超声椭圆振动切削技术
高频超声椭圆振动精密切削
c ti g f r e a d c n i r v hef r n c u a y,h th sa n g t e ef c n S Ia e rug ne sc m— u tn o c n a mp o e t o mi g a c r c u a e a i f to u ̄ c o h s o v e
c y.
K e wor y ds:Eli ia b ain Cu tn l c lVi r to ti g;H ih Fr q e c ta o i pt g e u n y Ulr s nc;Pr c so ti g;Tr ns uc r e ii n Cu tn a d e
振Hale Waihona Puke 动切 削技 术 由 日本 宇都 宫 大学 隈部 淳 一 郎教授
于2 0世 纪 5 0年代 初 期提 出 , 根据 刀具 振 动 的轨迹 , 可
分 为普 通振 动切 削 和椭 圆振 动切 削 。椭 圆振 动切 削技
术 是 日本学 者 社本 英 二 等 最 早 提 出 的 , 有一 系列 优 具
o A rn uisadA t n ui , e ig10 8 , HN) f eo at n s o a t s B in 0 0 3 C c r c j
Absr c t a t:A o et l a o i r ns uc rwo k n t1 7. Hz h sbe n de ine o li ia i r t n c ti g n v ly ut s n c ta d e r i g a 5 k a e sg d f rel c lv b ai u tn . r 4 pt o
Dia eh ende r设计与研究 s n sc g Ra
高 频 超 声 椭 圆 振 动 精 密 切 削
钛合金薄壁件超声椭圆振动铣削研究

结论与展望
本次演示通过对钛合金薄壁件超声椭圆振动铣削技术的深入研究,得出了以 下结论:超声椭圆振动铣削技术可有效提高钛合金薄壁件加工效率、降低切削力 与切削温度、提高工件表面质量并延长刀具使用寿命。然而,仍存在一些不足之 处,如未能对不同材料和厚度范围的钛合金薄壁件进行深入研究、实验样本量相 对较小等。
实验结果表明,优化后的高速铣削加工工艺在提高铝合金薄壁件加工效率和 精度方面具有显著效果。表面粗糙度仪和显微硬度计结果显示,优化后的工艺所 得工件表面粗糙度和硬度均有所改善。此外,通过统计分析,发现优化后的工艺 相比传统工艺,生产效率提高了20%,刀具损耗降低了15%。
结论本次演示通过对铝合金薄壁件高速铣削加工工艺的研究,提出了相应的 优化措施。通过实验验证,优化后的工艺在提高铝合金薄壁件加工效率和精度方 面具有显著效果。本次演示的研究对铝合金薄壁件高速铣削加工工艺的改进具有 一定的指导意义,为相关领域的应用提供了参考。
研究方法
本次演示采用理论分析与实验研究相结合的方法,对钛合金薄壁件超声椭圆 振动铣削技术进行了深入研究。首先,基于振动理论和有限元方法,对超声椭圆 振动铣削过程中的振动行为、切削力、切削温度等进行了理论分析。然后,通过 实验设计与制造,搭建了超声椭圆振动铣削实验平台,并选用不同工艺参数进行 实验,以获得最优的铣削效果。最后,对实验结果进行数据处理和分析,探讨了 工艺参数对铣削效果的影响规律。
参考内容
摘要:本次演示主要探讨铝合金薄壁件高速铣削加工工艺的优化方法。针对 现有工艺中存在的问题,提出了相应的优化措施。通过实验验证,优化后的工艺 可有效提高铝合金薄壁件的生产效率和加工质量。本次演示的研究对铝合金薄壁 件高速铣削加工工艺的改进具有一定的指导意义。
引言铝合金薄壁件在工业领域被广泛应用,如航空航天、汽车制造等。其具 有重量轻、比强度高等优点,但加工过程中易产生变形、裂纹等问题。高速铣削 加工工艺是一种高效、精确的加工方法,但在铝合金薄壁件的加工中仍存在一定 难度。因此,研究铝合金薄壁件高速铣削加工工艺的优化方法具有重要的实际意 义。
(R)超声波椭圆振动切削提高加工系统稳定性的研究
第25卷第6期2004年11月 兵工学报ACTA ARM AM ENT AR IIVol.25N o.6Nov. 2004超声波椭圆振动切削提高加工系统稳定性的研究*马春翔(上海交通大学机械与动力工程学院,上海,200030)社本英二(名古屋大学工学部)森肋俊道(神户大学工学部)摘要 切削加工系统稳定性是切削加工中重要问题之一。
它不仅影响加工质量和生产率,而且还影响刀具和机床寿命,特别是对刚度弱的零件精密和超精密切削加工,切削加工系统稳定性问题更为突出。
本文根据超声波椭圆振动切削原理,分析了其动态背向切削力的特征,提出了具有正负脉冲的超声波椭圆振动切削动态背向切削力模型。
从切削动力学角度分析了椭圆振动切削对加工系统稳定性的影响,并用切削实验验证了超声波椭圆振动切削提高切削加工系统稳定性这一切削效果。
关键词 机械制造工艺与设备;超声波;椭圆振动切削;加工系统稳定性中图分类号 TH113超声波椭圆振动切削技术是在20世纪90年代提出的[1]。
