(推荐)项目八 液体混合控制系统
多种液体自动混合控制系统设计

多种液体自动混合控制系统设计液体自动混合控制系统可以应用于许多领域,例如工业生产,医疗设备,生物科技等。
设计一个多种液体自动混合控制系统时,需要考虑以下几个方面:传感器选择,控制算法设计,执行器选择,系统稳定性和安全性。
首先,传感器选择是系统设计的关键。
液体自动混合控制系统需要能够测量液体的温度、流量、压力和浓度等关键参数。
因此,需要选择适当的传感器来实现这些测量,并将测量结果反馈给控制系统。
其次,控制算法设计是液体自动混合控制系统的核心。
根据具体的应用场景和需求,可以选择不同的控制算法,如PID控制算法,模糊控制算法或模型预测控制算法。
控制算法将根据传感器的反馈信号来调节液体的混合比例或浓度,以达到预期的混合效果。
第三,执行器选择是液体自动混合控制系统中不可忽视的一部分。
根据混合液体的性质和混合要求,可以选择不同类型的执行器,如阀门、泵或搅拌器。
执行器将根据控制算法的指令来调节混合液体的流量和速度,以实现到达目标浓度。
其次,系统稳定性和安全性是一个多种液体自动混合控制系统设计过程中需要非常注意的方面。
稳定性是指系统在长时间运行下的可靠性和一致性,控制算法需要设计得稳定并能够适应不同的工作条件。
安全性是指系统在运行过程中能够避免发生意外,从而保证操作人员和设备的安全。
因此,在系统设计过程中需要考虑到一些防护装置和报警系统。
最后,设计师应该在系统实施前进行充分的测试和验证。
通过测试和验证,可以确保设计满足需求,并且能够在不同情况下保持稳定工作。
总之,多种液体自动混合控制系统的设计需要综合考虑传感器选择、控制算法设计、执行器选择、系统稳定性和安全性等方面。
只有全面考虑这些因素,才能设计出一个稳定可靠、安全高效的液体自动混合控制系统。
液体混合装置控制系统plc课程设计

液体混合装置控制系统plc课程设计液体混合装置控制系统PLC课程设计引言:液体混合装置是工业生产中常见的设备,通过控制系统的设计,可以实现液体的精确配比和混合。
本文将介绍液体混合装置控制系统PLC课程设计的相关内容。
液体混合装置控制系统的设计旨在实现液体的准确配比和混合,提高生产效率和产品质量。
一、设计目标液体混合装置控制系统的设计目标是实现液体的精确配比和混合,确保产品的质量稳定和生产效率的提高。
具体包括以下几个方面:1. 实现液体的精确配比,保证混合比例准确无误;2. 控制液体流量和压力,确保液体供应的稳定;3. 控制液体温度,适应不同的生产需求;4. 监测液体混合过程中的参数,实时调整控制策略,确保混合效果。
二、系统架构液体混合装置控制系统采用PLC作为控制核心,通过传感器和执行器与液体混合装置进行信息交互。
系统架构主要包括以下几个模块:1. 传感器模块:用于采集液体流量、压力和温度等信息,将采集到的数据传输给PLC;2. PLC控制模块:接收传感器模块传输的数据并进行处理,根据设定的控制策略生成控制信号;3. 执行器模块:根据PLC生成的控制信号,控制液体的供给和混合过程;4. 人机界面模块:提供对液体混合装置控制系统的监控和操作界面,方便操作员进行参数设定和实时监测。
三、系统设计1. 传感器选择:根据不同的控制需求选择合适的传感器,如流量传感器、压力传感器和温度传感器等,确保采集到的数据准确可靠。
2. PLC编程:根据设计目标和控制策略,编写PLC程序,实现液体的精确配比和混合控制。
程序应包括液体流量、压力和温度的控制算法,以及实时监测和报警机制。
3. 执行器控制:根据PLC生成的控制信号,控制液体的供给和混合过程。
可采用电磁阀、变频器等执行器设备,确保液体供给的准确性和稳定性。
4. 人机界面设计:设计人机界面,提供参数设定、实时监测和报警信息等功能。
界面应简洁明了,操作方便,能够满足操作员的需求。
液体混合控制系统创新设计

液体混合控制系统创新设计液体混合控制系统是现代工业生产中不可或缺的一部分,它的作用是将不同的液体混合在一起,产生被需要的结果。
今天,我们来探讨关于液体混合控制系统的创新设计。
传统的液体混合控制系统多采用机械流量计或压缩空气调节阀来控制液体的流量,然而这种设计存在着一些问题如难以进行自动化控制、容易受外界因素影响导致流量误差等,不够精准、科学。
因此,我们需要将液体混合控制系统进一步创新。
首先,我们要引入电磁流量计作为液体流量的检测器,它不受液体压力、粘度、密度等物理性质的影响,可以精准的测量液体的流量和总量。
同时,我们要引入PLC控制系统,将传感器与液压系统相连通,以实现液体自动化控制。
PLC可通过控制电磁流量计、电动阀等实现多路控制,根据不同的生产需求,指定相应的方案,从而满足不同的产品质量和性能要求。
另外,为了更进一步提高混合控制系统的精度,我们还可以采用重心摆锤流量计。
它采用了新型的动态权重技术,以及超灵敏的压力传感器,能够实现在瞬间流量变化和液体密度改变时,依然能够精准的监测流量数据,解决了在传统液体计量系统中难以克服的测量混合物所产生的压力变化问题。
此外,通过对流体动力学流体力学的研究和计算,可以建立流体控制模型,并加入到控制系统中,从而对不同混合比例和混合物物理性质进行分析,进行优化调整,提高混合控制系统稳定性和精度。
总之,液体混合控制系统的创新设计是现代工业不断追求的一个方向,通过引入先进的检测仪器、PLC控制系统等,不断完善系统,保证混合控制的精准度和稳定性,从而提高产品质量和工作效率。
同时,还可以通过深入探究液体混合物物理性质和流体动力学等方面,发扬创新精神,不断推进液体混合控制系统的升级和优化。
液体混合PLC控制系统设计
液体混合PLC控制系统设计液体混合是一种广泛应用的工业制程。
为了实现可靠和高效的控制,现代工业中常常采用PLC(可编程逻辑控制器)控制系统。
本文将介绍PLC控制液体混合的系统设计。
一、系统功能需求液体混合的系统功能需求通常包括:液体流量计量、液体掺杂比例控制、液体混合搅拌等。
在系统设计过程中,应考虑该制程的特殊性需求,例如液体成分、流速以及搅拌程度等。
二、PLC选择PLC控制系统是液体混合制程中最常用的自动化控制器,因为它拥有很高的控制精度和可靠性。
在选择PLC时,应考虑其I/O点数、处理器性能、扩展性、通信口数量和支持的编程软件等因素。
三、系统功能模块1.流量计量模块。
通常采用电磁流量计或者重力流量计,用于测量液体的质量流量,与PLC通讯以获取液体流量数据。
2.比例控制模块。
通常采用调节阀或者脉宽调制控制方式,用于控制液体的掺杂比例,比例控制事件可根据PLC内存程序进行设定。
3.搅拌控制模块。
通常采用调速电机,用于控制搅拌桨的转速,PLC控制搅拌桨的转速等参数。
四、编程设计针对系统功能模块,需要进行编程设计。
PLC编程可以采用多种编程方式,如Ladder Diagram(LD)、Function Block Diagram(FBD)、Structured Text(ST)、Instruction List(IL)等。
