梗丝风送、风选恒定风速自动控制系统改造
新型风送风速控制系统的研制方法探讨
新型风送风速控制系统的研制方法探讨作者:朱振奋来源:《中国新技术新产品》2012年第22期摘要:风力送丝在卷烟生产中应用十分普遍。
为了保证送丝的效率和质量,需要对烟丝输送的风速进行控制。
本文描述了对风送系统改造的过程,将风速控制系统集成于卷烟机PLC 中,并在卷烟机工控软件IT80集成监视与参数设置功能,极大方便了日常的维护,避免了任一台系统出现故障影响其他机台。
关键词:风速控制工业以太网西门子PLC中图分类号:TP27 文献标识码:A在现代卷烟生产行业中,使用风力送丝系统为卷烟机提供原料,已经被广泛地应用。
使用负压,将烟丝通过管道吸入卷烟机,使烟丝输送效率大大提高,并降低了烟丝的造碎率。
我司卷包车间PROTOS70型卷接机组,全部采用风力送丝方式进料。
1设备现状1.1 需要控制风速风速是风力送丝系统最重要的运行指标。
负压空气吸取烟丝后,在管道内快速流动形成气流,烟丝在气流运送下到达卷烟机。
那么气流运行速度,即风速,直接影响着送丝系统的运行效果。
如果风速过小,烟丝输送无力,容易在管道内堆积堵塞;如果风速过大,烟丝在管道内被摔打,使造碎率升高。
由于每台卷接机的管道走向不完全一样,需要根据每台卷烟机的实际情况控制其烟丝吸风管道内的风速,达到理想的工作值。
1.2 当前风速控制很繁琐每台卷烟机的风速控制系统是由各个卷烟机烟丝风送管道上的压差检测器和管道调节阀以及PLC200控制电柜组成。
其控制结构是通过连接于车间中控的一个PROFIBUS-DP网络,每台卷烟机的该控制系统被串联起来,参数设置由中控统一管理。
该系统的设备需要每隔15天进行一次管道风力测试、校准。
校准时须两个工程技术人员配合,通过手持TD200控制仪和标准风速仪,配合一个小时才能完成,进行测速、校正参数、非常不方便。
2改进方案经过分析,决定将每个卷烟机的风速控制系统进行改造,目的是使各机台的控制系统不会互相影响,而且使风速控制系统校准维护时间缩短为原来的50%。
制丝线梗丝风分系统的改造

制丝线梗丝风分系统的改造摘要:本文针对制丝线梗丝风分系统风分能力差、风分效果不理想的问题进行研究,通过对原系统增设风分器补风装置和风管风速的电控调节装置,辅以风分器空气压力计,使梗丝风分器内部负压情况可视化,便于调节风门时的直观参考,从而改善了风分器的风分效果,提高了梗丝纯净度。
关键词:梗丝风分装置风门电控装置压力计补风调节门气力输送比1 前言我厂制丝车间现使用的梗丝风分器是“八.五”改造时引进的设备。
由于设备本身存在的性能缺陷,风分质量一直比较差。
我们知道,在生产过程中操作工要经常观察风分器的风分情况并且根据实际情况随时调整风分管道的风门,以使管道内风量适中、风分器风压适当,才能达到最好的风分效果。
原设备虽设置了手动的风门调节手柄但距风分器距离较远且位置较高,操作工需要经过较远的距离和爬到较高的位置才能操纵调节手柄,费时费力也比较危险,并且由于是人工凭感觉操作,往往不能一次到位,需要反复数次调整才能达到比较好的效果,工作效率非常低。
风力输送和风力筛选设备对料气比的要求是比较高的。
拿梗丝风分器来说,气流太大会将梗渣、梗签等吸入到合格的梗丝当中,影响质量,而气流太小则使合格的梗丝流入到梗渣、梗签里面,造成浪费。
以上的问题严重制约着企业的生产力,所以,我们决心对梗丝风分系统存在的问题进行改进。
2 梗丝风分及输送设备的结构及工作原理梗丝风分系统是由风机、风管、风分装置、切向分离器、风门、除尘器等组成,其工作过程是:经膨化干燥后的梗丝被送至风分器,在风分器内梗丝经风选后,将合格的梗丝送到分离器卸出供下道工序使用,较重的梗渣、梗签及其他杂物落到除杂器底部带筛网的输送装置上,经螺旋输送装置排出,输送梗丝的气流经过除尘器除尘处理后排到室外。
实际上,此处风力系统有着双重任务:一是风力输送、二是风力除杂。
梗丝风分器的工作原理是风分器的风分原理是根据“不同比重的物料有着不同的悬浮速度”这一特性,利用风力对梗丝和梗签等杂质进行筛选、分离的。
烟梗风送技术的研究与应用陈飞云王晓华王东刁维龙李帅

