基于VisualC_的上位机和PLC的通信实现
运用VC++技术实现上位机与OMRON品牌PCL的串行通讯
运用VC++技术实现上位机与OMRON品牌PCL的串行通讯 林涛,张声兴 (梅里亚动物保健有限公司,上海 200031) 摘要:文章介绍了可编程控制器(PCL)与上位机(PC机)实现串行通信功能的硬件组成、通信协议,重点阐明在上位机(PC机)上基于 VC++6.0的编程实现细节,并进一步展望PLC对控制系统应用的前景。 关键词:可编程控制器(PCL);VC++
图3 命令格式 响应的格式与命令的格式相似,只是在识别码后面多了2个十六进制字符的结束码,用于返回命令的执行状态(有无错误及错误的原因)。例 如,命令帧为“@00RR00050002UV*CR”,表示计算机要求读出0号PLC中从CIO0005单元开始的2个单元的内容; 而PLC 的响应为 “@00RR0012345678XY*CR”,识别码后面的00为结束码,表示数据传送正确,其中十六进制数1234H、5678H分别为PLC给出的CIO中的 数据。一个帧最多由131个ACSⅡ字符组成,如果需要发送的字符超出131个,必须将数据分成若干个帧,第一帧和中间帧的结尾用分界符 (CR)代替结束符(*CR)。 2 VC++6.0软件实现 VC++6.0开发环境为串口通讯已经提供了ActiveX控件,名为MSComm控件。下面阐述对该控件属性的初始化设置以及相关实现代码。限 于篇幅,此文只将重要的实现代码罗列如下。 程序启动初始化设置代码如下: { My_Comm.SetCommPort(1);//选择 COM1口 My_Comm.SetSettings( 9600,E,7,1 );//设置通信参数 My_Comm.SetlnputMode(1);//设置二进制输入模式 My_Comm.SetInBufferSize(1024);//设置输入缓冲区大小 My_Comm.SetlnputLen(0);//使用Input将使MSComm控件读取接收缓冲区中的全部内容 My_Comm.SetOutBufferSize(1024);//设置输出缓冲区大小
利用VC++6.0实现上位机与PLC的串行通信(1)

利用VC++6.0实现上位机与PLC的串行通信作者:惠鸿忠, Hui Hongzhong作者单位:聊城大学刊名:微计算机信息英文刊名:CONTROL & AUTOMATION年,卷(期):2006,22(16)被引用次数:12次参考文献(4条)1.郭飒基于OPENGL的灯光控制系统的实现[期刊论文]-微计算机信息 2004(05)2.苗长新注浆泄漏监测程序的设计及其串行通信实现[期刊论文]-微计算机信息 2003(06)3.李现勇Visual C++串口通信技术与工程实践 20024.SIMATIC S7-200可变程序控制器系统手册引证文献(12条)1.吴镇平基于PLC的桥式组合大切机监控系统设计[期刊论文]-闽西职业技术学院学报 2010(1)2.徐洋.王宏华.周强.李俊星基于MSP430单片机的无刷直流电机实验测试平台设计[期刊论文]-机械制造与自动化2010(4)3.杨英琴.侯力.郑熙.王裕林.陈丹PLC控制系统在厚壁钢管超声波探伤中的应用[期刊论文]-机械设计与制造2010(12)4.吴镇平.林海涨.李捷辉利用VC++6.0实现PLC实时监控[期刊论文]-装备制造技术 2009(7)5.王少江.侯力.薄立朗.匡红PLC和变频器在超声波自动探伤系统的应用[期刊论文]-煤矿机械 2009(4)6.唐捷.蔡智圣.李争名.赵士滨基于PC机并口通信的多媒体设备控制系统的设计与实现[期刊论文]-光盘技术2009(2)7.李波.舒朝君.江彦.余磊.刘永喜.胡玉庆.皮智敏基于VC的PLC数据采集管理系统[期刊论文]-现代电子技术2009(6)8.董奎勇.钱炜.王明军.熊磊基于VC++的月球车的数据采集处理系统[期刊论文]-微计算机信息 2008(28)9.黄良希.LI Ding-zhu用于机动车路考系统的车载通讯系统研究[期刊论文]-微计算机信息 2008(23)10.汤光华.吴青自由口模式下S7200 PLC与上位机的通信[期刊论文]-微计算机信息 2008(13)11.李志伟基于AT指令的串行通信程序的设计[期刊论文]-微计算机信息 2007(9)12.安宪军.黄尔烈.贾少锐.张常全基于Delphi7.0的上位机与PLC的通信[期刊论文]-微计算机信息 2007(7)本文链接:/Periodical_wjsjxx200616021.aspx。
