新代数控车床宏程序说明.doc
数控车床车削宏程序

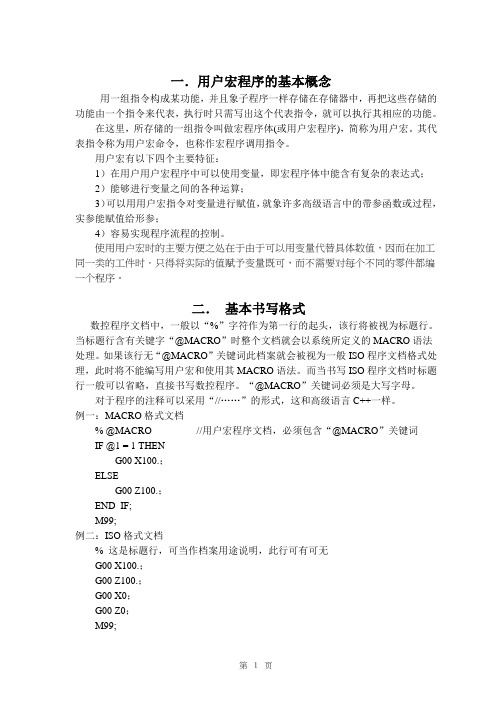
例6 抛物线与椭圆的混合运用。
%8002 (程序名) G92 X50 Z0 (起点坐标) U32 V40 W55 A8 B5 C4 M98 P8001(定义#20=32、#21=40、#22=55、#0=8、#1=5、#2=4) W G36 G90 X50 Z0(到起点位置) M30 V %8001 (子程序名) U #10=0 #11=0 (抛物线起点X、 Z轴坐标值) #12=0 #13=0 (椭圆起点在X、Z轴方向增量值) G64 G37 (小线段连续加工、半径编程) WHILE #11 LE #20 (抛物线方程:Z=-X*X/C ) G01 X[2*#10] Z[-[#11]] F1500 #10=#10+0.08 (计算各段抛物线X轴坐标) #11=#10*#10/#2 (计算各段抛物线Z轴坐标) 抛物线 ENDW Z=-X² /c G01 X[2*[SQRT[#20*#2]]] Z[-#20] (到达抛物线终点) G01 Z[-#21] (到达直线终点) 椭 圆 X a / b b2 z 2 : WHILe #13 LE #1 (椭圆方程:X*X/A*A+Z*Z/B*B=1) 图4 #16=#1*#1-#13*#13 #15=SQRT[#16] #12=#15*[#0/#1] (计算椭圆X轴方向的增量) G01 X[2*[SQRT[#20*#2]+#0-#12]] Z[-#21-#13] #13=#13+0.08 (确定椭圆Z轴方向的增量) ENDW G01 X [2*[SQRT[#20*#2]+#0] ]Z[-#21-#1] (到达椭圆终点) 抛物线 椭圆 G01 Z[-#22] 2 2 Z=-X² /c X a / b b z U12 G00 Z0 m99
新代数控车床宏程序说明
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档% @MACRO //用户宏程序文档,必须包含“@MACRO”关键词IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二:ISO格式文档% 这是标题行,可当作档案用途说明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i (i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
新代宏程序实例

1、REPEAT直到型循环REPEAT<循环体>UNTIL <条件表达式>END_REPEAT;说明:REPEAT直到型循环控制,先执行循环体,后判断条件表达式,当条件满足时退出循环。
例如:%@MACRO //启动MACRO语法%@MACRO(宏指令开始)#1=-0.2REPEAT REPEAT(重复)G01Z#1F80;M30;2、WHILEWHILE<说明:例如:EXIT;END_IF;M303、FOR循环FOR 翻译:p rep.为,为了;?倾向于;?关于;?当作;conj.因为,由于;?FOR<循环变量>:=<表达式1>TO<表达式2>[BY<表达式3>]DO<循环体>END_FOR;说明:FOR循环控制,式中各参数意义如下循环变量——控制循环次数的变量;表达式1——循环计数的起始值,可为整数或表达式;表达式2——循环计数的终止值,可为整数或表达式;表达式3——循环计数每次的累加值,可为整数或表达式;循环体——循环每次执行内容;FOR循环执行过程为:先给循环变量赋起始值,然后判断循环变量是否为终止值,当循环变量已为终止值时退出循环,否则执行循环体,再对循环变量加上每次累加值,4、无条件转移GOTO转移语句语法:GOTOn;说明:无条件地跳到指定的n行号执行,其中n可为整数或表达式。
GOTO常和IF语句搭配使用,那就是说当程序检查到某个条件满足时用GOTO语句去进一步处理,但应尽量少用该语句以提高程序可读性。
范例:%@MACRO //启动MACRO语法…G01X10.……M02;EXIT语法:。
新代宏程序实例
1、REPEAT直到型循环 REPEAT <循环体>UNTIL <条件表达式> END_REPEAT;说明:REPEAT直到型循环控制,先执行循环体,后判断条件表达式,当条件满足时退出循环。
例如:% @MACRO // 启动MACRO语法 % @MACRO (宏指令开始) #1=-0.2 REPEATREPEAT(重复)G01Z#1F80; G1X-20.F700; #2=#1-0.2; G1Z#2F80; G1X-53.F700; #1=#1-0.4;UNTIL (#1<-2.6) END_REPEAT; UNTIL(到…为止,在…以前)END(结束,终止) M30;2、WHILE当型循环WHILE <条件表达式> DO→<循环体>→END_WHILE; 说明:WHILE当型循环控制,先判断条件表达式,当条件满足时执行循环体,否则退出循环。
例如:% @MACRO; #1=-0.2;WHILE (#14>-2.6) DOWHILE(虽然; 在…期间; 与…同时)IF #1<-2.6THENEXIT; EXIT(退出; 退场; 离开; 去世) END_IF; G01Z#1F80; G1X-20.F700;#2=#1-0.2; G1Z#2F80; G1X-53.F700; #1=#1-0.4; END_WHILE; M303、FOR循环FOR 翻译: prep.为,为了; 倾向于; 关于; 当作;conj.因为,由于;FOR <循环变量> := <表达式1> TO <表达式2> [ BY <表达式3>] DO <循环体> END_FOR;说明:FOR循环控制,式中各参数意义如下循环变量——控制循环次数的变量;表达式1——循环计数的起始值,可为整数或表达式;表达式2——循环计数的终止值,可为整数或表达式;表达式3——循环计数每次的累加值,可为整数或表达式;循环体——循环每次执行内容;FOR循环执行过程为:先给循环变量赋起始值,然后判断循环变量是否为终止值,当循环变量已为终止值时退出循环,否则执行循环体,再对循环变量加上每次累加值,4、无条件转移GOTO转移语句语法:GOTO n;说明:无条件地跳到指定的n行号执行,其中n可为整数或表达式。