其中Ladder Diagram是最常使用的一种方式,是一种类似于电路图的编程格式。
在设计过程中需要定时存储数据,数据库可以自行搭建或者直接采用PLC内部的存储器。
五、系统控制策略在液体混合制程中,系统的控制策略应尽量保证其稳定性和精准度。
系统控制策略通常包括以下几种方式:1.滞后控制。
在处理液体混合制程时,只有等到液体流动到特定位置时才开始进行搅拌操作,这使得混合不是非常均匀。
2.脉冲控制。
通过控制调节阀或者脉宽调制的方式,设置掺杂比例,可以较精确的控制液体混合。
3.前馈控制。
在搅拌过程中,通过加入一定的预测信息来实现搅拌效果的改善。
课程设计----液体混合装置控制系统设计

内容摘要本设计以两种液体的混合控制为例,其要求是将两种液体按一定比例混合,在电动机搅拌后将混合的液体输出容器。
并自动开始新的周期,形成循环状态,在按停止按扭后依然要完成本次混合才能结束。
液体混合系统的控制设计考虑到其动作的连续性以及各个被控设备动作之间的相互关联性,针对不同的工作状态,进行相应的动作控制输出,从而实现液体混合系统从液体加入到混合完成输出的这样一个周期控制工作的程序实现。
设计以液体混合控制系统为中心,从控制系统的硬件系统组成、软件选用到系统的设计过程(包括设计方案、设计流程、设计要求、梯形图设计、外部连接等),旨在对其中的设计及制作过程做简单的介绍和说明。
文中详细介绍了系统的硬件设计、软件设计。
其中硬件设计包液体混合装置的电路框图、输入/输出的分配表及外部接线;软件设计包括系统控制的梯形图、指令表及工作过程。
整个程序采用结构化的设计方法, 具有调试方便, 维护简单, 移植性好的优点。
关键词:两种液体;混合装置;自动控制目录第1章引言 (1)1.1课程设计的目的 (1)1.2 设计内容及要实现的目标 (1)第2章系统总体方案设计 (3)2.1 系统硬件配置及组成原理 (3)第3章PLC控制系统设计 (4)3.1 I/O估算 (4)3.2 PLC选型 (4)3.3 I/O分配 (5)3.4 外部接线图设计 (5)3.5 顺序功能图设计 (6)3.6 控制程序设计 (6)3.7 主电路图设计 (7)第4章系统调试 (9)4.1 系统调试 (9)4.2 结果分析 (9)结论 (10)设计总结 (11)谢辞 (12)附录 (13)参考文献 (18)第1章引言1.1 课程设计的目的在工艺加工最初,把多种原料再合适的时间和条件下进行需要的加工以得到产品一直都是在人监控或操作下进行的,在后来多用继电器系统对顺序或逻辑的操作过程进行自动化操作,但是现在随着时代的发展,这些方式已经不能满足工业生产的实际需要。
液体混合控制系统的控制要求与设计方法

本文对液体混合控制系统的研究方法、实验 结果和实际应用进行了详细阐述,为相关领 域的研究提供了有益的参考和借鉴。
实验结果表明,所设计的液体混合 控制系统具有良好的控制性能和稳 定性,能够满足实际生产的需求, 具有一定的实用价值。
未来研究方向
01
进一步优化液体混合控制系统的算法和软硬件设计,提高系统的响应 速度和精度。
感谢您的观看
根据软件需求和架构,进行软件 开发和测试,确保软件的正确性 和可靠性。
人机交互设计
人机界面设计
设计易于操作和理解的人机界面, 包括图形界面、文本界面等,提 高用户的使用体验。
操作流程设计
明确系统的操作流程,包括操作 步骤、操作顺序和操作条件等, 确保用户能够快速掌握操作方法。
交互反馈设计
设计系统对用户操作的反馈机制, 包括声音、灯光和震动等,提高 用户对系统状态的感知和理解。
04
液体混合控制系统性能 测试与评估
测试方案
确定测试目标
评估液体混合控制系统的性能,包括混 合精度、响应速度、稳定性等。
设计测试流程
制定详细的测试步骤,包括测试前的 准备、测试过程、测试后的数据处理
等。
选择测试方法
根据测试目标,选择合适的测试方法, 如流量测量、浓度检测、压力控制等。
确定测试参数
详细描述
混合速度控制的关键在于优化搅拌速度和流量等参数,以达到快速、均匀的混合效果。同时,需要避 免过度搅拌导致液体发热或产生泡沫等问题。此外,还需要考虑不同组分之间的化学反应和相容性, 以选择合适的混合方式和顺序。
03
液体混合控制系统设计 方法
硬件设计
硬件选型
根据系统需求,选择合适的传感器、执行器、控制器 等硬件设备,确保系统的稳定性和可靠性。
液体混合装置控制系统plc课程设计

液体混合装置控制系统plc课程设计液体混合装置控制系统是一种能够实现液体混合工艺的自动化设备。
在工业生产中,液体混合是一项常见的操作,涉及到多种液体的配比和混合。
而液体混合装置控制系统的设计与实现,旨在提高混合过程的精度和效率,降低人力成本和工艺风险。
PLC(可编程逻辑控制器)作为控制系统的核心,具备可编程、实时性强、可靠性高等特点,被广泛应用于工业自动化领域。
在液体混合装置控制系统中,PLC可以实现对混合设备的自动控制和监测,确保液体的配比和混合过程的准确性和稳定性。
液体混合装置控制系统的设计需要从硬件和软件两个方面进行考虑。
在硬件方面,需要选择适用的传感器、执行器和控制器等设备,并进行布线和连接。
传感器可以用于实时监测液体的流量、温度和浓度等参数,以便控制系统根据设定值进行调节。
执行器可以根据PLC的指令控制液体流量阀门、搅拌器等设备,实现液体混合过程的自动化控制。
在软件方面,需要编写PLC控制程序,实现对液体混合装置的控制逻辑。
控制程序可以根据预设的混合配比和工艺要求,通过采集传感器数据并进行处理,控制执行器的动作,达到准确的液体混合效果。
此外,还需要考虑异常情况的处理,比如液体流量异常、温度过高等,及时报警或进行相应的处理措施,确保工艺的安全和稳定。
液体混合装置控制系统的PLC课程设计应包括以下内容:1. 系统需求分析:对液体混合装置的工艺流程和控制要求进行分析和总结,明确系统设计的目标和功能。
2. 硬件选型与布置:根据系统需求和性能要求,选择适合的传感器、执行器和控制器等硬件设备,并进行布线和连接。
3. 软件编程:编写PLC控制程序,实现液体混合装置的自动控制逻辑。
包括传感器数据采集、控制逻辑设计和执行器控制等功能。
4. 系统调试与优化:对设计的液体混合装置控制系统进行调试,检查系统的稳定性和准确性,并进行优化调整,使系统达到预期的性能指标。
5. 系统安全与故障处理:考虑液体混合过程中可能出现的异常情况,设计相应的安全保护机制和故障处理策略,保证工艺的安全和稳定。
液体混合装置的控制系统设计
XXXXX学院课程设计说明书设计题目:液体混合装置的控制系统设计学生姓名: XXXXX学号: XXXXX专业班级: XXXXX指导教师: XXXXX2012年12月14日内容摘要PLC是以计算机技术为核心的通用自动控制装置,也可以说它是一种用程序来改变控制功能的计算机。
