第二讲 数控系统的组成及工作原理
数控系统的组成及工作原理
数控机床的主轴驱动系统和进给驱动系统,分别采用交、直流主轴电动机、伺 服电动机驱动,这两类电动机调速范围大,并可无级调速,因此使主轴箱、进 给变速及传动系统大为简化,箱体结构简单,齿轮。轴承和轴类零件数量大为 减少甚至不用齿轮,由电动机直接带动主轴或进给丝杠。
4、高传动效率和无间隙传动装置
数控机床在高进给速度下,工作要求平稳,并有高定位精度。因此,对进 给系统中的机械传动装置和元件要求具有高寿命、高刚度、无间隙、高灵 敏度和低摩擦阻力的特点。目前,数控机床进给驱动系统中常用的机械装 置主要有3种:滚珠丝杠副、静压蜗杆——蜗母条机构和预加载荷双齿轮- 齿条。
机床基础部件又叫机床大件,通常是指床身、底座、立柱、横梁、滑座、工作 台等。它是整台机床的基础和框架。机床的其他零、部件,或者固定在基础件 上,或者工作时在它的导轨上运动。
数控机床机械结构的主要特点
1、高刚度和高抗振性
机床刚度时机床的性能之一,它反映了机床结构抵抗变形的能力。 提高数控机床结构刚度的措施 1)提高机床构件的静刚度和固有频率 改善薄弱环节的结构或布局,以 减少所承受的弯曲载荷和转矩负载。 2)改善机床结构的阻尼特性 3)用新材料和钢板焊接结构 2、减少机床的热变形的影响 3、驱动系统机械结构简化
分辨率是指两个相邻的分散细节之间可以分辨的最小间隔。 数控装置每发出一个脉冲,反映到机床坐标轴上的位移量,通常称为脉冲当量
3、效率指标 1)最高主轴转速和最大加速度
2)最大快移速度 4、可靠性指标
1)平均无故障工作时间 2)平均修复时间 3)固有可用度
二、数控机床的功能 1、控制功能
2、插补功能 3、准备功能 4、进给功能
数控机床的工作原理
数控机床加工工件,首先要将被加工工件的几何信息和工艺信息数字化,用 规定的代码格式编写加工程序,并储存到程序载体,然后用相应的输入装置 将所编的程序指令输入到CNC单元,CNC单元将程序译码、运算之后,向机 床各个坐标的伺服系统和辅助控制装置发出信号,以驱动机床的各运动部件, 并控制所需要的辅助动作,最后加工出合格的工件
数控系统的组成及工作原理

第二讲 数控系统的组成及工作原理
山西工程职业技术学 院机械系 姚瑞敏
本讲主要内容
CNC数控系统基本构成 机床数控系统的基本工作原理 刀具半径补偿原理
引言
计算机数控系统是一种包含计算机在内的数字控制系统。它是一种 位置控制系统,主要用于控制刀具和工件之间的相对位置。 数控系统的主要工作过程是根据输入的信息(加工程序),进行数 据处理(刀具长度和半径补偿)和插补运算(确定刀具或工件的运 动轨迹),从而获得理想的运动轨迹信息。 为了适应工业自动化的需要以及网络、远程控制的需要,CNC(分布 式数控 ) 通常备有 RS232、RS422 串行通信接口,高档 CNC 还具有 DNC (分布式数控)或MAP (制造自动化协议)接口。有些生产厂家还 纷纷采用MAP工业控制网络。
3.刀具半径补偿原理(1):
基本思想:刀具半径补偿的计算就是根据零件轮廓和刀 具半径值计算出刀具中心的运动轨迹。对于数控系统来 说,工件轮廓主要是直线和圆弧或将其它轮廓用极限的 方法转换成直线或圆弧。对直线轮廓而言,刀补中心轨 迹是一条平行于工件轮廓且与轮廓等长的直线,用两点 (起点、终点)即可决定其直线方程;对圆弧轮廓而言, 刀补中心轮廓应是一条与工件轮廓同心且包角相同的一 段圆弧,用刀补圆弧的起点、终点坐标及圆弧半径即可 决定该圆弧方程。
2.软件构成(2):
插补程序:根据加工程序所提供的加工信息,如 曲线的种类(直线、圆弧或其它曲线)、起终点 (直线的起点、终点,圆弧的起点、终点及圆 心)、加工方向(顺时针、逆时针),对这些信 息进行插补运算,决定每一个脉冲到来时的移动 方向及步长,以及曲线与曲线之间如何过渡等。
2.软件构成(3):
数控技术-第2讲-CNC

数控技术-第2讲-CNCCNC系统第2章CNC系统了解数控系统的组成、原理、分类和功能及开放式数控体系结构。
掌握CNC系统的数据转换及处理过程和进给速度控制过程。
C系统组成与工作原理1 ) CNC 系统概念:计算机数控系统( CNC ,Computerized Numerical Control ),是在硬件数控(NC)系统的基础上发展起来的,用一台计算机完成数控装置的所有功能。
CNC 系统由硬件和软件组成。
CNC系统组成框图3C系统组成与工作原理2)CNC系统功能结构:数控机床的结构组成C系统组成与工作原理输入:输入CNC 装置的有零件程序、控制参数和补偿数据。
输入形式有光电阅读机纸带输入、键盘输入、磁盘输入、通信接口输入及连接上级计算机的DNC(直接数控)接口输入。
从CNC装置工作方式看,有存储工作方式和NC 工作方式输入。
通常在输入过程中CNC装置还要完成无效码删除,代码校验和代码转换等工作。
5C系统组成与工作原理存储方式:是将加工的零件程序一次且全部输入到CNC 装置内部存储器中,加工时再从存储器把一个个程序段调出;所谓NC工作方式是指CNC装置一边输入一边加工,即在前一个程序段正在加工时,输入后一个程序段内容。
