基于PLC多种液体自动化混合控制系统设计
两种液体混合装置PLC控制系统设计
.摘要S7-200 是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。
S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。
因此S7-200系列具有极高的性能价格比。
本系统使用S7-200PLC实现了对液体混合装置的自动控制要求。
同时控制系统利用仿真设备不仅能满足两种液体混合的功能,而且可以扩展其功能满足多种液体混合系统的功能。
提出了一种基于PLC 的多种液体混合控制系统设计思路, 提高了液体混合生产线的自动化程度和生产效率。
文中详细介绍了系统的硬件设计、软件设计。
其中硬件设计包液体混合装置的电路框图、输入/输出的分配表及外部接线;软件设计包括系统控制的梯形图、指令表及工作过程。
在本装置设计中,液面传感器和电阀门以及搅动电机采用相应的钮子开关和发光二极管来模拟,另外还借助外围元件来完成本装置。
整个程序采用结构化的设计方法, 具有调试方便, 维护简单, 移植性好的优点.关键词:PLC ;液体混合装置;程序目录1 液体混合装置控制系统设计任务 (2)1.1课程设计的目的 (2)1.2设计内容及要实现的目标 (2)2 系统总体方案设计 (3)2.1系统硬件配置及组成原理 (3)2.2系统接线图设计 (3)3 控制系统设计 (4)3.1估算 (4)3.2硬件电路设计 (4)3.3选型 (6)3.4分配表设计 (6)3.5外部接线图设计 (7)3.6控制程序流程图设计 (8)3.7控制程序设计 (8)3.8创新设计内容 (10)4 系统调试及结果分析 (11)4.1系统调试 (11)4.2结果分析 (11)总结 (12)致谢 (13)参考文献 (14)1 液体混合装置控制系统设计任务1.1课程设计的目的在工艺加工最初,把多种原料再合适的时间和条件下进行需要的加工以得到产品一直都是在人监控或操作下进行的,在后来多用继电器系统对顺序或逻辑的操作过程进行自动化操作,但是现在随着时代的发展,这些方式已经不能满足工业生产的实际需要。
基于PLC的多种液体混合控制系统设计演示
Network 11
M0.4
Network 12
Q0.0
Network 13
T37
Network 14
Q0.0
M0.4
P
()
Q0.3
(R)
1
Q0.0
(S)
1
T37
IN
TON
+600 PT 100ms
Q0.0
(R) 1
M0.5
N
()
Network 6 I0.4 P
Network 7
M0.2
Network 8 I0.5 P
完成系统的两个工作循环:第一工作循环,主要验证
系统启动运行后各控制设备与被控设备动作之间的连
续性及关联性,同时验证系统在完成本次工作循环后
能够自动进入下一循环以及组态画面在整个过程中的
同步性;第二工作循环,主要验证在此工作循环完成
之前按下停止按钮后,系统还能够按正常工作次序及
要求完成本循环剩余工作后才停止运行,同时也验证
组态画面的同步性。
PPT学习交流
12
PPT学习交流
13
PPT学习交流
14
PPT学习交流
15
PPT学习交流
16
PPT学习交流
17
• 设计总结
经过将近两个月的时间完成设计任务,设 计结果通过多次运行调试后,已符合设计任务 要求。
设计中可能还存在一些不足,但我从中得 到了一次很好的锻炼。
PPT学习交流
Network 9
M0.3
M0.2
()
Q0.1
( R)
1
Q0.2
( S) 1
M0.3
()
Q0.2
毕业设计 多种液体混合PLC控制系统设计报告

(一)课程设计的背景随着科学技术的猛速发展,自动控制技术在人类活动的各个领域中应用越来越广泛。
在炼油、化工、制药等行业中,多种液体混合是必不可少的程序,而且也是其生产过程中十分重要的组成部分。
设计的多种液体混合装置利用可编程控制器可以实现在混合过程中进行精确控制,提高了液体混合比例的稳定性、运行稳定、自动化程度高,适合工业生产的需要。
(二)课程设计的目的及意义在工艺加工最初,把多种原料在合适的时间和条件下进行所需要的加工以得到产品一直都是在人监控或操作下进行的,在后来多用继电器系统对顺序或逻辑的操作过程进行自动化操作,但是随着时代的发展,这些方式已经不能满足工业生产的实际需要。
实际生产中需要更精确、更便捷的控制装置。
随着科学技术的日新月异,自动化程度要求越来越高,原来的液体混合装置远远不能满足当前自动化的需要。
可编程控制器液体自动混合系统集成自动控制技术,计量技术,传感器技术与机电一体化装置。
充分吸收了分散式控制系统和集中控制系统的优点。
采用标准化、模块化、系统化设计,配置灵活、组态方便。
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
他采用可以编制程序的储存器用来在其内部储存执行逻辑运算、顺序运算、计时、计数和算数运算等操作的指令,并能通过数字式或模拟式的输入和输出控制各种类型的机械或生产过程。
有以下主要特点:1)使用灵活,通用性强2)可靠性高,抗干扰能力强3)接口简单、维护方便4)体积小、功耗少、性价比高5)编程简单容易掌握6)设计施工调试周期短所以根据多种液体自动混合系统的要求与特点,我们采用PLC作为我们的控制系统。
可编程控制器指令丰富,可以接各种输出、输入扩充设备,有丰富的特殊扩展设备,其中的模拟输入设备和通信设备是系统所必需的,能够方便地联网通信。
本系统就是应用可编程序控制器PLC对多种液体自动混合实现控制。
(三)课程设计的内容实现基于S7-200多种液体混合控制系统设计。
基于PLC多种液体混合控制系统