与普通超声波振动切削(切削方向直线振动)[2~4]不同的是将椭圆振动附加于刀具上,使传统的切削过程发生了一些实质性的变化,产生了一系列优良的切削效果。
剪切角的增大和切削力的减小[1,5],毛刺、刀具表面附着物和颤振的抑制[5,6],难加工材料的超精密切削加工和刀具寿命[7~9]等方面,已取得了一些成果。
本文将分析超声波椭圆振动切削动态背向切削力的特征和提高切削加工系统稳定性的原因,最后用切削实验予以验证。
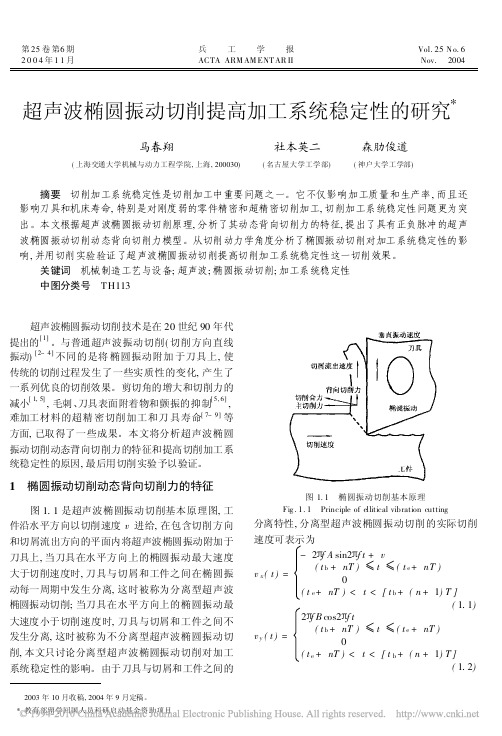
1 椭圆振动切削动态背向切削力的特征图1.1是超声波椭圆振动切削基本原理图,工件沿水平方向以切削速度v 进给,在包含切削方向和切屑流出方向的平面内将超声波椭圆振动附加于刀具上,当刀具在水平方向上的椭圆振动最大速度大于切削速度时,刀具与切屑和工件之间在椭圆振动每一周期中发生分离,这时被称为分离型超声波椭圆振动切削;当刀具在水平方向上的椭圆振动最大速度小于切削速度时,刀具与切屑和工件之间不发生分离,这时被称为不分离型超声波椭圆振动切削,本文只讨论分离型超声波椭圆振动切削对加工系统稳定性的影响。
超声椭圆振动切削难加工材料的研究进展
超声椭圆振动切削难加工材料的研究进展
孙玉涵;张艺嘉;杨延朝;蒋振峰;付秀丽
【期刊名称】《制造技术与机床》
【年(卷),期】2024()1
【摘要】超声椭圆振动切削具有断续切削特性的切削优势,已成为国内外研究及应用的热点,尤其适用于脆性材料、复合材料等难加工材料的高性能制造加工领域。
目前该技术的机理及对难加工材料的适配工艺方面仍不成熟,需要进一步地探索和实践。
通过超声椭圆振动切削机理、特性以及对加工表面质量影响因素的分析,阐明了其在加工中低切削温度、低切削力、低损伤、高尺寸精度以及良好表面完整性的独特优势,综述了在塑性材料、脆性材料、复合材料等难加工材料领域的应用,为后续研究超声椭圆振动切削技术提供了参考。
【总页数】8页(P100-107)
【作者】孙玉涵;张艺嘉;杨延朝;蒋振峰;付秀丽
【作者单位】济南大学机械工程学院;淄博大亚金属科技股份有限公司
【正文语种】中文
【中图分类】TG506.5
【相关文献】
1.超声波椭圆振动切削加工系统稳定性研究
2.振动切削对难切削材料加工及提高刀具使用寿命的研究
3.振动切削中刀尖圆弧半径对难切削材料加工的影响
4.航空先
进材料旋转超声椭圆振动加工研究进展5.椭圆振动辅助切削振动参数对加工SiCp/Al切削力的影响研究
因版权原因,仅展示原文概要,查看原文内容请购买。
超声椭圆振动切削技术及装置应用研究现状及进展

表面技术第52卷第9期超声椭圆振动切削技术及装置应用研究现状及进展姜帅1,付秀丽1*,王振达1,潘永智1,蒋振峰2(1.济南大学 机械工程学院,济南 250022;2.山东淄博大亚金属科技股份有限公司,山东 淄博 255318)摘要:首先,阐述了超声椭圆振动切削技术、原理及其装置特点,着重论述了装置各构成部分的特点及其主要应用类型与材料。
其次,分析了国内外学者在双激励、单激励方式下实现纵弯、纵扭、双弯曲和弯扭等复合超声振动装置结构设计及其优化方面的研究成果与进展,并且比较了超声椭圆振动切削与传统加工在加工性能、工件表面质量和加工精度等方面的加工优势与适用范围,以及不同超声振动装置在各切削加工中所能获得的加工效果。
最后,对超声椭圆振动切削装置的发展趋势进行了总结和展望,指出该装置发展将朝着结合能场的方向发展。
关键词:超声椭圆振动切削;超声椭圆振动切削装置;加工性能;复合超声振动;双激励;单激励中图分类号:TG506.5 文献标识码:A 文章编号:1001-3660(2023)09-0010-13DOI:10.16490/ki.issn.1001-3660.2023.09.002Research Status and Progress of Ultrasonic Elliptical VibrationCutting Technology and Device ApplicationJIANG Shuai1, FU Xiu-li1*, WANG Zhen-da1, PAN Yong-zhi1, JIANG Zhen-feng2(1. School of Mechanical Engineering, University of Jinan, Jinan 250022, China;2. Shandong Zibo Daya Metal Technology Co., Ltd., Shandong Zibo 255318, China)ABSTRACT: Firstly, the technology, principle and device characteristics of ultrasonic elliptical vibration cutting were introduced. The formation mechanism of elliptical orbit, the characteristics of each part of the device and its main application