回填式搅拌摩擦点焊的研究进展
搅拌摩擦焊镁铝异种材料研究现状
随着现代制造技术的不断进步,材料焊接技术也在不断发展。
搅拌摩擦焊作为一种新型的焊接方法,因其低能耗、无污染、高效率等优点而备受关注。
在工业界和学术界,对搅拌摩擦焊技术的研究也越来越深入。
一、搅拌摩擦焊简介1. 搅拌摩擦焊的原理和特点搅拌摩擦焊是一种无熔金属的固态焊接方法,通过机械搅拌和摩擦加热的方式将材料焊接在一起。
与传统的熔化焊接方法相比,搅拌摩擦焊具有温度低、热影响区小、焊接变形小等优点。
2. 搅拌摩擦焊的应用领域搅拌摩擦焊技术已广泛应用于航空航天、汽车制造、铁路交通等领域,尤其在焊接铝合金、镁合金等轻金属材料方面具有独特优势。
二、搅拌摩擦焊镁铝异种材料研究现状1. 镁铝异种材料的特点镁铝异种材料因其密度低、强度高、耐腐蚀等特点,被广泛应用于航空航天、汽车制造等领域。
然而,由于镁铝材料的化学性质和熔点差异较大,传统的焊接方法往往难以实现良好的焊接效果。
2. 搅拌摩擦焊镁铝异种材料的研究现状为解决镁铝异种材料的焊接难题,学术界和工业界进行了大量的研究。
目前,搅拌摩擦焊镁铝异种材料的研究已取得了一定进展,但仍存在一些挑战。
3. 研究现状的主要问题(1)焊接接头的组织和性能不稳定,需要进一步优化工艺参数和焊接头形貌。
(2)搅拌摩擦焊镁铝材料的金属间化合物生成机理和影响因素尚不清楚,需要深入研究。
(3)焊接接头的力学性能、耐腐蚀性能等方面还需要进一步评估和提升。
三、未来研究方向1. 优化焊接工艺参数针对搅拌摩擦焊镁铝异种材料存在的问题,未来研究可以进一步优化焊接工艺参数,包括搅拌转速、下压力、焊接速度等,以获得更稳定的焊接接头组织和性能。
2. 深入研究金属间化合物形成机理金属间化合物的生成对搅拌摩擦焊接头的性能具有重要影响,未来的研究可以针对金属间化合物的形成机理和影响因素进行深入探讨,为优化焊接工艺提供理论依据。
3. 综合评价焊接接头性能未来的研究还可以从焊接接头的力学性能、耐腐蚀性能等方面进行综合评价,探索提升镁铝异种材料搅拌摩擦焊接头综合性能的途径。
搅拌摩擦焊的现状与发展
搅拌摩擦焊的现状与发展搅拌摩擦焊的现状与发展中国工程院院士(研究员)关桥高级工程师栾国红摘要: 搅拌摩擦焊技术发明至今14年以来,无论在国外还是在国内,已经成功跨出试验研究阶段,发展成为在铝合金结构制造中可以替代熔焊技术的工业化实用的固相连接技术;这项新型的焊接技术在航空航天飞行器、高速舰船快艇、高速轨道列车、汽车等轻型化结构以及各种铝合金型材拼焊结构制造中,已经展示出显著的技术和经济效益,诸如:根除了熔焊所固有的焊接缺陷(气孔、凝固裂纹等)、提高了接头和结构的连接质量、降低了焊接变形等;并且在其他轻金属如镁、铜、锌等材料结构的制造中也正在实施工程化应用。
与搅拌摩擦焊相适应的焊接新装备和搅拌工具的发展也非常快,为实施搅拌摩擦焊工艺方案(如消除搅拌匙孔)及提高各类材料接头的质量,各种类别的新型搅拌摩擦焊接设备、自动化装置及机器人搅拌摩擦焊机等相继问世。
搅拌摩擦焊目前的发展目标之一是攻克在高熔点金属材料连接中的难题,诸如:普通碳钢、不锈钢、钛合金、甚至高温合金等结构材料的固相连接,进一步优化搅拌工具的型体设计与材料选取,以及焊接过程参数的监控及焊接质量实时检测和控制,制订标准。
关键词:搅拌摩擦焊铝合金焊接轻金属焊接0 前言1991年,英国焊接研究所(The Welding Institute-TWI)发明了搅拌摩擦焊(Friction Stir Welding-FSW),这项杰出的焊接技术发明正在为世界制造技术的进步做出贡献。
在国外,搅拌摩擦焊已经在诸多制造领域达到规模化、工业化的应用水平。
如在船舶制造领域,在1996年搅拌摩擦焊就在挪威MARINE公司成功地应用在铝合金快速舰船的甲板、侧板等结构件的流水线制造。
在轨道车辆制造领域,日本HITACHI公司首先于1997年将搅拌摩擦焊技术应用于列车车体的快速低成本制造,成功实现了大壁板铝合金型材的工业化制造。
在世界宇航制造领域,搅拌摩擦焊已经成功代替熔焊实现了大型空间运载工具如运载火箭和航天飞机等的大型高强铝合金燃料贮箱的制造,波音公司的DELTA II型和IV型火箭已经全部实现了搅拌摩擦焊制造,并于1999年首次成功发射升空。
搅拌摩擦焊材料塑性流动研究现状
搅拌摩擦焊材料塑性流动研究现状搅拌摩擦焊(Friction Stir Weld,FSW)是一种新型的固相连接技术,于1991年在英国焊接研究所(The Welding Institute,TWI)发明并获世界范围内专利保护。
这种新型连接技术的出现,克服了传统熔焊的缺陷,能够更加容易地实现铝合金等难焊接材料的焊接工艺过程,并且对能源的消耗少,对环境无污染,所以FSW被誉为“世界焊接史上的第二次革命”。
FSW的原理非常简单,由轴肩(Shoulder)和搅拌针(Pin)组成的搅拌头(Tool)插入焊接板材的对接处,搅拌头边旋转边前进,使前进侧(Advancing Side,AS)和后退侧(Retreating Side,RS)的金属产生塑性流动,形成焊接接头,完成固相连接的过程。
自FSW问世以来,大量学者对FSW的接头组织以及力学性能做了大量的研究,但是由于材料的不可见性,对于FSW焊缝金属在焊接过程中的塑性流动,尚处于探索阶段。
目前,主要通过实验和数值模拟的方法来研究材料的塑性流动。
A.P. Reynolds[2]分析了当前对于FSW塑性流动的研究,指出对于FSW流动场可以从与轴肩接触的材料表面、搅拌针周围以及搅拌针底部3个方面进行研究。
当前,对于FSW中的材料塑性流动的研究,主要存在的问题是:材料流动的机制到底是什么,FSW微观组织周期性变化的原因是什么,以及二者之间存在什么样的关系。
实验研究对于用实验来研究FSW中材料的流变行为,主要是应用一些示踪材料来跟踪焊缝金属的最初和最终的位置。
这些示踪材料主要包括铜箔、铝箔、钨线等。
但是示踪材料由于和母材的的力学性能等方面存在差异,往往会影响FSW中母材金属的流动。
所以,在有些实验中不加入任何示踪材料,只单纯地进行微观组织观察的方法进行研究。
在早期的研究中,Colligan[3]应用钢球跟踪技术,通过X射线检测和对切片进行观察的方式来研究铝合金FSW中材料的流动。
搅拌摩擦焊研究现状

搅拌摩擦焊研究现状第一篇:搅拌摩擦焊研究现状搅拌摩擦焊技术在国内外的发展状况搅拌摩擦焊的技术特点是焊接金属不熔化,焊缝为锻造的细晶组织,并且作业环境不受限,适合于大型结构的焊接,同时工艺参数少、参数裕度大,焊接质量稳定,是一项高效、低成本、环保的固相焊接新技术。
正是由于搅拌摩擦焊所具有的这些技术特色和优点,这项技术被称之为焊接技术的一场革命,也使得这项技术从发明至今的短短十几年内,得到了其它焊接方法从未有过的快速发展,尤其是在国外,搅拌摩擦焊技术发展和工业应用的速度之快令人瞠目结舌。
首先表现在搅拌摩擦焊应用的材料上,除了各种铝合金、镁合金和铜合金以外、钛、钢甚至高温合金等高熔点高热强金属材料的搅拌摩擦焊技术研究甚至工业应用也已经开始。
当前,搅拌摩擦焊单道一次焊透铝板的能力为最厚100mm、最薄0.5mm,焊接铜板最厚达50mm,焊钛合金最厚达25mm。
从焊接方法的发展来看,搅拌摩擦焊已从最初的一体式搅拌头焊接方法发展衍生出了分体搅拌头(可回抽搅拌头,固定轴肩搅拌头)式搅拌摩擦焊、双焊接头(同面共主轴反向旋转,双面双主轴)搅拌摩擦焊、双轴肩搅拌摩擦焊、高转速搅拌摩擦焊以及搅拌摩擦点焊等。