C系统组成与工作原理译码:译码处理,是将零件程序以一个程序段为单位进行处理,把其中的各种零件轮廓信息,加工速度信息(F代码)和其他辅助信息按照一定的语法规则解释成计算机能够识别的数据形式,并以一定的数据格式放在指定的内存专用区间。
在译码过程中,还要完成对程序段的语法检查,若发现语法错误便立即报警。
7C系统组成与工作原理刀具补偿:刀具补偿包括刀具长度补偿和刀具半径补偿。
CNC装置的零件程序是以零件轮廓轨迹来编程,刀具补偿的作用是把零件轮廓轨迹的数据转换成刀具中心轨迹的数据。
目前在比较好的CNC装置中,刀具补偿的工作还包括程序段间的转接(即尖角过渡)和过切削判别,这就是所谓C刀具补偿。
第二章数控系统及工作原理_图文
char G0;
//以标志形式存放G指令。
char G1;
char M0;
//以标志形式存放M指令。
char M1;
char T;
//存放本段换刀的刀具号。
char D;
//存放刀具补偿的刀具半径值。
};
以标志形式存放G指令示例
在系统软件中各程序间的数据交换方式一般都 是通过缓冲区进行的。该缓冲区由若干个数据结构 组成,当前程序段被解释完后便将该段的数据信息 送入缓冲区组中空闲的一个。后续程序(如刀补程 序)从该缓冲区组中获取程序信息进行工作。
• 6.位移与速度检测装置
• 位移检测装置:测量装置按各坐标轴方向安装在 机床的工作台或丝杠上,将机床工作台各坐标轴 的实际位移转变成电信号反馈给数控装置,供数 控装置与指令值相比较产生误差信号,以控制机 床向消除该误差的方向移动。
• 速度检测装置:将进给速度反馈给进给伺服驱动 单元;将主轴转速反馈给主轴调速驱动单元。
• (7)I/O处理
• I/O处理是指CNC与机床之间电气信号的输入、输出处理 和控制(如换刀、主轴速度换挡、冷却等)。
• (8)显示
• 显示:零件程序、参数、刀具位置、机床状态、报警信息 等。
• 有些CNC还有刀具加工轨迹的静态和动态图形显示。
• (9)诊断
• 联机诊断:是指CNC中的自诊断程序融合在各部分,随 时检查不正常的事件。
刀补处理的主要工作:
Y
• 根据G90/G91计算零件轮
廓的终点坐标值。
• 根据R和G41/42,计算本 段刀具中心轨迹的终点 (P’e/P〃e)坐标值。
• 根据本段与前段连接关 系,进行段间连接处理 。
Pe’ G41
数控系统组成、原理与维修
• 专用计算机数控按组成装置的电路板的结 构特点可分为大板式结构和模块化结构两 类,按装置内的微处理器()数量可分为单 微处理器和多微处理器结构两类。
单微处理器结构具有如下特点。
①结构简单,容易实现。 ②处理器通过总线与各个控制单元 相连,完成信息交换。 ③由于只用一个微处理器来集中控 制,其功 能受到微处理器字长、数 据宽度、寻址功能和运算速度等因 素的限制;由于插补等功能由软件 来实现,因此,数控功能的实现与 处理速度成为一对矛盾。
3.通用组成的数控体系结构
• 基于通用的数控系统可以充分利用的软硬件资 源,减轻设计任务;可充分利用计算机工业所 提供的先进技术,方便地实现产品的更新换代; 良好的人机界面便于操作;开放性体系结构便 于在工厂环境内集成;由于有更多的硬件供选 择,的成本对于用户来说非常灵活。
2.3 数控系统软件
一、的软件结构类型 软件结构取决于系统中的软件和硬件的分工,也取 决于软件本身的工作性质。在信息处理方面,软件 和硬件在逻辑上是等价的,有些由硬件能完成的工 作在原则上也能由软件完成。 系统是一个实时的计算机控制系统,其数控功能是 由各种功能子程序实现的。不同的系统软件结构对 这些子程序的安排方式不同,管理方式也不同。在 单的数控系统中,常采用前后台型的软件结构和中 断型软件结构。
2.2 数控系统硬件
• 一、 的硬件构成 • 计算机部分 • 电源部分 • 面板接口和显示接口 • 开关量接口 • 内装型部分 • 伺服输出和位置反馈接口 • 主轴控制接口 • 外设接口
二、 的体系结构
• 装置从所使用的计算机类型来看,有专用 计算机数控装置(简称专机数控)和通用个 人计算机数控装置(简称数控)两种结构。
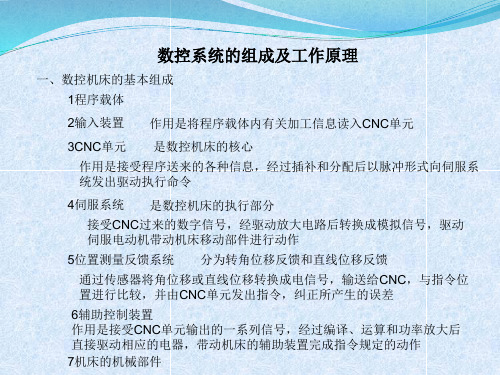
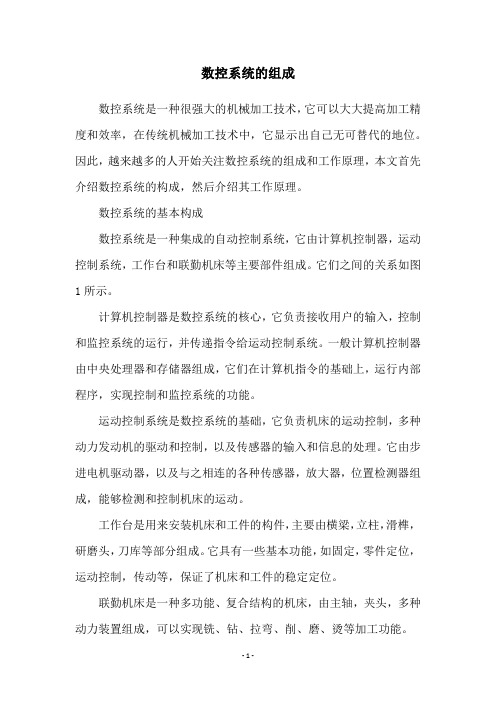
数控系统的组成

数控系统的组成
1 数控系统的组成
数控系统是由多种元件组成的控制系统,其中最主要的元件包括微处理器、数据输入设备、数据输出装置、存储器和算法程序等。
1.1 微处理器
微处理器是数控系统的核心部件,它主要用来处理计算、控制和调整系统中的信息和数据。
它被设计用来分析系统中输入信号形成的数据,根据程序发出控制信号,实现各种机械设备的控制。
1.2 数据输入设备
数据输入设备由不同的传感器组成,它们能够收集机器的实时状态,输入到处理器中,用于数据分析和控制操作。
1.3 数据输出装置