烟梗风送技术的研究与应用陈飞云王晓华王东刁维龙李帅发布时间:2021-11-10T11:48:25.468Z 来源:《基层建设》2021年第21期作者:陈飞云王晓华王东刁维龙李帅[导读] 传统的烟梗预处理工艺中,烟梗往往采用皮带机输送和振动机输送,物料输送过程中不断被抛起,造成现场粉尘较多,并存在轻质杂物剔除效果不佳山东中烟工业有限责任公司青州卷烟厂 262500摘要:传统的烟梗预处理工艺中,烟梗往往采用皮带机输送和振动机输送,物料输送过程中不断被抛起,造成现场粉尘较多,并存在轻质杂物剔除效果不佳、工作环境粉尘大等问题。
本文通过烟梗风送技术在烟梗预处理工艺中的研究应用,改进烟梗预处理工艺轻质杂物的剔除效果,改善烟梗预处理区域的工作环境。
关键词:烟梗预处理;风送;粉尘1 引言制梗丝生产过程中要经过烟梗预处理、切梗丝、梗丝加料、烘梗丝、梗丝加香、梗丝风选等工序[1]。
烟梗预处理作为制梗丝线的头道工序,烟梗来料中含有大量泥土、麻丝、麻毛等杂质,传统的烟梗预处理采用皮带机输送、振动机输送,物料输送过程中不断被抛起,造成现场粉尘较多,不仅影响生产作业人员的身体健康,而且会导致后续洗梗回水质量变差,影响梗丝质量[2]。
近年来越来越多的先进技术被利用在烟梗预处理工艺中,其中比较典型是烟梗风送技术。
烟梗风送顾名思义就是利用风力进行烟梗的输送,烟梗输送过程中,烟梗不断与风送管道内壁碰撞,可以破坏烟梗表面的角质层并使得梗签更加松散,进而更有利于水洗的效果,且在风送过程中烟梗中的泥土被不断吸走,可有效改善作业环境和改善来料品质[3]。
2 传统烟梗预处理工艺介绍传统烟梗预处理工艺流程为:投料开包→轻质除杂→定量装箱→烟梗入库→出库翻箱→定量喂料→浸梗,主要包括上料带、麻包开包机、轻质除杂系统、双仓喂料机、电子皮带秤、装箱机、翻箱机、浸梗机等设备。
随着原有烟梗预处理设备的老化和烟梗预处理工艺技术手段的升级,传统烟梗预处理工艺存在轻质除杂系统除杂效果不显著和生产环境粉尘严重等问题。
烟丝风送系统风速稳定节能装置的设计

. L 1
C iaNe e h oo isa d P o u t hn w T c n lge n rd cs
工 业 技 术
烟丝风送系统风速稳定节能装置 的设计
Deinn f P e mai co F e i g S se W id S e d S a i z t n S vn n r y De ie s ig o n u t To Ba c e dn y tm n p e tbl ai a i g E e g vc g c i o
求 ; 理性 : 行模式 合理 , 合 运 系统设 备及装 置配 置合理 、 ; 完善 安全性 : 保可靠 的、 确 稳定 的安全 技术 措施 , 足生产需 要 ; 备制造 、 满 设 管道 设计
等 符 合 国家 有 关规 范 要 求 。 风 速 稳 定装 置 。
设计合理 、 管ห้องสมุดไป่ตู้流 畅 、 配置科学 、 制简单 、 控 运行可靠 、造碎 率低 等是 一个烟丝风送 系统的 最重要 的因素。最 关键之处是在运输 烟丝的过 程 中如何降低 炯丝的造碎 ,尽可能减 少降低炯 丝损耗。
A src:A rsn h jry c aet fco n u ai t bco f dn ytm wn pe o t b ntbe nrae h o ac bta t tpeettema i i rt atr p e m t o ac e ig sse id sed nt o eu s l,icesstetbco ot g e y c e a
李 全
( 南华大学数理 学院 , 南 衡 阳 4 10 ) 湖 2 0 1
摘 要 : 前 大多数卷烟厂风力送丝 系统风速 不稳定 , 目 增加 了烟丝的造碎 , 能耗 大, 而直接影响到卷烟厂的经济效益。 从 文章介 绍了一种风速 稳定节能装 置, 能有效的控制烟丝输送风速 , 降低烟丝的造碎 , 系统运行稳 定。 关键词: 力送丝 系统 ; 风 风速稳定节能装置 ; 风量恒定 ; 节能
关于对风力送丝系统的智能化改造

关于对风力送丝系统的智能化改造摘要:为了更好的解决烟草风力送丝过程中风速控制不稳定的问题,应用两种原理和技术进行风力送丝系统的研究,分别是流体力学原理和自动控制技术。
通过测量计算配风管网的相关数据,调整除尘风机的变频和末端补风控制,使管网的风压和风量合理的配和,从而有效的消除风机喘振。
本文研制了一种新型风速检测装置,并对单台烟机的风速控制方案进行了优化和改进。