数控车床宏程序
数控车床宏程序FANUC数控车第一章编程代码----------------------------------------------------------1 1.准备功能G------------------------------------------------------------1 2.辅助功能M-----------------------------------------------------------6 第二章用户宏程序-------------------------------------------------------71. 运算符号---------------------------------------------------------------72.转移和循环-----------------------------------------------------------7 3.运算指令--------------------------------------------------------------8第三章宏程序编程------------------------------------------------------11 1.车V型圆锥- --------------------------------------------------------11 2.车U圆弧-------------------------------------------------------------12 3.方程曲线车削加工-------------------------------------------------13 5.车梯形螺纹36×6--------------------------------------------------14 6.蜗杆-------------------------------------------------------------------15 7.加工多件--------------------------------------------------------------17 第四章自动编程---------------------------------------------------------------21 1.UG建模--------------------------------------------------------------------21 2.创建几何体----------------------------------------------------------------24 附录--------------------------------------------------------------------------29第一章编程代码1.准备功能G00快速定位 G01直线插补 G02顺弧插补G03逆弧插补 G04暂停G9,G60,G64准确/连续停G20英制输入 G21米制输入 G40取消刀具补偿G41建立左刀具补偿 G42建立右刀具补偿G50坐标设定/主轴最高速设定G70精车循环格式: G70 P(ns) Q(nf)ns: 精加工形状程序的第一个段号。
台湾新代数控系统的宏程序基本书写格式介绍

一、用户宏文档格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其 MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言 C++一样。
例一:MACRO格式文档% @MACROIF @1 = 1 THENG00 X100.;ELSE//用户宏程序文档,必须包含“@MACRO”关键词G00 Y100.;END_IF;M99;例二:ISO格式文档% 这是标题行,可当作档案用途说明,此行可有可无G00 X100.;G00 Y100.;G00 X0;G00 Y0;M99;二、普通数控程序段格式数控程序是由若干个程序段所组成,而每个程序段是由若干个程序字和程序段结束组成。
例如:N20 G01 X25 Y-36 F100 S300 T02 M03;而程序字又是由地址符及其后面的数字所组成,如N(地址码)20(数字)、Y(地址码)-36(数字)。
在程序中能作指令的最小单位是字,仅用地址码或仅用数字是不能作为指令的。
程序段内各字说明如下:(1)顺序号放在程序段前用以识别各程序段,它由地址码 N及其后面的 5位以内数字组成的。
程序段号不是必须的,可在需要时用,数字号码的顺序也是任意的,可以每段都加也可只加在需要的地方。
例如:N20——表示该的程序段号为 20。
(2)准备功能字也称 G功能字,使数控机床做好某种操作准备指令,它由地址码G及其后面的两位以内数字所组成。
主要指令有:1)动作指令如 G01(直线插补)、G02(圆弧插补);2)平面指令如 G17(设定 XY工作平面);3)刀补指令如 G41(左刀径补偿);4)其它指令。
新代数控车床宏程序说明