基于VB6.0的上位机与PLC实时通信技术
基于VB6.0的上位机与PLC实时通信技术【摘要】本文围绕基于VB6.0的上位机与PLC实时通信技术展开讨论。
在介绍了该技术的背景和意义。
在分别讨论了VB6.0在工业控制系统中的应用,PLC的应用与特点,上位机与PLC之间的通信方式,以及基于VB6.0的实时通信技术实现方法和在工业控制中的应用。
在预测了该技术的发展趋势和未来应用前景,并对全文进行了总结。
通过本文的研究,读者将了解到基于VB6.0的上位机与PLC实时通信技术在工业控制中的重要性和应用价值,以及未来发展的潜力和前景。
【关键词】关键词:VB6.0、上位机、PLC、实时通信技术、工业控制系统、通信方式、发展趋势、未来应用、应用前景、研究背景、研究意义、实现方法、应用、总结1. 引言1.1 介绍基于VB6.0的上位机与PLC实时通信技术基于VB6.0的上位机与PLC实时通信技术指的是利用Visual Basic 6.0作为编程语言,实现与可编程逻辑控制器(PLC)之间的即时通信。
在工业控制系统中,上位机扮演着监控和控制的角色,而PLC则负责执行实际的控制任务。
通过实时通信技术,上位机可以实时监控和控制PLC的运行状态,实现对生产过程的实时调控。
基于VB6.0的上位机与PLC实时通信技术的实现主要包括建立通信连接、数据传输和接收处理三个步骤。
需要建立通信连接,确定上位机与PLC之间的通信协议和通信方式,例如使用串口通信或以太网通信。
然后通过编程实现数据的传输和接收处理,将上位机发送的指令和数据传输给PLC,并接收并处理PLC返回的状态和数据。
这种基于VB6.0的上位机与PLC实时通信技术在工业自动化控制中具有重要意义。
它可以实现生产过程的实时监控和控制,提高生产效率,减少人力成本,降低故障率,提升生产质量。
同时也为工业控制系统的智能化和网络化发展提供了重要技术支持。
1.2 研究背景由于工业现场环境复杂多变,传统的PLC与上位机通信方式往往存在诸多不足,如实时性差、稳定性差、数据传输速度慢等问题。
如何实现VC应用程序与PLC的数据交换
如何实现VC应用程序与PLC的数据交换当今,随着工业自动化的广泛应用,越来越多的工业企业开始采用可编程逻辑控制器(PLC)来控制和管理生产过程。
而随着信息技术的不断发展,将计算机技术与工业控制相结合,实现VC应用程序与PLC的数据交换,已经成为很多企业提高生产效率、提升产品质量的一种重要手段。
本文将从硬件和软件两个角度来介绍如何实现VC应用程序与PLC的数据交换。
硬件层面:在实现VC应用程序与PLC的数据交换之前,首先需要确保计算机和PLC之间能够进行可靠的通信。
一般而言,可以通过以下几种方式来实现计算机和PLC之间的连接和通信。
1.串口通信:串口通信是最常见的一种方式,通过串口线将计算机的串口与PLC的COM口相连接。
在VC应用程序中,通过编程方式来读写串口数据,从而实现与PLC的数据交互。
2.以太网通信:在以太网通信方式下,计算机和PLC通过以太网进行连接。
可以使用TCP/IP协议来实现数据的传输。
在VC应用程序中,可以使用套接字编程来实现与PLC的通信。
B通信:有些PLC具备USB接口,可以通过USB线将计算机和PLC进行连接。
在VC应用程序中,可以通过USB编程来与PLC进行数据交互。
软件层面:在硬件连接完成之后,下一步就是通过软件来实现VC应用程序与PLC的数据交换。
以下是一些常用的软件开发工具和编程语言,可以帮助我们实现这个目标。
1.Visual Studio:Visual Studio是一个功能强大的集成开发环境,可以用于开发各种类型的应用程序,包括VC应用程序。
在VC应用程序中,可以通过编写相应的代码来与PLC进行数据交换。
2.C#编程语言:C#是一种简单、现代化的编程语言,广泛应用于Windows平台的应用程序开发。
在VC应用程序中,可以使用C#编写代码来实现与PLC的数据交互。
3.编程库:PLC通常配备有相关的编程库,包括DLL、API等,可以用于编写与PLC通信的代码。
在VC应用程序中,可以引用这些编程库,从而实现与PLC的数据交换。
VC++应用程序与PLC的数据通信

利用OPC实现VC应用程序与PLC的数据交换关键词: OPC RSView32 VC应用程序可编程控制器1 引言VC(Visual C++)是功能强大的一种Windows应用程序可视化软件开发工具。