目录摘要 (II)ABSTRACT (III)第一章概述 (1)1.1 课题内容 (1)1.1.1 选题的目的 (1)1.1.2 课题设计的意义 (1)1.1.3 课题设计方案 (1)1.2PLC的简介 (1)1.2.1PLC的特点 (2)1.2.2西门子S7-200PLC (2)第二章系统硬件设计 (3)2.1 系统控制要求 (3)2.2 硬件设计 (4)2.2.1PLC机型的选择 (4)2.2.2 混合装置的基本组成 (5)2.2.3 液体混合装置运行流程分析 (5)2.2.4 液体混合装置电气原理图 (6)2.2.5 PLC I/O点分配及外部硬件接线图 (7)第三章系统软件程序设计 (9)3.1 PLC的编程要求和编程方法 (9)3.1.1 编程要求 (9)3.1.2 编程方法 (10)3.2STEP7-Micro/WIN32编程软件介绍 (10)3.2.1STEP7-Micro/WIN32编程软件 (10)3.2.2STEP7-Micro/WIN32编程软件的主要功能 (11)3.3 液体混合系统运行流程图 (13)3.4PLC程序设计 (15)3.4.1 内部继电器说明 (15)3.4.2梯形图 (15)3.4.3指令表 (18)第四章组态软件的应用 (21)4.1 组态软件的介绍 (21)4.1.1 组态软件的发展 (21)4.1.2 组态软件的功能特点发展方向 (22)4.2 组态王软件 (25)4.2.1组态王6.53软件简介 (25)4.2.2 组态王6.53在设计中的应用 (28)第五章系统调试 (34)5.1 连接设置 (34)5.2 运行调试 (35)总结 (39)辞谢 (40)参考文献 (41)外文资料译文 (42)摘要在上世纪60年代末PLC的出现,便以其独特的优点得到迅速地发展和普及,并在冶金、机械、纺织、轻工、化工等众多行业中取代了传统的继电器控制。
掌握可编程序控制器的工作原理,具备设计、调试和维护可编程序控制器控制系统的能力,已经成为现代工业对电气技术人员和相关工科学生的基本要求。
PLC多种液体自动混合控制系统设计
****专科生课程设计报告题目多种液体自动混合控制系统设计课程电气控制及可编程控制器专业电气工程及其自动化班级电气21131学号 2010113141 2010113145 2010113 姓名王喆杨杰田东升指导老师完成日期 2013年 6月目录1.1 课程题目 (1)1.2 设计目的及要求 (1)1。
3 原始资料 (1)1。
4 课题要求 (1)1.5 日程安排 (2)1.2 主要参考书 (2)2 器件选择 (3)2。
1 总体结构 (3)2。
2 具体器件的选择 (3)2.2.1液位传感器的选择 (3)2。
2。
2温度传感器的选择......................................................。
. (4)2.2。
3 搅拌电动机的选择...................................................。
(4)2.2。
4 电磁阀的选择............................................................。
(5)2。
2.5 接触器的选择 (5)2。
2.6 热继电器的选择.........................................................。
(6)3 程序设计..............................................................................。
(7)3.1 总体设计思路…………………………………………………….……。
73。
2 PLC输入输出口分配……………………………………。
…….………。
83.3 主电路设计 (9)3。
4 液体混合装置的输入输出接线图...........................................。
9 3。
5 液体混合装置的梯形图. (11)4 安装、接线及系统联合测试 (13)5 后期工作 (13)7 参考文献 (14)1。
基于PLC的多种液体控制系统设计
届本科毕业论文(设计)论文题目:基于PLC的多种液体混合控制系统设计学生姓名:所在院系:机电学院所学专业:机电导师姓名:完成时间:年月日摘要本文所介绍的多种液体混合控制系统是一种适用于工业环境下的新型通用自动控制装臵。
在本设计中采用了日本松下公司FP1系列AFP可编程控制器,以三种液体的混合控制为例,将三种液体按一定比例进行混合,加热到特定温度后进行搅拌,待搅拌均匀后从容器中流出,并实现整个控制系统的自动循环控制。
在控制系统中通过程序中的液位传感器控制液体流量,温度传感器控制混合液体的温度,实现了对液体混合装臵的控制。
在设计中具体完成了PLC硬件设计和软件编程,并通过系统调试,达到自动混合液体的目的,提高了液体混合生产的自动化程度和生产效率,可以用于工业上液体混合及后期加工等,基本适合于工业生产要求,其便于维修和保养。
关键词:多种液体,混合装臵,自动控制The Design of Multi-Liquid Mixing Control System based on PLCAbstractThis text is introducing at Counts Various Liquids Automatic to mix with PLC.The control system is a kind of new in general use automatic control device that be applicable to the industry environment,which uses FP1 serise model AFP12417 PLC made by Panasoic of japan to complete the control of the device that used to mix the liquid.The design of the liquid mixture in three control as an example,is to a certain proportion by the three liquid mixture,strirring after the motor to reach a certain temperature can be mixed contains of liquid output,and form a ctcle.It through the process liquid level sensor to control liquid flux,have finished the hardware design of PLC and software programming,and debugged and tested the whole system.In conclusion,the device is capable of mixing the liquid