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档%@MACRO//用户宏程序文档,必须包含“@MACRO”关键词IF@1=1THENG00X100.;ELSEG00Z100.;END_IF;M99;例二:ISO格式文档%这是标题行,可当作档案用途说明,此行可有可无G00X100.;G00Z100.;G00X0;第1页G00Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i(i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
用户宏程序中可以使用多个变量,以变量编号进行识别。
新代数控说明书
I n d e x產品規格 (3)產品機構 (4)機構尺寸圖(E Z2S) (4)板金開孔圖(E Z2S) (4)產品外觀圖(E Z2S) (5)E Z2S C O N N E C T E R介紹 (6)E Z2S接線示意圖 (7)I N:X1接腳定義&電氣介面 (8)O U T:Y1接腳定義&電氣介面 (9)H K接腳定義&電氣介面 (10)P1~P2接腳定義&電氣介面 (11)M P G接腳定義&電氣介面-1 (12)M P G接腳定義&電氣介面-2 (13)主軸接腳定義&電氣介面-1 (14)主軸接腳定義&電氣介面-2 (15)新代E Z S E R I E S數控系統規格 (16)服務據點 (17)S Y N T E C C N CE Z2S e r i e s產品規格新代ES系列控制器為低價車床控制器解決方案,內含2軸伺服控制、主軸以及手輪接口,面板前置CF讀卡機,16點I以及16點O與新代所有TB家族端子板、RIO子模組2軸伺服定位控制接口1個主軸Encoder接口,內含5V輸出1個手輪專用接口,內含A+.A-.B+.B-與外掛式手輪DI點與5V輸出面板前置cf card讀卡機輸入點數:16點(牛角接頭)輸出點數:16點(牛角接頭)第二面板專用接口(牛角接頭)外型尺寸:400mmx280mm後半部重新設計產品機構機構尺寸圖(EZ2S)板金開孔圖(EZ2S)產品外觀圖:(EZ2S)Top view Bottom ViewE Z2S C o n n e c t e r介紹P1、P2:伺服定位控制接口(D型15P)Spindle ENC:主軸ENCODER接口(D型15P)Spindle Command:主軸命令接口(歐規端子)MPG:手輪Encoder接口(D型15P)X1:輸入接口(20P牛角接頭)Y1:輸入接口(20P牛角接頭)HK:面板輸出入接口(26P牛角接頭)A、B:CF卡插槽Ethernet:網路線插孔KEYBOARD:PS/2鍵盤接頭E Z 2S 接線示意圖I N:X1接腳定義&電氣介面外部輸入介面X1在EZ2S 控制器,有一組外部輸入接頭,可直接接至各種檢測感測器(如近接、微動開關等..)配合TB16IN使用,可簡化配線。
新代数控宏程式MACRO说明文件

OpenCNC MACRO 發展工具 操作手冊
By: SYNTEC Date: 2013/06/04 Version: 9.20
版本更新記錄
項次 更改內容紀錄 01 追加版本更新記錄 02 修正#1010 說明 03 修正#1504 說明 04 修改文件格式 05 新增#1461~1476 說明
1.4
IF ............................................................................................................ 7
1.5
REPEAT ................................................................................................ 8
1.2
GOTO .................................................................................................... 5
1.3
CASE ..................................................................................................... 6
1.8
EXIT .................................................................................................... 11
1.9
程式註解(Comment) ........................................................................... 12
新代数控车床宏程序说明学习资料
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档% @MACRO //用户宏程序文档,必须包含“@MACRO”关键词IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二:ISO格式文档% 这是标题行,可当作档案用途说明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i (i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
台湾新代宏程序(Macro)用户手册
变量�1 及�4 来代表。
用户宏有以下四个主要特征�
1�在用户用户宏程序中可以使用变量�即宏程序体中能含有复杂的表达式�
2�能够进行变量之间的各种运算�
3�可以用用户宏指令对变量进行赋值�就象许多高级语言中的带参函数或过程�
实参能赋值给形参�
4�容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值�因而在加工
�
二、模态宏调用指� G66.1 ---------------------------------------------------- 28 第三节 扩充 G 代码宏指�调用 ---------------------------------------------------- 29 第四章 用户宏程序范�-------------------------------------------------------------------- 30 第一节 用户宏程序编写注意事项 -------------------------------------------------- 30 第二节 用户宏程序编写范� -------------------------------------------------------- 30
附录Ⅰ 基本 G 码指�一览表 ------------------------------------------------------- 35 附录Ⅱ 地址码一览表----------------------------------------------------------------- 36 附录Ⅲ 引数赋值的地址码和变�的对应关系表 -------------------------------- 36 附录Ⅳ 运算符及其优先级 ----------------------------------------------------------- 37 附录Ⅴ 系统变�分配表 -------------------------------------------------------------- 37 附录Ⅵ 库函数-------------------------------------------------------------------------- 41 附录Ⅶ 程序调用方法----------------------------------------------------------------- 48
数控车床新代说明书介绍.docx
目录第一单元新代控制器面板操作说明 (2)新代控制器面功能树状图 (2)屏幕部分 (3)主功能界面 (4)F1:機台設定 (5)F1 :座標切換 (6)F2 : 1/2 座標 (6)F3 :清除座標 (6)F4 :相對座標全部清除 (6)F5 :座標偏移量 (7)F2:程式編輯 (8)F1 :插入循環 (9)F2 :刪除行 (9)F3 :編輯循環 (10)F5:檔案編輯子功能................................................................................................. 错误!未定义书签。
F7:圖形模擬.................................................................................................. 错误!未定义书签。
F8:檔案管理.......................................................................................................................... 错误!未定义书签。
F4:執行加工 (19)F1:座標顯示 (19)F2:圖形調整 ..................................................................................................... 错误!未定义书签。
F3:MDI 輸入..................................................................................................... 错误!未定义书签。
新代数控系统宏程序举例
新代数控系统宏程序举例好嘞,今天咱们聊聊新代数控系统的宏程序,听起来高大上,其实就是个能让咱们的机器更聪明的小玩意儿。
想象一下,咱们平常做个饭,用调料、火候和时间把食材搞定,对吧?宏程序就像调味料,能让咱们的加工过程变得更加丰富多彩。
你说,这是不是特别有意思?什么是宏程序呢?就像做饭时你偶尔会用到的食谱,宏程序是事先设定好的命令集合。
咱们在数控机床上,想要重复做同样的事情,比如说钻孔、铣削等等,那就得靠这些宏程序了。
用它,咱们可以省不少时间,真是一举两得,哈哈!而且啊,宏程序还能让你在不同情况下灵活应对,简直就是个“百变大咖”。
举个简单的例子,想象你有个老朋友,叫小李,他天天都在你家蹭饭。
每次你做饭,他都问:“今天吃什么?”你要是每天都得告诉他,那多麻烦啊!所以,你就给他一个“食谱”,让他自己选。
这就是宏程序的魅力,帮你把复杂的事情变简单,省下来的时间可以去看个电视剧,嘿嘿!宏程序的好处就在于它能处理一些小细节,让你省心。
比方说,有时候你在车间里忙得不可开交,突然需要对一个零件进行精细加工。
这个时候,如果你已经设定好了宏程序,就像有了个小助手,立马帮你搞定。
这时候,你就能从繁琐的操作中解放出来,心里别提有多爽了。
真是“麻烦事儿迎刃而解”,连个“点赞”都不够!说到这里,可能有人会问:这宏程序到底怎么写呢?其实也不复杂,咱们平时用的编程语言,比如说G代码,宏程序就是在这基础上扩展出来的。