数据输出装置是将处理器处理后的数据重新输出到机器环境中,进行显示和控制,保证机器的正常运行。
1.4 存储器
存储器主要负责存储系统中的各种程序指令和数据,将微处理器分析的数据和程序码存储起来,以便后续使用。
1.5 算法程序
算法程序是数控系统的关键要素,它由计算机控制所需的数学公式和语句所组成,其目的是实现机器系统控制所需的标准和特性。
总之,数控系统由上述五个元件组成,它们起到协调系统不同部件之间的功能,实现数控系统的基本功能。
数控系统的组成
数控系统的组成数控系统是一种很强大的机械加工技术,它可以大大提高加工精度和效率,在传统机械加工技术中,它显示出自己无可替代的地位。
因此,越来越多的人开始关注数控系统的组成和工作原理,本文首先介绍数控系统的构成,然后介绍其工作原理。
数控系统的基本构成数控系统是一种集成的自动控制系统,它由计算机控制器,运动控制系统,工作台和联勤机床等主要部件组成。
它们之间的关系如图1所示。
计算机控制器是数控系统的核心,它负责接收用户的输入,控制和监控系统的运行,并传递指令给运动控制系统。
一般计算机控制器由中央处理器和存储器组成,它们在计算机指令的基础上,运行内部程序,实现控制和监控系统的功能。
运动控制系统是数控系统的基础,它负责机床的运动控制,多种动力发动机的驱动和控制,以及传感器的输入和信息的处理。
它由步进电机驱动器,以及与之相连的各种传感器,放大器,位置检测器组成,能够检测和控制机床的运动。
工作台是用来安装机床和工件的构件,主要由横梁,立柱,滑榫,研磨头,刀库等部分组成。
它具有一些基本功能,如固定,零件定位,运动控制,传动等,保证了机床和工件的稳定定位。
联勤机床是一种多功能、复合结构的机床,由主轴,夹头,多种动力装置组成,可以实现铣、钻、拉弯、削、磨、烫等加工功能。
数控系统工作原理数控系统的工作原理主要是计算机控制器接收用户的加工计划,把加工计划转换成控制程序,然后把控制程序传递给运动控制系统,由运动控制系统按照控制程序控制联勤机床进行加工,最后实现加工要求。
综上所述,数控系统是由计算机控制器,运动控制系统,工作台和联勤机床等主要部件组成的集成自动控制系统,它以计算机控制为核心,通过运动控制系统控制联勤机床,实现对工件的加工。
数控系统组成、原理与维修
书山有路勤为径, 学海无涯苦作舟
•2020/4/10
•第二章 机床数控系统结构与维修
•2.1 数控系统组成与原理
•一、 CNC系统组成
• 1.操作面板 • 2.输入/输出装置 • 3.计算机数控装置(CNC装置) • 4.伺服单元 • 5.驱动装置 •6.可编程逻辑控制器(PLC)
书山有路勤为径, 学海无涯苦作舟
书山有路勤为径, 学海无涯苦作舟
3.通用PC组成的数控体系结构
• 基于通用PC的数控系统可以充分利用PC的软硬 件资源,减轻设计任务;可充分利用计算机工 业所提供的先进技术,方便地实现产品的更新 换代;良好的人机界面便于操作;开放性体系 结构便于在工厂环境内集成;由于有更多的硬 件供选择,CNC的成本对于用户来说非常灵活 。
书山有路勤为径, 学海无涯苦作舟
2.3 数控系统软件
•一、CNC的软件结构类型 •软件结构取决于CNC系统中的软件和硬件的分工 ,也取决于软件本身的工作性质。在信息处理方面 ,软件和硬件在逻辑上是等价的,有些由硬件能完 成的工作在原则上也能由软件完成。 •CNC系统是一个实时的计算机控制系统,其数控 功能是由各种功能子程序实现的。不同的系统软件 结构对这些子程序的安排方式不同,管理方式也不 同。在单CPU的数控系统中,常采用前后台型的 软件结构和中断型软件结构。
电磁干扰噪声引起误动作。 • (3)输入接口接收机床操作面板的各开关信号
、按钮信号,机床上的各种限位开关信号以及 数控系统各个功能模块的运行状态信号,若输 入的是触点输入信号,要消除其振动。 • (4)输出接口是将各种机床工作状态灯的信息 送至机床操作面板上显示,将控制机床辅助动 作信号送至电柜,从而控制机床主轴单元、刀 库单元、液压单元、冷却单元等的继电触器。
第2章 数控系统及工作原理

Y Pi(xi, yi)
E(xe,ye)
Pi1(xi1, yi)
O X
3. 偏差计算(F<0)
当 Fi 0时x, i xi
yi1 yi 1
F i1xeyi1xiye
xe ( yi 1) xi ye xe yi xe xi ye Fi xe
Fi1 Fi xe
Y
Pi1(xi,yi1) E(xe, ye)
y
B C
A
将圆弧AC分成两段圆X弧
若坐标采用绝对值进行插补运AB 和BC,到X=0时,
算,应先进行过象限判断,当进行处理,对应调用
X=0或Y=0时过象限
SR2和SR1的插补程序
• 试用逐点比较法对下列直线和圆弧进 行插补,并画出实际运动轨迹。
1. XOY平面内的直线OA,坐标O(0, 0)、A(5,3)
1.偏差判别; 2.坐标进给; 3.偏差计算; 4.终点判别
开始
偏差判别
坐标进给
y
偏差计算
3
E (4 ,3 )
2
终 点 判1 别
O 1 2N 3 4