automaticallly.The menthod improve the automation atandard of the liquid production line and productivity.It can used for the liquid on the industry mixs with and the post-process and so on,basic suitable for the industry produces the request,easy operation,repair and maintenance.Keywords: Variety Of Liquid,Mixed Devices,Automatic Control目录1绪论 (1)2总体方案设计 (6)2.1方案设计 (6)2.2 控制方案介绍 (6)3硬件电路设计 (8)3.1 总体结构 (8)3.2 液位传感器的选择 (10)3.3 温度传感器的选择 (11)3.4 搅拌电机的选择 (13)3.4.1电动机主电路 (13)3.4.2计算搅拌器的理论功率 (14)3.4.3 选用电动机 (14)3.5 电磁阀的选择 (15)3.6 接触器的选用 (16)3.7 热继电器的选择 (16)3.8 熔断器的选择 (17)3.9 PLC的选择 (17)3.10 PLC输入输出口的分配 (18)3.11 液体混合装臵输入/输出装臵接线图 (18)4 软件电路设计 (18)4.1 程序框图 (18)4.2 控制程序梯形图 (21)4.3 语句表 (21)5系统常见故障分析及维护 (22)5.1 系统故障的概念 (23)5.2 系统故障分析及处理 (23)5.2.1 PLC故障分析 (23)5.2.2 PLC控制系统故障分布和分层排除 (24)5.3 系统抗干扰性的分析与维护 (25)5.3.1 干扰源及一般分类 (25)5.3.2 PLC系统中干扰的主要来源及途径 (25)5.3.3 主要抗干扰措施 (26)6 结束语 (27)致谢 (27)参考文献 (28)1绪论多种液体混合是将多种液体按照先后顺序,按照一定比例,加热到预定的温度然后进行混合。
多种液体混合的PLC控制(共7页).doc
目录一、背景与意义 (1)二、任务导入 (1)1、装置示意图 (2)2、装置说明 (2)3、控制要求 (2)三、任务实施 (3)1、I/O分配 (3)2、P L C外部硬件接线图 (3)3、顺序功能图 (4)4、梯形图设计 (4)四、课程设计总结 (5)五、参考文献 (6)一、背景与意义随着科学技术的猛速发展,自动控制技术在人类活动的各个领域中的应用越来越广泛。
在炼油、化工、制药等行业中,多种液体混合是必不可少的程序,而且也是其生产过程中十分重要的组成部分。
但由于这些行业中多为易燃易爆、有毒有腐蚀性的介质,以致现场工作环境十分恶劣,不适合人工现场操作。
另外,生产要求该系统要具有配料精确、控制可靠等特点,这也是人工操作和半自动化控制所难以实现的。
所以为了帮助相关行业,特别是其中的中小型企业实现多种液体自动混合,就是摆在我们眼前的一大课题。
随着计算机技术的发展,对原有液体混合装置进行技术改造后,设计出多种液体混合装置,可编程控制器在混合过程中控制精确,运行稳定、自动化程度高,适合工业生产的需要。
可编程控制器多种液体自动混合控制系统的特点:①可自动工作②控制的单周期运行方式;③由传感器送入设定的参数实现自动控制;④启动后就能自动完成一个周期的工作,并循环。
本系统采用PLC是基于以下两个原因:①PLC具有很高的可靠性,通常的平均无故障时间都在30万小时以上;②编程能力强,可以将模糊化、模糊决策和解模糊都方便地用软件来实现。
根据多种液体自动混合系统的要求与特点,我们采用的PLC具有小型化、高速度、高性能等特点,可编程控制器指令丰富,可以接各种输出、输入扩充设备,有丰富的特殊扩展设备,其中的模拟输入设备和通信设备是系统所必需的,能够方便地联网通信。
本系统就是应用可编程序控制器(PLC)对多种液体自动混合实现控制。
二、任务导入1、装置示意图如图1所示图1 装置示意图2、装置说明①L1、L2、L3分别为高水位、中水位和低水位液位传感器,被液体淹没时为ON。
基于PLC多种液体自动化混合控制系统毕业设计

1.3.2国内外应用领域概况1
第2章液体混合控制方案3
2.1 PLC工艺流程概况3
2.2 PLC的I/O点表4
2.3硬件选型5
2.4调节阀5
2.5变送器6
2.6 SIMATIC S7-300软件7
2.6.1SIMATIC S7-300的用途7
2.6.2 SIMATIC S7-300的特点7
Design liquid mix control system need that its actcontinuousand all devices’relevanceeach other. For different state and controlcorrespondingoutput so that achieve a control cycle from join the first liquid complete mixing liquid. The design mainlyintroduceandexplainthe making process, whichbasedon liquid mixing control system, including hardwarecomponentand software choose (design scheme, flow, request,ladder-diagram,external connection). This design used s7-300PLC, which isproducedSiemens', and PC used Winccconfigurationsoftware, then designconfigurationenvironmentof liquid mixing control system.Operatorscandirectlysuperviseand controlconditionof PLC, and they canchangesystem’parametersin the Wincc so thatimprovethe system efficiency.