就像你把简单的数学题变成了复杂的方程式,其实就是多加了些步骤。
你可以通过输入变量,设置条件,让机器按照你的想法运作。
听起来是不是有点像魔法?嘿嘿,别不信,这可是真实存在的哦。
然后,咱们再来聊聊这些宏程序的实际应用。
比如说,在一些大型工厂里,机器可是天天在忙啊,特别是那些重复的操作。
要是没有宏程序,工人们得在那儿反复输入指令,真是心累。
可一旦用了宏程序,事情就变得轻松多了。
就像你在玩一个游戏,解锁了快捷方式,直接飞过去,省去了一大堆麻烦。
台湾新代宏程序(Macro)用户手册
鑫泰科技 2007/02/10
�
目录
第一章 用户宏编程的基本概�和基本书写格式 ----------------------------------------4 第一节 用户宏编程的基本概� -------------------------------------------------------4 第二节 基本书写格式-------------------------------------------------------------------6 一、用户宏文档格式 --------------------------------------------------------------6 二、普通数控程序段格式 --------------------------------------------------------6 三、用户宏程序段格式 -----------------------------------------------------------8
变量�1 及�4 来代表。
用户宏有以下四个主要特征�
1�在用户用户宏程序中可以使用变量�即宏程序体中能含有复杂的表达式�
2�能够进行变量之间的各种运算�
3�可以用用户宏指令对变量进行赋值�就象许多高级语言中的带参函数或过程�
实参能赋值给形参�
4�容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值�因而在加工
第三章 宏程序的调用----------------------------------------------------------------------- 27 第一节 简单宏调用-------------------------------------------------------------------- 27 一、简单宏调用指� ------------------------------------------------------------ 27 二、模态信息的回复 ------------------------------------------------------------ 27 第二节 模态宏调用-------------------------------------------------------------------- 27 一、模态宏调用指� G66 ------------------------------------------------------ 27
新代宏程序实例
1、REPEAT直到型循环REPEAT<循环体>UNTIL <条件表达式>END_REPEAT;说明:REPEAT直到型循环控制,先执行循环体,后判断条件表达式,当条件满足时退出循环。
例如:%@MACRO //启动MACRO语法%@MACRO(宏指令开始)#1=-0.2REPEAT REPEAT(重复)G01Z#1F80;M30;2、WHILEWHILE<说明:例如:EXIT;END_IF;M303、FOR循环FOR 翻译:p rep.为,为了;?倾向于;?关于;?当作;conj.因为,由于;?FOR<循环变量>:=<表达式1>TO<表达式2>[BY<表达式3>]DO<循环体>END_FOR;说明:FOR循环控制,式中各参数意义如下循环变量——控制循环次数的变量;表达式1——循环计数的起始值,可为整数或表达式;表达式2——循环计数的终止值,可为整数或表达式;表达式3——循环计数每次的累加值,可为整数或表达式;循环体——循环每次执行内容;FOR循环执行过程为:先给循环变量赋起始值,然后判断循环变量是否为终止值,当循环变量已为终止值时退出循环,否则执行循环体,再对循环变量加上每次累加值,4、无条件转移GOTO转移语句语法:GOTOn;说明:无条件地跳到指定的n行号执行,其中n可为整数或表达式。
GOTO常和IF语句搭配使用,那就是说当程序检查到某个条件满足时用GOTO语句去进一步处理,但应尽量少用该语句以提高程序可读性。
范例:%@MACRO //启动MACRO语法…G01X10.……M02;EXIT语法:。
新代数控系统宏程序
新代数控系统宏程序
新代数控系统中的宏程序是一种基于编程语言的子程序,允许用户在主程序中调用自定义的代码。
这些代码可以用于执行特定的任务,例如计算、逻辑控制、数学运算等。
使用宏程序,用户可以编写一系列的指令,并将其存储在特定的内存区域中。
然后,在主程序中,用户可以使用特定的指令来调用这些宏程序。
宏程序可以用于简化复杂的程序逻辑,提高编程效率,并减少错误的可能性。
它们也可以用于创建自定义的功能和操作,以满足特定的加工需求。
要编写宏程序,用户需要熟悉新代数控系统的编程语言和语法规则。
他们还需要了解如何使用变量、运算符和流程控制语句来编写逻辑代码。
总之,新代数控系统中的宏程序是一种强大的工具,可以帮助用户简化编程过程、提高效率并实现更复杂的加工需求。
通过掌握宏程序的编写技巧,用户可以更加高效地使用新代数控系统。
数控车床新代说明书