types and materials were discussed emphatically. The structure of ultrasonic elliptical vibration cutting device mainly included four parts: ultrasonic generator, ultrasonic transducer, horn and cutter head. In ultrasonic elliptical vibration cutting, the high-frequency elliptical ultrasonic structures mainly included piezoelectric transducer, composite variable cross-section horn and polycrystalline diamond tool. Secondly, two methods of ultrasonic elliptical vibration cutting were introduced. One was to excite two groups of piezoelectric ceramic stacks with electrical signals to generate two one-dimensional vibrations with phase difference. The other was to excite a group of piezoelectric ceramic laminates with electrical signals to generate one-dimensional vibration, which was induced into composite vibration under the action of special mode conversion horn. The research results of收稿日期:2022-06-09;修订日期:2022-09-28Received:2022-06-09;Revised:2022-09-28基金项目:国家自然科学基金面上项目(52175408);山东省自然科学基金重点项目(ZR2020KE022);山东省自然科学基金面上项目(ZR202102280460)Fund:General Program of National Natural Science Foundation of China (52175408); Key Project of Natural Science Foundation of Shandong Province (ZR2020KE022); General Program of Natural Science Foundation of Shandong Province (ZR202102280460)引文格式:姜帅, 付秀丽, 王振达, 等. 超声椭圆振动切削技术及装置应用研究现状及进展[J]. 表面技术, 2023, 52(9): 10-22.JIANG Shuai, FU Xiu-li, WANG Zhen-da, et al. Research Status and Progress of Ultrasonic Elliptical Vibration Cutting Technology and Device第52卷第9期姜帅,等:超声椭圆振动切削技术及装置应用研究现状及进展·11·domestic and foreign scholars on the structural design of composite ultrasonic vibration devices such as longitudinal bending composite materials were analyzed. Under these two excitation modes, there were longitudinal torsional composite materials, composite double bending and bending torsional composite materials. It mainly included the design of ultrasonic transducer and horn structure, and also mentioned the research and development of the device in frequency degeneracy and other optimization.Based on four kinds of composite ultrasonic elliptical vibration devices, the machining advantages and application scope of ultrasonic