基于PLC的多种液体混合控制
东北石油大学课程设计2017年 10月 20日东北石油大学课程设计任务书课程PLC控制系统课程设计题目基于PLC的多种液体混合控制专业自动化姓名王福鹏学号140601140319控制要求:本系统由软PLC控制器、自动化控制软件平台等组成,设计出三种液体混合加热,四种液体混合自动计数自动清零、手动清零的控制程序。
主要内容包括:1. 设计出硬件系统的结构图、接线图、时序图等;2. 系统有启动、停止功能;3. 运用功能指令设计出PLC控制程序,并有主程序、子程序和中断程序;4. 设计出上位监控系统;5. 程序结构与控制功能自行创新设计;6. 进行系统调试,实现多种液体混合控制功能。
参考文献:[1] 王祥群,高精度灌装生产线中的自动化技术应用[J],包装与食品机械2004[2] 秦让,PLC在纯净水灌装设备中的应用[J],给水排水,2000[3] 王事成、李玉成等,PLC在啤酒灌装压盖机上的应用[J],包装工程,2000[4] 张成,全自动液体灌装机.,机电一体化,2003[5] 吴东海,电器控制与PLC应用,化学工业出版社,2005完成期限2017.10.9~2017.10.20指导教师专业负责人2017年 9月 29日目录第1章多种液体混合灌装机控制系统设计 (2)1.1 方案设计 (2)1.2 方案的介绍 (3)第2章硬件电路设计 (5)2.1 总体结构 (5)2.2 液位传感器的选择 (6)2.3 搅拌电机的选择 (7)2.4 接触器的选择 (7)2.5 热继电器的选择 (8)2.6 电磁阀的选择 (8)2.7 PLC的选择 (9)2.8 PLC输入、输出口分配 (11)2.9 液体混合装置输入/输出接线 (12)第3章系统常见故障分析及维护 (15)3.1系统故障的概念 (15)3.2 系统故障分析及处理 (15)3.3 系统抗干扰性的分析和维护 (17)第4章软件电路设计 (19)4.1程序框图 (19)4.2 根据控制要求和I/O地址编制的控制梯形图 (20)第5章课程设计心得 (23)参考文献 (24)第1章多种液体混合灌装机控制系统设计1.1 方案设计对于本课题来说,如果液体混合系统部分是一个较大规模工业控制系统的改造升级,新控制装置需要根据企业设备和工艺现状来构成并需尽可能的利用旧系统中的元器件。
基于PLC的多种液体混合控制系统设计

工艺与技术2020年第3期127基于PLC的多种液体混合控制系统设计钱 巍(鹤壁职业技术学院,河南 鹤壁 458030)摘 要:液体混合控制被广泛应用于食品、化工、制药、炼油等行业中,传统的继电器-接触器控制自动化程度低,控制过程可靠性差。
随着科技的进步,PLC控制技术应运而生,由于其结构简单,程序语言易学,工作可靠性高且维护简便,迅速在工业控制中得到普及。
文章基于西门子PLC设计了一种多种液体混合控制系统,并通过亚龙实训模块对程序设计进行了验证,该设计可应用于实际生产,提高工作效率。
关键词:PLC;液体混合;程序设计中图分类号:TP273 文献标志码:A 文章编号:2096-3092(2020)03-0127-02多种液体混合是食品、药品、化工和炼油等行业必不可少的环节[1],多种液体自动混合装置是一种取代人工操作,通过机械控制原料配比,并进行搅拌和加热等的自动生产设备[2]。
传统的继电器-接触器控制,控制可靠性差,自动化程度低。
PLC是一种为工业环境下应用而设计的计算机,它能够通过用户编写的程序实现控制,并且具有数据处理的功能。
由于编程语言简单、容易维护且工作可靠性高,被广泛应用于各种工业控制系统中[3]。
本文采用西门子S7-200 CPU 226CN 型PLC,设计了一种多种液体混合监控系统。
1 设计要求多种液体混合控制系统原理图如图1所示。
据输入输出,编制I/O地址分配表,如表1所示。
根据I/O 地址分配表,PLC外部接线图如图2所示。
图1 多种液体混合控制系统原理图表1 I/O地址分配表图2 PLC外部接线图该控制系统可以满足三种液体混合,具体控制要求如下。
(1)初始状态,容器为空,电磁阀Y1、Y2、Y3、Y4和搅拌机M以及加热器E均为OFF,液面传感器L1、L2、L3和温度传感器T均为OFF。
(2)混合操作过程:按下启动按钮,电磁阀Y1得电,液体A流入容器,当液面高度达到L2时,关闭电磁阀Y1,液体A停止注入;同时,电磁阀Y2和Y3得电,注入液体B和C,当液面升至L1时,关闭电磁阀Y2和Y3,液体B和C停止注入;然后开启搅拌电动机M,搅拌10s,停止搅拌,启动加热器E 加热,当温度达到设定值时,停止加热,同时电磁阀Y4得电放出混合液体,至液面高度降为L3时,在经5s延时,液体可以全部放完,这时电磁阀Y4关闭,电磁阀Y1得电,又开始下一周期的操作。
欧姆龙PLC多种液体自动混合控制系统设计(完整篇)
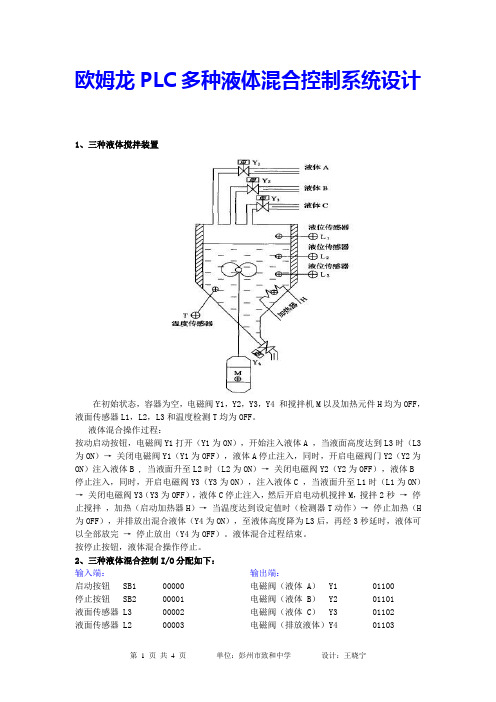