x
Y
给 结束
1. 逐点比较法直线插补 2. 逐点比较法圆弧插补
逐点比较法——直线插补
1. 偏差判别 2. 进 给 3. 偏差计算 4. 终点判别
直线OE的方程:
逐点比较法圆弧插补
示例
例: 用逐点比较法加工第一象限逆圆弧AE,起 点A(4,1),终点E(1,4) Y
E(1,4)
A(4,1)
X
解:总步数 E14416
加工开始时刀具对准在圆弧AE的起点A,因此,此 时F=0
偏差判别
起点 F0 0
数控机床的组成及工作原理(PPT53页)

5 机床的机械部件 与普通机床相似,包括基础部分(支撑部件)、主运动
部件、进给运动执行部件和辅助装置,但具有以下特点: ➢ 传动结构更为简单,传动链较短,传动及变速系统要 便于实现自动化,采用电主轴,伺服传动系统;
车床用电主轴同步齿形带传动 铣床用电主轴
5 机床的机械部件
与普通机床相似,包括基础部分(支撑部件)、主运 动部件、进给运动执行部件和辅助装置,但具有以下特点:
数控 机床
数控装置
数控机 理模块
后置处 理模块
输入工艺参数
数控机床
CAD/CAM自动编程
零件的几何图形输入到计算机中,建立起零件的 三维几何模型,通过数控编程模块,指定刀具半径、 加工方式及切削用量等工艺参数,就能自动地计算出 数控加工刀具中心轨迹数据,再通过调用相应的数控 机床后置处理程序,就可生成数控加工程序进行加工, 并可在屏幕上动态地模拟刀的加工情况。
➢机械结构具有较高的动态刚度、阻尼精度、更好的耐 磨性及抗震性、热变形小(如:采用花岗岩床身、树脂 水泥床身);
5 机床的机械部件
与普通机床相似,包括基础部分(支撑部件)、主运动 部件、进给运动执行部件和辅助装置,但具有以下特点:
➢采用高精度、高效传动部件(如:滚珠丝杆、直线滚 动导轨,圆柱滚动导轨,直线电机等);
它具有速度快、精度高、直观性好、使用简便、 便于进行干涉碰撞检查等优点。
三维造型CAD
数控自动编程CAM
CAD/CAM流程
数控加工模拟CAM
数控系统的主要工作有输入、译码、数据处理、插补、 伺服输出、管理程序等。
(一) 输入 将数控加工程序和数据输入到数控系统。数控加工程序
和数据可以通过磁盘驱动器、光电阅读机,或由计算机通 过通讯端口传输而来。
第二章--数控系统组成原理
➢ 数控装置
数控装置是数控机床的核心,它包括CPU、存储器、各 种I/O接口、通用输入输出(I/O)接口以及相应的软件。
数控装置接受输入装置送来的程序,进行编译、运算和逻辑 处理后,输出各种信号控制机床的各个部分进行相应的动作。这 些控制信号包括:各坐标轴的进给量、进给方向和速度的指令, 经伺服驱动系统驱动各执行部件运动;主运动部件的变速、换向 和启停信号;选择和交换刀具的刀具指令信号;控制冷却、润滑 的启停、工件和机床部件松开、夹紧、分度工作台转位等辅助指 令信号等。
电力工程技术(china-dianli)
计算机数控系统软件
计算机数控系统为典型的实时多任务系统,体系层次如图 2.6所示。
➢ 数控系统电软力工件程特技点术(china-
dianli)
➢ 数控系统软件典型结构
电力工程技术(china-dianli)
数控功能程序 (加工程序译码,刀补处理和插补计算,编辑器,加工模拟
电力工程技术(china-dianli)
➢ 可编程程序控制器(PLC)
主要作用是接收数控装置输出的主运动变速、刀具选择 交换、辅助装置动作等指令信号,经必要的编译、逻辑判断、 功率放大后直接驱动相应的电器、液压、气动和机械部件, 以完成指令所规定的动作,此外还有行程开关和监控检测等 开关信号也要经过PLC送到数控装置进行处理。
系统中有两个或两个以上的带CPU的功能部件,它们对系 统资源都有控制或使用权。功能部件之间采用紧耦合,有集中的 操作系统,通过总线仲裁器(软件和硬件)来解决争用总线问题, 通过公共存储器来交换系统信息。
特点:
能实现真正意义上的并行处理,处理速度快,可以实现较 复杂的系统功能。
数控系统基本原理与结构

2.1 CNC系统的组成
l. CNC系统的特点 (1)灵活通用 (2)数控功能多样化 (3)使用可靠、维修方便 (4)易于实现机电一体化 2. CNC系统的功能划分
功能实现: 硬件电路或软件;软件优先选择。
第二章 数控系统Βιβλιοθήκη 本原理与结构2.1.1微机数控系统的硬、软件构成
1. 核心功能 (1)数控加工程序解释功能 (2)几何数据处理功能 (3)进给轴控制功能 (4)开关量控制功能
第二章 数控系统基本原理与结构
2.1.2 CNC系统的功能
2. 可选功能 (1)编程功能 (2)图形支持的加工模拟 (3)监测和诊断功能 (4)测量和校正功能 (5)用户界面 (6)通信功能 (7)单元功能 (8)其它功能
l. 硬件构成 (1)CRT、MDI键盘 (2)机床操作面板 (3)NC装置 具体如图2-1所示。
图2-1 经济型微机数控系统构成
第二章 数控系统基本原理与结构
2.1.1微机数控系统的硬、软件构成