elliptical vibration cutting and traditional machining in machining performance, workpiece surface quality and machining accuracy were compared, as well as the machining effects obtained by different ultrasonic vibration devices in various machining processes. It was pointed out that ultrasonic elliptical vibration machining had the advantages of reducing cutting force, cutting temperature, reducing surface roughness, delaying tool wear, promoting stable chip outflow and improving machining accuracy. Finally, the development trend of the ultrasonic elliptical vibration cutting device was summarized and prospected, and the shortcomings of the previous device research were summarized, such as the small stiffness of the transducer, the low mode conversion efficiency, and the inability to achieve the same frequency resonance, which could be used as a reference for subsequent research. It was pointed out that the ultrasonic elliptical vibration device had gradually expanded from the field of mechanical manufacturing to the field of biopharmaceutical and micro nano manufacturing, and might develop towards the field of binding energy in the future.KEY WORDS: ultrasonic elliptical vibration cutting; ultrasonic elliptical vibration cutting device; processing performance;compound ultrasonic vibration; double excitation; single excitation随着航空航天等领域的飞速发展,产品的形状日渐复杂,对产品加工精度和表面质量要求越来越高[1],对刀具寿命的要求越来越高,产品的构成材料也越来越广泛,如陶瓷、玻璃、硬质合金、钛合金、铝合金和淬硬钢等硬脆难加工材料。
超声振动切削加工

超声振动切削加工的研究现状及进展摘要:简述了超声振动切削技术的发展、优点及应用领域。
通过将超声振动切削与普通切削比较以及对振动切削过程特点的描述,探讨了超声振动切削的切削机理。
文章还分析了振动切削技术的最新发展, 认为超声振动切削是一项有发展前途的新型技术。
关键词:超声振动切削;难加工材料:切削机理Research of vibration assisted turning cutting technology andIts developmentAbstract:Introduces the history, advantages and application field of the ultrasonic cutting technology(UCT). By compared with ordinary cutting and the characteristics description of the ultrasonic vibration cutting process, explored Ultrasonic vibration cutting of the cutting mechanism. The paper also analyzes an up- to- date vibrating cutting technology and summarizes that the ultrasonic vibration cutting is a promising new technology.Key Words: Ultrasonically vibrating cutting; Difficult - to - machine materials; Cutting Mechanism0 前言超声振动切削技术是把超声波振动的力有规律地加在刀具上,使刀具周期性地切削和离开工件的加工技术, 是结合超声波技术和传统切削工艺的一种新型切削技术。