VC支持面向对象的设计方法,并可以使用功能强大的微软基础类库MFC(Micro-soft foundation class)。
并且由于Microsoft公司在操作市场上的垄断地位,用VC开发出来的软件稳定性好、可移植性强,而且软件与硬件相互独立,可以用来开发控制系统的上层管理系统。
RSView32是作为一种专门用于工业控制的组态软件,不仅包含了大量图形开发工具和现成图形库,使用户能够方便的进行系统开发,而且还可以对报警、活动记录、事件、历史趋势等进行组态,是一个功能强大的工业自动化产品,因此可以很方便地对下层设备进行组态。
在实际系统开发时,利用OPC技术把两种工具有效的结合起来,使上层的VC程序通过RSView32间接地与下层PLC进行数据通信,以获取令人满意的结果。
2 OPC介绍OPC(OLE for Process Control)是根据Microsoft的OLE(现在)下载这些文件:#include "opcda_i.c" OPC数据存取接口#include "opcda.h" OPC数据存取2.0头文件#include "opccomn_i.c" OPC公共接口定义#include "opccomn.h" OPC公共头文件4.2 初始化COM支持库由于OPC是基于COM技术制定,所以在使用接口类之前必须首先使用CoInitialize(NULL)函数初始化COM 库,如果成功,函数返回值等于S_ OK。
4.3 连接opc服务器OPC客户能够连接到OPC服务器上,并建立OPC组和OPC数据项,这是OPC数据访问的基础,如果没有这个机制,数据访问的其它机能不可能实现。
用VC实现微机与PLC在以太网中的通讯

用VC实现微机与PLC在以太网中的通讯*(扬州大学信息工程学院电气工程系,扬州225009)摘要:介绍了一个使用Visual C++的Socket与OMRON PLC之间的通讯程序,并成功地应用在自动控制系统中,主要实现上位机与OMRON PLC之间的以太网通讯,并对它们之间的通讯协议作了描述,文中所介绍的通讯程序的设计方法具有一定参考价值。
关键词:可编程逻辑控制器,以太网,FINS,控制系统。
A Kind of Communication Program Between Host and OMRON PLC With VC in EthernetCao Wei SHI Wang-wang CHEN Hong(Information Engineering College of Yangzhou University, Yangzhou 225009,China)Abstract: A kind of communication program developed with VC is introduced, which is successfully applied in the automatic control system, and mainly carry out the communication between host and OMRON PLC. The communication protocol between them is dealt with in detail. The design method of communication program has some reference value.Keywords: PLC Ethernet FINS control system1、引言在分布式计算机监控系统中,PLC是常用的现场控制设备,PLC和微机之间的通讯常采用RS-232/RS-485串行通讯方式,这种方法对于数据量较大、通讯距离较远、实时性要求高的控制系统很难满足通讯需要。
VC++编程让PC机与三菱PLC串口通讯的实现
VC++编程让PC机与三菱PLC串口通讯的实现随着微电子及控制技术的不断发展,PLC已逐渐成为一种智能型、综合型控制器,由PLC构成的集散控制是现代工业控制的一个重要组成部分。
PLC具有使用简单方便,故障率低,抗干扰能力强等优点;但同时,数据的计算处理与管理能力较弱,且无法提供良好的人机界面。
将计算机与PLC结合起来,可使两者优势互补,充分利用计算机友好的人机界面,实现人机对话和监控功能,并可进行一定的辅助决策,组成高性能价格比的控制系统。