文章从旧式风力送丝系统存在的问题进行展开讨论,同时对产生的办法进行了有效的分析,希望笔者的这些建议和分析结果,能够给广大相关技术工作人员的日常工作起到积极的作用的意义。
关键词:烟草领域;风力送丝;优化设计;烟丝质量;风力输送不同于其他输送形式,它是通过一定量的压力和气流联合作用而产生的通过管道进行对散状物的运输的技术,风力输送有着其他输送方式没有的特点,它具有运输安全,环境污染小和输送管道的布局相对灵活的特征。
烟丝的输送工序是将制造烟丝和成品包装的纽带,是整个制烟过程的关键一步。
但是,就目前的卷烟厂风力送丝系统的运行现状来看,风力送丝系统的调控速度不理想,由于调速的不稳定性,所以在进行风力送丝的过程中的风速就极不稳定,就会导致烟丝的造碎率偏高。
所以,对整个风力送丝系统进行智能化的改造,是目前卷烟行业必须要研究的课题。
1 存在问题及分析在卷烟成的技术改造过程中,增加了储丝柜和卷烟机两种设备,由于卷烟厂对于这种投资和节能方面的考虑还依旧沿用旧时的风力送丝系统,对于旧时的风力送丝系统并未经过严格的调整的计算,导致系统的运行还处在一个相对不稳定的阶段,所以会严重影响卷包机组的整体工作效率,主要出现的问题有以下几个现象:(1)系统出现故障的频率很高,需要相关工作人员经常维修,浪费了大量的人力物力财力。
(2)由于系统没有较高的稳定性,导致烟丝脱节的情况,进而使得卷烟机没有烟丝而停止运行。
(3)由于风速调节功能不理想,导致设备在运行过程中的分速不稳定,造成烟丝的造碎率明显提升。
烘后梗丝风力输送的优化
123中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2020.12 (下)风力输送已普遍应用于卷烟生产的各个工艺段,例如,在梗线有投料端的烟梗风选风送系统,烘后梗丝有梗丝的风选风送系统;在叶线有松散回潮后的叶片风送系统,烘后叶丝的风选风送系统;在成品烟丝段有向卷接包车间输送烟丝的吸丝系统。
风力输送的广泛应用具有其布置灵活、无粉尘外溢、输送距离远等优点。
一般在梗丝烘后段都有一套风选风送系统,它既可以将烘后梗丝中的梗头、结团等杂物剔除出来,又可以将合格的梗丝风力输送到后续工艺段。
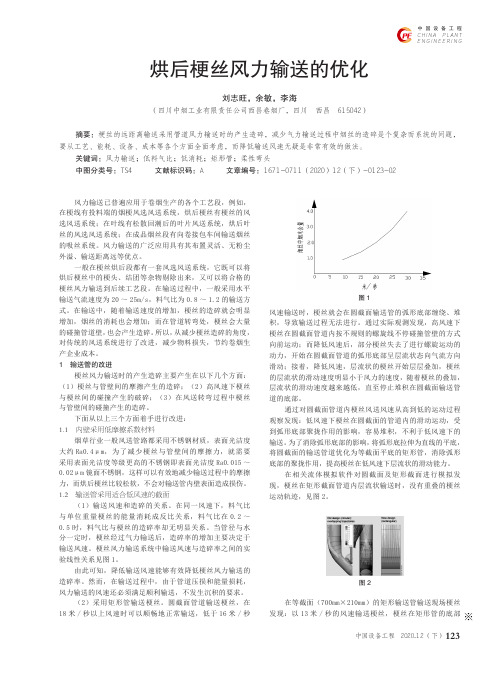
在输送过程中,一般采用水平输送气流速度为20~25m/s ,料气比为0.8~1.2的输送方式。
在输送中,随着输送速度的增加,梗丝的造碎就会明显增加,烟丝的消耗也会增加;而在管道转弯处,梗丝会大量的碰撞管道壁,也会产生造碎。
所以,从减少梗丝造碎的角度,对传统的风送系统进行了改进,减少物料损失,节约卷烟生产企业成本。
1 输送管的改进梗丝风力输送时的产生造碎主要产生在以下几个方面:(1)梗丝与管壁间的摩擦产生的造碎;(2)高风速下梗丝与梗丝间的碰撞产生的破碎;(3)在风送转弯过程中梗丝与管壁间的碰撞产生的造碎。
下面从以上三个方面着手进行改进:1.1 内壁采用低摩擦系数材料烟草行业一般风送管路都采用不锈钢材质,表面光洁度大约Ra0.4μm,为了减少梗丝与管壁间的摩擦力,就需要采用表面光洁度等级更高的不锈钢即表面光洁度Ra0.015~0.02μm 镜面不锈钢,这样可以有效地减少输送过程中的摩擦力,而烘后梗丝比较松软,不会对输送管内壁表面造成损伤。
1.2 输送管采用适合低风速的截面(1)输送风速和造碎的关系。
在同一风速下,料气比与单位重量梗丝的能量消耗成反比关系,料气比在0.2~0.5时,料气比与梗丝的造碎率却无明显关系。
当管径与水分一定时,梗丝经过气力输送后,造碎率的增加主要决定于输送风速。
烟叶制丝工中级试题预测
烟叶制丝工中级试题预测1、问答题简述掺配比例设备的作用。
正确答案:将梗丝、膨胀叶丝、再造烟丝、回收烟丝等,按照产品配方设计要求,准确、均匀地掺配到干燥叶丝中。
2、问答题简述梗丝线的工艺流程。
(江南博哥)正确答案:梗丝线从定量喂料、筛分与回潮、储梗,压梗,定量喂料、切梗丝,定量喂料、梗丝加料回潮、梗丝膨胀干燥,梗丝风选,梗丝加香、储梗丝。
3、问答题简述SQ3切丝机输送系统的工作原理。
正确答案:切丝机上、下排链之间是物料的输送通道,其运动与动力是伺服电机通过减速机构,传至大链轮后以相同的速比分别传至上、下排链。
通过变频器改变伺服电机的转速,可调节排链的速度。
4、单选SQ31切丝机刀辊转动由主电机驱动,经()传动带动刀辊体转动。