随着微处理器、计算机和通信技术的飞速发展,可编程序控制器PLC已在工业控制中得到广泛应用,而且所占比重在迅速的上升。
PLC 主要由CPU模块、输入模块、输出模块和编程装置组成。
它应用于工业混合搅拌设备,使得搅拌过程实现了自动化控制、并且提升了搅拌设备工作的稳定性,为搅拌机械顺利、有序、准确的工作创造了有力的保障。
本文所介绍的多种液体混合的PLC控制程序可进行单周期或连续工作,具有断电记忆功能,复电后可以继续运行。
另外,PLC还有通信联网功能,再通过组态,可直接对现场监控、更方便工作和管理。
关键词:PLC;液位传感器;定时目录前言 (1)第1章液体自动混合系统方案设计 (3)1.1 方案设计原则 (3)1.2 系统的整体设计要求 (3)1.3 控制系统的设计 (4)1.3.1继电器控制系统 (4)1.3.2单片机控制 (4)1.3.3工业控制计算机控制 (4)1.3.4可编程序控制器控制 (4)第2章液体自动混合系统的硬件设计 (6)2.1 硬件选型 (6)2.1.1 PLC机型选择 (6)2.1.2 PLC容量选择 (7)2.1.3 I/O模块的选择 (7)2.1.4 电源模块的选择 (8)2.2 PLC I/O点分配 (10)2.2.1控制系统I/0数量 (10)2.2.2 PLC的I/O接线图 (11)2.3 主电路的设计 (12)第3章液体自动混合系统的软件设计 (13)3.1 程序设计的一般方法 (13)3.1.2 经验设计法 (13)3.1.2 逻辑设计法 (13)3.1.3 顺序设计法 (13)3.2 PLC控制的相关流程图 (14)3.2.1 控制流程图 (14)3.3 可编程控制器梯形图 (15)第4章系统调试 (18)结论 (25)设计总结 (26)谢辞 (27)参考文献 (28)附录 (29)前言为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方向发展。
【三菱PLC理实一体化教学项目】项目八 液体混合系统控制

输出端接线 输入端接线
PLC实训台模拟调试接线图。
04
基本应用技巧
part
PLC与外部设备的连接
PLC常见的输入设备有按钮、行程开关、接近开关、转换开关、编 码器、各种传感器等,输出设备有继电器、接触器、电磁阀等。
这些外部元件或设备与PLC连接时,必须符合PLC输入和输出接口 电路的电气特性要求,才能保证PLC安全可靠的工作。
(四)PLC与感性输出设备的连接
1.直流感性负载,在其两端并联续流二极管。如 图中与Y4连接的是直流感性负载; 2.交流感性负载,在其两端并联阻容吸收电路。 如图中与Y0连接的是交流感性负载
图中续流二极管选用额定电流大于负载电流、额定电压大于电源电压的5-10倍;电阻值 可取50~120Ω,电容值可取0.1~0.47μF,电容的额定电压应大于电源的峰值电压。
图 PLC与一般输出设备的连接示意图
如图所示,KM1、KM2、KM3均为交流220V电源情况,所以COM1组公共端;而KA则使用了COM2组, 保证了不同电压等级的输出设备连接的安全性。要注意的是在设计过程中,尽可能采取措施使PLC 输出端连接的控制元件为同一电压等级。
另外还要注意,在PLC输出继电器同为ON时可能造成电气故障的情况,应首先考虑外部互锁的 解决措施。例如图中KM2与KM3之间具有外部互锁的接线情况。
PLC的I/O分配地址如表所示:
输入信号 1 X0 启动按钮 SB1 2 X1 停止按钮 SB2 3 X2 上限液位开关SL1 4 X3 中限液位开关SL2 5 X4 下限液位开关SL3 6 X5 热保护继电器 FR
输出信号 1 Y0 接触器 KM 2 Y1 中间继电器KA1 3 Y2 中间继电器KA2 4 Y3 中间继电器KA3
液体混合装置控制plc实验报告

液体混合装置控制plc实验报告液体混合装置控制PLC实验报告一、实验目的本实验旨在通过液体混合装置控制PLC实验,学习PLC控制系统的基本原理和应用,了解液体混合装置的工作原理及其控制方法,并能够独立完成液体混合装置的PLC程序设计和调试。
二、实验原理1. 液体混合装置的工作原理液体混合装置是一种常见的工业设备,它主要由搅拌器、进料管道、出料管道、计量泵等组成。
在工作时,将需要混合的物质分别加入到不同的容器中,通过计量泵将各个容器中的物质按照一定比例送入搅拌器中进行混合。
最终得到所需的混合物。
2. PLC控制系统的基本原理PLC是可编程逻辑控制器(Programmable Logic Controller)的简称,它是一种广泛应用于工业自动化领域中数字电子计算机系统。
PLC 可以根据用户需求编写程序,在特定条件下对各种设备进行精确控制。
其具有高可靠性、高稳定性和强抗干扰能力等特点。
三、实验器材1. 液体混合装置2. PLC控制器3. 计量泵4. 电缆及连接器5. 电源四、实验步骤1. 连接液体混合装置和PLC控制器,按照电路图连接计量泵和电源。
2. 打开PLC编程软件,编写液体混合装置的PLC程序。
3. 将编写好的PLC程序下载到PLC控制器中。
4. 启动液体混合装置,观察其工作状态,检查是否正常运行。
5. 调整计量泵的流量,验证液体混合比例是否正确。
五、实验结果分析在本次实验中,成功地应用了PLC控制系统对液体混合装置进行了精确控制。
通过调整计量泵的流量,得到了所需的混合物,并验证了其比例正确。
六、实验总结本次实验通过液体混合装置控制PLC实验的设计与操作,使学生们更加深入地理解了PLC系统的基本原理和应用,并且能够独立完成液体混合装置的PLC程序设计和调试。
同时也让学生们更加熟悉工业自动化领域中的数字电子计算机系统,为今后的工作和学习打下坚实的基础。
液体混合装置PLC控制系统设计
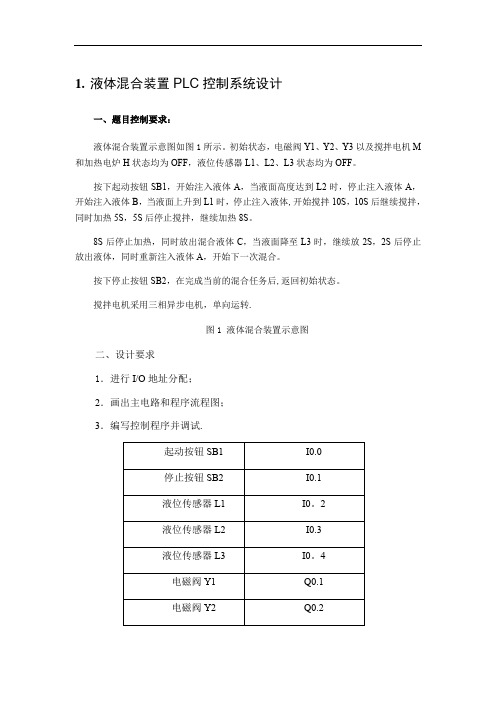
1.液体混合装置PLC控制系统设计一、题目控制要求:液体混合装置示意图如图1所示。
初始状态,电磁阀Y1、Y2、Y3以及搅拌电机M 和加热电炉H状态均为OFF,液位传感器L1、L2、L3状态均为OFF。
按下起动按钮SB1,开始注入液体A,当液面高度达到L2时,停止注入液体A,开始注入液体B,当液面上升到L1时,停止注入液体,开始搅拌10S,10S后继续搅拌,同时加热5S,5S后停止搅拌,继续加热8S。
8S后停止加热,同时放出混合液体C,当液面降至L3时,继续放2S,2S后停止放出液体,同时重新注入液体A,开始下一次混合。
按下停止按钮SB2,在完成当前的混合任务后,返回初始状态。
搅拌电机采用三相异步电机,单向运转.图1 液体混合装置示意图二、设计要求1.进行I/O地址分配;2.画出主电路和程序流程图;3.编写控制程序并调试.2。
总体方案论证本设计要求完成两种溶液混合装置的自动控制,目前在自动化控制领域常用的控制方式主要有:继电器—接触器控制系统、可编程序控制器控制、总线式工业控制机控制、分布式计算机控制系统、单片机控制。