2. 软件构成 数控系统程序:数控功能程序和管理软件。 程序语言:汇编语言、高级语言、PLC。
2.1.2 CNC系统的功能
数控系统的组成及工作原理
数控系统的工作原理
数控系统的工作原理包括输入编程代码,数控装 置处理编程代码,输出控制信号,执行装置按照 控制信号进行加工。
数控系统工作原理的步骤
输入编程代 码
提供机床加工的 指令
输出控制信 号
指导执行装置进 行加工
执行装置加 工
按照控制信号进 行材料加工
处理ቤተ መጻሕፍቲ ባይዱ程代 码
数控装置解析并 生成控制信号
我国数控技术经过几十年的发展,已取得显著成 果,但与国外先进水平相比,仍有差距。未来, 我国应加大对数控技术研发的投入,提高数控系 统的性能和可靠性,推动数控技术在全球市场的 竞争力。
感谢观看
THANKS
高速数控技术的要素
高速电机
提供高转速的动 力支持
高速控制
实时调整机床速 度,保持加工精
度
高速传动
减小速度损失, 确保高效加工
精密数控技术
精密数控技术致力于提高机床加工精度和稳定性, 以满足高精度加工的需求。这涉及到精密丝杠、 精密导轨和温度补偿等技术。
精密数控技术的关键要素
精密丝杠
保证精确的轴向 移动
数控技术在航空航天领域具有广泛应用,如飞机 机身、发动机等部件的加工。数控技术实现航空 航天零件的高精度、高效加工,减轻飞机重量, 提高飞行性能。
汽车领域
发动机
数控技术提高发 动机零部件的加
工精度
车身
数控技术在车身 加工中提高精度,
美观度
变速箱
数控技术缩短变 速箱生产周期,
降低成本
模具领域
01 模具型腔
数控系统的发展历程
1952年:世 界第一台数 控系统诞生
标志着数控技术 进入新的发展阶
数控系统的基本结构

第二讲数控系统的基本结构数控系统由基本硬件与控制软件组成。
目前各数控厂家的产品可以归纳为两种风格:一种是采用专用硬件,其控制软件简单;另一种是采用通用硬件,其控制软件复杂。
一、基本硬件构成数控系统()基本硬件通常由微机基本系统、人机界面接口、通信接口、进给轴位置控制接口、主轴控制接口以及辅助功能控制接口等部分组成,如图—所示。
图—数控系统总体结构示意图数控装置构成框图如图—所示。
数控装置构成框图如图—所示。
图—数控装置构成框图㈠、微机基本系统通常微机基本系统是由、存储器(、)、定时器、中断控制器等几个主要部分组成。
、是整个数控系统的核心,常见的中低档数控系统基本上采用位或位,如/、等。
随着系统向高精度方向发展,要求其最小设定单位越来越小,同时又要求系统能满足大型机床的需要,当最小设定单位是μ时,位二进制数所表示的最大坐标为-~+32.767mm,这显然是不够的,而采用位二进制数时,最大坐标范围约为-~+2000m,因此数控系统一般采用位二进制数,其坐标范围为-~+8388.607mm。
因此选用位就需要三个或四个字节运算,这就严重影响了运算速度,当最小设定单位为μ时,这个问题将更加严重。
因此现代数控系统大多采用位或位的,以满足其性能指标,如采用位,则为多结构。
例如、、等系统均为位,而系统则采用位多结构。
、用于固化系统控制软件,数控系统的所有功能都是固化在中的程序的控制下完成的。
在数控系统中,硬软件有密切的关系,由于软件的执行速度较硬件慢,当功能较弱时,则需要专用硬件解决问题或采用多结构。
现代数控系统常采用标准化与通用化总线结构,因此不同的机床数控系统可以采用基本相同的硬件结构,并且系统的改进与扩展十分方便。
在硬件相对不变的情况下,软件仍有相当大的灵活性。
扩充软件就可以扩展的功能,而且软件的这种灵活性有时会对数控系统的功能产生极大的影响。
在国外,软件的成本甚至超过硬件。
例如与3M的差别仅在中的软件,3M二轴半联动变为三轴联动也仅需要更换中的软件。
数控机床的组成与工作原理(ppt 24页)

这些特点较好地满足了数控技术的要求,并能充分适应数 控加工的特点,便于实现自动化控制。
(1) 主传动系统及主轴部件。主传动电机已逐步被变频主 轴电机和交流调速电机所代替,不再使用普通的交流异步电机 或传统的直流调速电机。由于主轴部件要求实现自动更换刀具 或工件,因此主轴上设计有刀具自动夹紧机构。此外还有主轴 准停装置。
5) 伺服控制装置
伺服系统主要完成机床的运动及运动控制(包括进给运动、 主轴运动、位置控制等),它由伺服驱动电路和伺服驱动电机 组成,并与机床上的执行部件和机械传动部件组成数控机床的 进给系统。它接受来自数控装置的位置控制信息,将其转换成 相应坐标轴的进给运动和精确的定位运动,驱动机床执行机构 运动。由于是数控机床的最后控制环节,它的性能将直接影响 数控机床的生产效率、加工精度和表面加工质量。
(2) 进给系统。由于进给系统传动精度、灵敏性和稳定性 将直接影响被加工工件的最后坐标精度和轮廓精度,因此,为 减少摩擦阻力,进给系统普遍采用滚珠丝杠螺母副和滚动导轨。
(3) 数控回转工作台。回转工作台通常用来实现数控机床 的圆周进给运动,除了用来进行各种圆弧加工或与直线进给联 动进行曲面加工外,还可以实现精确的分度。对于自动换刀的 多工序加工中心来说,回转工作台已成为一个不可缺少的部件。