由于搅拌摩擦焊是通过搅拌工具施加的运动和作用力使被焊材料形成焊缝的,焊接过程中的作用力很大,因此焊接设备本身刚性一般都很大、很笨重。
但国外搅拌摩擦焊设备已从最初的类铣床结构发展出了动龙门动横梁多轴联动搅拌摩擦焊设备、机器人搅拌摩擦焊设备、移动式搅拌摩擦焊设备甚至便携式搅拌摩擦焊设备。
焊接设备的发展,也使搅拌摩擦焊的适用对象从简单规则形状焊缝发展到了空间曲线焊缝的焊接和外场的维修补焊。
最后,从工业应用来看,搅拌摩擦焊已在先进国家的航空、航天、兵器、电力电子、石油化工、船舶、轨道交通、汽车等制造领域得到了大量应用,应用部位已从非承力、次承力结构发展到关键承力结构上,搅拌摩擦焊在国外铝、镁等轻合金结构制造上正在成为主导甚至必选的制造技术手段。
搅拌摩擦焊的研究进展与应用
搅拌摩擦焊的研究进展与应用孙宜华;杜良【摘要】Friction stirring welding (FSW) is a solid-state welding, which has a specially profiled prohe. In the process of welding the probe transition along the joint line as well as rotates. The rotating tool develops frictional heating which cau scs the matcrial to plasticize and flows from the front of the tool to the back under the shoulder's pressure, then produce a high integrity weld. In this paper, the principles of FSW and its strengths and weaknesses are briefly introduced. The latest research on its non-destructive testing, finite element analysis, extreme conditions, complex interfaces, fatigue, et al. and its application status in aerospace area, shipbuilding, land transportation industry are highlighting described. Finally, the paper also discussed the prospect of FSW.%搅拌摩擦焊是利用一种特殊形式的搅拌头边旋转边前进,通过搅拌头与工件的摩擦产生热量,摩擦热使该部位金属处于热塑性状态,并在搅拌头的压力作用下从其前端向后部塑性流动,从而使待焊件压焊为一个整体.本文简要地介绍了搅拌摩擦焊的原理及其优缺点,重点介绍了搅拌摩擦焊在无损检测、有限元分析、极限条件、界面复合物、疲劳等方面的最新研究进展以及搅拌摩擦焊在航空航天领域、造船业、陆路交通工业中的应用现状,并展望了搅拌摩擦焊的研究前景.【期刊名称】《新技术新工艺》【年(卷),期】2011(000)006【总页数】4页(P70-73)【关键词】搅拌摩擦焊;复合焊接;进展;应用【作者】孙宜华;杜良【作者单位】三峡大学机械与材料学院,湖北宜昌443002;华南理工大学国家金属材料近净成形工程技术中心,广东广州510640【正文语种】中文【中图分类】TG453.9搅拌摩擦焊接(Friction Stir Welding,简称FSW)是英国焊接研究所(The Welding Institute,简称TWI)于1991年发明并获世界范围内专利保护的新型固相焊接技术,也是世界焊接技术发展史上自发明到工业应用时间跨度最短且发展最快的一项神奇的连接技术,被誉为“世界焊接史上的第二次革命”[1]。
异种材料搅拌摩擦焊研究现状及发展状况展趋势
异种材料搅拌摩擦焊研究现状及发展状况展趋势目录1、搅拌摩擦焊的定义2、异种材料搅拌摩擦焊的发展3、异种材料搅拌摩擦焊方法4、异种材料搅拌摩擦焊的特点5、异种材料搅拌摩擦焊的焊接接头性能6、异种材料搅拌摩擦焊的应用结束语摘要:近年来,国内外对异种金属搅拌摩擦焊的研究现状进行了总结。
重点对异种材料搅拌摩擦焊的特点、应用及其组织演化特征进行归纳和分析。
异种材料连接结构具有两种材料综合的优异性能,随着异种材料连接结构应用前景的不断扩大,采用搅拌摩擦焊接技术的优势是生产效率高、焊接变形小、成本低、质量好等。
但是,异种材料的搅拌摩擦焊技术存在一个突出的问题就是接头中存在金属间化合物,这会对其力学性能产生十分不利的影响。
因此,在进行异种材料的搅拌摩擦焊时,对金属间化合物的形貌及分布状态的控制是获得优良焊接接头的关键所在。
关键词:搅拌摩擦焊、异种材料、固相连接、摩擦热、新型连接方法。
1、搅拌摩擦焊的定义摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速顶锻,完成焊接的一种方法。
摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。
摩擦焊方法在制造业中已应用40多年了,由于其生产率高、质量好获得了广泛的工程应用,但焊接的对象主要是回转形零件,虽然也有其它形式的摩擦焊技术出现,以克服被焊工件几何形状的限制或提高生产率,如相位摩擦焊、径向摩擦焊、线性摩擦焊等,但实际应用很少。
最近还出现了摩擦堆焊,在工件上形成特殊性能的表面层。
搅拌摩擦焊(Friction Stir Welding)是英国焊接研究所TWI(The Welding Institute)提出的专利焊接技术,该技术首先在焊接铝与铅异种金属获得成功。
该技术原理简单,控制参数少,可以将焊接过程中的人为因素降到最低。
由于其能够高效地利用能源,FSW这一绿色焊接技术被誉为近几年来在金属连接领域中最显著的发现。
2、异种材料搅拌摩擦焊的发展异种材料搅拌摩擦焊作为一种新型的搅拌摩擦焊接方法,在有色金属等材料的连接中具有广阔的应用前景。
搅拌摩擦焊的研究现状及前景展望

搅拌摩擦焊的研究现状及前景展望搅拌摩擦焊应用广泛,具有成本低、高性能以及高效率等特性,在不同领域得到了广泛的应用。
本文将对搅拌摩擦焊的研究现状以及应用进行详细的分析。
标签:搅拌摩擦焊;研究现状;应用英国焊接研究所发明的搅拌摩擦焊(Friction Stir Welding,简称FSW),曾经于1991年获得世界范围内专利保护,它是一项非常奇特的新型固相焊接技术,也是焊接技术史上从发明到将其应用到工业中时间最短的一项焊接技术,其曾被称作是“世界焊接史上的第二次革命”。
搅拌摩擦焊与其他传统的焊接技术相比较而言,其具有成本低廉、不会造成污染、焊接后变形较小以及高效等特点,这些特点是其他焊接技术无法企及的。
搅拌摩擦焊的这些特性使其得到了广泛的应用,其主要应用于结构制造领域,例如航空、航天、汽车以及船舶等领域。
基于此,文章将从焊接材料、工艺参数、焊接技术等原理对搅拌摩擦焊进行详细的研究分析,并且对搅拌摩擦焊未来的发展趋势进行探讨。
1 搅拌摩擦焊的原理分析及其优缺点(1)搅拌摩擦焊的原理分析。