对于两种溶液混合装置的自动控制系统初步选定采用继电器-接触器控制和可编程序控制器控制。
可编程序控制器与继电器—接触器控制系统的区别:继电器-接触器控制系统虽有较好的抗干扰能力,但使用了大量的机械触点,使得设备连线复杂,且触点时开时闭时容易受电弧的损害,寿命短,系统可靠性差.可编程序控制器的梯形图与传统的电气原理图非常相似,主要原因是其大致上沿用了继电器控制的电路元件和符号和术语,仅个别之处有些不同,同时信号的输入1输出形式及控制功能基本.上也相同.但是可编程序控制器与继电器—接触器控制系统又有根本的不同之处,主要表现在以下几个方面。
1.控制逻辑继电器控制逻辑采用硬接线逻辑, 并利用继电器机械触点的串联或并联及时间继电器等组合成控制逻辑,接线多而复杂、体积大、功耗大、故障率高,一旦系统构成后,想改变或增加功能都很困难。
单片机液体混合控制系统设计

单片机液体混合控制系统设计
液体混合控制系统设计
一、简介
液体混合控制系统是由单片机控制的一套系统,它可以控制多种液体的混合并达到一定的精度要求。
它可以有效地保证混合的准确性,同时也可以显著增强用户对系统的反应和操作方便性。
二、原理介绍
单片机液体混合控制系统通过检测液体流量来控制混合液体的流量,以达到混合液体的预期精度要求。
控制系统采用正反馈循环机制,在控制器检测到液体流量值超出预设值时,可以自动调整混合流量,从而达到精度要求。
三、硬件设备
1. 单片机:单片机负责实现液体混合控制操作;
2. 流量计:用于检测液体的流量;
3. 执行机构:负责根据控制要求执行液体混合操作;
4. 液体源和容积容器:用于源液体和混合液体的准备;
5. 电磁阀:用于调节液体流量;
6. 计算机:可以实现对系统的可视化操作和监控显示。
四、安全控制
为了避免混合不当而造成安全事故,应该采取一定的安全措施。
首先,在系统设计时应牢固设定液体混合参数,包括最大混合流量和混合精
度要求等。
其次,应安装液体检测报警装置,对出现异常情况立即发
出警报。
此外,在操作时,应严格按预设参数操作,定期检测系统的
安全状态。
五、结论
液体混合控制系统是采用单片机控制的一套系统,它以正反馈循环机
制调节液体流量,来达到精确混合液体的预期要求。
此外,还应配备
相关的安全措施,来确保液体混合控制系统的安全可靠性。
项目八 液体混合控制系统
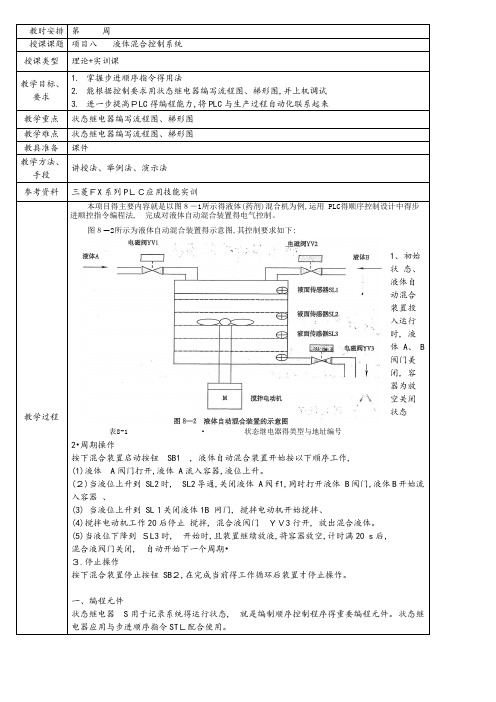
教时安排第周授课课题项目八液体混合控制系统授课类型理论+实训课教学目标、要求1.掌握步进顺序指令得用法2.能根据控制要求用状态继电器编写流程图、梯形图,并上机调试3.进一步提高PLC得编程能力,将PLC与生产过程自动化联系起来教学重点状态继电器编写流程图、梯形图教学难点状态继电器编写流程图、梯形图教具准备课件教学方法、手段讲授法、举例法、演示法参考资料三菱FX系列PLC应用技能实训教学过程本项目得主要内容就是以图8-1所示得液体(药剂)混合机为例,运用 PLC得顺序控制设计中得步进顺控指令编程法, 完成对液体自动混合装置得电气控制。
图8—2所示为液体自动混合装置得示意图,其控制要求如下:1、初始状态、液体自动混合装置投入运行时, 液体 A、 B阀门美闭, 容器为放空关闭状态2•周期操作按下混合装置启动按钮SB1 , 液体自动混合装置开始按以下順序工作,(1)液体A阀门打开,液体 A流入容器,液位上升。
(2)当液位上升到 SL2时, SL2导通,关闭液体 A阀f1,同时打开液体 B阀门,液体B开始流入容器、(3) 当液位上升到 SL1关闭液体1B 网门, 搅拌电动机开始搅拌、(4)搅拌电动机工作20后停止搅拌, 混合液阀门YV3行开, 放出混合液体。
(5)当液位下降到SL3时, 开始时,且装置继续放液,将容器放空,计时满20 s后,混合液阀门关闭, 自动开始下一个周期•3.停止操作按下混合装置停止按钮 SB2,在完成当前得工作循环后装置才停止操作。
一、编程元件状态继电器S用于记录系统得运行状态, 就是编制顺序控制程序得重要编程元件。
状态继电器应用与步进顺序指令STL配合使用。
表8-1 ·状态继电器得类型与地址编号如图8—3所示,。
该系统一个周期由3步组成、它们可分别对应 So、 S2o与S21, ;步 S0代表初始步。
当 PLC通电进入RUN状态,初始化脉冲 M8002得常开触点-闭合一个掏構周期,梯形图第一行得SET指令将初始步 So置为活动步。
多种液体混合控制系统设计

多种液体混合控制系统设计
液体混合控制系统可以应用于化工、制药、食品等领域,实现多种液体的混合控制。
下面介绍一种液体混合控制系统的设计。
系统组成:
液体混合控制系统由液体储罐、电动搅拌器、流量计、液位传感器、压力传感器、温度传感器、控制器等组成。
其中,液体储罐用于存放液体原料,电动搅拌器用于混合液体,流量计、液位传感器、压力传感器、温度传感器用于感知液体参数,控制器用于控制液体混合过程。
设计思路:
1. 液体储罐的设计:液体储罐应具备密封性、耐腐蚀性、耐压性等特点。
储罐顶部应设置进料口和出料口,同时应对储罐底部设置排液阀。
2. 电动搅拌器的设计:电动搅拌器应选用高效节能的电动机,并且应具备耐腐蚀性和耐磨损性。
搅拌器应采用切割式或框式搅拌方式,以确保混合效果。
3. 流量计的设计:流量计应根据液体的流量要求选用相应的流量计,同时应具备精度高、可靠性强等特点。
4. 液位传感器的设计:液位传感器应采用超声波传感器或者雷达传感器,以确保液体溢出或液位过低的情况不会发生。
5. 压力传感器的设计:压力传感器应选用可靠性高、精度高的传感器,以确保液体压力的精确监测。
6. 温度传感器的设计:温度传感器应选用高精度、响应速度快的传感器,以监测液体的温度变化。
7. 控制器的设计:控制器应考虑到混合液体的比例、搅拌时间、流量等参数进行控制,同时还应具备自动化控制的功能。
总结:
液体混合控制系统应根据液体的特性,选用合适的设备和传感器,并且结合控制器实现自动化控制,从而确保液体混合过程的精确控制。
液体混合自动控制系统
错误!未找到引用源。