用微笑告诉别人,今天的我,比昨天更强。瀑布跨过险峻陡壁时,才显得格外雄伟壮观。勤奋可以弥补聪明的不足,但聪明无法弥补懒惰的缺陷。孤独是 每个强者必须经历的坎。有时候,坚持了你最不想干的事情之后,会得到你最想要的东西。生命太过短暂,今天放弃了明天不一定能得到。只有经历人生 的种种磨难,才能悟出人生的价值。没有比人更高的山,没有比脚更长的路学会坚强,做一只沙漠中永不哭泣的骆驼!一个人没有钱并不一定就穷,但没 有梦想那就穷定了。困难像弹簧,你强它就弱,你弱它就强。炫丽的彩虹,永远都在雨过天晴后。没有人能令你失望,除了你自己人生舞台的大幕随时都 可能拉开,关键是你愿意表演,还是选择躲避。能把在面前行走的机会抓住的人,十有八九都会成功。再长的路,一步步也能走完,再短的路,不迈开双 脚也无法到达。有志者自有千计万计,无志者只感千难万难。我成功因为我志在成功!再冷的石头,坐上三年也会暖。平凡的脚步也可以走完伟大的行程。 有福之人是那些抱有美好的企盼从而灵魂得到真正满足的人。如果我们都去做自己能力做得到的事,我们真会叫自己大吃一惊。只有不断找寻机会的人才 会及时把握机会。人之所以平凡,在于无法超越自己。无论才能知识多么卓著,如果缺乏热情,则无异纸上画饼充饥,无补于事。你可以选择这样的“三 心二意”:信心恒心决心;创意乐意。驾驭命运的舵是奋斗。不抱有一丝幻想,不放弃一点机会,不停止一日努力。如果一个人不知道他要驶向哪个码头, 那么任何风都不会是顺风。行动是理想最高贵的表达。你既然认准一条道路,何必去打听要走多久。勇气是控制恐惧心理,而不是心里毫无恐惧。不举步, 越不过栅栏;不迈腿,登不上高山。不知道明天干什么的人是不幸的!智者的梦再美,也不如愚人实干的脚印不要让安逸盗取我们的生命力。别人只能给 你指路,而不能帮你走路,自己的人生路,还需要自己走。勤奋可以弥补聪明的不足,但聪明无法弥补懒惰的缺陷。后悔是一种耗费精神的情绪,后悔是 比损失更大的损失,比错误更大的错误,所以,不要后悔!复杂的事情要简单做,简单的事情要认真做,认真的事情要重复做,重复的事情要创造性地做。 只有那些能耐心把简单事做得完美的人,才能获得做好困难事的本领。生活就像在飙车,越快越刺激,相反,越慢越枯燥无味。人生的含义是什么,是奋 斗。奋斗的动力是什么,是成功。决不能放弃,世界上没有失败,只有放弃。未跌过未识做人,不会哭未算幸运。人生就像赛跑,不在乎你是否第一个到 达终点,而在乎你有没有跑完全程。累了,就要休息,休息好了之后,把所的都忘掉,重新开始!人生苦短,行走在人生路上,总会有许多得失和起落。 人生离不开选择,少不了抉择,但选是累人的,择是费人的。坦然接受生活给你的馈赠吧,不管是好的还是坏的。现在很痛苦,等过阵子回头看看,会发 现其实那都不算事。要先把手放开,才抓得住精彩旳未来。可以爱,可以恨,不可以漫不经心。我比别人知道得多,不过是我知道自己的无知。你若不想 做,会找一个或无数个借口;你若想做,会想一个或无数个办法。见时间的离开,我在某年某月醒过来,飞过一片时间海,我们也常在爱情里受伤害。1、 只有在开水里,茶叶才能展开生命浓郁的香气。人生就像奔腾的江水,没有岛屿与暗礁,就难以激起美丽的浪花。别人能做到的事,我一定也能做到。不 要浪费你的生命,在你一定会后悔的地方上。逆境中,力挽狂澜使强者更强,随波逐流使弱者更弱。凉风把枫叶吹红,冷言让强者成熟。努力不不一定成 功,不努力一定不成功。永远不抱怨,一切靠自己。人生最大的改变就是去做自己害怕的事情。每一个成功者都有一个开始。勇于开始,才能找到成功的 路。社会上要想分出层次,只有一个办法,那就是竞争,你必须努力,否则结局就是被压在社会的底层。后悔是一种耗费精神的情绪后悔是比损失更大的 损失,比错误更大的错误所以不要后悔。每个人都有潜在的能量,只是很容易:被习惯所掩盖,被时间所迷离,被惰性所消磨。与其临渊羡鱼,不如退而结网。 生命之灯因热情而点燃,生命之舟因拼搏而前行。世界会向那些有目标和远见的人让路。不积跬步,无以至千里;不积小流,无以成江海。骐骥一跃,不 能十步;驽马十驾,功在不舍。锲而舍之,朽木不折;锲而不舍,金石可镂。若不给自己设限,则人生中就没有限制你发挥的藩篱。赚钱之道很多,但是 找不到赚钱的种子,便成不了事业家。最有效的资本是我们的信誉,它小时不停为我们工作。销售世界上第一号的产品——不是汽车,而是自己。在你成
实验二 数控系统的原理与组成

实验二数控系统的原理与组成一、实验目的与要求(1)了解数控系统的特点、基本组成和应用。
(2)了解数控系统常用部件的原理与作用。
(3)熟悉数控系统综合实验台的连接与基本操作。
二、实验仪器与设备(1)HED-21S 数控系统综合实验台一套(2)专用连接线一套。
三、相关知识概述1.数控系统的组成数字控制机床是采用数字控制技术对机床的加工过程进行自动控制的一类机床,它是数控技术的典型应用。
数控系统是实现数字控制的装置,计算机数控系统是以计算机为核心的数控系统。
计算机数控系统的组成如图2-1所示。