目录第一单元新代控制器面板操作说明 (2)1.1新代控制器面功能树状图 (2)1.2 屏幕部分 (3)1.3主功能界面 (4)1.3.1 F1:機台設定 (5)1.3.1.1 F1:座標切換. (6)1.3.1.2 F2:1/2 座標. (6)1.3.1.3 F3:清除座標. (6)1.3.1.4 F4:相對座標全部清除 (6)1.3.1.5 F5:座標偏移量. (7)1.3.2 F2:程式編輯 (8)1.3.2.1 F1:插入循環 (9)1.3.2.2 F2:刪除行 (9)1.3.2.3 F3:編輯循環 (10)1.3.2.4 F5:檔案編輯子功能 (14)1.3.2.5 F7:圖形模擬 (18)1.3.2.6 F8:檔案管理 (21)1.3.4 F4:執行加工 (19)1.3.4.1 F1:座標顯示 (19)1.3.4.2 F2:圖形調整 (26)1.3.4.3 F3:MDI 輸入 (27)1.3.4.4 F4:加工參數設定 (28)1.3.4.5 F8:工作記錄 (29)1.3.5F5:警報顯示 (24)1.3.5.1 F1:現存警報 (24)1.3.5.2 F2:歷來警報 (24)第二单元机械操作面板说明 (25)2.1 第二面板操作功能說明 (25)2.1.1电源开 (25)2.1.2电源关 (25)2.1.3紧急停止 (25)2.1.4原点模式寻原点功能 (31)2.1.5手动运动模式 (25)2.1.6手动寸动模式 (26)2.1.7MPG寸动模式 (26)2.1.8自动加工模式 (26)2.1.9MDI加工模式 (27)2.1.10MPG模拟功能 (27)2.1.11单节执行 (27)2.1.12主轴控制 (28)2.1.13工作灯 (28)2.1.14加工液 (28)2.1.15程序暂停 (28)2.1.16快速归始 (28)2.1.17快速进给的速度 (28)2.2文字键说明: (29)第三单元使用新代控制器的方法 (30)3.1 原点复归 (31)3.2 手动功能(JOG ,INC_JOG ,MPG) (32)3.3 设定工作坐标(G54..G59) (33)3.4 开启档案(编辑/联网文件夹) (34)3.5 指定一个执行NC程序(自动) (35)3.6 刀具设定(G40/G41/G42 ,G43/G44/G49) (36)3.7 刀具长度量测(G43/G44/G49) (37)3.8 手动资料输入(MDI ) (38)3.9 图形模拟 (39)3.10在新代控制器下检查NC程序 (40)第四单元程序制作指令说明 (41)4.1G码指令一览表 (41)4.2M码指令说明 (42)第五单元新代控制器网络连接 (44)5.1网络设定 (44)5.2网络疑难问题解决方法 (47)5.3联网最重要的三点 (51)第一单元新代控制器面板操作说明1.1 新代控制器面功能树状图座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re gis te r PLC T ime r PLC Counte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 銑床1.2 屏幕部分如下所示:本书面说明:(1)程式编号(2)标题(3)时间(4)日期(5)资料输入(6)提示(7)状态(8)功能键选择1.3主功能界面下图为新代控制器的主功能画面.新代控制器之操作,是利用屏幕下方之F1~F8功能键来操作,使用者仅须按下操作键盘上F1~F8之功能键即可进入对应的次功能:1.3.1F1:機台設定显示现在位置的各种坐标系统,并可用于相对坐标系统的重新设定.进入本书面请按下主功能画面下的“F1 機台設定”。
新代数控车床宏程序说明.doc

新代数控车床宏程序说明.doc一.用户宏程序的基本概念用一指令构成某功能,并且象子程序一存在存器中,再把些存的功能由一个指令来代表,行只需写出个代表指令,就可以行其相的功能。
在里,所存的一指令叫做宏程序体(或用宏程序),称用宏。
其代表指令称用宏命令,也称作宏程序用指令。
用宏有以下四个主要特征:1)在用用宏程序中可以使用量,即宏程序体中能含有复的表达式;2)能行量之的各种运算;3)可以用用宏指令量行,就象多高言中的参函数或程,参能形参;4)容易程序流程的控制。
使用用宏的主要方便之在于由于可以用量代替具体数,因而在加工同一的工件.只得将的予量既可,而不需要每个不同的零件都一个程序。
二.基本书写格式数控程序文档中,一般以“ %”字符作第一行的起,行将被行。
当行含有关字“ @MACRO ” 整个文档就会以系所定的MACRO 法理。
如果行无“ @MACRO ”关此档案就会被一般ISO 程序文档格式理,此将不能写用宏和使用其 MACRO 法。
而当写 ISO 程序文档行一般可以省略,直接写数控程序。
“ @MACRO ”关必是大写字母。
于程序的注可以采用“//??”的形式,和高言C++一。
例一: MACRO 格式文档% @MACRO//用宏程序文档,必包含“@MACRO ”关IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二: ISO 格式文档%是行,可当作档案用途明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;第1页三.用户宏程序的编写如前所述,量是指可以在用宏程序中的地址后代替具体数,在用宏程序行的符号# i (i = 1,2,3,? )。
使用量可以使用宏程序具有通用性。
用宏程序中可以使用多个量,以量号行。
1、量的形式量是用符号#或 @后面加上量号所构成的,即:#i(i = 1, 2, 3,? )例如:# 5#109#1005也可用# [ <表达式> ] 的形式来表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.用户宏程序的基本概念用一指令构成某功能,并且象子程序一存在存器中,再把些存的功能由一个指令来代表,行只需写出个代表指令,就可以行其相的功能。