实现计算机与PLC结合的控制系统的关键之一是二者之间的通信。
本设计选用三菱FX2N系列的PLC,以Visual c++6.0作为开发工具对PLC通讯主程序进行设计,串口通讯采用ActiveX控制Microsoft Communication Control 6.0,最后用PLC编程电缆将PLC编程口与计算机串口连接进行调试。
1 三菱PLC与计算机之间通信协议串行通信是指外设和计算机间使用一根数据信号线一位一位地传输数据,每一位数据都占据一个固定的时间长度。
“串行”是指外设与接口电路之间的信息传送方式,CPU与接口之间仍按并行方式工作。
串行通信的四个重要参数:波特率(衡量通信速度的参数)、奇偶校验位(一种简单的检错方式)、数据位(衡量通信中实际数据位的参数)和停止位(表示单个数据包的最后一位)。
(1)三菱FX2N系列通信数据帧格式FX2N系列的PLC与计算机之间的通信采用RS-232C标准,其传输速率一般设为9 600 bps,实际传输过程还可设其它,比如115 200 bps 等。
奇偶校验位采用偶校验。
数据以帧为单位发送和接收。
一个多字符帧由起始字元、命令号码、元件首地址、结束字元、和校验五部分组成,其中和校验值是将命令码STX—ETX之间的字符的ASCII码(十六进制数)相加,取得所得和的最低二位数。
STX和ETX分别表示该字符帧的起始标志和结束标志。
起始字元(STX):ASCII码的起始字元STX对应的16进制数位0x02。
基于VC++和MFC的上位机与PLC的通讯系统
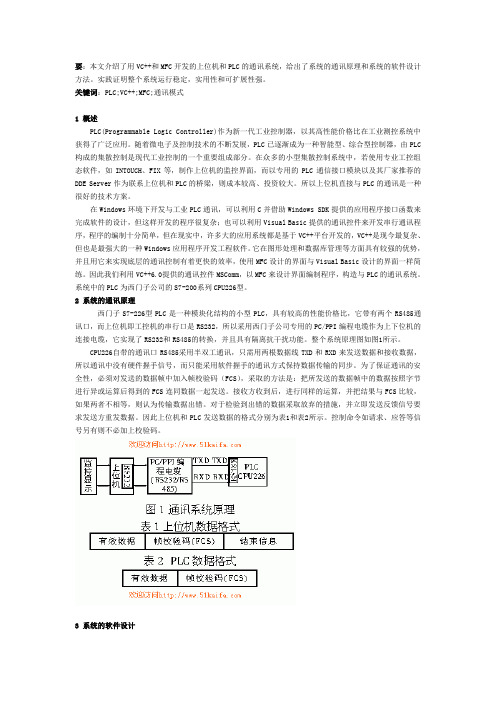
要:本文介绍了用VC++和MFC开发的上位机和PLC的通讯系统,给出了系统的通讯原理和系统的软件设计方法。
实践证明整个系统运行稳定,实用性和可扩展性强。
关键词:PLC;VC++;MFC;通讯模式1 概述PLC(Programmable Logic Controller)作为新一代工业控制器,以其高性能价格比在工业测控系统中获得了广泛应用。
随着微电子及控制技术的不断发展,PLC已逐渐成为一种智能型、综合型控制器,由PLC 构成的集散控制是现代工业控制的一个重要组成部分。
在众多的小型集散控制系统中,若使用专业工控组态软件,如INTOUCH、FIX等,制作上位机的监控界面,而以专用的PLC通信接口模块以及其厂家推荐的DDE Server作为联系上位机和PLC的桥梁,则成本较高、投资较大。
所以上位机直接与PLC的通讯是一种很好的技术方案。
在Windows环境下开发与工业PLC通讯,可以利用C并借助Windows SDK提供的应用程序接口函数来完成软件的设计,但这样开发的程序很复杂;也可以利用Visual Basic提供的通讯控件来开发串行通讯程序,程序的编制十分简单,但在现实中,许多大的应用系统都是基于VC++平台开发的,VC++是现今最复杂、但也是最强大的一种Windows应用程序开发工程软件。
它在图形处理和数据库管理等方面具有较强的优势,并且用它来实现底层的通讯控制有着更快的效率,使用MFC设计的界面与Visual Basic设计的界面一样简练。
因此我们利用VC++6.0提供的通讯控件MSComm,以MFC来设计界面编制程序,构造与PLC的通讯系统。
系统中的PLC为西门子公司的S7-200系列CPU226型。
2 系统的通讯原理西门子S7-226型PLC是一种模块化结构的小型PLC,具有较高的性能价格比,它带有两个RS485通讯口,而上位机即工控机的串行口是RS232,所以采用西门子公司专用的PC/PPI编程电缆作为上下位机的连接电缆,它实现了RS232和RS485的转换,并且具有隔离抗干扰功能。
运用VC++技术实现上位机与OMRON品牌PCL的串行通讯

运用VC++技术实现上位机与OMRON品牌PCL的串行通讯摘要:文章介绍了可编程控制器(PCL)与上位机(PC机)实现串行通信功能的硬件组成、通信协议,重点阐明在上位机(PC机)上基于VC++6.0的编程实现细节,并进一步展望PLC对控制系统应用的前景。
关键词:可编程控制器(PCL);VC++鉴于目前由可编程控制器(PCL)和PC机所构成的监控系统在工业控制领域得以广泛的运用,文章将对PCL作下位机,完成现场设备的直接控制、数据收集等工作,PC机作上位机,完成数据的分析存储、状态显示等工作进行技术探讨,通过上位机对PLC的读写操作,从而完成现场数据的接收、传达与监控功能。