欧姆龙PLC多种液体混合控制系统设计1、三种液体搅拌装置在初始状态,容器为空,电磁阀Y1,Y2,Y3,Y4 和搅拌机M以及加热元件H均为OFF,液面传感器L1,L2,L3和温度检测T均为OFF。
液体混合操作过程:按动启动按钮,电磁阀Y1打开(Y1为ON),开始注入液体A ,当液面高度达到L3时(L3为ON)→关闭电磁阀Y1(Y1为OFF),液体A停止注入,同时,开启电磁阀门Y2(Y2为ON)注入液体B , 当液面升至L2时(L2为ON)→关闭电磁阀Y2(Y2为OFF),液体B停止注入,同时,开启电磁阀Y3(Y3为ON),注入液体C ,当液面升至L1时(L1为ON)→关闭电磁阀Y3(Y3为OFF),液体C停止注入,然后开启电动机搅拌M,搅拌2秒→停止搅拌,加热(启动加热器H)→当温度达到设定值时(检测器T动作)→停止加热(H 为OFF),并排放出混合液体(Y4为ON),至液体高度降为L3后,再经3秒延时,液体可以全部放完→停止放出(Y4为OFF)。
液体混合过程结束。
按停止按钮,液体混合操作停止。
2、三种液体混合控制I/O分配如下:输入端:输出端:启动按钮 SB1 00000 电磁阀(液体 A) Y1 01100停止按钮 SB2 00001 电磁阀(液体 B) Y2 01101液面传感器 L3 00002 电磁阀(液体 C) Y3 01102液面传感器 L2 00003 电磁阀(排放液体)Y4 01103液面传感器 L1 00004 电动机 M 01104温度传感器 T 00005 加热器 H 011053、接线图:4、梯形图:欧姆龙PLC多种液体混合控制系统语句表LD 200.06OR 0.00OR 11.00 ANDNOT 200.00 OUT 11.00LD 0.02DIFU(13) 200.00 LD 200.00OR 11.01 ANDNOT 200.01 OUT 11.01LD 0.03DIFU(13) 200.01 LD 200.01OR 11.02 ANDNOT 200.02 OUT 11.02LD 0.04DIFU(13) 200.02 LD 200.02OR 11.04 ANDNOT TIM000 OUT 11.04TIM 000 #20LD TIM000OR 11.05 ANDNOT 200.03 OUT 11.05LD 0.05DIFU(13) 200.03 LD 200.03OR 11.03 ANDNOT TIM001 OUT 11.03LD 0.02DIFD(14) 200.04 LD 200.04OR 200.05 ANDNOT TIM001 OUT 200.05TIM 001 #30LD TIM001OR 200.06 ANDNOT 200.07 ANDNOT 200.00 OUT 200.06LD 0.01OR 200.07 ANDNOT 0.00 OUT 200.07。
基于PLC的多种液体混合控制系统设计

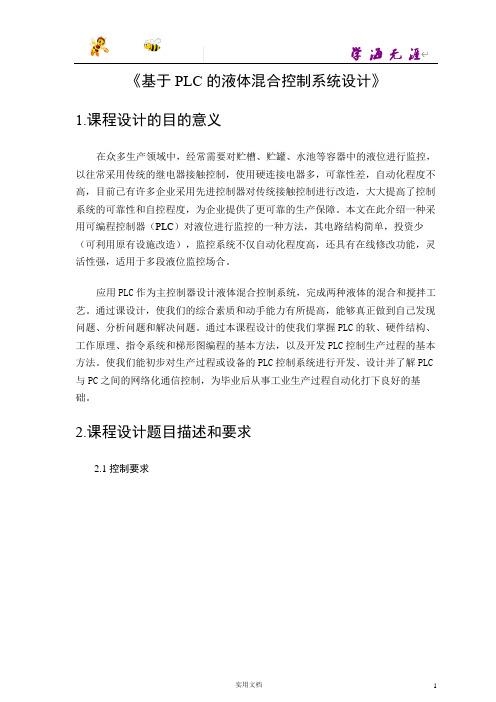
(2) 通 过 外 部 的 按 钮 SB1 进 行 系 统 启 动。当系统启动后,首先将电磁阀 YV1 打开, 液体 A 进行输入,当容器中的液位达到 SL2 处,将关闭电磁阀 YV1,停止液体 A 输入, 并且打开电磁阀 YV2。这时液体 B 进行输入, 当容器中的液位达到 SL3 处,将关闭电磁阀 YV2,停止液体 B 输入,与此同时打开电磁阀 YV3,这时液体 C 进行输入,当容器中的液位 达到 SL4 处,将关闭电磁阀 YV3。
(4)按下停止按钮,设备将处于停止状 态,在容器内,当前的循环周期与余下的循环 工作完成时,整个系统又开始回到初始状态。
根 据 以 上 的 工 艺 介 绍 和 研 究, 本 系 统 采 用 可 编 程 控 制 器( 西 门 子 品 牌 的 S7-200 CPU226)进行多种液体混合控制系统的设计。
(3)当电磁阀 YV1、YV2、YV3 都关闭时, 液体已经在 SL4 处,这时启动容器内的搅拌机, 进行液体搅拌,搅拌机工作 60 秒后,停止液 体搅拌。这时打开液体排出阀 YV4,液体开
图 1:上位机设计仿真图
始排出容器,这时容器内的液位正在下降,当 液位下降到 SL1 限位开关处,表示液体基本 排空,将液体阀 YV4 关闭后 20 秒后,然后开 始操作的下一个周期。
统采用西门子 S7-200 可编程控制
器 进 行 硬 件 设 计, 采 用 顺 序 控 制
的 方 法 进 行 软 件 程 序 的 编 写, 同
时采用组态王软件对上位机进行
设 计, 仿 真 模 拟 了 系 统 运 行, 达
到设计的控制要求。
【关键词】液体混合 S7-200 上位机
由于计算机技术以及自动控制理论的发 展,在现场通讯技术日趋成熟的条件下,可编 程控制器作为微型处理器得到了广泛应用。该 控制器设计小巧,使用方便,性能较好,可靠 性能也比较高并且维护比较方便。在工业现场, 在目前工业现场能很好的解决现场各种各样复 杂的工艺控制问题。