A、皮带B、齿轮C、减速器D、齿轮箱正确答案:A5、问答题简述洗梗设备的作用.正确答案:增加烟梗的含水率和温度,提高烟梗的耐加工性,同时去除烟梗中的金属和石头。
6、问答题简述掺配加香的工艺任务。
正确答案:1.将梗丝、膨胀叶丝、再造烟丝等各种物料按照产品配方设计要求,准确、均匀地掺配到干燥叶丝中。
2.按照产品设计要求,将香精准确、均匀地施加到烟丝上。
3.各种物料进一步混合均匀。
7、单选在RC4切丝机输送系统中,主电机通过()减速后,动力传给变速齿轮箱。
A、皮带B、皮带传动C、齿轮D、蜗轮蜗杆正确答案:B8、问答题简答KTC切丝机液压传动的缺点。
正确答案:KTC切丝机液压传动的缺点有:1.液压元件成本高,易泄漏,2.油中渗入空气后易引起爬行、振动、噪音及动作的不平稳,3.对油温的要求高,要有冷凝装置等。
9、填空题须定期对风力系统的控制部分进行测试和().正确答案:检查10、单选SQ31切丝机砂轮架可随链条转动架一起绕一固定()转动从而改变运动方向。
A、直线B、定点C、平面D、曲线正确答案:B11、单选切丝机垂直加料装置中的推料机构推板摆动幅度的调整是通过调整()。
A、摆动轴的安装位置B、拉杆的长度C、偏心轮的偏心距D、电机的转速正确答案:C12、问答题简述梗丝回潮膨胀设备的主要作用。
风力送丝系统风速调节稳定装置[实用新型专利]
![风力送丝系统风速调节稳定装置[实用新型专利]](https://img.taocdn.com/s3/m/da2c59f2ff00bed5b8f31dda.png)
专利名称:风力送丝系统风速调节稳定装置专利类型:实用新型专利
发明人:杜爱祥,张松华,高建华,房广军
申请号:CN200720038560.1
申请日:20070713
公开号:CN201061255Y
公开日:
20080521
专利内容由知识产权出版社提供
摘要:本实用新型提供一种能够实时检测烟丝输送速度并调节稳定的风力送丝系统风速调节稳定装置,包括控制器、流量计和装设在卷烟机风送除尘支管上的电动调节阀,所述流量计装设在风力送丝机端烟丝输送管道上。
本实用新型通过直接检测烟丝输送管道实时风量大小测得各烟丝输送管道风速,来调节卷烟机风送除尘支管上电动调节蝶阀的开度,从而达到各烟丝输送管道实时风速调节控制。
申请人:江苏智思机械集团有限公司
地址:210036 江苏省常州市武进高新区凤鸣路智思工业园
国籍:CN
代理机构:南京知识律师事务所
代理人:汪旭东
更多信息请下载全文后查看。
梗丝气力输送系统优化设计

梗丝气力输送系统优化设计王志强;吕忠闯;宋建华;杨华强;王乐军【摘要】The existing problems of pneumatic conveying system were analyzed. Improvement of frequency controlling based on PLC on the original wind-sending system was recommended. The optimum wind speed, which was the key parameter of stem pneumatic conveying system, was obtained by field test based on optimization of control system. Thus the stems silk quality was stabilized and improved; while energy consumption was reduced. Finally, the promotional value was viewed.%通过对原有气力输送系统存在的问题进行分析,提出在原有风送系统上进行基于PLC 的在线变频控制改进,并在优化控制检测系统的基础上由现场试验方法得出梗丝气力输送的关键参数——输送风速的最优值,从而稳定和提高了烟厂梗丝加工质量,同时降低了能源消耗,并展望了其推广使用价值.【期刊名称】《湖北农业科学》【年(卷),期】2011(050)014【总页数】4页(P2970-2973)【关键词】梗丝质量;输送风速;变频控制;PLC;参数优化【作者】王志强;吕忠闯;宋建华;杨华强;王乐军【作者单位】湖北中烟工业有限责任公司武汉卷烟厂,武汉430051;湖北中烟工业有限责任公司武汉卷烟厂,武汉430051;湖北中烟工业有限责任公司武汉卷烟厂,武汉430051;湖北中烟工业有限责任公司武汉卷烟厂,武汉430051;湖北中烟工业有限责任公司武汉卷烟厂,武汉430051【正文语种】中文【中图分类】TH138与其他的输送方式相比,气力输送结构简单、管道布置灵活操作和维修方便,特别是在车间内部应用时可以将输送过程与工艺过程相结合,简化工艺过程和设备[1],还能实现松散、去杂、降低水分等制烟工艺目的,已逐渐成为卷烟厂的专业设备。