基于有限元分析的超声椭圆振动切削装置设计
基于有限元分析的超声椭圆振动切削装置设计余德平;张敏;黄玮海;刘金光;姚进;陈东生【期刊名称】《四川大学学报(工程科学版)》【年(卷),期】2018(050)002【摘要】超声椭圆振动切削技术(ultrasonic elliptical vibration cutting,UEVC)是近年来发展起来的一种超精密加工技术,其加工装置的结构设计是当前研究的难点之一.通过分析现有的超声椭圆振动切削装置,设计了一种基于圆弧型柔性铰链结构的超声椭圆振动装置,利用有限元分析工具对该装置进行模态分析,找出了影响其谐振频率的关键结构参数并用全局优化模块优化参数,使装置的某一阶纵振和弯振模态的谐振频率一致,同时,对该装置进行了多场耦合分析以预测不同相位下的刀尖运动轨迹.仿真分析表明,后盖板长度的变化会引起纵振和弯振模态谐振频率的显著改变,而底座厚度的变化对纵振和弯振模态的谐振频率几乎都没有影响,顶端长度的变化仅对弯振模态的谐振频率有一定程度的影响.基于上述仿真分析及优化,制造出UEVC装置的样机并测量其谐振频率和振动特性,测量结果显示该装置的谐振频率测量值与仿真结果吻合较好,所开发的装置能在谐振状态下输出椭圆轨迹,同时,可通过调节施加电压的幅值和相位使得刀尖输出不同的椭圆轨迹,能用于脆性材料微结构曲面的加工.此外,对该超声椭圆振动切削装置施加频率与装置谐振频率一致的交流电时,其纵振和弯振的振幅将随电压幅值的增加而线性增大,其中弯振振幅对电压幅值的变化更为敏感.【总页数】7页(P170-176)【作者】余德平;张敏;黄玮海;刘金光;姚进;陈东生【作者单位】四川大学制造科学与工程学院,四川成都 610065;四川大学制造科学与工程学院,四川成都 610065;四川大学制造科学与工程学院,四川成都610065;四川大学制造科学与工程学院,四川成都 610065;中国工程物理研究院机械制造工艺研究所,四川绵阳 621900;四川大学制造科学与工程学院,四川成都610065;中国工程物理研究院机械制造工艺研究所,四川绵阳 621900【正文语种】中文【中图分类】TB115;TB552【相关文献】1.基于有限元分析的椭圆振动切削换能器 [J], 金沙2.基于有限元分析的超声椭圆振动切削装置设计 [J], 余德平;张敏;黄玮海;刘金光;姚进;陈东生;;3.基于有限元的单激励超声椭圆振动切削装置特性研究 [J], 殷振;傅玉灿;李华;曹自洋;陈玉荣4.基于有限元分析的椭圆振动切削换能器 [J], 李勋;季远;张德远5.超声椭圆振动切削装置的运动学建模与实验验证 [J], 史桂林;张臣因版权原因,仅展示原文概要,查看原文内容请购买。
一种用于超声椭圆振动切削技术切削轨迹的计算方法[发明专利]
![一种用于超声椭圆振动切削技术切削轨迹的计算方法[发明专利]](https://img.taocdn.com/s3/m/6b9ad4d267ec102de3bd89ab.png)
专利名称:一种用于超声椭圆振动切削技术切削轨迹的计算方法
专利类型:发明专利
发明人:王爱博,赵清亮,郭兵
申请号:CN202010631176.2
申请日:20200703
公开号:CN111880471A
公开日:
20201103
专利内容由知识产权出版社提供
摘要:一种用于超声椭圆振动切削技术切削轨迹的计算方法,它涉及一种切削轨迹的计算方法。
本发明为了解决现有超声椭圆振动切削轨迹若按照传统超精密加工的待加工曲线运动,存在过切现象进而增大加工表面的面形误差的问题。
本发明提出了一种用于超声椭圆振动切削技术切削轨迹的计算方法,该方法首先计算出在每一个振动周期内超声椭圆振动切削技术运动轨迹上与相应的待加工微直线段平行的切线所对应的切点,再通过坐标平移变换使得运动轨迹与待加工微直线段相切,再根据平移后的椭圆中心点序列重新计算得出新的超声椭圆振动切削技术运动轨迹,该运动轨迹则为超声椭圆振动切削技术切削轨迹。
本发明用于超声椭圆振动切削技术切削轨迹的计算。
申请人:哈尔滨工业大学
地址:150001 黑龙江省哈尔滨市南岗区西大直街92号
国籍:CN
代理机构:哈尔滨市松花江专利商标事务所
代理人:牟永林
更多信息请下载全文后查看。
高频超声椭圆振动切削切削力分析

高频超声椭圆振动切削切削力分析0前言振动切削技术由日本宇都宫大学隈部淳一郎教授于20 世纪50 年代初期提出,根据刀具振动的轨迹,可分为普通振动切削和椭圆振动切削。
椭圆振动切削技术是日本学者社本英二等最早提出的,具有一系列优点,能有效降低切削力,提高表面加工精度,延长刀具寿命,特别适合精密和超精密加工领域。
传统振动切削加工中刀具后刀面与工件已加工表面的高频摩擦使刀具承受交变拉压应力,导致刀具疲劳崩刃。