搅拌摩擦焊的搅拌头的特征是圆柱状并且其轴肩是非常特殊的,搅拌头以合适的速度插入到被焊构件的焊接处,并且以一定的速度向前匀速移动,被焊构建与搅拌头之间由于一定的摩擦力度而产生相应的热度,当温度达到一定水平时,其将会使得搅拌头附近区域的材料软化,从而以实现热塑化的目的。
当搅拌头由于受到某种力度时,将会渐渐的向前缓慢前行,这时候热塑化后的材料将由搅拌头的前部向后部移动,并且位于搅拌头处的轴肩将会产生锻造压力,固相连接就会在这种压力之下而实现。
在搅拌焊接的过程中,需要注意的是被焊构件需要进行牢固固定,而且需要在焊缝的背面加上衬垫以防止由于搅拌头的力度而导致构建以及塑性金属流失。
(2)搅拌摩擦焊的优缺点分析。
搅拌摩擦焊的优点主要有以下几个方面:第一,由于搅拌摩擦焊采用的技术原理是固相焊接技术,从而不会导致材料融化的现象发生;第二,,搅拌摩擦焊具有质量过硬、操作起来效率高以及不需要高昂的成本;第三,搅拌摩擦焊没有特定的接头形式,其支持多种规格形式不一的焊接方式;第四,采用搅拌摩擦焊技术,在焊接过程中产生的残余应力较小,从而残余应力对构件所带来的变形影响较小;第五,采用搅拌摩擦焊技术进行焊接后所产生的焊缝的组织为细晶组织,从而没有其他传统焊接技术所带来的裂纹、气孔等缺陷,这将大大减少后续的维修费用;第六,搅拌摩擦焊操作起来较为简单,能够非常方便的就实现自动化技术。
搅拌摩擦焊技术在异种金属连接中的研究和发展趋势
搅拌摩擦焊技术在异种金属连接中的研究和发展趋势100343班10030125 李晓朋[摘要]文章对搅拌摩擦焊技术概况和技术特点进行了简要介绍,对搅拌摩擦焊技术在国内外异种技术连接中的研究现状进行了分析。
文章认为搅拌摩擦焊技术在铝铜、铝镁等异种金属的连接具有广泛的的应用价值,有利于提高中国工业在国际市场的竞争能力。
[关键词]搅拌摩擦焊;异种金属;研究;发展趋势;0前言搅拌摩擦焊(Friction Stir Welding,简称FSW)是基于摩擦焊接技术一种固相焊接技术,1991 年由英国焊接研究所(The Welding Institute,简称TWI)发明。
搅拌摩擦焊在飞机制造、机车车辆和船舶制造中已经得到应用,主要用于铝合金、镁合金、铜合金、钛合金和铝基复合材料的同种或异种材料的焊接。
与其他传统的焊接技术相比,搅拌摩擦焊消耗的能源更少,无需填充焊丝,无飞溅,无烟尘,这使得这一技术更加的环保,具有很好的实际应用价值。
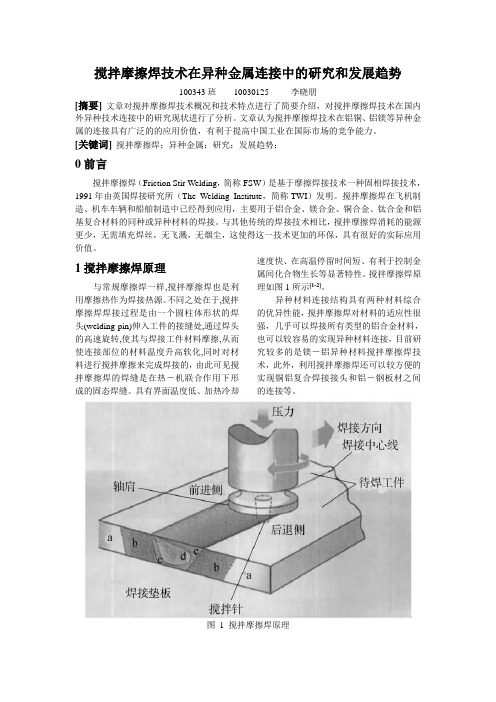
1搅拌摩擦焊原理与常规摩擦焊一样,搅拌摩擦焊也是利用摩擦热作为焊接热源。
不同之处在于,搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化,同时对材料进行搅拌摩擦来完成焊接的,由此可见搅拌摩擦焊的焊缝是在热-机联合作用下形成的固态焊缝。
具有界面温度低、加热冷却速度快、在高温停留时间短、有利于控制金属间化合物生长等显著特性。
搅拌摩擦焊原理如图1所示[1-2]。
异种材料连接结构具有两种材料综合的优异性能,搅拌摩擦焊对材料的适应性很强,几乎可以焊接所有类型的铝合金材料,也可以较容易的实现异种材料连接,目前研究较多的是镁-铝异种材料搅拌摩擦焊技术,此外,利用搅拌摩擦焊还可以较方便的实现铜铝复合焊接接头和铝-钢板材之间的连接等。
图 1 搅拌摩擦焊原理2搅拌摩擦焊技术在异种金属连接中的研究2.1钢/铝异种金属的搅拌摩擦焊李辉凤,李建萍等人[3]通过实验得出铝-钢搅拌摩擦可选的工艺参数选择范围较小,搭接接头较对接接头参数范围要宽些,铝-钢搅拌摩擦焊所需n/v在10附近,钢置于前进边时,铝-钢更容易连接。
搅拌摩擦焊技术应用现状和发展趋势
万方数据搅拌摩擦焊接过程中,接头温度峰值始终处于材料熔化点以下(约为材料熔点的0.8),不会出现材料熔化,从而避免了常规熔焊工艺中因熔化一凝固现象的存在所造成的各种焊接缺陷。
所以,搅拌摩擦焊是一种固相焊接技术。
接头材料在高温软化状态下,由于搅拌图1搅拌摩擦焊基本原理及工艺过程头的挤压而形成牢固的锻造细晶组织(与此不同的是,熔焊接头通常为晶粒粗大的铸造组织)。
与其他焊接方法相比,搅拌摩擦焊具有以下特点:(1)搅拌摩擦焊是一种固相连接技术,接头性能优异。
(2)焊前不需要开坡口,可以节省焊前准备工时。
(3)焊接过程中不需要保护气,也不需要填充材料。
(4)焊接过程容易实现自动化,可以实现全位置焊接,接头质量一致性好。
(5)焊接热输入小,从而导致焊接变形小、接头残余应力水平低,是一种低应力,小变形焊接技术。
(6)焊接过程中无飞溅、无弧光,无辐射,是一种绿色焊接技术。
(7)焊接效率高、能耗低,是一种高效焊接技术。
搅拌摩擦焊技术的这一系列特点使其对于以铝合金为代表的轻金属结构焊接具有非常重要的意义,在航空、航天、船舶、列车、汽车以及电力、电子等领域具有非常广阔的应用前景。
:.搅拌摩擦焊技术应用现状搅拌摩擦焊作为一种轻合金材料连接的优选焊接E口!唑堡笙!塑壁董皇塑型参磊加工热加工www,machinist.com,cn技术,已经从技术研究迈向高层次的工程化和工业化应用阶段,如在美国的宇航制造工业、北欧的船舶制造工业和日本的高速列车制造等领域,搅拌摩擦焊技术都得到了广泛应用。
搅拌摩擦焊技术1995年(通过申请专利)进入中国,但是这项技术在中国真正获得发展却是在2002年以后——中心成立以来的这几年时间,它是以中国自主研制的第一台专机搅拌摩擦焊设备的交付使用为标志的。
2002年以来,搅拌摩擦焊技术已被迅速推广到国内的航空、航天、船舶、电力、电子以及汽车等领域,并在几十种产品型号中得到应用。
1.搅拌摩擦焊技术在航天型号产品研制中的应用由于轻量化的需要,航天领域大量采用了铝合金结构——最适合采用搅拌摩擦焊技术,从而使搅拌摩擦焊技术最早在火箭、航天飞机等宇航产品中得到推广。
谈搅拌摩擦焊技术研究与应用

CATALOGUE 目录•搅拌摩擦焊技术简介•搅拌摩擦焊技术研究现状•搅拌摩擦焊技术在不同领域的应用•搅拌摩擦焊技术的前景展望与发展趋势•结论搅拌摩擦焊是一种新型的焊接方法,其核心是利用搅拌头与工件之间的摩擦热和塑性变形热,使工件局部加热至塑性状态,并在搅拌头的强烈搅拌作用下实现材料的连接。
与传统的熔焊方法不同,搅拌摩擦焊过程中不涉及熔化,因此可以避免熔焊过程中出现的元素烧损、接头组织性能恶化等问题。
高效节能接头质量高适用范围广操作简单ABCD航空航天领域汽车制造领域其他领域轨道交通领域搅拌摩擦焊技术的应用范围搅拌摩擦焊技术的研究进展搅拌摩擦焊技术自发明以来,经过多年的研究和发展,已经在多个领域得到广泛应用。
在科研方面,研究者们不断探索新的搅拌摩擦焊技术,提高其焊接质量和效率。
在应用方面,搅拌摩擦焊技术已经应用于航空、航天、汽车、船舶等领域,取得了良好的效果。
010203搅拌摩擦焊技术的优势与局限搅拌摩擦焊技术的研究热点与挑战总结词搅拌摩擦焊技术在航空航天领域的应用具有广泛性和重要性。
要点一要点二详细描述搅拌摩擦焊技术在该领域主要用于制造飞机和火箭等关键部件,如铝合金和钛合金的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得飞机和火箭等关键部件的寿命更长、安全性更高。
航空航天领域总结词搅拌摩擦焊技术在汽车制造领域的应用日益增多,成为汽车制造的重要焊接方法之一。