毕业论文论文题目液体混合自动控制系统系(部)电气与信息工程系学科专业电气自动化班级姓名学号指导教师二〇一四年四月二十日新疆工程学院毕业论文任务书新疆工程学院毕业论文成绩表目录摘要 (1)Abstract (2)第一章前言 (3)第二章组态王软件的介绍 (4)2.1 组态王简介 (4)2.2组态王的安装 (5)2.3组态王的基本使用方法 (6)第三章液体混合系统的硬件设计 (8)3.1 硬件选型 (8)3.1.1 PLC机型选择 (8)3.1.2 PLC容量选择 (9)3.1.3 I/O模块的选择 (9)3.1.4 电源模块的选择 (11)3.2 PLC I/O点分配 (11)3.2.1分析原理 (11)3.2.2 PLC的I/O接线图 (12)3.3 主电路的设计 (13)3.4 液体混合控制系统示意 (13)3.5 设备选型 (14)3.5.1液位传感器 (14)第四章系统组态监控 (17)4.1画面组态 (17)4.1.1建立工程 (17)4.1.2 设计画面 (18)4.2 组态王与PLC建立通讯 (19)4.3 组态王中变量的定义 (23)4.4 变量的连接 (25)4.5 实时趋势曲线和报警 (25)4.6 系统画面的监控 (28)第五章系统整体设计 (31)5.1 液体混合装置具体控制要求 (31)5.2 PLC I/O分配 (32)5.3 PLC编程 (32)总结 (37)致谢 (38)参考文献 (39)摘要基于组态王的液体混合监控系统设计,以PLC控制两种液体的混合控制,其要求是将两种液体按一定比例混合,在电动机搅拌后要达到一定的温度才能将混合的液体输出容器。
并形成循环状态,在按停止按扭后依然要完成本次混合才能结束。
利用组态王,对其整个过程进行监控。
当在不知道所写程序是否真确的情况下,直接将程序下载到PLC进行试运行,对于工业工厂来说,PLC的控制对象是实物,难维护,试运行是不现实的,于是,我们就需要一个虚拟的PLC来运行这个程序。
液体混合控制实验报告
液体混合控制实验报告液体混合控制实验报告引言:液体混合是化学、生物、制药等领域中常见的操作。
液体混合的质量和效率对于实验结果的准确性和经济性有着至关重要的影响。
因此,液体混合控制技术的研究和应用具有重要意义。
本实验旨在通过设计一种简单的液体混合控制系统,探究不同参数对液体混合效果的影响,为进一步研究提供参考。
材料与方法:1. 实验仪器:计量瓶、滴定管、磁力搅拌器、温度计等。
2. 实验试剂:蒸馏水、酒精。
3. 实验步骤:(1)将50ml蒸馏水倒入计量瓶中,并加入适量酒精;(2)将计量瓶放置在磁力搅拌器上,调节搅拌速度;(3)测量溶液温度,并记录数据;(4)根据不同实验方案,调整搅拌时间、搅拌速度等参数;(5)取出样品进行分析。
实验方案:1. 不同搅拌时间对液体混合效果的影响。
2. 不同搅拌速度对液体混合效果的影响。
3. 不同温度对液体混合效果的影响。
结果与分析:1. 不同搅拌时间对液体混合效果的影响实验数据表明,随着搅拌时间的延长,溶液中酒精和水分子之间的相互作用越来越强,溶液中的酒精浓度逐渐均匀分布。
当搅拌时间达到30秒时,溶液中酒精浓度已经趋于稳定,并且达到了最佳混合状态。
因此,在实际操作中,应该根据实验结果选择适当的搅拌时间来控制液体混合效果。
2. 不同搅拌速度对液体混合效果的影响实验数据表明,随着搅拌速度的增加,溶液中酒精浓度分布越来越均匀。
当搅拌速度达到200rpm时,溶液中酒精浓度已经达到最佳均匀状态。
然而,当搅拌速度过高时,会产生气泡和液体喷溅的问题,影响混合效果。
因此,在实际操作中,应该根据实验结果选择适当的搅拌速度来控制液体混合效果。
3. 不同温度对液体混合效果的影响实验数据表明,随着温度的升高,溶液中酒精浓度分布越来越均匀。
当温度达到50℃时,溶液中酒精浓度已经达到最佳均匀状态。
然而,当温度过高时,会导致蒸发和水分子的挥发,影响混合效果。
因此,在实际操作中,应该根据实验结果选择适当的温度来控制液体混合效果。
PLC控制液体混合控制系统
掺混PLC控制系统摘要:可编程序控制器(Programmable controller)简称PLC,是近年来一种极为迅速,应用极为广泛的工业控制装置。
它是一种专为工业环境应用而设计的数字运行的电子系统,它采用可编程程序的存储器,用来存储用户指令,通过数字或模拟的输入/输出完成确定的逻辑顺序、定时、记数、运算和一些确定的功能来控制各种类型的机械或生产过程。
由于PLC的性能优越,兼具计算机的功能完备,灵活性强,通用性好和继电接触器控制简单易懂,维修方便等双重优点,形成以微电脑为核心的电子控制设备。
可编程序控制器技术在世界上己广泛应用,成为自动化系统中的基本电控装置PLC在现代工业生产和实际生活中有着广泛的应用,由于可编程控制器(PLC)具有编程软件采自易学易懂的梯形图语言、控制灵活方便、抗干扰能力强、运行稳定可靠等特点,现在的工业自动化生产控制多采用可编程控制器来实现。
该掺混控制系统,根据实际要求利用PLC的实时控制和顺序处理功能,完成系统控制,。
在本次论文中,给出了控制系统的硬件原理图,主电路图及软件设计。
关键词:可编程序控制器、存储器计算机技术。
Hybrid Control System Implementedby Programmable Logical controllerAbstract:This design introduced the function and merits of the FX2N PLC,and electrical appliance linearize Control system which digital shouing has high efficiency ,low cost on the core o f FX2N PLC.Programmable controller short for PLC,it’s aspcial digital running electrican system which design for industry circumstances.It adopt programmable controller memory ,used for memory user’s instruction which through digital or analog’s input/ou tput to finish definitely function to control various machines or produce process.Because PLC has outstanding function, also has perfect function competence, plus flexibility better current use of computer’s Form electronic control equipment which core on microcomputer PLC control technology was used wide-ranging in world , become basic electricity control device in the Automation system PLC has extensive use in industry product of contemporary age and practice. Because PLC has so many merits, now industry products mostly adopt PLC to bring about . In