文章以OMRON公司的CJ1G型PLC作下位机,以PC机为上位机,重点研究此分布式控制系统的通讯方式。
1硬件互联技术细节1.1PLC与PC的硬件互联经过对该品牌PLC的分析,可知PLC本身配有RS-232接口,大大方便了与PC 机串口通信的硬件连接,文章直接采用自制电缆将PLC的RS-232口与PC机RS-232口相连,引脚对应关系图如图1:1.2设定PLC通信方式,确定通信协议帧CJ系列PLC单元支持以下5种串行通信功能:上位机链接通信、无协议通信、1:N或1:1链接通信、外设总线通信和串行PLC链接通信,其中上位机链接通信功能适用于上下位机并以会话的方式进行实时数据通信。
一般在控制系统中,采用单台PLC与PC机通信,上位机担当命令发起端,通过向PLC发送不同格式的命令帧,完成对PLC寄存器的读写操作。
因此文章选择主机-->PLC的主链接命令通信方式。
该系统使用RS一232C端口进行通信。
RS一232C端口的缺省设定是:上位机链接模式、1启动位、7数据位、偶校验、2停止位和9 600bps的波特率。
用户可以通过编程工具或者SETUP(237)指令改变RS一232C端口的设定。
我们首先用编程工具对PLC进行设置,其中PLC的操作模式设定为监控模式;然后断开电源,将主机与PLC的CPU单元连接,并将CPU单元DIP的引脚5设定为OFF;最后接通电源,从主机发布主链接命令,进行上下位机的通信。
PLC与上位机的高速通信实现

PLC与上位机的高速通信实现PLC(Programmable Logic Controller,可编程逻辑控制器)和上位机是工业自动化系统中常见的两种设备,它们之间的高速通信可以实现数据的实时传输和控制指令的快速响应,从而提高系统的运行效率和可靠性。
本文将探讨如何实现PLC与上位机之间的高速通信,并介绍一些常用的通信方式和技术。
一、PLC和上位机的通信方式1.串口通信:串口通信是实现PLC与上位机通信的最常见方式之一,通常使用RS-232、RS-485或者RS-422接口进行通信。
这种方式的优点是成本低廉,易于实现,但缺点是通信速度较慢,受距离限制。
2.以太网通信:以太网通信是实现高速通信的主流方式,通过以太网接口连接PLC和上位机,可以实现更快速的数据传输和控制指令的响应。
以太网通信适用于长距离通信,并支持远程访问和监控。
3.无线通信:随着无线通信技术的发展,越来越多的工业自动化系统开始采用无线通信方式实现PLC和上位机之间的通信。
无线通信具有灵活性高、安装维护方便等优点,但受到干扰和信号衰减等因素的影响。
二、PLC和上位机高速通信的实现1. 选择适合的通信接口和协议:在实现PLC和上位机高速通信之前,首先需要选择适合的通信接口和协议。
对于以太网通信,常用的协议包括TCP/IP、Modbus TCP等;对于串口通信,常用的协议包括Modbus RTU、Profibus等。
2.设置通信参数:在进行PLC和上位机之间的通信配置时,需要设置通信参数,如波特率、数据位、校验位和停止位等。
通信参数的设置要与PLC和上位机的配置相匹配,以确保通信的稳定和可靠性。
3.编写通信程序:在PLC和上位机之间进行高速通信时,需要编写相应的通信程序,包括数据的读取和写入、指令的发送和接收等操作。
通信程序的编写需要考虑通信的稳定性和时效性,避免出现数据丢失或通信故障等情况。
4.考虑数据安全和保密:在进行PLC和上位机高速通信时,需要考虑数据的安全和保密性。
基于labvIEW的PLC与上位机通讯系统设计
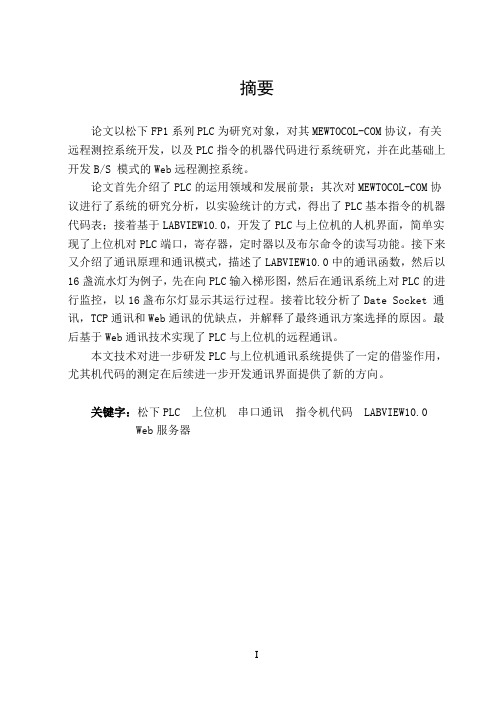
The paper see the PLC ofFP1 series made by Panasonic as the research object, studying for the MEWTOCOL-COM protocol, the development of remote monitoring and control system, as well as the machine code represented the PLC command ,and finally build a remote measurement and control system based onthe Web in the model of B/S.