详细描述搅拌摩擦焊技术在该领域主要用于制造汽车车身、底盘和发动机等关键部件,如低碳钢、铝合金和不锈钢的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得汽车的关键部件更加可靠、耐用。
总结词搅拌摩擦焊技术在船舶制造领域的应用具有广泛性和重要性。
搅拌摩擦焊及其研究现状(傅志红)

·6 ·
焊接 2002 (11)
专题综述
搅拌摩擦焊及其研究现状
中南大学机电学院 (长沙市 410083) 傅志红 黄明辉 周鹏展 贺地求
摘要 搅拌摩擦焊是 20 世纪 90 年代初发明的一种固相连接技术 ,可以焊接通常熔焊方法难以焊接的铝合 金 、钛合金等 ,并且具有一系列独特的优点 。介绍了搅拌摩擦焊的工艺过程 ,分析了搅拌摩擦焊的特点 、焊缝组织 和性能以及影响搅拌摩擦焊的因素 ,综述了搅拌摩擦焊的国内外研究现状 。
焊核区的金相组织是明显的等轴晶粒 ,并且非常细小 ,晶 粒尺寸取决于所焊合金及焊接过程 ,但普遍小于 10 级 ,焊核区 的硬度比时效强化和加工硬化的母材要高 。 2. 2 搅拌摩擦焊焊缝性能
搅拌摩擦焊是一种固相连接方法 ,整个过程是在固态下完 成的 ,不会得到铸造组织 ,避免了采用熔化焊时因熔化而造成 的孔隙 、微裂纹 、变形和残余应力 ,也不会有任何元素损失 ,因 此 ,焊缝性能高 。
由于搅拌摩擦焊的焊接温度较低 ,焊接后结构的变形量和 残余应力比熔化焊小得多 。同时 ,由于不存在熔焊过程中接头 部位大范围的热塑性变形过程 ,焊后接头的内应力小 、变形小 , 基本可实现板件的低应力无变形焊接[3~6 ] 。 1. 2. 3 焊接成本低 、效率高
我国搅拌摩擦焊技术的研究现状与热点分析
此 接 头 强 度 最 高 , 4 7MP 。 达 2 a 陈继 强 等人 [研 究 1 】 了微 量钪 对 A — n Mg Z 热轧 板搅 拌 摩 擦 焊 接 头 lZ — — r
组织 与性 能 的影 响 , 现微 量 钪使 A _ n Mgz 合 发 1Z — — r 金母 材 的抗 拉强度 和 屈 服强度 分 别提 高 2 a和 2MP
5 m m n 接 头 焊核 区部分 晶粒 出现 异 常长 大 , 0m / i , 热
机 械影 响 区 与 焊核 区的交 界 面和 焊 核 区 根 部是 组
织 不 稳定 的源 头 。
对 2系列 和 3系列 铝 合 金 以及 硬 铝 的搅 拌 摩 擦 焊 的研究 也 不少 。 春炎嘲 究 了 8mm厚 2 1 - 王 研 29 T 7铝合 金搅 拌 摩 擦焊 接 头性 能 , 现接 头 室 温拉 8 发 伸 强度 可 以达 到母 材 的 7 %以上 , 断裂 方式 为韧 0 且
纹 头数 与轴肩 下 压量 对金 属 轴 向迁 移 的影 响发 现 , 由 于受 到 螺 纹 表 面挤 压 力 和 螺 纹 表 面 与金 属 间摩 擦 力 的共 同驱 动 , 纹 内的 塑性 金属 在 搅拌 针 轴 向 螺 产 生迁 移 。 增加 搅拌 针表 面螺 纹 头数 和增 大焊 缝所 受 轴 向 的挤 压 力 均能 增 加 焊 缝 塑 性 金 属 的轴 向迁 移量 , 其宏 观 表现 为呈 洋葱 瓣 花纹 状 的焊 核 横截 面
和采 用适 当方 法 提高 接头 性 能具 有 重要 的意 义 , 不
仅是 2 1 0 0年 的研 究 热 点 , 将 是 今后 几 年 的研 究 还
重 点。
积 增 大 。 宝华 [研究 搅拌 头 形状 对搅 拌 摩擦 焊接 李 2 】 】
铝合金钢回填式搅拌摩擦点焊机理研究

Mechanism of Refill Friction Stir Spot Welding Between AluminumAlloy and SteelAbstractRefill friction stir spot welding (Refill FSSW) is of great advantage to join light metals, due to its low-heat-input nature, grain refinement in weld and elimination of the keyhole inevitably leaving by the tool retreating in conventional friction stir spot welding process. Owing to the advantages, this technique has been applied by Kawasaki Heavy Industries in Japan and Helmholtz-Zentrum Geesthacht in Germany to join aluminum or magnesium alloys. On the other hand, the dissimilar metals welding between aluminum alloy and steel can achieve the lightweight of automobiles, improve the efficiency of energy, reduce the emission of waste gas and protect the environment. Based on the advantages of Refill FSSW and the wide application of aluminum alloy/steel hybrid structures, this thesis aims to investigate the effect of main welding parameters (sleeve plunge depth and rotation speed) and zinc coating on the mechanical property and microstructure of aluminum alloy/steel dissimilar metals refill friction stir spot welded joint, and reveal the joining mechanism. Not only does this research have theoretical significance, but also it can give a practical guidance to manufacture industries.In this thesis, two kinds of aluminum alloy sheets for automobile (1.0 mm thick Novelis AC 170 PX and 1.5 mm thick Aleris Superlite 200 ST aluminum alloy) were overlap welded to two types of low carbon steel sheets (1.0 mm thick ST16 steel and 1.2 mm thick ST06 Z galvanized steel sheets) to produce two-layer dissimilar metals joints by Refill