fact the self control regular , but yell is random only use sequence control or logical control can’t satisfy the request of control . So this system adopts the control pattern which is of random logical ability .This control system , based on the request of practice adopts the PLC’s merits to finish the control of system; this thesis has the system’s scheme of hardware main circuit diagram and software design.Keywords: Programmable controller 、memory 、computer technology 。
液体混合装置控制系统设计说明书
摘要本毕业设计主要是为了实现更加方便、可视化的对液体等液态物料混合装置的自动化控制。
通过简单的PC端自主开发软件,对监控对象进行调试、运行等操作,可以让操作人员远离现场,达到安全性和可靠性的提高。
PC端采用VB开发的软件作为上位机来进行对装置的控制,通过串口通信进行与PLC的上传和下载数据,以完成远程的操控。
PLC 内部执行预设的程序,也可以通过改变VB的空间源代码来调整程序。
在调试模式下可以分别对装置的各个部分进行启动与停止的调试。
在该混合液体装置中,需要由上位机通过VB程序完成两种液体的进料、混合、卸料的功能,主要控制要求如下:当按下启动按钮SB1时,使系统处于运行状态,同时执行复位过程操作;复位操作完成后,即可执行自动混料操作;按下停止按钮SB2,等待本次混合液体操作处理完毕后,停止混料操作,且停止系统运行。
复位过程操作为:液体A、B 阀门关闭,混合液体卸料阀门打开,使液面下降至低液位传感器处,当传感器检测到信号达2秒,即表示将混合液体装置的液体放空,此时需将混合液体卸料阀门关闭,复位过程完成。
关键词:液体混合PLC VB与PLC通信AbstractThe graduation project is mainl y to achieve a more convenient visualization of the liquid mixture of liquid materials such as automatic control devices. Through a simple PC-developed software, the monitoring object for debugging, running and other oper ations, allowing operators to stay away from the scene, to improve securit y and reliability. PC client software developed using VB as a host computer for control of the device, communications with the P LC through the serial port to upload and download data to complete the remote control. PLC internal implementation of the default program, you can also change the VB source code to adjust the space program. Respectivel y, in debug mode to the various parts of the device start and stop debugging.In the mixed liquid devices, need to complete the two liquids feed, mixing, discharging the functions, the main control requirements are as follows: press the start button SB1 file when the system is running, while the implementation of the reset process operation;reset Upon completion, you can perform automatic mixing operation; press the stop button SB2, waiting for treatment of this liquid mixture after the operation, stop the mixing operation, and stop the s ystem operation. Reset operation: liquid A, B valve is closed, mixed liquid discharge valve is open, down to the page at the low level sensor, when the sensor detects the signal for 2 seconds, it means that the mixed liquid of liquid prevention and control device , Then the mixed liquid discharge valve to be closed, the reset process is complete.Keys:Liquid mixing PLC VB and PLC communication目录摘要 (1)第一章绪论 (5)第一节技术背景和设计依据 (5)一.PLC的功能: (6)三.PLC的联网与通信: (7)四.PLC的发展: (7)五.PLC在工程应用中应注意的一些实际问题 (7)第三节设计任务及要求 (9)第二章硬件设计 (12)第一节主电路设计 (12)一.S7-200系列PLC (12)二.液位传感器的选择 (14)三.搅拌电机的选择 (15)四.电磁阀的选择 (16)五.接触器的选择 (17)六.分析原理: (18)第三章软件设计 (26)第一章 PLC应用程序的基本设计方法 (26)一.经验设计法 (26)二.应用程序的逻辑设计方法 (26)三.逻辑代数与电气控制线路 (27)四.用逻辑设计法设计PLC应用程序的步骤 (27)五.利用状态流程图设计应用程序 (27)六.利用状态流程图进行PLC程序设计 (27)七.利用移位寄存器设计应用程序 (28)八.PLC控制系统设计的一般步骤 (28)九.控制系统设计的基本内容 (28)十.程序设计的步骤 (30)十一.输入输出设备的I/O分配 (31)十二. 梯形图 (31)第二节 VB软件的简介 (33)二.VB的特点 (34)三.VB的串口通信 (35)第三节关于MSCOMM (36)第四节vb与plc通讯 (38)一.S7-200 PLC之PPI协议 (38)二.SIEMENS (39)三.PPI协议 (39)四.通行原理与方法 (42)五. 通信程序的设计 (44)六.VB程序图: (47)七.VB内部具体程序: (47)第四章外文资料及翻译 (54)第五章总结 (74)致谢 (75)参考文献 (76)第一章绪论第一节技术背景和设计依据多种液体自动混合系统由于采用了一系列可靠的设计方案,保证系统具有很高的可靠性与实用性。