梗丝风送管道调风板的升级改进

梗丝风送管道调风板的升级改进摘要:梗丝风送管道已广泛应用于卷烟厂梗丝风送工艺段上,该设备可以将梗丝中由制丝线输送至储丝房,该管道均从空中横穿,从而避免地面设备的干涉及占用地面安装面积,保证其余设备的安装空间。
原设备使用过程中发现,在进行设备工艺参数调节时,精确调整时,调节竖直管与水平管连接处的调风板,异常困难,由于调节板所处位置距离地面将近10米,人为很难够得到,每次调节均需要借助升降平台方可完成,增加了调节难度,若调节板所处位置在钢格栅网架处,需从网架入口步行至调节板处方可完成,一般设备调节板所处位置距钢格栅入口均需20分钟的路程,这给调节带来极大的不便,每次调节量不是固定位置,需根据物料水分的不同,调节位置也不同,导致人工调节困难。
因此本文设计了一种新型清理机构来解决这个问题。
关键词:梗丝风送管道;调节板图1 原梗丝风送管道调风板简图图1 改进后梗丝风送管道调风板简图1问题分析图1为原梗丝风送管道调风板简图。
梗丝通过前端振动输送机进入风送管道风选箱体,首先在风机带动的作用下物料进行浮选,在风力作用下,物料向上运动,进入垂直弯头,调风板所处位置就是垂直弯头,调节板由不锈钢板折弯组焊而成,通过调节调风板,改变侧面进风量,从而实现合格物料经浮选,不合格物料掉落下来,合格梗丝经管道上,随后输送至储丝房进行储存。
在实际生产过程中发现,由于各种牌号梗丝中含水率各不相同,导致合格梗丝重量各不相同,在筛选过程中,若不调节调风板,导致风选效果不理想,含水率低的烟丝会有不合格烟丝落下,含水率高的烟丝会有合格烟丝落下,达不到设备本身的效果,所有物料是通过竖直管道进行浮选,若调风板开度不当,需要人工将调风板调至合理位置进行设备运行,由于调风板所处位置限制,导致此工序需要在人为到九米多高的地方进行人工调节,严重增加了工作强度及带来高空作业的安全隐患。
为此需要改变传统调风板调节方式,从而避免人工高空作业调节,以致发生危险,严重影响设备正常及安全运行的情况。
梗丝流化床热风系统的改进
梗丝流化床热风系统的改进作者:朱东风,姜均停,田秋生,李清振来源:《科技资讯》 2011年第10期朱东风姜均停田秋生李清振(河南中烟工业有限责任公司驻马店卷烟厂河南驻马店 463000)摘要:针对梗丝流化床端面出口含水率极差较大的问题,我们对其影响因素进行了分析论证,并进行了相应改进。
改进措施为:(1)在梗丝入口振槽和流化床底部增加了导流板,保证梗丝在干燥过程中流量的均匀性;(2)缩短了热风风道与流化床网面的直线距离,减小流化床网面风速的波动。
改进后的梗丝流化床端面含水率极差由1.91%降低到0.87%,流化床出口含水率标准偏差由0.337%降低到0.195%,梗丝整丝率提高了1.6个百分点,填充值提高了0.4cm3/g,有效地提高了梗丝的加工质量。
关键词:热风系统端面含水率极差中图分类号:TS43 文献标识码:A 文章编号:1672-3791(2011)04(a)-0098-02梗丝流化床干燥是以蒸汽为热源,对加温加湿处理的梗丝在振动流化床中因受到热风的作用而形成浮动状态,并与热风充分混合进行热交换,在梗丝干燥过程中热风向梗丝提供蒸发水分所需的热量,同时又吸收梗丝中蒸发出来的水蒸汽,使梗丝得以迅速干燥定型[1]。
流化床梗丝干燥系统一般由闪蒸+流化床组成,具有设备简单、膨胀率高、能耗低和造碎率低等特点[2],因此被国内卷烟企业普遍所采用。
但是,梗丝流化床存在着一个不足之处,就是流化床端面出口含水率不稳定,左、中、右三点极差存在较大差距,从而造成了流化床出口含水率难以稳定控制。
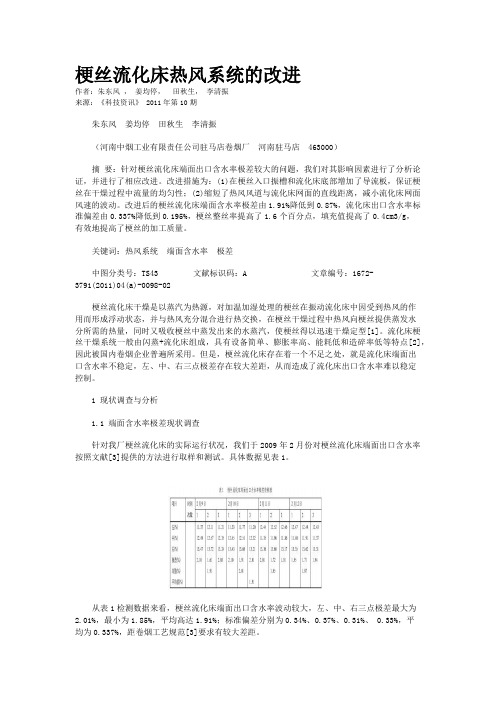
1 现状调查与分析1.1 端面含水率极差现状调查针对我厂梗丝流化床的实际运行状况,我们于2009年2月份对梗丝流化床端面出口含水率按照文献[3]提供的方法进行取样和测试。
具体数据见表1。