FSSW. The diameter of spot weld is 9.0 mm, which is located at the center of 25 mm ×25 mm overlap area. The mechanical property was evaluated through tensile/shear tests and cross-tension tests. In addition, the microstructure, composition, fractogragh and fracture path of aluminum alloy/steel joints were analyzed with electron probe microanalysis (EPMA), field emission scanning electron microscope (FE-SEM) and X-ray diffraction (XRD).The maximum average tensile/shear fracture load and cross-tension fracture load of the Novelis AC 170 PX aluminum alloy/ST16 steel joints are 2495 N and 337 N, respectively. For Aleris Superlite 200 ST aluminum alloy/ST16 steel joints, the maximum average tensile/shear fracture load reaches 3745 N with the maximum average cross-tension fracture load of 1073 N. All samples failed through the interface of aluminum alloy/steel joints during tensile/shear tests and cross-tension tests. When the sleeve does not touch to the steel surface, the influence of sleeve plunge depth on tensile/shear fracture load is not obvious. The metallurgic bonding was achieved and a thin Fe-Al intermetallic compound (IMC) layer formed at interface of sleeve affected铝合金/钢回填式搅拌摩擦点焊机理研究zone. However, the mechanical performance sharp increases when the sleeve plunges into steel sheet, attributing to metallurgic and mechanical bonding between the aluminum alloy and steel sheets. Meanwhile,this process also brings about severe tool wear and shortens its service life. Besides, the rotation speed has little influence on the mechanical performance of joint.The maximum average tensile/shear fracture load and cross-tension fracture load of the Novelis AC 170 PX aluminum alloy/ST06 Z galvanized steel joints are 3044 N and 301 N, respectively. For Aleris Superlite 200 ST aluminum alloy/ST06 Z galvanized steel joints, the maximum average tensile/shear fracture load is up to 4500 N with the maximum average cross-tension fracture load of 359 N. All samples failed at the interface of aluminum alloy/steel joint. Compared with the results of aluminum alloy/ST16 steel joints, the joints between aluminum alloy and ST06 Z galvanized steel exhibit better mechanical performance in tensile/shear tests, and all tensile/shear samples failed through the aluminum alloy/steel interface on aluminum alloy side at pin affected zone. The IMC layer as thin as 0.68 μm was found at interface of sleeve affected zone and seemed to be FeAl3. Zn-O rich zone was observed at interface on aluminum alloy side, where microfissures and segregation of Zn, O and Mg formed at the grain boundary. Based on the fracture analysis, it is assumed that the zinc and oxygen rich zone at the center of spot weld is the weakest part of joint. During tensile/shear test, the joints failed mainly through brittle fracture mode with intergranular fracture feature. According to the Zn distribution, the flow thermoplastic material in weld of Refill FSSW can be analyzed, and the spot weld can be distinguished as pin affected zone and sleeve affected zone.Key words: Aluminum Alloy; Steel; Refill Friction Stir Spot Welding; Mechanical