下长期工作。
一般情况下,套圈的主要破坏形式是在交变应力作用下的疲劳剥落以及摩擦磨损,裂纹压痕锈蚀。
所以,这就要求套圈具有高的抗塑性变形的能力,较少的摩擦磨损,良好的尺寸精度及稳定性和较长的接触疲劳寿命。
综上所诉,要求套圈要有1)高的接触疲劳强度2)高的耐磨性3)高的弹性极限4)适宜的
硬度5)一定的韧性6)良好的尺寸稳定性7)良好的防锈能力8)良好的工艺性能
三.材料选择
套圈的材料选择一般有6种GCr4 ,GCr15 ,GCr15SiMn ,GCr15SiMo ,GCr1 8Mo
牌号C Si Mn Cr Mo P S N
i
C
u
不大于
GCr 4 0.9
5~1
.05
0.1
5~0
.30
0.1
5~0
.30
0.3
5~0
.50
≤
0.0
8
0.
02
5
0.
02
.
2
5
.
2
GCr 15 0.9
5~1
.05
0.1
5~0
.30
0.2
5~0
.45
1.4
0~1
.65
≤
0.1
0.
02
5
0.
02
5
.
3
.
2
5
GCr 15S iMn 0.9
5~1
.05
0.4
5~0
.75
0.9
5~1
.25
1.4
0~1
.65
≤
0.1
0.
02
5
0.
02
5
.
3
.
2
5
GCr 15S
iMo 0.95~1
.05 0.65~0
.85 0.20~0
.40 1.40~1
.70 0.30~0
.40 0.027 0.020 0.30 0.
2
5
GCr 18M o 0.95~1
.05 0.20~0
.40 0.25~0
.40 1.65~1
.95 0.15~0
.25 0.025 0.020 0.25 0.
2
5
在这里我们选用的是GCr15,因为我们此次制造的是小尺寸套圈,GCr15SiMn和℃℃GCr15SiMo一般是用来制造壁厚的大轴承的套圈。
GCr15SiMn一般用来制造壁厚在15mm~35mm的轴承的套圈。
GCr15SiMo一般用来制造壁厚大于35mm的大型和特大型轴承的套圈。
GCr4是限制淬透性轴承钢,各方面性能较好。
GCr18Mo的淬透性比较高,性能优越,但价格较高。
GCr15是高碳铬轴承钢的代表钢种,综合性能良好,淬火和回火后具有高而均匀的硬度,良好的耐磨性能和高的接触疲劳寿命,热加工变形性能和削
切加工性能均良好,但焊接性差,对白点形
成较敏感,有回火脆性倾向,价格相对便宜。
四.加工工艺
棒料→锻制→正火→球化退火→车削加工→去应力退火→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品
1.正火
正火的目的
(1)消除网状碳化物及线条状组织
(2)返修退火的不合格品
(3)为满足特殊性能的需要
(4)为退火做组织准备
加热温度
正火加热温度主要依据正火目的和正火前组织状态来决定。
此处正火主要是为了消除或减少粗大网状碳化物,所以正火温度选在930~950℃之间。
如果一次正火不能消除粗大网状碳化物,可以以相同温度二次正火。
保温时间
保温时间在40min~60min
冷却速度
正火冷却过程中如果冷却速度过慢非但不能改善组织,还会再次析出网状碳化物;冷却速度过大,将会出现大量马氏体组织及裂纹。
所以本材料正火冷却速不应该小于50℃/min。
冷却方法
(1)分散空冷
(2)强制吹风
(3)喷雾冷却
(4)乳化液中(70~100℃)或油中循环冷却(5)70~80℃水中冷却
2.球化退火
球化退火目的
(1)获得均匀分布的细粒状珠光体,为后续加工提供组织准备。
(2)降低硬度,改善削切加工性能。
(3)提高塑性,利于冷冲压加工。
球化退火工艺曲线图
3.去应力退火
去应力退火的目的
消除车加工后零件内的残余应力和冲压零件的冷作硬化。
加热温度
倒温装炉,加热到400~550℃
保温时间
2~4 h
冷却
炉冷至300度
4.淬火
淬火的目的
提高零件的硬度、强度、耐磨性和疲劳强度
加热温度
淬火加热温度的确定根据钢的化学成分,临界温度外,还应该考虑钢的退火组织,淬火介质和淬火方法。
GCr15钢采用透热中频感应加热,加热温度860~890℃。
钢号 GCr15
有效
壁厚
(毫
米)
<6 6~8 8~12 >12
加热温度(℃)835~84
5
840~85
845~85
845~86
加热时间
加热时间包括升温和保温时间。
升温时间与装炉方式、装炉量、零件的预热温度,形状、有效厚度、加热方法,炉子功率及钢材的导
热系数等有关。
在空气炉中加热,升温时间
按装炉量确定,通常为15~20秒/公斤。
保
温时间则与加热温度、退火组织中碳化物的
大小和零件有效厚度有关。
在正常加热温度
下,保温时间一般按有效厚度来计算,约为
0.8~2分/毫米。
GCr15钢在电炉和盐炉中加
热时的保温时间如下表。
冷却
套圈的冷却一般在30~80℃的10号、20号
机油中冷却。
冷却方法使用分级淬火:在正
常奥氏体化温度后,再投入120~170℃的10
号机油中冷却2~5分钟,再放入30~60℃10
号机油中冷却,为减少残余奥氏体的稳定
性,分级淬火后应立即进行冷处理和回火。
5.回火
回火的目的
消除内应力,稳定组织和尺寸,提高圈套的
综合机械性能。
回火是热处理淬火后必不可
少的工序,是决定零件内在质量的关键工
序。
回火温度
回火温度一般比轴承零件工作温度高30~50℃。
通常在120℃以下工作的轴承零件回火的温度在150~170℃。
回火保温时间
通常按零件大小和精度等级以及回火加热介质确定保温时间,在空气电炉回火,一般轴承零件保温2.5~3小时,大型、特大型轴承零件为6~12小时。
6.补加回火(稳定处理)
补加回火是为了消除部分磨削应力,进一步稳定组织,提高零件尺寸的稳定性。
补加回火温度比原回火温度低20~30℃。
一般采用120~160℃,保温时间3~4个小时。