液体混合控制系统设计
摘要之南宫帮珍创作“组态”的概念是陪伴着集散型控制系统(Distributed Control System简称DCS)的呈现才开始被广年夜的生产过程自动化技术人员所熟知的.在工业控制技术不竭发展和应用的过程中, PC(包括工控机)相比以前的专用系统具有的优势日趋明显.这些优势主要体现在:PC技术坚持了较快的发展速度, 各种相关技术已经成熟;由PC构建的工业控制系统具有相对较低的拥有本钱;PC 的软件资源和硬件资源丰富, 软件之间的互把持性强;基于PC的控制系统易于学习和使用, 可以容易地获得技术方面的支持.在PC技术向工业控制领域的渗透中, 组态软件占据着非常特殊而且重要的位置.通用工业自动化组态软件的呈现为解决上述实际工程问题提供了一种崭新的方法, 因为它能够很好地解决传统工业控制软件存在的种种问题, 使用户能根据自己的控制对象和控制目的的任意组态, 完成最终的自动化控制工程.组态软件是有专业性的.一种组态软件只能适合某种领域的应用.组态的概念最早呈现在工业计算机控制中, 如:DCS(集散控制系统)组态、PLC(可编程控制器)梯形图组态;人机界面生成软件就叫工控组态软件.在其他行业也有组态的概念, 如AutoCAD, PhotoShop等.分歧之处在于, 工业控制中形成的组态结果是用在实时监控的, 利用现场监控完成工业工程的调控.关键词:工业组态;自动化;PLC控制;实时监控目录1 MCGS简介11.1 MCGS组态软件的系统构成11.1.1 MCGS组态软件的整体结构11.1.2 MCGS工程的五年夜部份11.2 MCGS组态软件的工作方式21.2.1 MCGS如何与设备进行通讯21.2.2 MCGS如何发生动画效果21.2.3 MCGS如何实施远程多机监控31.2.4 如何对工程运行流程实施有效控制331.3.1 MCGS嵌入版组态软件的主要功能31.3.2 MCGS嵌入版组态软件的主要特点52 PLC简介62.1 PLC的介绍62.2 PLC的工作原理63 液体混合监控系统设计63.1 控制要求错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
教时安排第周授课课题项目八液体混合控制系统授课类型理论+实训课教学目标、要求1.掌握步进顺序指令的用法2.能根据控制要求用状态继电器编写流程图、梯形图,并上机调试3.进一步提高PLC的编程能力,将PLC与生产过程自动化联系起来教学重点状态继电器编写流程图、梯形图教学难点状态继电器编写流程图、梯形图教具准备课件教学方法、手段讲授法、举例法、演示法参考资料三菱FX系列PLC应用技能实训教学过程本项目的主要内容是以图8-1所示的液体(药剂)混合机为例,运用 PLC的顺序控制设计中的步进顺控指令编程法, 完成对液体自动混合装置的电气控制。
图8-2所示为液体自动混合装置的示意图,其控制要求如下:1.初始状态、液体自动混合装置投入运行时, 液体 A、 B阀门美闭, 容器为放空关闭状态2•周期操作按下混合装置启动按钮 SB1 , 液体自动混合装置开始按以下順序工作,(1)液体 A阀门打开,液体 A流入容器,液位上升。
(2)当液位上升到 SL2时, SL2导通,关闭液体 A阀f1,同时打开液体 B阀门,液体B开始流入容器。
(3) 当液位上升到 SL1关闭液体1B 网门, 搅拌电动机开始搅拌。
(4)搅拌电动机工作20后停止搅拌, 混合液阀门 YV3行开, 放出混合液体。
(5)当液位下降到 SL3时, 开始时,且装置继续放液,将容器放空,计时满20 s后,混合液阀门关闭, 自动开始下一个周期•3.停止操作按下混合装置停止按钮 SB2,在完成当前的工作循环后装置才停止操作。
一、编程元件状态继电器 S 用于记录系统的运行状态, 是编制顺序控制程序的重要编程元件。
状态继 电器应用与步进顺序指令STL 配合使用。
在使用状态继电器时,需要注意以下几个方面:1.状态继电器的编号必须在指定的类别范围内使用 。
2.状态继电器与辅助继电器一样有很多常开和常闭触点。
3.不使用步进顺控指令时, -状态继电器可与辅助继电器一样使用 。
4.供报警用的状态继电器可用于外部故障诊断的输出 。
、5.通用状态继电器和断电保持状态继电器的地址编号分配可通过改变参数来设置。
二、步进顺控指令(STL 、 RET) 1.指令功能(1)STL ~ 步进开始指令, 与母线直接连接,表示步;i 生顺控开始。
STL 的操作元件为 S0~S899。
(2)RET步进结束指令,表示步进顺控结束,用于状态流程图结東返回主程序。
RET 无操作元件。
2.编程实例使用 STL 指令的状态继电器的常开触点称为 STL 触点 。
从图 8=3 所示可以看出顺序 功能图、步进梯形图和指令表的对应关系。
3.指令使用说明 (1) 每一个状态继电器具有三种功能, ,即对负载的驱动处理、 指定转换条件和指定转换目标,如图8-3a 所示。
(2) STL 触点与左母线连接,与 STL 相连的起始触点要使用LD 或 LDI 指令。
使用STL 指令后, 相当于母线右移至 STL 触点的右侧,,形成子母线,一直到出现下一条 sTL 指 令或者出现RET 指令为止 。
RET 指令使右移后的子母线返回原来的母线, 表示顺控结束 。
使用 ST L 指令为新的状态置位 前一状态自动复位。
步进触点指令只用子常开角成点。
每一状态的转换条件由指令 LD 或 LDI 引入, 当转换条件有效时, 该状态由置位指令激活, 并由步进指令进入该状态, 接着列出该状态下的所有基本顺序指令及转换条件。
在STL 指令后出现 RET 指令,则表明步进顺控过程结束。
(3) STL 触点可以直接驱动或通过别的触点驱动 Y 、 M 、 S 、 T 等元件中餐事和年用指令。