Property; Microstructure目录摘要 (I)Abstract .................................................................................................................. I II 1绪论 (1)1.1课题研究的背景及意义 (1)1.2铝合金/钢异种金属焊接性分析 (4)1.3铝合金/钢异种金属焊接研究现状 (6)1.3.1熔钎焊 (6)1.3.2搅拌摩擦焊 (7)1.3.3搅拌摩擦点焊 (8)1.3.4回填式搅拌摩擦点焊 (10)1.4本文主要研究内容 (16)2实验方法及实验过程 (17)2.1焊接材料 (17)2.2试样尺寸 (18)2.3回填式搅拌摩擦点焊工艺 (19)2.4焊接工艺参数 (20)2.5检测方法及实验过程 (22)3铝合金/ST16钢回填式搅拌摩擦点焊研究 (25)3.1力学性能 (25)3.2微观组织 (27)3.3断口分析 (32)3.4实验结果及讨论 (35)3.5本章小结 (37)4铝合金/镀锌钢回填式搅拌摩擦点焊研究 (38)4.1力学性能 (38)4.2微观组织 (40)4.3断口分析 (46)4.4实验结果与讨论 (49)4.5本章小结 (52)铝合金/钢回填式搅拌摩擦点焊机理研究结论 (53)参考文献 (55)攻读硕士学位期间发表学术论文情况 (56)致谢 (57)1 绪论1.1 课题研究的背景及意义随着中国经济的繁荣,科学技术的发展和社会文明的进步,环境保护和可持续发展观念越来越受到人民的重视。
2AL2铝合金搅拌摩擦焊研究
2AL2铝合金搅拌摩擦焊研究【摘要】本文主要针对2AL2铝合金搅拌摩擦焊进行研究。
在介绍了研究背景、研究目的和研究意义。
接着在正文中分析了摩擦焊原理、2AL2铝合金特性、摩擦焊参数优化、微观组织分析以及力学性能测试。
结论部分总结了2AL2铝合金搅拌摩擦焊工艺的可行性,以及对提高铝合金连接强度的影响,并展望了未来的研究方向。
本研究有望为提高铝合金连接质量和强度提供重要参考,对于相关领域的研究和实践具有积极的指导意义。
【关键词】2AL2铝合金,搅拌摩擦焊,研究,摩擦焊原理,特性分析,参数优化,微观组织分析,力学性能测试,工艺可行性,连接强度,未来研究展望1. 引言1.1 研究背景摩擦焊是一种高效、环保的固态连接工艺,已被广泛应用于航空航天、汽车制造等领域。
在铝合金领域,由于其重量轻、导热性好等优点,受到了广泛关注。
2AL2铝合金是一种典型的轻型合金材料,具有良好的加工性能和机械性能,被广泛应用于航空航天和汽车制造领域。
传统铝合金焊接工艺存在熔化区、热影响区较大的缺点,使得焊接过程中易产生气孔、裂纹等缺陷,影响连接强度和耐腐蚀性能。
研究2AL2铝合金搅拌摩擦焊工艺,探究其在铝合金连接中的应用,具有重要的理论和应用价值。
本研究旨在通过对2AL2铝合金搅拌摩擦焊工艺的研究,分析其微观组织特征和力学性能,为提高铝合金连接强度提供参考依据,并探讨未来研究方向,推动铝合金搅拌摩擦焊工艺的进一步发展。
1.2 研究目的研究目的是探究2AL2铝合金搅拌摩擦焊的工艺特性和性能表现,进一步优化摩擦焊参数以提高连接质量和强度。
通过深入分析摩擦焊原理和铝合金特性,研究摩擦焊参数的优化对连接效果的影响,以及微观组织的形成和力学性能的变化。
通过实验测试和数据分析,验证2AL2铝合金搅拌摩擦焊工艺的可行性,并探讨其在提高铝合金连接强度方面的潜力。
最终,旨在为相关领域的工程应用提供依据和参考,为未来研究方向提供一定的借鉴和展望。
通过本研究,旨在促进铝合金搅拌摩擦焊技术的发展和应用,推动铝合金连接技术的提升和创新。
2024铝合金搅拌摩擦焊研究共3篇
2024铝合金搅拌摩擦焊研究共3篇2024铝合金搅拌摩擦焊研究12024铝合金搅拌摩擦焊研究摘要:随着机械制造行业的不断发展,越来越多的铝合金产品被广泛应用。
搅拌摩擦焊作为一种新兴的接合技术,具有与传统的接合技术相比更加显著的优势。
为了深入探究2024铝合金搅拌摩擦焊的焊接特性,本文开展了一系列实验,分析了焊接热影响区、焊缝组织结构等性能指标。
关键词:2024铝合金,搅拌摩擦焊,焊接特性,金相分析1、引言搅拌摩擦焊技术是一种新兴的固态接合技术,在汽车、航空航天、船舶制造等领域有着广泛的应用。
相较于传统的接合技术,搅拌摩擦焊具有焊接速度快、焊缝强度高、热影响区小等优势,因此备受关注。
其中,铝合金产品的制造领域,搅拌摩擦焊技术也得到了越来越广泛的应用。
2024铝合金是一种常用的高强度铝合金。
它有良好的耐腐蚀性、加工性和低密度等优点,被广泛应用于航空航天、船舶制造等领域。
因此,研究2024铝合金的搅拌摩擦焊技术,具有重要的现实意义和科学价值。
2、实验方法本实验采用了直径为10mm、厚度为2mm的2024铝合金板材作为实验材料。
在实验过程中,我们针对不同的搅拌头转速、焊接速度和夹紧力等参数,开展了一系列的实验测试。
通过实验得出了不同参数下,2024铝合金搅拌摩擦焊的焊接性能指标。
3、实验结果通过对实验结果的分析,我们得出了以下几个结论:(1)随着搅拌头转速的提高,搅拌时间会减少,焊接中的热影响区域也会缩小。
但是,如果转速太高,会导致合金材料的塑性变差,焊接强度反而会降低。
(2)增加焊接速度可以提高焊接效率,但是过快的焊接速度会导致焊缝表面燃烧和氧化,降低焊接强度。
(3)夹紧力对焊接强度的影响非常大。
夹紧力过小,会出现焊缝错位、拉伸断裂等问题,严重影响焊接质量。
夹紧力过大,会增加合金材料的塑性变形,进而影响焊接强度。
(4)通过金相显微镜的观察,我们发现焊接区域的金相组织结构非常致密,焊接区域的显微硬度与母材相近。
搅拌摩擦焊技术发展现状与趋势

究 及 应用技 术 开发 正全 面 系统展 开 。 工程科技领 域 中的创新源于 实践 ,搅拌摩擦焊是
一 项 技术工 程 化应 用与 技 术不 断 创 新 发展 相 辅 相成 的 典 型 例证 ,在 焊 接 科 学 技 术 应 用 发 展 史 上 具 有 里 程 碑 意 义 。 当前 国 内外 针 对 搅 拌 摩 擦 焊 连 接 机 理 、工 艺 技 术 、创新性技术方法 、专用装备开展了大量 的探索研究 和应用 技术 研 发 工 作 ,至今 已经 形 成 多 种 基 于 搅 拌 摩 擦 焊基 本原 理 的衍 生新 技 术方 法 ,如 搅 拌 摩擦 点 焊 、静 轴 肩搅 拌摩 擦 焊 、双 轴肩 搅 拌 摩擦 焊 、复合 热 源搅 拌 摩 擦 焊 、机器 人搅 拌摩 擦焊 等 。
在 国内 ,以中航工业北京航 空制 造工程研究所 为 代表的一些科研机构早在 1996年就开展了 FSW 探索 性 研究 工作 。2002年 ,北 京 航 空 制 造 工 程 研 究 所 与英 国焊接 研 究所 合 作 成 立 中 国搅 拌 摩 擦 焊 中心 ,从 此 搅 拌 摩擦 焊在 基础 理论 研究 、应 用技 术 研 发 、专 用 装备 和 工 业产 品 开发 制 造 等 领 域 都 得 到 了快 速 发 展 ,并 且 逐 渐在航天 、航空、船舶、电子能源等领 域得到工业化推 广应用 。目前 ,国内已先后有 30多家单位 (高等院校 、 企业、科研机构 )获得 了该项技术的专利使用权 ,在 国 家相关科研计划 的支持下 (如 国家科技 支撑计划 、自 然科学基金 、973计划 、o4重大专项等),专项的基础研