开发软件的最初一步就是需求分析。根据老师提供的题目,以及自身对该题目的分析研究,作者站在是用户的角度对软件系统的需求功能进行了概况如下:
1)通讯系统要能控制反映PLC的输入输出端口状态值。
2)通讯系统要能实现程序的下载,即离开松下PLC提供的软件能够通过界面实现程序的下载控制。
3)通讯系统能实现一些基本的寄存器是操作,以及命令的发送,数据的提取。
1.2
PLC作为新一代工业控制器,以其高性能价格比在工业测控系统中获得了广泛应用.随着微电子及控制技术的不断发展, PLC已逐渐成为一种智能型、综合型控制器,由PLC构成的集散控制是现代工业控制的一个重要组成部分[2],随着计算机技术是快速发展,PLC在自动控制方面发挥的重要作用也日益增强,两者是结合是自动控制发展的必然。通讯接口是PLC与上位机连接的桥梁,通过连接可以把PLC的现场执行功能和计算机是快速运算功能很好融为一体,以实现自动化控制,甚至是远程控制。目前不同厂家生产的PLC都提供了通讯接口,并提供了完善是通讯协议,如西门子S7 200的PPI ,MPI ,以及自由通讯协议等,本文主要研究松下FP1系列PLC与上位机通讯。
用VC 开发微机与松下PLC间的通讯程序

用VC++开发微机与松下PLC间的通讯程序1 引言可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数和算术操作等面向用户的指令,并通过数字式或模拟式输入输出控制各种类型的机械的生产过程。
可编程控制器及其有关外部设备,都按易于与工业控制系统联成一个整体、易于扩充其功能的原则设计。
早期的PLC以数字量的顺序控制为主,提供了简单的慢速的通信功能(只支持RS 232、RS485、多采用Modbus协议),现在的PLC不仅具有逻辑运算、顺序控制、定时、计数和算术操作,而且还具有A/D、D/A转换,数值计算和数据处理等功能。
它既可以对开关量进行控制,也可以对模拟量进行控制,随着PLC功能不断扩充,它还有通讯联网功能。
本文就是基于松下电工的专门通信协议(MEWTOCOL),用VC++开发的上位机与PLC间的通信。
2 松下电工的专用通信协议MEWTOCOL-COM目前,随着PLC的快速发展,越来越多的PLC生产厂商开发了它与计算机的通信功能(主要是利用计算机串口进行通信),本文是以松下FP系列PLC为例,作详细阐述。
在一台计算机于PLC之间的通信中,通信由计算机发动,把命令帧发向PLC,PLC将以响应帧作应答,并执行相应的动作。
(1) 命令帧格式其中: %:MEWTOCOL-COM的命令帧开始标志(ASCII码为25H)。
H,L:站地址的高位和低位。
#:站号特征码(ASCII码为23H)。
发送文本:由命令码和数据组成,其主要命令码如表1所示。
BCC:校验码,采用异或校验码,BCC为8位。
(2) 响应帧格式当主站发来命令帧之后,从站将以响应帧作应答。
响应帧分为2种,若主站命令帧正确无误,则用“正确响应帧”作应答;如果主站命令帧有错误则用“错误响应帧”作应答。
这两种应帧格式下。
正确响应帧的格式其中%,H,L,BCC,CR含义与命令帧相同。
三菱PLC与PC上位机VB通讯

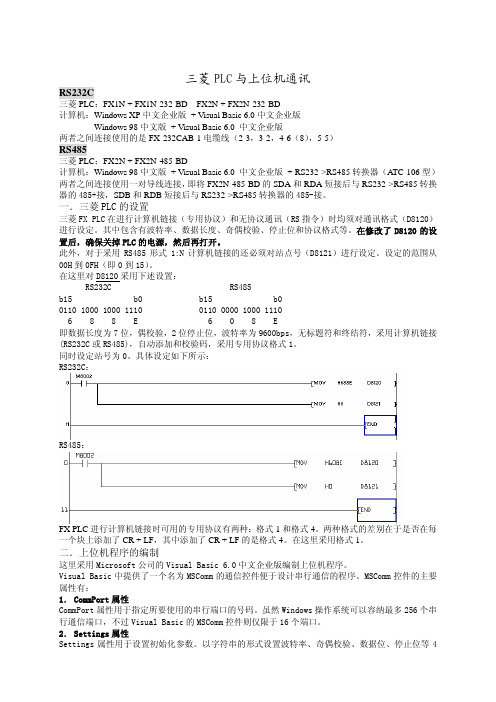
三菱PLC 与PC 上位机VB 通讯三菱 PLC : FX1N + FX1N-232-BDFX2N + FX2N-232-BD计算机: Windows XP 中文企业版 + Visual Basic 6.0中文企业版Windows 98中文版 + Visual Basic 6.0中文企业版两者之间连接使用的是 FX-232CAB-1电缆线(2-3,3-2,4-6( 8), 5-5).三菱PLC 的设置 三菱FX PLC 在进行计算机链接(专用协议)和无协议通讯( RS 指令)时均须对通讯格式(D8120)进行设定。
其中包含有波特率、数据长度、奇偶校验、停止位和协议格式等。
在修改了 D8120的设置后,确保关掉 PLC 的电源,然后再打开。
此外,对于采用 RS485形式1:N 计算机链接的还必须对站点号( D8121 )进行设定。
设定的范围从00H 到0FH (即0到15)。
在这里对D8120采用下述设置: b15 0110 1000 1000 1110 6 8 8 E即数据长度为7位,偶校验,2位停止位,波特率为 9600bps ,无标题符和终结符,采用计 算机链接(RS-232C ),自动添加和校验码,采用专用协议格式 同时设定站号为0。