表8-1 · 状态继电器的类型和地址编号类型地址编号 数用途及特点初始状态继电器 S0~S910 供初始化使用 回零状态继电器 S10~S1910供返回原点使用通用状态继电器S20~S499 480没有断电保持功能,但是可以用程序将它们设 定为有断电保持功能断电保持功能状态继电器S500~S899400 具有停电保持功能,断电再启动后,可继续执行报警用状态继电器S900~S999 100用于故障诊断和报警 '(4)由于 CPU,只执行活动步对应的电路块, 所以使用 STL 指令时允许双线圈输出, 即不同的 STL触点可以分别驱动同一编程元件的一个线圈。
但是, 同一元件的线圈不能在同时为活动步的 STL区.内出现, 在有并行序列的顺序功能图中,应特别注意这一问题。
(5) 在步进顺控程序中使用定时器时, 不同状态内可以重复使用同一编号的定时器 , 但相邻状态不可以使用。
三、步进顺控指令的单序列结构的编程方法如图8-3所示,. 该系统一个周期由3步组成。
它们可分别对应 So、 S2o和 S21, ;步 S0 代表初始步。
当 PLC通电进入RUN状态,初始化脉冲 M8002的常开触点-闭合一个掏構周期,梯形图第一行的 SET指令将初始步 So置为活动步。
-除初始状态外, 其余的状态必须用. STI指令来引导。
在梯形图中, 每一个状态的转换条件由指令 I_I)•或 LDI引入, 当转换条件有效时, 该状态由置位指令 SET激活, 并由步进指令进入该状态, 接着列出该状态下的所有基本Jl质控指, 令及转换条件。
. .在梯形图的第二行, So的 STL-触点与转換条件 X000 的常开触点组成的串联电路, 代表转换实现的兩个条件_。
当初始步 S0为活动步, X000的常开触点闭合,转换实现的两个条件同时满足, 置位指令SET S20被执行,后续步 S20变为活动步, 同时 S0自动复位为不活动步。
S20的STL触点闭合后, 该步的负载被驱动, Y000线圈得电。
转换条件 X001的常开触点闭合时, 转换条件得到满是, 下一步的状态继电器 S21被置位, 同时状态继电器S20被自动复位。
S21的 STL触点闭合后,该步的负载被驱动, Y001线圈得电。
当转换条件 X002的常开触点闭合时,用 OUT S0指令使 S0变为 0N并保持,系统返回到初始步。
注意, 在上述程序中的一-•系列STL指令之后要有 RET指令,-意为步进顺金结東, 返回主程序。
作业布置课后习题教学后记教时安排第周授课课题项目八液体混合控制系统2授课类型理论+实训课教学目标、要求1.掌握步进顺序指令的用法2.能根据控制要求用状态继电器编写流程图、梯形图,并上机调试3.进一步提高PLC的编程能力,将PLC与生产过程自动化联系起来教学重点状态继电器编写流程图、梯形图教学难点状态继电器编写流程图、梯形图教具准备课件教学方法、手段讲授法、举例法、演示法参考资料三菱FX系列PLC应用技能实训教学过程一、确定I/0地址分配•通过对本项目控制要求分析,可确定 PLC需要6个输入点, 4个输出点, 其 I/0通道分配见表.8-2.。
I/0通道地址分配表输入输出·作用输入继电元件代号作用输出继电器元件代号X0SL2 液面传感器YV1 A液电磁阀、Y0SL3 液面传感器X1 YV2‘B液电磁;阀Y1SL1 液面传感器X2 KM 搅拌电动机控制Y2SB1 启动按钮. X3 YV3混合液电磁阀.Y3·SB2 停止按钮X4SA 单周/周期X5二、画出 PLC接线图PLC接线图(I/0接线图)如图8-4所示。
三、程序设计根据 I/0通道地址分配表及项目控制要求分析, 画出本项目控制的状态流程图。
顺序功能图(Sequentia1 Function Chart) 也称状态转移图,简称 SFC,在项目七中已有介绍,只是在本项目内容中,顺序功能图中的1 在用的是状态it电器(S)。
分析本项目内容控制要求1 可将液体自动i昆;合装置控制工作过程划分为: 原位(SB1)、进A液体(SL2)、进B液体(SL1)、搅拌、放液5步;各步电磁商习YV1、YV2、YV3和接触器 KM的状态见表8-3。
1. 液体自动混合装置初始状态: 液体排空。
2.按下SB1:进A液体。
3.当液位达到传感器SL2的高度:进B液体。
4.当液位达到传感器.SL1的局度:搅拌机开始搅拌。
5.搅拌电动机工作20 s后:放液。
6.当液面下降到 SL3时, SL3由接通变成断开,再过20s后,容器放空,混合液阀门关闭,返回初始状态开始下一个周期表8-3 液体自动混合装置控制工作过程电磁间和接触器的状态表序号工作过程YV1 YV2 YV3 KM 转换主令1 原位(停止) - - --SB1-2 进 A液体十- - - SL23 进 B液体- 十- - SL14 搅拌- - - 十T05放液- - 十- SL3 T17。
状态转移图中步的确定与绘制(1)步序的确定原位(初始状态)、进A液体、进B液体、搅拌、放液。
初始步激活:特殊继电器M8002。
S0~S13: 原位(初始状态)、进 A液体,进 B液体、搅拌、放液。
(2)状态转移图中步的绘制根据上述的步序确定进行步的绘制,如图8-5所示(3)转换条件和动作的绘制根据控制要求分析, 将各步的转换条件和输出继电器的动作在状态流程图中进行绘制如图(4)初始条件的确定.当 PLC 刚进入程序运行状态时, 由于 S0的前步 S13还未曾得电, S0无法得电,其所有的后续步均无法工作 。
因此, 刚开始时应该给初始步一个激活信号,且此信号在激活初始步以后就不能再出现, 否则会同时出现两个活动步。
初始激活信号可以用 M8002,或其他满足要求的脉冲信号, 如图8-7所示。
四、程序输入及仿真运行1.程序输入启动MELSOFT系列GX Developer编程软件,首先创建新文件名,并命名为“液体混合控制”,选择PLC的类型为“FX2N”,应用前面任务所学的梯形图输入法,输入图示的梯形图。
2.仿真运行应用前面任务所述的位元件逻辑测试方式进行仿真运行比较直观,仿真过程在此不再赘述。
五、线路安装与调试1.根据I/O接线图,按照以下安装电路的要求在如图4-1-20所示的模拟实物控制配线板上进行元件及线路安装。
(1)检查元器件。
配齐元器件,检查元器件的规格是否符合要求,并用万用表检测元器件是否完好。
(2)固定元器件。
固定好本任务所需元器件。
(3)配线安装。
根据配线原则和工艺要求,进行配线安装。
教时安排第周授课课题项目八液体混合控制系统3授课类型理论+实训课教学目标、要求1.掌握步进顺序指令的用法2.能根据控制要求用状态继电器编写流程图、梯形图,并上机调试3进一步提高PLC的编程能力,将PLC与生产过程自动化联系起来教学重点状态继电器编写流程图、梯形图教学难点状态继电器编写流程图、梯形图教具准备课件参考资料三菱FX系列PLC应用技能实训一、理论知识拓展1.桟操作指令在 STL图中的使用在 STL触点后不可以直接使用MPS栈操作指令, 只有在 LD.或LDI指令后才可以使用,如图8-43所示。