超声椭圆振动切削技术使刀具以椭圆振动轨迹对工件进行切削,避免了刀具后刀面与已加工表面的摩擦,有效抑制了刀具的崩刃破损同时,将刀具前刀面与切屑之间有害的摩擦力变为有利的切削力,增加了刀具的剪切角,降低了切削过程中的吃刀杭力,提高了加工精度。
1超声椭圆振动切削机理1.1传统超声振动切削超声振动切削是在普通切削加工的基础上利用超声振动驱动装置激励切削刀具产生一个附加的强迫振动(通常,频率为20~40kHz,振动幅度为5~20um),使刀具形成一种脉冲式往复变速断续切削过程。
断续切削具有切削力明显下降、工件表面残余应力减小、切削区温度下降、有效抑制积屑瘤的产生、明显提高加工质量等优点。
但是,普通超声振动切削的往复断续切削过程也有负面影响,即切削刀具在切削过程中要承受一个随超声振动不断变化的交变应力。
如图1(a)所示当刀具与工件接触进人切削状态时,刀具要承受主切削力N r、吃刀抗力N f、切屑在前刀面上流动产生的摩擦力F r、已加工工件表面与刀具后刀面的摩擦力F f,从而使刀具承受切削合力F;图1(b)所示,当刀具与工件处于分离状态时,刀具只承受吃刀抗力N f和已加工工件表面与刀具后刀面的摩擦力F f,这时刀具承受的切削力合力F使刀具刀尖处承受一个向上的拉应力,产生拉应力集中区,正是由于刀具刀尖处承受的随超声振动高频变化的交变拉压应力,使刀具很容易在短时间内发生疲劳破损,对于天然金刚石、PCD、CBN 这类硬度高、抗弯强度差的刀具材料,刀具刀尖尤其是前刀面会在很短的时间内发生崩刃现象。
超声椭圆振动切削技术
超声椭圆振动切削技术超声振动切削从微观上看是一种脉冲切削。
在一个振动周期中,的有效切削时间很短,大于80%时间的里与工件、切屑完全分离。
与工件、切屑断续接触,这就使得所受到的摩擦变小,所产生的热量大大减少,切削力显著下降,避免了普通切削时的“让刀”现象,并且不产生积屑瘤。
利用这种振动切削,在普通机床上就可以进行精密加工,圆度、圆柱度、平面度、平行度、直线度等形位公差主要取决于机床主轴及导轨精度,最高可达到接近零误差,使以车代磨、以钻代铰、以铣代磨成为可能。
与高速硬切削相比,不需要高的机床刚性,并且不破坏工件表面金相组织。
在曲线轮廓零件的精加工中,可以借助数控车床、加工中心等进行仿形加工,可以节约高昂的数控磨床购置费用。
1.性能指标1.1切削力小,约为普通切削力的1/3-1/10。
1.2加工精度高,主要取决于所用机床精度,所加工工件形位公差几乎可接近机床相关精度。
1.3切削温度低,工件保持室温状态。
1.4不产生积屑瘤,工件变形小,没有毛刺。
1.5切削表面粗糙度低,可接近理论粗糙度值,最高可达Ra0.2以下。
1.6被加工零件的“刚性化”,即与普通切削相比,相当于工件刚性提高。
1.7加工过程稳定,能有效消除颤振。
1.8切削液的冷却、润滑作用提高。
1.9耐用度呈几倍到几十倍提高。
1.10被加工表面呈压应力状态,零件疲劳强度、耐磨性、耐腐蚀性提高。
1.11切削后的工件表面呈彩虹效果。
2.应用范围由于超声振动切削有如此多的优点,所以可广泛应用于航空、航天、军工等领域各种难加工材料的切削加工。
2.1难加工材料切削:如耐热钢、钛合金、恒弹性合金、高温合金、不锈钢、冷硬铸铁、工程陶瓷、复合材料和花岗岩等。
2.2加工淬硬钢零件及超硬零件,能得到很高的加工精度和表面质量:用硬质合金可以很轻松地加工硬度达HRC60以上的淬硬钢零件,如高速钢、轴承钢等;用PCD加工硬质合金,可以大大提高的耐用度。
2.3成型切削:利用成型切削加工各种类型的轮廓曲面及内外球面、过度圆弧、锥面等。
一种基于超声椭圆振动切削技术的钛合金超精密加工方法[发明专利]
![一种基于超声椭圆振动切削技术的钛合金超精密加工方法[发明专利]](https://img.taocdn.com/s3/m/cc18cc2e6137ee06eff918fa.png)
专利名称:一种基于超声椭圆振动切削技术的钛合金超精密加工方法
专利类型:发明专利
发明人:谭荣凯,孙涛,赵学森,邹喜聪,胡振江
申请号:CN201810911364.3
申请日:20180810
公开号:CN109048390A
公开日:
20181221
专利内容由知识产权出版社提供
摘要:本发明公开了一种基于超声椭圆振动切削技术的钛合金超精密加工方法,所述方法步骤如下:一、调节和控制超精密加工实验室的温度、湿度和空气洁净度;二、机床试运行;三、超声椭圆振动切削系统调试;四、超声椭圆振动切削装置的安装;五、钛合金材料安装;六、粗切;七、半精切;八、精切;九、超声椭圆振动辅助切削;十、关停超精密机床和超声椭圆振动切削系统,取下钛合金工件并用无水乙醇清洗,干燥后进行保存,得到超声椭圆振动切削技术加工的超精密钛合金表面。
本发明采用超声椭圆振动切削技术来实现钛合金的超精密加工,具有能够有效抑制刀具磨损、抑制加工表面的凹坑和微裂纹、提高工件表面完整性以及有效降低工件亚表层损伤深度等优点。
申请人:哈尔滨工业大学
地址:150000 黑龙江省哈尔滨市南岗区西大直街92号
国籍:CN
代理机构:哈尔滨龙科专利代理有限公司
代理人:高媛
更多信息请下载全文后查看。
机加工的至高境界——超声振动切削,还能切削出色彩来!