具体设定如下所示:{M07 (MOVEMD二.上位机程序的编制这里采用 Microsoft 公司的 Visual Basic 6.0 Visual Basic 中提供了一个名为 MSCom 的通信控件便于设计串行通信的程序。
MSCom 控件的主要属性有: 1. Com mPort 属性Comm Port 属性用于指定所要使用的串行端口的号码。
虽然 Win dows 操作系统可以容纳最多256个串行通信端口,不过 Visual Basic 的MSCom 控件则仅限于16个端口。
2. Setti ngs 属性Sett in gs 属性用于设置初始化参数。
以字符串的形式设置波特率、奇偶校验、数据位、停 止位等4个参数。
基于VC++6。0的上位机与欧姆龙的PLC通讯

Veilson 6.0”控件,插入工程,生成CMSComm类。
在对话框中插入该控件,并同时插入通信按钮和编
辑框等控件,其属性见表4。
Caption MS(乃mm
OnOn㈧() 表4程序中所添加的控件
ID
Variable Or Function
IDC—.MSl30MMI
111一c()玎】m
开始通信
IDC BEGIN
输入编辑框
IgX2——IN
输出编辑框
IDC OUT
输入
IDC—.INBUTTON
输出
IDC OUTBUTTON
OnBegm() m—darain m——dataout OnlnbuttOfl() OnOutbutton()
万方数据
c.添加消息及程序代码。 (1)在CPI.CGommDLG类中加入公共成员变 量和公共成员函数说明。 public: BY,rE inputdata【1024]; BYTE OutputData[80];
串行口是计算机和外部设备进行数据交换的 重要途径,所以串行通信在工程实践中有着广泛的 应用。Microsoft公司的VC++6.0功能强大,利 用它可以开发出规模更大、功能更加复杂的Win. dows应用程序。本文介绍了在该系统中如何运用 可视化编程工具VC++6.0实现PLC与PC之间 的串行通信,并提供了详细的关于数据接收和发送 的通信程序。
,,、麟:Add { extra initialization here m Comm。SetCommPort(1);//选择COMI 口
m—Comm.SetSettings(”9600,E,7,1”);//设 置通信参数
m Comm.SetlnputMode(1);//设置二进制 输入模式
上位机与三菱PLC通讯
三菱PLC与上位机通讯RS232C三菱PLC:FX1N + FX1N-232-BD FX2N + FX2N-232-BD计算机:Windows XP中文企业版+ Visual Basic 6.0中文企业版Windows 98中文版+ Visual Basic 6.0 中文企业版两者之间连接使用的是FX-232CAB-1电缆线(2-3,3-2,4-6(8),5-5)RS485三菱PLC:FX2N + FX2N-485-BD计算机:Windows 98中文版+ Visual Basic 6.0 中文企业版 + RS232->RS485转换器(A TC-106型)两者之间连接使用一对导线连接,即将FX2N-485-BD的SDA和RDA短接后与RS232->RS485转换器的485+接,SDB和RDB短接后与RS232->RS485转换器的485-接。
一.三菱PLC的设置三菱FX PLC在进行计算机链接(专用协议)和无协议通讯(RS指令)时均须对通讯格式(D8120)进行设定。
其中包含有波特率、数据长度、奇偶校验、停止位和协议格式等。
在修改了D8120的设置后,确保关掉PLC的电源,然后再打开。
此外,对于采用RS485形式1:N计算机链接的还必须对站点号(D8121)进行设定。
设定的范围从00H到0FH(即0到15)。
在这里对D8120采用下述设置:RS232C RS485b15 b0 b15 b00110 1000 1000 1110 0110 0000 1000 11106 8 8 E 6 0 8 E即数据长度为7位,偶校验,2位停止位,波特率为9600bps,无标题符和终结符,采用计算机链接(RS232C或RS485),自动添加和校验码,采用专用协议格式1。
同时设定站号为0。
具体设定如下所示:RS232C:RS485:FX PLC进行计算机链接时可用的专用协议有两种:格式1和格式4。
上位机与PLC通信的设计及应用