从表1检测数据来看,梗丝流化床端面出口含水率波动较大,左、中、右三点极差最大为2.01%,最小为1.85%,平均高达1.91%;标准偏差分别为0.34%、0.37%、0.31%、 0.33%,平均为0.337%,距卷烟工艺规范[3]要求有较大差距。
恒压式风速风速仪在风力送丝系统中的应用
恒压式风速风速仪在风力送丝系统中的应用(2湖南中烟工业有限责任公司吴中卷烟厂宁夏吴中 751100)(3陕西中烟工业有限责任公司澄城卷烟厂陕西澄城 715200)关键词:恒压式风速仪、风力送丝系统、降低烟丝造碎、消除波动摘要:风力送丝系统是连接成品烟丝和卷烟设备的桥梁,是决定产品产量与质量的关键工艺环节。
卷烟机供丝需求的短暂性与随机性,决定了送丝管道需要频繁启停,在一台风机为多条送丝管道提供动力的模式下,任意送丝管路的频繁启停会对其余支管风速造成显著影响。
为此行业内普遍采用主管风量调节、重锤式补风阀、二元等值替代等技术手段进行管路间的风力平衡。
这些技术方法能基本满足现有生产需求,但仍未根本解决由于风速剧烈波动造成的堵料、烟丝破碎等问题。
The wind wire feeding system is a bridge connecting the finished cut tobacco and cigarette equipment, and is a key process to determine the product output and quality. The transience and randomness of the cigarette machine's wire supply demand determine that the wire feed pipe needs to be started and stopped frequently. Under the mode that one fan provides power for multiple wire feed pipes, the frequentstart and stop of any wire feed pipe will have a significant impact on the wind speed of other branch pipes. For this reason, technical means such as main pipe air volume regulation, heavy hammer air make-up valve and binary equivalent replacement are widely used in theindustry to balance the wind power between pipelines. These technical methods can basically meet the existing production needs, but theystill have not fundamentally solved the problems such as material blockage and cut tobacco breakage caused by the violent fluctuation of wind speed.本文以恒压式风速在线检测系统在烟厂风力送丝系统中的应用,以及对风力送丝系统的优化和实施为例,结合现代卷烟工业企业生产的要求和风力送丝系统的现状、特点,探讨如何对目前卷烟企业的风选风送系统进行优化,以提高整体卷烟企业风力送丝系统的水平。
采用新工艺新技术改造风力送丝系统

采用新工艺新技术改造风力送丝系统1 概述围绕红塔集团“提质创新”的战略思想,结合本部门“保质保量,降耗增效”质量管理目标的工作思路。
在充分发挥和挖掘现有设备能力的基础上,采用新工艺新技术,对设备加大技术改造和技术创新力度,维护国家和消费者利益,是我们设备维修部门和工程技术人员的重要课题。
转载于无忧论文网1.1 存在的地缺陷和不足红塔集团生产二部原来使用的风力送丝系统是上世纪九十年代初的技术,该系统存在的地缺陷和不足:a.实现方式简单,功能不完善,控制效果不理想;b.无风速监测和闭环控制,不能及时了解旁通阀风门的运行情况和故障报警;c.风速不稳定,烟丝供丝流量波动大,易结团阻塞,造碎率居高不下;d.烟丝温湿度不稳定,造成水分、香精香料等成分流失;e.产品质量无法保障,影响卷烟吸食口味等物理及化学工艺技术指标。