在里,所存的一指令叫做宏程序体 (或用宏程序 ),称用宏。
其代表指令称用宏命令,也称作宏程序用指令。
用宏有以下四个主要特征:1)在用用宏程序中可以使用量,即宏程序体中能含有复的表达式;2)能行量之的各种运算;3)可以用用宏指令量行,就象多高言中的参函数或程,参能形参;4)容易程序流程的控制。
使用用宏的主要方便之在于由于可以用量代替具体数,因而在加工同一的工件.只得将的予量既可,而不需要每个不同的零件都一个程序。
二.基本书写格式数控程序文档中,一般以“ %”字符作第一行的起,行将被行。
当行含有关字“ @MACRO ” 整个文档就会以系所定的 MACRO 法理。
如果行无“ @MACRO ”关此档案就会被一般 ISO 程序文档格式理,此将不能写用宏和使用其 MACRO 法。
而当写 ISO 程序文档行一般可以省略,直接写数控程序。
“ @MACRO ”关必是大写字母。
于程序的注可以采用“//⋯⋯”的形式,和高言C++一。
例一: MACRO 格式文档% @MACRO//用宏程序文档,必包含“@MACRO ”关IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二: ISO 格式文档%是行,可当作档案用途明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;第1页三.用户宏程序的编写如前所述,量是指可以在用宏程序中的地址后代替具体数,在用宏程序行的符号# i (i = 1,2,3,⋯ )。
使用量可以使用宏程序具有通用性。
用宏程序中可以使用多个量,以量号行。
1、量的形式量是用符号#或 @后面加上量号所构成的,即:#i(i = 1, 2, 3,⋯ )例如:# 5#109#1005也可用# [ <表达式> ] 的形式来表示。
例如:# [#100]#[#1001-1]#[#6/2]其,通用符号 @后面加上量号也可构成的量,即:@ i(i =1,2,3,⋯ )例如: @5@ [@5]但一般地,由符号 @后面加上量号构成的量称全局量,不提倡在用宏程序中使用,具体后面的介。
2、量的引用在地址符后的数可以用量置。
例如:若写成 F#33, 当# 33=1.5 ,与 F1.5 相同。
若写成 Z-#18, 当# 18=20.0 ,与 Z-20.0 相同。
但需要注意,作地址符的O、N、/等,不能引用量。
例如, O#27、N#1 等,都是的。
3、未定量尚未被定的量,被称空(VACANT )。
量# 0,@0 始空,常被用作空量使用。
3.变量赋值和引数赋值量:用宏程序中量使用运算符“:=”,不可用“ =”符号。
因在本系中符号“ =”是被定关系运算符,用来比是否相等的。
例如 #30:=100,会将量 #30 整数 100;而 #30=100,将不能量 #30 ,上是比量 #30 是否与整数 100 相等。
第2页四.变量运算及变量表达式1.用户宏运算符要对变量进行各种运算操作就要用到运算符,它是“能对变量所存数据进行运算的符号”。
本系统的运算符及其优先级如表 3-2 所示。
表 3-2 运算符及其优先级运算名符号优先级括号(),[] 1函数调用运算<函数名 >(<参数列表 > ) 2取负- 3求补运算NOT 3乘法运算* 4除法运算/ 4模运算 /求余运算MOD 4加法运算+ 5减法运算- 5关系运算<,>,<=,>= 6相等运算= 7不等运算<> 8布尔逻辑 /按位与& ,AND 9布尔逻辑 /按位异或XOR 10布尔逻辑 /按位或OR 112、基本算数运算符(1)+(加法运算符,如3+5,#12+4)(2)-(减法运算符,或取负运算符,如#33-16,-#16)(3)*(乘法运算符,如9*2,#13*8)(4)/(除法运算符,如10/3,#43/15)(5)MOD (模运算符,或称求余运算符,其两侧均应为整型数据,如7 MOD4 的值为 3,当 #18=20 时 #18 MOD4 的值为 2)3、算术表达式和运算符优先级用算术运算符和括号将运算对象连接起来的、符合语法规则的式子称为算术表达式,运算对象可以是常数、变量、函数等。
例如: #6*8/#32-1.5+#18+ROUND (# 1)这就是一个算术运算式,它可以作为一个整体赋值给某个变量,或用作其他表达式中的一个运算对象。
本系统按表表 3-2 规定了运算符的优先级和结合性。
在表达式求值时,先按运算符的优先级别高低次序执行,例如先乘除后加减。
如表达式 #12-#41*5 的左侧为减,右侧为乘号,而乘号优先于减号,因此,相当于#12-( #41*5)。
如果在一个运算对象两侧的运算符的优先级别相同,如 #2-5+#23,则按规定的结合性(结合方向)处理,算术运算符的结合方向为“自左至右”,即先左后右。
因此 5 先与减号结合,执行 #2-5 的运算,再执行加 #23 的运算。
这样“自左至右的结合方向”又称为“左结合性”,即运算对象先与左面的运算符结合;对应地,也有“右结合性”的运算符,例如赋值运算符“: =”就是。
4、关系运算符和关系表达式关系运算符是逻辑运算中比较简单的一种。
所谓“关系运算”实际上就是“比较运算”。
将两个值进行比较,判断比较的结果是否符合给定的条件。
例如,#3>10 是一个关系表达式,大于号(>)是一个关系运算符,如果#3=12,则满足给定的“ #3>10”条件,因此关系表达式的值为“真”(即“条件满足”);如果 #3=6,不满足“ #3>10”条件,则称关系表达式的值为“假”。