[*]丁莉君(宁夏大学机械工程学院,宁夏银川 750021)摘要:本文给出了在Visual Basic 6.0环境下实现上位机与西门子S7-200系列可编程控制器(PLC)通信的方法。
着重阐述了S7-200系列PLC自由口通信模式的设计过程,并将其应用于生产实际。
实践表明,这种通信方式具有一定的工程应用价值。
关键词:PLC;上位机;通信中图分类号:TP273The Design and Application of Communication between Hostcomputer and PLCDing Lijun(Mechanical Engineering College of Ningxia University,Yinchuan 750021,China)Abstract: A communication method between host computer and SIEMENS’S7-200 PLC with VB6.0 is introduced. This paper mainly expounds the design process of S7-200 PLC’s free port communication model, and the approach is used in production. It has been proved by the application that the communication model has certain application value for projects.Key words: PLC; Host computer; Communication引言20世纪80年代中期以来,随着自动控制、计算机、通信、网络等技术的发展,可编程控制器(PLC)已发展成为一种可提供逻辑控制功能、过程控制功能、运动控制功能、数据处理功能、联网通信功能的多功能控制器,但由于其自身的局限性,在数据计算处理和人机交互性等方面已不能满足用户更高的控制要求。
C#上位机与三菱PLC通讯的实现步骤(图文)

C#上位机与三菱PLC通讯的实现步骤(图⽂)
1、三菱 MX COMPONENT下载及安装测试:
2、通讯测试及数据监控
打开PLC监控程序:
可以看到之前设置的通讯配置,也可以重新设置:
点击OK
在右侧可以输⼊地址可以对PLC数据进⾏监控
PS:1:plc地址,2:开始结束监控,3:更改监控⽅式
buffer memory监控
也可以根据输⼊地址进⾏⾃定义监控
往PLC写⼊数据及设置PLC时间
可以按位写,也可以⼀次写⼊多位
3、好多⼈⼀开始就在找通讯的源码,我已开始也找了好久,可恶的是有些⼈知道源码不仅不提供还收⾦币下载,这⾥先画个圈圈;⼀般这种软件都带源码的啊,我就不信MX COMPONENT没有,终于让我在莫个⾓落⾥找到了,感慨⼀番。
选中该程序,右击属性:
在属性⾯板中选择打开⽂件位置:
找到程序所在⽂件夹:
回到上个⽬录:
进⼊samples⽂件夹(终于找到C#源码了,哈哈):
以上⼤家可以参考源码进⾏测试;
下⾯就告诉⼤家怎么⾃⼰建项⽬:
新建⼀个C#窗体应⽤,添加引⽤,发现没有案例程序中的dll。
菜单栏中选择⼯具,下拉框中点击选择⼯具箱项。
选择com组件选项卡,在选择界⾯中勾选你所需要的控件
在⼯具箱中的常规项中就可以看到mx的控件了
然后后⾯⼤家可以根据案例中的进⾏程序不开发了,后续开发再写吧,这个真的拖了好久了,最近项⽬有点忙,惭愧。
到此这篇关于C#上位机与三菱PLC通讯的实现步骤(图⽂)的⽂章就介绍到这了,更多相关C#上位机与三菱PLC通讯内容请搜索以前的⽂章或继续浏览下⾯的相关⽂章希望⼤家以后多多⽀持!。
用C语言实现PLC和上位机的串行通信
用C语言实现PLC和上位机的串行通信
李延海;李知悦
【期刊名称】《自动化仪表》
【年(卷),期】1997(018)001
【总页数】3页(P23-25)
【作者】李延海;李知悦
【作者单位】山东工业大学;山东工业大学
【正文语种】中文
【中图分类】TM571.61
【相关文献】
1.基于Visual Basic语言实现上位机与PLC通信的设计及应用 [J], 田立国;裴哲;张再林;王磊
2.利用上位机与PLC之间的串行通信实现现场数据的采集 [J], 黄龙
3.三菱PLC与上位机串行通信的实现 [J], 周兆松
4.基于VC++的上位机和丰炜PLC串行通信的实现 [J], 王娇
5.用C语言实现PLC和上位机的串行通讯 [J], 王红辉
因版权原因,仅展示原文概要,查看原文内容请购买。