1.2 可行性分析采用新工艺新技术,加大技术改造和技术创新力度,保障烟丝输送过程中各项工艺技术指标,主要从以下几个方面着手:a.加装旁通阀门和风速传感器;b.采用闭环控制技术;c.降低并稳定风速;d.全自动实时在线动态监控;e.减少烟丝造碎率、水分、香精香料等成分流失;f.保障产品质量,满足卷烟吸食口味等物理及化学工艺技术指标要求。
2 设计思路及方案系统在设计思路上本着简单实用,稳定可靠、容易操作的原则,经过多次反复试验、论证、研究,确定了风力送丝风速控制系统的设计思路及方案,其主要技术指标如下:a.风管内风速流量为18m/s,最大风速允许偏差<±2m/s;b.各风管稳定风速的控制过程<1/2个吸丝周期;c.在每台卷烟机卸料器回风管上加装旁通阀门,由卸料器逻辑控制;d.卸料器处于吸丝过程时,旁通阀门处于全关状态;e. 卸料器烟丝吸满时,旁通阀门处于全开状态;f.采用闭环控制,实时在线动态调整风速波动,满足风速流量;g.增加PID(比率微积分)调节,使风机处于负荷基本平衡状态;h.采用西门子S7控制系统;i.采用MPI和PROFIBUS-DP现场总线控制技术;j.采用西门子WCC人-机界面操作系统。
量化烟草制丝线梗丝气力输送系统风速

0 前言作为制丝线的重要工艺,梗丝干燥对产品的各项工艺指标及质量影响至关重要[1]。
在汉中卷烟厂制丝车间,梗丝加料结束后有梗丝闪蒸膨胀机和流化床梗丝干燥设备,之后由管道式气力送丝设备将梗丝输送至梗丝加香前喂料机[2]。
管道式气力送丝设备是连接梗丝干燥工序和梗丝加香工序的辅联设备,其送丝风速的大小直接影响到梗丝的造碎情况:风速过大造碎增大,风速过小则会造成输送能力不足,引发堵料故障[3]。
通过研究风送系统风速大小和输送效果的关系,找出合理的输送风速,可以避免梗丝输送过程中的堵料问题。
1 存在问题梗丝风送流程如图1所示。
输送动力由负压风机提供,经过除尘器后负压对梗丝输送管道产生负压动力。
梗丝由流化床梗丝干燥机出口振槽输送至梗丝振动筛分机,经过筛分去除梗丝中掺杂的梗签和湿团,合格梗丝由梗丝输送管道内负压动力输送至梗丝加香前梗丝落料器。
落料器内有滚筒式筛网,可以将梗丝与负压气流分离:梗丝进入梗丝加香机,负压风气流被负压风机抽至动力车间[4]。
除尘器通过网络数据交换,由制丝车间操作工根据操作经验和工艺参数,风速大小可以通过参数设置。
1.1 设备原理分析在输送管道内,梗丝气力送丝过程依靠负压提供动力(图量化烟草制丝线梗丝气力输送系统风速李在极(陕西中烟工业有限责任公司汉中卷烟厂,陕西 汉中 723102)摘 要:通过分析和探索梗丝气力输送系统风速大小与输送能力的关系,采取在落料器管道增加风速检测设备、确定合适输送风速等措施,解决了梗丝在落料口的堵塞现象,使梗丝造碎最低,提升了烟丝质量。
关键词:烟丝;梗丝;气力输送;风速;造碎 DOI:10.16621/ki.issn1001-0599.2017.06D.35中图分类号:TS43 文献标识码:B图1 梗丝风送流程2)。
其中,v 1,v 2,v 3,v 4,v 5代表不同位置的等速度线,v 1>v 2>v 3>v 4>v 5。
管道内烟丝因周围气流速度不同,受到一个指向圆心的静压力f 。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
梗丝风送、风选恒定风速自动控制系统改造
【摘要】针对梗丝风送、风选系统风速无法自动调节控制的问题,对梗丝风送、风选系统进行风速自动控制等系列设备技术改进,并实现了设备控制参数的自动下载。
改造后提高了梗丝风送、风选系统风速的稳定性,提高了梗丝加工质量,降低了能源消耗。
【关键词】梗丝;整丝率;纯净度;含水率;风速控制系统
0.引言
气力输送在卷烟工业中应用非常广泛,特别是与工艺过程相结合后,使卷烟厂的工艺和设备得到简化,目前已经成为国内外卷烟生产连续化、自动化不可缺少的装置。
输送气流速度是气力输送的一个重要参数。
最有利的气流速度可以保证被输送的物料在所有的输送管道内均匀可靠地输送条件下,气力输送系统具有最经济的工作性能。