关键词 : 搅拌摩擦焊 搅拌摩擦点焊 静轴肩搅拌摩擦焊 双轴 肩搅拌摩 擦焊 中图分类号 : TG4
《2024年度3003铝合金搅拌摩擦焊组织与性能研究》范文

《3003铝合金搅拌摩擦焊组织与性能研究》篇一一、引言随着航空、航天及高速铁路等行业的快速发展,对轻质、高强度的金属材料需求日益增长。
3003铝合金作为一种常用的轻质合金材料,因其优良的塑形、抗腐蚀性能而受到广泛关注。
而搅拌摩擦焊作为一种新型的焊接技术,以其焊接质量高、工艺灵活性强等特点在金属材料加工领域得到了广泛应用。
本文旨在研究3003铝合金搅拌摩擦焊的组织与性能,为该技术的进一步应用提供理论支持。
二、实验材料与方法1. 材料准备实验所使用的材料为3003铝合金板,其厚度为XX毫米。
在焊前进行必要的表面处理,确保焊接质量。
2. 搅拌摩擦焊工艺采用先进的搅拌摩擦焊设备进行焊接,控制焊接过程中的转速、进给速度等参数,确保焊接质量。
3. 实验方法通过金相显微镜、扫描电镜等手段观察焊接接头的组织结构;利用硬度计、拉伸试验机等设备分析接头的力学性能。
三、搅拌摩擦焊的组织研究1. 焊缝形貌观察通过金相显微镜观察焊缝的形貌,发现焊缝区域分为热影响区、热力影响区及搅拌针作用区。
各区域的组织结构有明显差异。
2. 焊缝组织分析利用扫描电镜对焊缝组织进行观察分析,发现焊缝区域的组织结构由焊核区、热力影响区及基体区组成。
其中焊核区组织均匀致密,热力影响区出现了一定的晶粒细化现象。
四、性能研究1. 硬度分析通过硬度计测量发现,搅拌摩擦焊后的接头硬度分布均匀,无明显硬度降低区域。
与基体相比,焊核区的硬度略有提高。
2. 拉伸性能测试通过拉伸试验机对焊接接头进行拉伸测试,发现接头的抗拉强度和延伸率均达到或接近基体的水平,表明搅拌摩擦焊技术能够有效提高3003铝合金的连接强度。
五、结论通过对3003铝合金搅拌摩擦焊的组织与性能进行研究,得出以下结论:1. 搅拌摩擦焊技术能够有效地将3003铝合金连接在一起,形成均匀致密的焊缝结构。
2. 焊缝区域的组织结构由焊核区、热力影响区和基体区组成,其中焊核区组织均匀致密,热力影响区出现晶粒细化现象。
搅拌摩擦加工研究进展与展望

Appearances of specimens after tensile test at elevated temperature with strain rate of 5×10−4 s−1: (a) BM; (b) FSP
14
3 搅拌摩擦加工(FSP)展望
非正常晶粒长大机制
Charit 等对Al-Zn-Mg-Sc合金FSP后,材料在390℃以上的搅拌区存在微观结构不稳定 即非正常晶粒长大,超塑性受到很大影响。Ma等对Al-Mg-Zr铝合金FSP加工后,并 没有发生AGG。对AGG的影响因素及其产生机制还有待深入研究。
8
2 搅拌摩擦加工(FSP)研究
搅拌针形状
螺纹销具有固有的垂直物料运动特性
(a)圆柱销; (b)方针; (c)螺纹销
9
2 搅拌摩擦加工(FSP)研究
FSP 碳纳米管增强铝基复合材料*
FSP加工纯铝和碳纳米管-铝基复合材料晶粒对比
为了制备晶粒细小、组织均匀的复 合材料, 提高材料的力学性能 , 用搅 拌摩擦加工法制备碳纳米管增强铝基复 合材料。
FSP加工后的7075-T651铝合金晶粒<3.8μm
13
2 搅拌摩擦加工(FSP)研究
铸造镁合金相比,AZ31变形镁 合金具有更高的强度、更好的 塑性,具有较高的抗振能力和 吸热性能。
AZ31镁合金 平均晶粒大小:
92.0μm→11.4μm 温度723K,应变速率5×10-4
s-1时,1050% 高温超塑性
研究表明多次搅拌摩擦加工可以使 搅拌摩擦中心区晶粒细小, 碳纳米管的 分散较均匀, 碳纳米管和基体之间结合 良好。
碳纳米管的含量对复合材料的拉伸 性能具有重要的影响。
* 赵霞,柯黎明,徐卫平,刘鸽平.搅拌摩擦加工法制备碳纳米管增强铝基复合材料[J].复合材料学报,2011,28(02):185-190.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回填式搅拌摩擦点焊的研究进展作者:石瑶岳玉梅吕赞来源:《机械制造文摘·焊接分册》2017年第06期摘要:回填式搅拌摩擦点焊技术(RFSSW)是一种新型的固相点焊技术,它既拥有与搅拌摩擦焊(FSW)相同的效率高、能耗少、易操作和污染少等优点,又可消除匙孔,因此在航空、航天和汽车制造领域中有着广阔的应用前景。
自发明以来,回填式搅拌摩擦点焊技术已被应用于各种铝合金、镁合金以及异种材料的焊接。
文中综述了回填式搅拌摩擦点焊的研究进展,主要涉及回填式搅拌摩擦点焊的基本原理以及回填式搅拌摩擦点焊接头常见的缺陷、显微组织、力学性能,以及同、异种材料的回填式搅拌摩擦点焊工艺等内容,可对实际工程应用中提高回填式搅拌摩擦点焊接头性能以及合理选择回填式搅拌摩擦点焊工艺参数提供一定的借鉴作用。
关键词:回填式搅拌摩擦点焊;匙孔;铝合金;显微组织;力学性能中图分类号: TG453Abstract: Refill friction stir spot welding (RFSSW) is a new solid state spot joining technology. It not only owns the advantages of high efficiency, low energy consumption, easy operation and low contamination like friction stir welding (FSW), but also can eliminate the keyhole. Hence RFSSW has wide application prospect in aerospace and automobile fields. Since invention, RFSSW has been used to join all kinds of aluminum alloys, magnesium alloys and dissimilar alloys. This paper introduces the research situation of RFSSW, including principle,common defects, microstructure, mechanical properties, similar and dissimilar RFSSW process. This paper helps to improve joint mechanical properties and choosing appropriate welding parameters in actual engineering applications.Key words: refill friction stir spot welding; keyhole; aluminum alloy; microstructure;mechanical properties0前言铝合金因其较高的比强度、较小的密度和良好的耐腐蚀性等优点而被越来越广泛地使用。
实际应用中各结构件的复杂性使得铝合金的连接成为一个不可避免的问题[1-2]。