图2-1计算机数控系统3.1.1操作面板操作面板是操作人员与机床数控系统进行信息交流的工具,它由按钮站,状态灯,按键阵列(功能与计算机键盘类似)和显示器组成。
数控系统一般采用集成式操作面板,分为三大区域:显示区,NC键盘区,机床控制面板区。
如图2-2所示.显示器一般位于操作面板的左上部,用于菜单、系统状态、故障报警的显示和加工轨迹的图形仿真。
NC键盘包括标准化的字母数字式MDI键盘和F1-F10十个功能键,用于零件程序的编制,参数输入,手动数据输入和系统管理操作等。
机床控制面板(MCP)用于直接控制机床的动作或加工过程。
一般主要包括:(1)急停方式选择(2)轴手动按键(3)速率修调(进给修调,快进修调,主轴修调)(4)回参考点(5)手动进给(6)增量进给(7)手摇进给(8)自动运行(9)单段运行(10)超程解除(11)机床动作手动控制,例如,冷却启停,刀具松紧,主轴制动,主轴定向,主轴正反转,主轴停止等。
图2-2 数控系统操作面板3.1.2 输入/输出装置输入装置的作用是将程序载体上的数控代码变成相应的数字信号,传送并存入数控装置内。
输出装置的作用是显示加工过程中必要的信息,如坐标值,报警信号等。
数控机床加工的过程是机床数控系统和操作人员进行信息交流的过程,输入、输出装置就是这种人机交互设备,典型的有键盘和显示器。
数控系统的构成、工作原理和功能

数控系统的构成、工作原理和功能一、数控装置数控(NC)装置是数控装备的控制核心,通常由一台专用计算机和输入输出设备构成,如下图所示。
▲数控(NC)装置的组成1、信息信息、程序可以通过键盘人工编程输入,也可以在专门的编程系统中完成程序编制,将信息、程序存储在移动硬盘、光盘、U盘上输入数控系统,在通信控制的数控机床上,程序还可以由计算机接口传送。
2、专用计算机它由信息输入装置、运算器、控制器和输出装置组成。
专用计算机对信息进行处理,如计算各执行元件的移动量,另外通过固定、内置的逻辑单元操作程序控制动作信息(如:电动机开停、电动机正反转、刀具更换、检测等)。
3、伺服系统伺服系统控制驱动装备的执行元件,实现伺服电动机的起动、回转、编码检测、反馈、控制回转位置、减速、停止等。
通过上述组成部分可以看出,数控装置的工作过程是:将信息、程序通过专用计算机的输入装置,由控制器中的译码器对输入的信息进行识别,将识别结果向专用计算机的输出装置发出控制信号,执行规定的操作;最后由输出装置实现对伺服系统的数据输出,以实现对伺服系统的控制。
数控装置根据输入的指令进行译码、处理、计算和控制实现数控功能。
该类装置是20世纪50~70年代随着计算机技术发展而产生的一种控制技术。
从本质上讲,数控装置所具有的功能都是采用专用的硬件电路来实现的,因此也称为硬件数控装置。
从现代计算机技术和装备技术要求的角度来讲,这种专用数控装置结构复杂,功能扩展困难并受到一定限制,适应性及灵活性差,设计、制造周期长,制造成本高,稳定可靠性较差。
现代数控装置已发展成为计算机数控装置,也称为软件数控装置。
二、计算机数控系统以小型通用计算机或微型计算机的系统控制程序来实现部分或全部数控功能,简称为计算机数控(CNC)。
CNC系统是现代的主流数字控制系统。
用CNC系统控制的数控机床,简称CNC机床。
1、CNC装置的组成CNC装置由硬件和软件两大部分组成。
(1)硬件由CPU、存储器、总线、输入/输出接口、MDI/CRT接口、位置控制、通信接口等组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.C刀具补偿原理(2)
图例给出了左刀补和右刀补时轮廓过渡处的处理 情形。从图可以看出:轮廓过渡时,为了避免过 切或间断,需要采用缩短、延长或插入的方式。
C刀具补偿原理图(1)
C刀具补偿原理图(2)
4.C刀具补偿原理(3)
数控系统的工作方式 C刀具补偿是在插补和控制的间隙进行刀补计算 的,通过设置多个缓存,采用流水作业的方式才 能提高计算速度,满足高速加工的需要。如图所 示。
速度控制程序:根据给定的速度值控制插补运算 的频率,保证预定的进给速度。并能根据反馈值 的正与负自动地调节速度的大小。
2.软件构成(3):
速度控制程序:根据给定的速度值控制插补运算的 频率,保证预定的进给速度。并能根据反馈值的正 与负自动地调节速度的大小。 管理程序:负责对数据输入、数据处理、插补运算 等各种程序进行调度管理;对诸如面板命令、时钟 信号、故障信号等引起的中断进行处理;子程序的 调用;共享资源的分时享用等。 诊断程序:通过识别程序中的一些标志符来判断故 障的类型和所在地。
C功能刀补计算流水作业框图:
思考与练习:
数控系统的硬件由哪些部分构成?各部分的作用 是什么? 数控系统在进行插补运算之前为什么一定要进行 数据处理?数据处理包括哪些方面的内容?各自 的原理是什么? 在进行数据处理时,直线段的B刀补和圆弧段的B 刀补分别解决什么问题?基本思路是什么?为了 避免过切或使加工能够持续进行,在处理曲线与 曲线之间转接时(C刀补),通常有几种方式?