plc课程设计(多种液体自动混合装置的PLC控制)
摘要随着社会的不断发展和科学技术的不断提高,各种工业自动化不断升级,尤其是在工业上PLC的应用越来越广泛。
其中在生产的第一线有着各种各样的自动加工系统,其中多种原材料混合再加工,在工业上常常可见。
本次设计课题为“基于PLC的多种液体混合控制设计”,此设计以液体混合控制系统为中心,从控制系统的硬件系统组成、软件选用到系统的设计过程。
此次设计主要内容包括:工作过程分析,I/O分配,主电路,梯形图,流程图,指令表,接线图,程序分析等, 经过多次修改和调试,最终实现题目要求。
设计采用三菱FX2N-48PLC去实现设计要求。
关键词:自动控制 PLC 多种液体自动混合装置目录第一章概述1.1课题背景随着社会科学技术的不断发展,自动控制在人类活动的各个领域中的应用越来越广泛,它的水平已成为衡量一个国家生产和科学技术先进与否的一项重要标志。
在许多行业中,多种液体自动混合装置是必不可少的,而且也是其生产过程中十分重要的组成部分。
由于在某些生产要求中,要求系统要具有配料精确、控制可靠等特点,这也是人工操作所难以实现的。
所以为了达到生产要求,特别是要实现多种液体自动混合的目的,多种液体自动混合装置势必就是摆在我们眼前的一大课题。
随着PLC控制器的不断发展和计算机技术的不断提高,对原有液体混合装置进行技术改造,提出数据采集、自动控制、运行管理等多方面的要求。
设计的多种液体混合装置利用PLC可编程控制器可实现在混合过程中精确控制,提高了液体混合比例的稳定性、自动化程度,适合相关工业生产的需要。
1.2课题的意义与发展方向在工业生产中,把多种原料在合适的时间和条件下进行需要的加工得到产品一直都是在人监控或操作下进行的,在后来多用继电器系统对顺序或逻辑的操作过程进行自动化操作,但是现在随着时代的发展,这些方式已经不能满足工业生产的实际需要。
实际生产中需要更精确、更便捷的控制装置。
PLC一经出现,由于它的自动化程度高、可靠性好、设计周期短、使用和维护简便等独特优点,备受国内外工程技术人员和工业界厂商的极大关注,生产PLC的厂家云起。
多种液体自动混合装置的PLC控制毕业设计论文
多种液体自动混合装置的PLC控制毕业设计论文一、《多种液体自动混合装置的PLC控制毕业设计论文》本论文主要研究和探讨多种液体自动混合装置的PLC控制系统设计。
随着工业自动化的不断发展,液体的精确混合成为了许多工业生产过程中的关键环节。
多种液体自动混合装置作为一个高效、精确的液体混合解决方案,已经在多个领域得到广泛应用。
本文将从系统设计、PLC控制系统构建、程序设计等方面,对多种液体自动混合装置的PLC控制系统进行详细的阐述和探讨。
在现代工业生产过程中,液体的精确混合是一项至关重要的技术。
这不仅关乎产品质量,还涉及到生产效率和成本控制。
开发一种高效、精确的液体自动混合装置具有重要的实际意义。
PLC(可编程逻辑控制器)作为一种先进的工业控制装置,具有高度的灵活性和可靠性,被广泛应用于各种工业控制系统中。
本文将研究如何将PLC控制系统应用于多种液体自动混合装置中,以提高混合精度和效率。
多种液体自动混合装置主要由液体供应系统、混合系统、控制系统等部分组成。
液体供应系统负责提供需要混合的各种液体;混合系统则负责将各种液体进行混合;而控制系统则是整个装置的核心,负责控制液体的供应和混合过程。
在本设计中,我们将采用PLC作为控制系统的核心。
PLC控制系统主要由PLC控制器、触摸屏、传感器、执行器等部分组成。
PLC控制器是系统的核心,负责接收传感器信号,并根据预设的程序输出控制信号;触摸屏则用于显示混合过程的各种参数和状态,以及进行人工操作;传感器用于检测混合液体的各种参数,如液位、温度、浓度等;执行器则负责执行PLC控制器的控制命令,控制液体的供应和混合过程。
PLC控制系统的程序是系统的灵魂,它决定了系统的运行方式和性能。
在程序设计阶段,我们需要根据混合液体的要求和工艺过程,设计合适的控制算法和逻辑。
还需要考虑系统的安全性和稳定性。
在本设计中,我们将采用模块化程序设计方法,将系统划分为多个模块,每个模块负责一部分功能,这样不仅可以提高程序的清晰度,还可以方便后期的维护和修改。
基于plc的液体混合搅拌的控制系统设计