从降低能量消耗和物料消耗来看,气流速度越小越好,但速度过小,系统对物料的流量变化适应能力下降、工作不稳定、易于发生堵塞现象,并且会造成过度分拣,致使物料消耗增加;气流速度过高,会增加动力消耗、物料消耗及管道和部件的磨损,并且会造成分拣不足,致使物料纯净度降低。
1.存在的问题
目前郑州卷烟厂制丝车间制丝线梗处理段烘梗丝后梗丝输送采用风力输送方式,同时利用风力对梗丝内梗签、湿团等杂物进行分拣剔除,由于不同牌号、规格的梗丝在风力输送过程中所需要的风速、风量不同,当风速、风量调整不合适时会造成梗丝输送或风选分离效果差,对正常生产和产品质量产生不利影响。
同时由于目前的控制手段是通过调节风门、挡板开度的大小来调整风速、风量。
这样,不论生产的需求大小,风机都要全速运转,而运行工况的变化则使得能量以风门、挡板的节流无谓损失消耗掉了。
在生产过程中,不仅控制精度受到限制,而且还造成大量的能源浪费和设备损耗。
从而导致生产成本增加,设备使用寿命缩短,设备维护、维修费用高居不下。
2.改进方案
改进方案采用PLC控制及变频控制技术实现自动调节风机转速的控制方式,具备在无人干预的情况下,自动满足生产过程工艺的要求。
本次改进采用一个带模拟量输出,测量范围0-20m/s的风速传感器。
将模拟量输出作为给定送入PLC 控制系统,经PLC控制系统的PID调节后输出给变频器,使变频器根据风速的大小自动调节输出频率以控制风机电机转速,从而达到恒定风送风速的目的。
风送系统工艺控制参数自动从生产制造系统自动下达,避免人为的干预。
3.改造内容
3.1风机变频改造
在选用变频器调速时,考虑风机电动机特性与实际各机构中的应用。
本例采用丹佛斯公司FC300系统系列高性能变频器,保留原来风速管道中风量机械调节方式,风机在变频方式工作运行时,机械开度调节装置处于全开状态,通过变频器改变电机转速以调节系统风速。
3.2风速检测改造
为避免风速传感器和梗丝直接接触影响检测精度和检测的稳定性,我们在梗丝风送系统除尘器后、风机前安装了E+E薄膜风速传感器。
这种传感器较之其它的传感器对灰尘和污垢的抗干扰能力强,测量数据可靠,维护成本低。
测量范围0-20m/s。
在风送系统除尘器后安装风速检测装置(1)可以有效避免风送系统中微小颗粒物或灰尘对传感器的影响;(2)选择该位置可有效避免由于除尘系统性能下降造成的风速系统风速控制不稳定。
3.3风速的确定
为确定合适的风送风速,保证输送能力的情况下尽可能降低风速,减少造碎,降低消耗,我们根据卷烟工艺规范要求(含水率指标%:12.5~14.5±0.5;整丝率降低指标%:≤3.0;纯净度指标%:≥99),通过实验测试梗丝风送后的整丝率、纯净度和含水率等几个方面综合考虑后确定最佳风送风速,最终风速控制在12.52m/s左右。
3.4风速实时自动跟踪控制
为了控制梗丝风送系统风速恒定,保证风送风速维持在设定值上,将4-20mA 风速信号引入风送除尘控制系统,转换处理后由PID进行调节控制,通过输出4-20mA电流改变变频器频率,自动控制风速大小,实现风速的自动调节控制,保证生产过程中风速保持恒定。
同时为保证系统可靠运行,本次改进设置一个手/自动控制方式转换功能,在正常状态下,手/自动转换开关设置为自动方式,风机由PLC自动控制。
当系统出现问题时将手/自动转换开关转为手动方式,此时通过手动设置参数,控制风机变频器运行。
3.5控制参数自动下载
为加强过程控制,避免人为因素的失误造成设备故障或潜在的质量隐患,实现生产过程中根据不同规格、牌号自动下载控制指标,我们将需要的风速值作为控制参数随生产标准通过生产执行系统自动下载到制丝中控系统,自动调整标准值,避免人工频繁地调整。
4.结语
改造后取得了显著的效果,梗丝风速、风选风速实现了比较理想的自动调速控制,降低了原系统噪音,改善了工作环境,既提高了设备效率,又满足了生产工艺要求,并且大大减少了设备维护、维修费用。
同时改造后有效避免了由于除尘系统工作状况发生变化时对梗丝批次内和批次间所造成的风选效果差异,保证了梗丝加工的同质化;使得风力输送能力最大化,设备运行功率最小化,实现了设备运行参数最优化;并且改造后有效避免了管道内物料堵塞现象的发生。
直接和间接经济效益都十分明显,其中节电效率达31.44%。
【参考文献】
[1]李春香.板框过滤机控制系统的实现[J].广州航海高等专科学校学报,2010,(02).
[2]田建英,严怡.浅谈技改后制丝线的设备管理[J].洛阳工业高等专科学校学报,2006,(02).。