本系统提供 6 种关系运算符:(1) < (小于)(2) <= (小于或等于)(3) > (大于)(4) >= (大于或等于)(5) = (等于)(6) <> (不等于)优先级相同(高)优先级(较高)优先级(低)关于优先次序:1、前 4 种关系运算符(<,<=,>, >=)的优先级别相同,它们却高于关系运算符“ =”,而“ =”又高于“ <>”2、关系运算符的优先级低于算术运算符。
3、关系运算符的优先级高于赋值运算符。
用两个关系运算符将两个表达式连接起来的式子,称为关系表达式。
例如: #6> 36,#13+4<>#23关系表达式的值是一个逻辑值,即“真”或“假”。
例如,若 #12 为 8,则关系表达式“ #12=10”的值为“假”,“ #12>=6”的值为“真”。
5、逻辑运算和逻辑表达式用逻辑运算符将关系表达式或逻辑量连接起来就是逻辑表达式。
本系统提供 6 种逻辑运算符和逻辑运算(1)& ,AND 逻辑与(2)XOR逻辑或(3) OR逻辑异或它们都是“双目(元)运算符”,它要求有两个运算量(操作数),逻辑运算举例如下:#1 AND #2若#1、#2为真,则#1 AND #2为真。
#1 OR #2若#1、#2之一为真,则#1 XOR #2为真。
逻辑运算符低于关系运算符,见图3-1。
算术运算符(高)关系运算符逻辑运算符(低)赋值运算符图 3-1五.用户宏程序的流程控制所谓程序的流程( Flow Control )是通过控制程序的执行方向,进而掌握程序动态。
这用户宏程序区别于一般数控程序的特征之一,也是用户选择用户宏程序编写数控代码的一大理由。
用户宏程序的流程控制包括无条件判断、循环控制、无条件转移三大类,这与其他的高级语言程序类似,下面将分别介绍其功能和使用语法。
1、条件判断判断条件的真假,然后根据真假或者对应情况到指定的地方去执行程序,这方面的语句有 IF 和 CASE 语句。
1、IF 条件语句1)基本语法:IF <条件表达式> THEN →<操作>→ELSEIF <条件表达式> THEN →<操作>→ELSE→ <操作 >→END_IF ;说明: IF 条件判断,根据真假情况到指定的地方去执行程序。
例如:% @MACRO// 启动 MACRO 语法#1 := 3.0;G01 X20. Z15. F200;IF #1 = 1 THEN;X(1.0*1); Z(1.0*1);ELSEIF #1 = 2 THEN;X(1.0*2); Z(1.0*2);ELSEIF #1 = 3 THEN;X(1.0*3); Z(1.0*3);ELSE;X(1.0*4); Z (1.0*4);END_IF;X(1.0) Z(1.0);M30;然而在实际使用中,可以有以下一些变形:2)变形 1语法:IF <条件表达式> THE N→<操作>→ELSE→<操作>→ END_IF ;3)变形 2语法:IF <条件表达式> THEN →<操作>→END_IF ;编程时可根据需要选择合适的语法格式。
2、循环控制1、REPEAT 直到型循环语法:REPEAT<循环体 >UNTIL<条件表达式 > END_REPEAT;说明: REPEAT 直到型循环控制,先执行循环体,后判断条件表达式,当条件满足时退出循环。
例如:% @MACRO// 启动 MACRO 语法#10 := 30.;#11 := 22.5.;#12 := #10/2;#13 := #11/2;#14 := 2.0;#15 := 1.5;G01 X#12 Z#13 F200.0;REPEATG00 X(#12+#14) Z (#13+#15);G01 X(#12+#14) Z (#13-#15);X(#12-#14) Z (#13-#15);X(#12-#14) Z (#13+#15);X(#12+#14) Z(#13+#15);#14 := #14 + 2.0;#15 := #15 + 1.5;UNTIL (#14 > #12) OR (#15 > #13) END_REPEAT;X(1.0) Z(1.0);M30;3.WHILE当型循环语法:WHILE<条件表达式 > DO→<循环体 >→END_WHILE ;说明: WHILE 当型循环控制,先判断条件表达式,当条件满足时执行循环体,否则退出循环。
例如:%@MACRO;#10 := 20.;#11 := 15.;#12 := #10/2;#13 := #11/2;#14 := 2.0;#15 := 1.5;G01 X#12 Z#13 F200.0;WHILE (#14 <= #12) AND (#15 <= #13) DOG00 X(#12+#14) Z (#13+#15);G01 X(#12+#14) Z (#13-#15);X(#12-#14) Z (#13-#15);IF #14 > 6.0 THENEXIT;END_IF;X(#12-#14) Z (#13+#15);X(#12+#14) Z(#13+#15);#14 := #14 + 2.0;#15 := #15 + 1.5;END_WHILE;X(-5.0) Z(5.0);M02;4. FOR 循环语法:FOR <循环变量>:= <表达式1> TO <表达式2> [ BY <表达式3>] D O <循环体 >END_FOR ;说明: FOR 循环控制,式中各参数意义如下循环变量——控制循环次数的变量;表达式1——循环计数的起始值,可为整数或表达式;表达式 2——循环计数的终止值,可为整数或表达式;表达式 3——循环计数每次的累加值,可为整数或表达式;循环体——循环每次执行内容;FOR 循环执行过程为:先给循环变量赋起始值,然后判断循环变量是否为终止值,当循环变量已为终止值时退出循环,否则执行循环体,再对循环变量加上每次累加值,5、无条件转移GOTO 移句法:GOTO n;明:无条件地跳到指定的 n 行号行,其中 n 可整数或表达式。