机加工的至高境界——超声振动切削,还能切削出色彩来!亲爱的金粉们,大家都是从事机械加工行业的,你们可知道有一种切削叫“超声振动辅助切削(UEVT)”?小编你说啥?UEVT?这是啥切削?用的什么刀?使的什么机床?怎么切削的?切削出来的产品什么样?大家不要急,小编今天一定给大家讲清楚!先给大家看几张图片,看完这个,大家可能就知道一半了。
大家能看出来这是什么类型的图案吗?这种图案的制作运用的什么技术?解读:这是激光图案,激光图案是指在不同角度观看时,图案的颜色或者图片本身将发生变化的一类特殊图案。
由于其色彩绚丽,立体感强,又难于仿造等特点,在政府文件加密,产品防伪等领域得到越来越广泛的关注。
在高倍显微镜下观看光学可变图案时,可以看到图片是由一个个像素点构成,每一个像素由一组间距不足一微米(约等于头发直径的1/60)的光栅结构组成。
由于光的衍射效应,不同特征长度的光栅微结构将衍射出不同的颜色,以构成彩色斑斓的图案。
同时,由于衍射效应的特性,图片的颜色将随着观看的角度不同而发生变化。
激光图案跟超声振动切削有什么关系?哈哈,之前还真没有关系,现在有关系了,激光图案就是由超声振动切削产生的。
小编你逗谁呢?切削出来图案我信,还能切出色彩来?再说了,激光图案是全息激光模压加工工艺制作的。
哎,这你就不懂了吧,小编给你科普一下哈。
激光图案制作:目前市场上对激光图案的精密光栅微结构的加工,通常采用的高科技的全息激光模压加工工艺。
采用超快激光腐蚀制作全息激光模具,然后通过模压工艺将光栅微结构翻印到各类PVC,BOPP薄膜基材上,用于文件加密,产品防伪等领域。
然而,超快激光加工系统不仅设备昂贵,能耗高,且加工工程十分复杂,很大程度上制约了激光图案的进一步发展。
来自于香港中文大学机械与自动化工程系郭平教授课题组,首次提出通过超声振动辅助切削的方法,在模具材料表面制备光学可变图案。
超声振动切削:是使刀具以20-50KHz的频率、沿切削方向高速振动的一种特种切削技术。
飞机交点孔超声椭圆振动精密加工技术

飞机制造行业已经成为了我国目前比较热门的一个行业,有着良好的发展前景。
如何实现精细化的加工工作,是目前相关企业的发展目标及方向。
基于此,本文重点结合超声椭圆振动精密加工技术的应用原理及应用优势,研究优化技术操作流程,提高飞机制作质量的可行措施。
在具体的加工流程中,还有一些注意事项需要遵守,需要企业引起重视。
一、飞机交点孔超声椭圆振动加工原理及技术应用优势为了保证超声椭圆振动加工技术的应用价值能够得到充分的发挥,企业必须要确保技术人员可以掌握该技术的基本操作原理,明确该技术的应用优势,以便于分析出技术的优化研究方向,推动后续工作的顺利开展。
1.技术操作的基本原理。
一般情况下,飞机制造企业在进行生产加工工作之前,需要绘制加工图纸,明确工作的重点及难点所在,确定加工的基础数据信息。
而基于现阶段大多数企业使用的加工技术都是超声椭圆振动精密加工技术,因此,本文重点结合该技术的切削流程展开详细的分析。
具体的切削示意图如下图1所示:图1超声椭圆振动切削示意图该技术主要是依靠超声波的振动,按照飞机制造的基础数据信息,由技术人员利用专业化的计算机控制系统设定好设备的运行参数。
然后,由人员现场监管及设备智能监管两种方式,共同管控机械设备的运行状态,完成本次的精密加工操作。
2.技术的具体应用优势。