目录第1章引言 (1)1.1课题来源及研究意义 (2)1.2选题的目的和意义 (3)1.3国内液体搅拌设备行业市场分析 (4)第2章基于PLC控制技术的液体搅拌机的总体构造 (4)2.1P LC简介 (4)2.1.1 PLC的定义 (4)2.1.2PLC的用途 (4)2.2P LC的组成 (5)2.2.1中央处理单元(CPU) (5)2.2.2存储器 (5)2.2.3输入/输出单元 (6)2.2.4通信接口 (8)2.2.5智能接口模块... (8)2.2.6编程装置 (9)2.2.7电源 (10)第3章控制系统设计 (11)3.1 硬件设计 (12)3.2混合装置的基本组成 (13)3.3 液体混合装置电气原理图的绘制 (13)3.4 PLCI/0点分配及外部硬件接线图 (15)3.5 液体混合系统运行流程图 (16)第4章结论 (18)第5章致谢..............................................................................1 8第6章参考文献 (18)基于plc的液体混合搅拌的控制系统设计摘要:可编程逻辑控制器是一种新型的通用自动控制装置。
它结合了传统的继电保护技术、计算机技术和通信技术。
它具有功能增强、编程简单、使用方便、体积小、重量轻、功耗低等一系列优点。
PLC 的应用已扩展到各个领域。
PLC 在工业生产过程中的发展, 大量的开关序列控制, 它根据逻辑条件进行顺序动作, 并根据逻辑关系进行链保护动作控制, 并具有大量的离散数据采集。
传统上, 这些功能是通过气动或电气控制系统实现的。
开关量最基本、应用最广泛的逻辑控制是 PLC, 它取代了传统的继电器电路, 实现了逻辑控制和顺序控制。
它不仅可用于单台设备控制, 还可用于多级组控制和自动管道。
如注塑机、印刷机、订书机、组合智能窗帘、磨床、包装等。
目前, PLC 已广泛应用于国内外钢铁、石油、化工、电力、建材、机械制造、汽车、纺织、交通、环保、文化娱乐等行业。
基于PLC的液体混合控制系统设计
《基于PLC的液体混合控制系统设计》1.课程设计的目的意义在众多生产领域中,经常需要对贮槽、贮罐、水池等容器中的液位进行监控,以往常采用传统的继电器接触控制,使用硬连接电器多,可靠性差,自动化程度不高,目前已有许多企业采用先进控制器对传统接触控制进行改造,大大提高了控制系统的可靠性和自控程度,为企业提供了更可靠的生产保障。
本文在此介绍一种采用可编程控制器(PLC)对液位进行监控的一种方法,其电路结构简单,投资少(可利用原有设施改造),监控系统不仅自动化程度高,还具有在线修改功能,灵活性强,适用于多段液位监控场合。
应用PLC作为主控制器设计液体混合控制系统,完成两种液体的混合和搅拌工艺。
通过课设计,使我们的综合素质和动手能力有所提高,能够真正做到自己发现问题、分析问题和解决问题。
通过本课程设计的使我们掌握PLC的软、硬件结构、工作原理、指令系统和梯形图编程的基本方法,以及开发PLC控制生产过程的基本方法。
使我们能初步对生产过程或设备的PLC控制系统进行开发、设计并了解PLC 与PC之间的网络化通信控制,为毕业后从事工业生产过程自动化打下良好的基础。
2.课程设计题目描述和要求2.1控制要求按下起动按钮,电磁阀Y1闭合,开始注入液体A ,按L2表示液体到了L2的高度,停止注入液体A 。
同时电磁阀Y2闭合,注入液体B ,按L1表示液体到了L1的高度,停止注入液体B ,开启搅拌机M ,搅拌20s ,停止搅拌。
同时Y3为ON ,开始放出液体至液体高度为L3,再经10s 停止放出液体。
同时液体A 注入。
开始循环。
按停止按钮,所有操作都停止,须重新启动。
2.2 I/O 分配输入 输出起动按钮:I0.0 Y1:Q0.1停止按钮:I0.4 Y2:Q0.2L1按钮:I0.1 Y3:Q0.3L2按钮:I0.2 M :Q0.4L3按钮:I0.33、结构框图3.课程设计报告内容3.1 总体设计图3.1 结构框图3.2变频调速CPU224 MM440 EM235 电动机图 2.1 液体混合罐示意3.2.1变频调速的工作原理图改变供电电压的频率可以实现对交流电动机的速度控制,这就是变频调速。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者签名:
二〇一〇年九月二十日
毕业设计(论文)使用授权声明
本人完全了解滨州学院关于收集、保存、使用毕业设计(论文)的规定。
本人愿意按照学校要求提交学位论文的印刷本和电子版,同意学校保存学位论文的印刷本和电子版,或采用影印、数字化或其它复制手段保存设计(论文);同意学校在不以营利为目的的前提下,建立目录检索与阅览服务系统,公布设计(论文)的部分或全部内容,允许他人依法合理使用。
1.2
本课题是针对多组分原料自动混合系统,一方面由于液体进料与控制过程比较复杂、使进料参数变化较大,造成液体混合精度控制难,难以用测量控制器进行测定;另一方面由于循环控制过程出现故障不能随时停机。针对这两个难题,研究将电机控制技术、PLC控制、应用于多组分原料自动混合系统,从而提高多组分原料自动混合系统的稳定性、可靠性、精确性,以及多种液体混合循环控制时,可以自动或手动调节系统的启停。在大力提倡节约能源的今天,研究这种高性能、经济型的多组分原料自动混合系统,对于提高劳动生产率、降低能耗具有重要的现实意义。
(保密论文在解密后遵守此规定)
作者签名:
二〇一〇年九月二十日
本设计以三种液体的混合控制为例设计基于PLC的混合液体控制系统,其要求是将三种液体按一定比例混合,在电动机搅拌后要达到一定的温度才能将混合的液体输出容器。
液体混合系统的控制设计考虑到其动作的连续性以及各个被控设备动作之间的相互关联性,针对不同的工作状态,进行相应的动作控制输出,从而实现液体混合系统从第一种液体加入到混合完成输出的这样一个周期控制工作的程序实现。设计以液体混合控制系统为中心,从控制系统的硬件系统组成、软件选用到系统的设计过程(包括设计方案、设计流程、设计要求、梯形图设计、外部连接通信等),旨在对其中的设计及制作过程做简单的介绍和说明。设计采用西门子公司的s7-300PLC实现液体混合控制系统,上位机采用Wincc组态软件为开发平台,设计液体混合控制系统的组态环境,操作者就可以直接监控PLC的运行情况,并且可以在Wincc中适时改变系统的参数指标,从而大大的提高了工作效率。
吉林化工学院毕业设计说明书
基于PLC多种液体自动化混合控制系统设计
The Design of VarietyLiquidMixingControlSystemBased on PLC
吉林化工学院
Jilin Institute of Chemical Technology
独创声明
本人郑重声明:所呈交的毕业设计(论文),是本人在指导老师的指导下,独立进行研究工作所取得的成果,成果不存在知识产权争议。尽我所知,除文中已经注明引用的内容外,本设计(论文)不含任何其他个人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。
关键词 :液体混合;西门stract
Mixing liquid control system based on PLC is designed, which takes three kinds of liquid mixing control for example. It need to mix three kinds of liquid accorded to certain proportion, and output the liquid when it achieve a certain temperature after the motor stir. Then it formcirculationstate
Design liquid mix control system need that its actcontinuousand all devices’relevanceeach other. For different state and controlcorrespondingoutput so that achieve a control cycle from join the first liquid complete mixing liquid. The design mainlyintroduceandexplainthe making process, whichbasedon liquid mixing control system, including hardwarecomponentand software choose (design scheme, flow, request,ladder-diagram,external connection). This design used s7-300PLC, which isproducedSiemens', and PC used Winccconfigurationsoftware, then designconfigurationenvironmentof liquid mixing control system.Operatorscandirectlysuperviseand controlconditionof PLC, and they canchangesystem’parametersin the Wincc so thatimprovethe system efficiency.
Keywords:Liquid mixture;Siemens S7-300;ProgramableLogicController;WindowsControlCenter
第
1.1
在炼油、化工、制药等行业中,多种液体混合是必不可少的工序, 而且也是其生产过程中十分重要的组成部分。但由于这些行业中多为易燃易爆、有毒有腐蚀性的介质, 以致现场工作环境十分恶劣, 不适合人工现场操作。另外, 生产要求该系统要具有混合精确、控制可靠等特点, 这也是人工操作和半自动化控制所难以实现的。所以为了帮助相关行业, 特别是其中的中小型企业实现多种液体混合的自动控制, 从而达到液体混合的目的,液体混合自动配料势必就是摆在我们眼前的一大课题。