刀具半径补偿图例:
刀具半径补偿示例:
O0010 N10 G98 G40 G21; (程序初始化) N20 T0101; (转1号刀,执行1号刀补) N30 M03 S1000; (主轴按1000r/rain正转) N40 G00 X0.0 Z10.0; (快速点定位) N50 G42 G01 X0.0 Z0.0 F100 (刀补建立) N60 X40.0; N70 Z-18.0; (刀补进行) N80 X80.0; N90 G40 G00 X85.0 Z10.0; (刀补取消) N100 G28 U0 W0; (返回参考点) N110 M30;
2
2
切直线时刀补的计算:设上段 程序加工完成后,刀具中心位 于O’,现需计算刀补后直线终 点的坐标(X‘,Y‘)。设终点 刀具半径偏置矢量投影坐标为 (ΔX,ΔY),则有左边的表 达式。 此为第一象限的公式,其它象 限公式仅为符号差别。
3.刀具半径补偿原理(3):
X e X e X Y e Y e Y Xe Xe Xe R 2 2 X e Ye Ye Y Y R e e 2 2 X e Ye Xo Xo Xo R 2 2 X o Yo Yo Y Y R o o 2 2 X o Yo
3.刀具半径补偿原理(1):根据零件轮廓和刀 具半径值计算出刀具中心的运动轨迹。对于数控系统来 说,工件轮廓主要是直线和圆弧或将其它轮廓用极限的 方法转换成直线或圆弧。对直线轮廓而言,刀补中心轨 迹是一条平行于工件轮廓且与轮廓等长的直线,用两点 (起点、终点)即可决定其直线方程;对圆弧轮廓而言, 刀补中心轮廓应是一条与工件轮廓同心且包角相同的一 段圆弧,用刀补圆弧的起点、终点坐标及圆弧半径即可 决定该圆弧方程。
一.CNC数控系统基本构成
数控系统构成可以用下面的框图表示:
硬件系统 微机部分 外围设备部分 机床控制部分
CNC数控系统 系统软件 输入数据处理程序 插补运算程序 速度控制程序 管理程序 诊断程序
软件系统
应用软件
1.硬件构成(1) :
微机部分:是CNC的核心,主要由CPU、存储 器和接口电路组成。 CPU由运算器和控制器组成。 运算器(ALU)主要对数据进行算术和辑运算, 其电路结构如图所示。
数控机床与使用维修
第二讲 数控系统的组成及工作原理
武汉船舶职业技术学 院机械系 周兰
本讲主要内容
CNC数控系统基本构成 机床数控系统的基本工作原理 刀具半径补偿原理
引言
计算机数控系统是一种包含计算机在内的数字控制系统。 它是一种位置控制系统,主要用于控制刀具和工件之间 的相对位置。 数控系统的主要工作过程是根据输入的信息(加工程 序),进行数据处理(刀具长度和半径补偿)和插补运 算(确定刀具或工件的运动轨迹),从而获得理想的运 动轨迹信息。 为了适应工业自动化的需要以及网络、远程控制的需要, CNC通常备有RS232、RS422串行通信接口,高档CNC 还具有DNC或MAP接口。有些生产厂家还纷纷采用MAP 工业控制网络。
运算器工作原理图:
1.硬件构成(2) :
寄存器用于存放操作数,累加器除存放运算操作数外,在 连续运算中,还用于存放中间结果和最后结果。寄存器和 累加器中的部分数据均从存储器中取得;累加器的最后结 果也存放到存储器中。 现代计算机的运算器有多个寄存器,如8个、16个、32个 等。称为通用寄存器组。设置通用寄存器组可以减少访问 存储器的次数,提高运算速度。 控制器从存储器中依次取出组成程序的指令,经过译码后 向数控系统各部分按顺序发出执行操作的控制信号,使指 令得以执行。它一方面向各部件发出执行任务的命令,另 一方面又接受执行部件的反馈信息。其电路结构如图示
分为左补偿和右补偿两种情形。 刀具半径左补偿:沿着加工方向,当刀具位于工 件左侧时,称刀具半径左补偿。加工时用G41指 令调用。 刀具半径右补偿:沿着加工方向,当刀具位于工 件右侧时,称刀具半径右补偿。加工时用G42指 令调用。
刀具半径补偿图例:
2.刀具补偿的步骤:
刀具半径补偿的建立:刀具由起刀点以进给速度接近工 件,刀具中心在法线方向与待加工工件偏离一刀具半径。 偏置方向由G41及G42确定。 刀具半径补偿的进行:一旦建立刀补,刀具始终偏离工 件轮廓一定距离,直到取消刀补为止。 刀具半径补偿的取消:刀具撤离工件,回到退刀点,取 消刀具半径补偿。退刀点应位于零件轮廓之外,可以与 起刀点相同,也可以不相同。
二.机床数控系统的基本工作原理
1 .数控系统工作原理框图:
1.程序的输入:
分为手动输入和自动输入两种方式。手动输入通 常用键盘输入;自动输入可用穿孔纸带、磁带或 用通讯的方式。
2.译码:
主要是将标准程序格式翻译成便于计算机处理数 据的格式(高级语言→机器语言)。
三、刀具半径补偿
1.补偿的类型:
3.刀具半径补偿原理(2):
X X X Y Y Y Y X R sin R 2 2 X Y X Y R cos R 2 X Y Y X X R 2 X Y X Y Y R 2 2 X Y
控制器结构简图:
1.硬件构成(3) :
外围设备主要包括操作面板、键盘、显示器、光电阅读机、 纸带穿孔机和外部存储器等。 操作面板:由于不同数控机床的动作不同,所配备的操作 面板是不同的。一般操作面板具有如下按钮和开关: 进给轴手动控制按钮,用于手动调整时移动各坐标轴。 主轴启停与主轴倍率选择按钮:用于主轴的启停与正、反 转以及主轴调速。自动加工启停按钮:用于自动加工过程 的启动于停止。 条件程序段选择开关:用于条件程序段是否执行。 倍率选择开关:用于选择进给速度的倍率及点动量。 另外还有一些状态指示等、报警装置等。
1.硬件构成(4) :
机床数控系统 主要是通过对伺服机构的控制来实现对机床移动 部件的控制。包括速度和位移的控制以及它们反 馈装置的控制。
2.软件构成(1):
输入数据处理程序:接受加工程序,对程序进行 译码,对数据进行处理。加工程序给定的是待加 工工件的轮廓,而实际上,应该控制刀具中心的 运动轨迹。这就存在一个轮廓转换的问题。只要 告诉系统所使用的刀具并将刀具相应的参数输入 系统中,该转换工作由输入数据处理程序自动完 成。
2.软件构成(2):
插补程序:根据加工程序所提供的加工信息,如 曲线的种类(直线、圆弧或其它曲线)、起终点 (直线的起点、终点,圆弧的起点、终点及圆 心)、加工方向(顺时针、逆时针),对这些信 息进行插补运算,决定每一个脉冲到来时的移动 方向及步长,以及曲线与曲线之间如何过渡等。
2.软件构成(3):
切圆弧刀补计算:设上段程 序加工完成后,刀具中心位 于,设在两坐标轴上的投影 为(ΔX,ΔY),则有左边的 表达式。 实际上,无论是直线加工, 还是圆弧加工,对于具备刀 具半径功能的系统,这种复 杂的计算都由数控系统自动 完成,用户只需根据工件轮 廓进行编程即可。
4.C刀具补偿原理(1)
上面讨论的是单段轮廓的刀补情况,通常工件轮 廓由多段曲线组成,如直线与直线、直线与圆弧、 圆弧与圆弧、圆弧与直线等,这就存在一个轮廓 交接处如何过渡的问题。C刀具补偿能自动地处 理两段程序之间的刀具中心轨迹的转接,编程人 员完全按工件轮廓编程。