然而,传统熔焊方法因铝合金的熔化而常在接头中形成热裂纹、气孔、夹渣、较大残余应力等缺陷使得其不适用与铝及其合金的焊接[3]。
搅拌摩擦焊(Friction Stir Welding, FSW)是英国焊接研究所于1991年发明的一种固相连接技术,其焊接过程中温度峰值一般不超过材料的熔点,因此可避免绝大多数因材料熔化所导致的缺陷,非常适用于铝合金的焊接。
到目前为止,搅拌摩擦焊接头已成功应用于实际生产中[4]。
作为搅拌摩擦焊的一个重要分支,搅拌摩擦点焊(Friction Stir Spot Welding, FSSW)相对于传统电阻点焊和铆接亦有着很大优势,其典型的应用实例为Mazda公司于2003年在RX-8跑车的后车门上使用搅拌摩擦点焊接头[5]。
据Mazda公司报道,相比于电阻点焊,使用搅拌摩擦点焊生产一个接头可节省约99%的能量且接头的性能更高。
然而,搅拌摩擦点焊过程一个不可避免的缺陷即是其接头中心的匙孔。
匙孔是由于焊接结束后搅拌针的回抽形成的,使用常规搅拌摩擦点焊技术无法消除[6]。
匙孔的存在使得保护漆很难到达其底部,降低接头的抗腐蚀性;此外,在接头受力时匙孔会造成很大的应力集中,严重影响接头的性能[7]。
回填式搅拌摩擦点焊(Refill Friction Stir Spot Welding, RFSSW)技术是德国GKSS中心于2002年发明的一种新的点焊技术,其使用更为复杂的搅拌头结构和组件运动方式,可消除匙孔缺陷[8]。
回填式搅拌摩擦点焊过程所使用的搅拌头主要由不旋转的压紧环,旋转的套筒和搅拌针组成。
本文主要从回填式搅拌摩擦点焊过程的基本原理,接头常见的缺陷、显微组织和力学性能等内容进行介绍,可对实际工程应用中如何避免回填式搅拌摩擦点焊接头缺陷、提高性能以及合理选择回填式搅拌摩擦点焊工艺参数提供一定的借鉴作用。
1回填式搅拌摩擦点焊过程的基本原理回填式搅拌摩擦点焊的搅拌头由三部分组成[9],分别为压紧环、套筒和搅拌针,如图1所示。
压紧环不旋转,其主要作用有两个,一是压紧待焊板材,二是防止塑性材料的溢出。
作为搅拌材料的主要组件,套筒和搅拌针的外壁一般带有螺纹以增强焊接过程中的材料流动(见图1)。
三组件采用间隙配合,以避免各组件之间的直接接触进而摩擦生热。
对回填式搅拌摩擦点焊来说,根据其搅拌头组件的运动方式不同,可分为套筒下扎式回填式搅拌摩擦点焊和搅拌针下扎式回填式搅拌摩擦点焊,如图2所示[10],二者的主要区别为焊接过程中作为主要搅拌工具的组件不同。
在焊接过程中的第二阶段,套筒下扎式回填式搅拌摩擦点焊的套筒扎入板材,同时搅拌针回抽,二者的相互运动会在套筒内部形成一空腔以储存因套筒下扎而挤压移动的材料。
同样,在搅拌针下扎回填式搅拌摩擦点焊中,搅拌针作为主要下扎元素。
回填式搅拌摩擦点焊(以套筒下扎式为例)过程主要可分为几步骤。
(1)摩擦生热。
焊接开始时,搅拌头压在试板表面,将试板紧固在工作台上。
套筒和搅拌针开始同向同步旋转,与待焊材料摩擦并产生摩擦热进而软化材料至塑性状态。
(2)套筒下扎,搅拌针回抽。
搅拌针回抽留下空腔,套筒下扎挤压塑性材料填入搅拌针回抽所留下的空腔。
(3)套筒回抽,搅拌针下压。
当套筒下压至一定深度时,套筒和搅拌针则变换垂直运动方向。
此时套筒回抽,搅拌针下压挤压塑性材料以填充套筒所留下的空腔。
(4)形成焊点。
当套筒和搅拌针分别回到试板的上表面时,二者仍需在焊点表面停留一定时间并保持旋转,以得到表面成形良好的焊点。
据文献报道[10],套筒下扎式回填式搅拌摩擦点焊可获得焊点面积更大的接头,但其在下扎过程中需要更大的下压力。
因为套筒下扎回填式搅拌摩擦点焊接头的性能更高,所以在实际应用中,广大学者一般使用套筒下扎式回填式搅拌摩擦点焊。
2回填式搅拌摩擦点焊接头的常见缺陷对常规搅拌摩擦焊来讲,其接头表面易形成飞边、弧纹和沟槽等缺陷。
通常来讲,飞边和弧纹是搅拌摩擦焊接头的固有缺陷,不可以仅通过改变焊接工艺参数加以消除,近几年新兴起的静止轴肩搅拌摩擦焊可有效避免飞边和弧纹[11]。
沟槽通常是由于焊接过程中的热输入不足所造成,通过提高转速或降低焊速则可以避免。
对于回填式搅拌摩擦点焊来讲,由于焊接过程中不存在搅拌头的平移,因此不存在弧纹缺陷。
图3所示为回填式搅拌摩擦点焊接头表面易出现的几个缺陷[5]。
飞边缺陷在回填式搅拌摩擦点焊接头中较为常见,其形成原因主要是套筒和压紧环之间的间隙配合不当。
凹槽缺陷形成的主要原因是焊接过程中的材料损失。
虽然绝大部分被挤压的材料会在焊接结束时被回填至接头内部,但一小部分材料仍会被‘困’在各组件的间隙中或搅拌针和套筒的螺纹槽中,因此回填式搅拌摩擦点焊的材料也不是完全的回填。
Zhao 等人[12]研究成果指出,焊接结束后搅拌针和套筒同时下压0.2 mm,可有效解决凹槽缺陷带来的问题。
接头表面的材料粘连缺陷会影响接头的美观,其主要和焊接过程中的热输入和材料本身的性质有关,主要避免措施为焊接结束时稍增加热量以降低材料的粘度。
回填式搅拌摩擦点焊过程的内部缺陷也多种多样,且各缺陷的形成原因较为复杂。
常见的内部缺陷有未充分回填、孔洞、热裂纹、连接韧带和钩状缺陷等。
图4所示为常见的未充分回填缺陷[13],其主要出现在套筒回抽路径接近焊点表面处。
Xu等人[14]的研究结果表明,在焊接过程结束时对套筒和搅拌针同时施加一向下的位移,可成功消除未充分回填缺陷。
图5所示为孔洞缺陷[14],其一般出现在套筒最大下压处的位置。
Shen等人[15]将孔洞缺陷归因于热输入不足而导致的材料流动性较差,并通过增加焊接时间减小孔洞缺陷。
与图4中的未充分回填缺陷一样,热裂纹缺陷易出现在套筒回抽路径靠近接头表面的位置(图6)。
岳玉梅等人[16]将热裂纹缺陷归因于套筒回抽路径处较弱的原子扩散作用和焊后较大的热残余应力。
许多铝合金表面包围一纯铝层以实现对内部合金的保护。
而此包铝层在回填式搅拌摩擦点焊过程中不会被充分打碎并与母材相互混合,其在焊后往往会停留在原始搭接面处呈中间厚、两侧薄的弯曲形貌,此包铝层被称为连接韧带[17-18]。
因为由纯铝组成,连接韧带的强度往往较低,是回填式搅拌摩擦点焊接头的薄弱区域(图7)。
与传统搭接接头相同,钩状缺陷由原始搭接面的弯曲形成(图8)。
钩状缺陷的存在会大大降低接头的有效承载厚度,从而降低接头性能[19]。
3回填式搅拌摩擦点焊接头的组织和性能与传统FSW接头相似,回填式搅拌摩擦点焊接头的力学性能很大程度上取决于其显微组织。
自回填式搅拌摩擦点焊发明以来,许多学者对其接头的典型区域的微观组织形貌进行研究。
Shen等人[15]研究了7075-T6铝合金回填式搅拌摩擦点焊接头的组织与性能,结果发现接头的焊核区存在两个明显不同的区域,如图9所示。
Li等人[5]以搅动材料的主要因素不同将其两区域分别称为套筒作用区(Shoulder Affected Zone, SAZ)和搅拌针作用区(Pin Affected Zone, PAZ)。
除此之外,Shen等人[15]还发现7075-T6的组织沿板材厚度方向也明显不同。
接头的其余部分组织,如热机影响区、热影响区和母材区等,其组织形态和常规FSW接头无明显不同,此处不作过多陈述。
对于常规FSW接头来说,焊接过程中受到较大的摩擦热使得焊核区强化相溶解,因此硬度值往往会降低。
而对于回填式搅拌摩擦点焊来说,虽然其受热方式与FSW相类似,但其焊接结束阶段搅拌头的特殊运动方式对焊核区材料起到一明显的挤压作用。