超声椭圆振动切削技术会使吃刀抗力大大降低,微细切削能力明显提高。
同时,该技术的合理应用可以大幅度提高零件的加工精度,提高零件的使用质量及使用寿命。
而且,还可降低加工残余应力,抑制边缘毛刺的产生。
因此,超声椭圆振动切削在精密和超精密切削加工中显示出了独特优势。
另外,结合实际应用效果来看,该技术主要依靠于信息技术手段实现智能化的操作,有效减轻了员工的工作压力,能够合理提高工作效率及质量,值得在新时期的飞机制造环节中推广使用。
同时,超声椭圆振动精密加工技术与普通的镗削相比,提高了工件的圆度和圆柱度等形位精度,加工精度具有可控性。
二、飞机交点孔超声椭圆振动精密加工流程在开展飞机制造工作时,必须要拟定科学的工作流程,并应当进行试加工实验,分析技术的应用优势及不足,以便于提高技术的应用效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超声椭圆振动切削技术
超声振动切削从微观上看是一种脉冲切削。
在一个振动周期中,的有效切削时间很短,大于80%时间的里与工件、切屑完全分离。
与工件、切屑断续接触,这就使得所受到的摩擦变小,所产生的热量大大减少,切削力显著下降,避免了普通切削时的“让刀”现象,并且不产生积屑瘤。
利用这种振动切削,在普通机床上就可以进行精密加工,圆度、圆柱度、平面度、平行度、直线度等形位公差主要取决于机床主轴及导轨精度,最高可达到接近零误差,使以车代磨、以钻代铰、以铣代磨成为可能。
与高速硬切削相比,不需要高的机床刚性,并且不破坏工件表面金相组织。
在曲线轮廓零件的精加工中,可以借助数控车床、加工中心等进行仿形加工,可以节约高昂的数控磨床购置费用。
1.性能指标
1.1切削力小,约为普通切削力的1/3-1/10。
1.2加工精度高,主要取决于所用机床精度,所加工工件形位公差几乎可接近机床相关精度。
1.3切削温度低,工件保持室温状态。
1.4不产生积屑瘤,工件变形小,没有毛刺。
1.5切削表面粗糙度低,可接近理论粗糙度值,最高可达Ra0.2以下。
1.6被加工零件的“刚性化”,即与普通切削相比,相当于工件刚性提高。
1.7加工过程稳定,能有效消除颤振。
1.8切削液的冷却、润滑作用提高。
1.9耐用度呈几倍到几十倍提高。
1.10被加工表面呈压应力状态,零件疲劳强度、耐磨性、耐腐蚀性提高。
1.11切削后的工件表面呈彩虹效果。
2.应用范围
由于超声振动切削有如此多的优点,所以可广泛应用于航空、航天、军工等领域各种难加工材料的切削加工。
2.1难加工材料切削:如耐热钢、钛合金、恒弹性合金、高温合金、不锈钢、冷硬铸铁、工程陶瓷、复合材料和花岗岩等。
2.2加工淬硬钢零件及超硬零件,能得到很高的加工精度和表面质量:用硬质合金可以很轻松地加工硬度达HRC60以上的
淬硬钢零件,如高速钢、轴承钢等;用PCD加工硬质合金,可以大大提高的耐用度。
2.3成型切削:利用成型切削加工各种类型的轮廓曲面及内外球面、过度圆弧、锥面等。
2.4细长杆件及薄壁件车削加工。
2.5超细直径零件车削加工。
2.6超精密加工。
产品相关词组:
超声波振动切削装置,超声波椭圆振动切削,超声切削,超声椭圆振动,超声振动切削加工中心,二维超声振动磨削,旋转超声钻削,振动切削,超声振动加工,椭圆超声振动微雕刻装置,高频椭圆振动切削,超声振动磨削,振动加工,超声椭圆振动切削,椭圆振动切削,振动车削,超声车削。