军训服制单工序表
新生军训服项目生产组织安排
新生军训服项目生产组织安排
摘要:
一、新生军训服项目概述
二、生产组织安排的具体内容
三、项目实施的注意事项
正文:
一、新生军训服项目概述
新生军训服项目是为了满足我国各大高校新生军训活动所需要的服装而设立的一项重要项目。
该项目旨在通过规范化、标准化的军训服生产,保障我国新生军训活动的顺利进行,同时也是对学生进行国防教育的一种有效方式。
二、生产组织安排的具体内容
1.生产计划:根据各高校新生军训的时间和人数,制定合理的生产计划,确保每一名参加军训的学生都能穿上合适的军训服。
2.原材料采购:选购质量优良、符合国家标准的面料,以保证军训服的穿着舒适度和耐用性。
3.生产工艺:采用先进的生产工艺,确保军训服的版型规范、缝制牢固。
4.质量控制:设立专门的质量检测部门,对每一批军训服进行严格的质量把控,确保军训服的质量符合标准。
5.物流配送:根据各高校的地理位置和军训时间,合理安排物流配送,确保军训服能准时送达。
三、项目实施的注意事项
1.生产过程中要严格遵守国家的相关法律法规,确保军训服的生产合法合规。
2.注意保护学生的隐私,军训服的制作过程中不应泄露学生的个人信息。
3.在物流配送过程中,要注意包装的防护,防止军训服在运输过程中损坏。
军训服装生产工艺流程

军训服装生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!军训服装的生产工艺流程与普通服装生产流程相似,但可能更注重耐用性和功能性,以适应军训期间的高强度使用需求。
常见服装工序编排模板

二、西裤缝纫和熨烫工序分析后袋嵌线前垫底布前袋布里禄面 烫门襟PD 车里襟暗缝 26A 熨斗一缁门襟腰沙程内侧缝 >°器中缝 位特种机 干钉裤带环 留缝迪裤片 3。
嗨* 25±%427^2包缝机簟星襟 25^^密第I 缉缝里襟 吗曙说里襟 251部缝机 后片滚边\/勾袋布 良斗 翻烫袋布 平缝机 缉袋布明线烫里襟锁眼熨斗归拔后片括包缝机°包缝前省侧线线 线角线两布嵌明袋嵌机三机嵌机布袋机上骑 后4烫普缝下缝袋斗烫缝定羹腰回X 7三、女衬衫at川*r吊HU H Mr ft*林人・2 •1・“Wi卬『必〃”彼n t. Hi 十«* m表5-2女衬衫一条流水线工作地负荷四、年产20万件男式西服门襟.里襟.挂面前片衬 前片.腋下片 .划袋位 缝前省 分烫前片省嵌线衬 模缝份温面 袋盖里 送;折烫嵌线 袋口衬大袋布大袋垫底布 缝嵌线Y V盖 粘袋盖衬Q :剪三角 手 2板衬接缝下袋布丁翻烫袋盖 缝下嵌线 缝上嵌线 缝袋布两侧 。
扣烫袋板三角 缝垫底布 袋布 口:翻烫嵌线 夹袋盖 7夹^袋^盖 缝手巾袋板剪三角 翻烫手巾袋里袋布里袋垫布 标记合袋布2板明线 覆衬布缝垫底布商标腋下片里烫里袋嵌线袋上的嵌暗线香烟袋布香烟袋垫布划里袋香烟袋记号 39巍翻烫三角袋盖谈分烫袋盖贴边缝里袋 袋 商标兜里袋香烟袋布袋香烟袋口 夹里整理d 前身挂面相互合缝止口缝割止口 劈驳头缺嘴 烫前止口 谍烫外止口前身缝头缝里袋垫布 盖布小袋分烫肩缝 包摆缝 领衣身组合 聒前身领边止口后肩过里癖口对位记号 分烫摆缝袖口衬缝领缺嘴及摆缝暗缝袖衩袖缝熨烫缝袖暗缝袖口衬后背下口边缭缝 下底边 带 前身组合 烫摆缝边 袖暗缝 缝垫肩 熨烫袖山 缝钉肩袢袖口钮扣袖缝缝领脚钮扣(6个)烫串口 工 ________ 烫袖口衬 袖子组合缝4由缝暗缝记号说明裁片停滞平缝机作业手工作业特种机作业熨烫机作业数量质量检验个)完成停滞圆头装饰钮孔撬袖窿门襟圆头钮孔锁眼窈领部整烫圆头钮孔套结。
学校军训迷彩服上衣工序工价表

13 钉袖兜粘扣
0.02
14 做肩袢
0.22
15 上袖子暗线
0.18
16 压袖子明线及肩袢
0.17
17 链侧缝
0.26
18 上拉链
0.16
19 压拉链明线
0.18
20 钉领子商标小号
0.07
21 画领子
0.02
22 做领子、翻领子
0.12
23 上领子压明线(0.23)、拔牙子(0.02)
0.25
24 上底边暗线、钉松紧、勾紧边两头
0.24
25 压紧边、松紧明线
0.25
26 做袖头(翻净)
0.18
27 上袖头
0.16
28 做门襟(翻净)
0.12
29 上门襟
0.12
30 折贴边
0.06
31 净肩袢、(0.02)兜盖(0.015)、
0.9
净袖头(0.035)净门襟(0.02)
32 剪松紧
0.02
底边
0.04
小
肩袢
0.04
兜盖
0.02
学校军训迷彩服上衣工序工价表
序号
工序名称
工价(元)
1 开胸兜
0.12
2 剪开兜、画兜牙
0.07
3 上小兜拉链
0.14
4 链剪袖带
0.02
5 辑胸兜布
0.12
6 合肩缝
0.12
7 做后片
0.08
8 合袖外缝
0.18
9 做袖兜
0.1
10 做袖兜盖
0.12
11 钉兜盖粘扣
0.02
12 上袖兜及兜盖
0.15
33
袖头
军训服裤子制作工艺流程

军训服裤子制作工艺流程The production process of military training pants is a intricate and detailed one that involves several steps to ensure the final product meets the necessary quality standards. 制作军训裤是一个复杂而详细的过程,其中涉及多个步骤,以确保最终产品符合必要的质量标准。
Firstly, the design stage is crucial in determining the overall look and functionality of the military training pants. 首先,设计阶段对确定军训裤的整体外观和功能至关重要。
Once the design is finalized, the next step involves sourcing high-quality materials that are durable and can withstand the rigors of military training. 一旦设计确定,下一步就是寻找高质量的耐用材料,能够经受住军训的考验。
The cutting process is a skilled art that requires precision and attention to detail to ensure each piece of fabric is cut accurately according to the pattern. 裁剪过程是一门技术活,需要精确和细致的注意力,以确保每一块布料根据图案准确裁剪。
After the cutting process, the pieces of fabric are then sewn together by experienced seamstresses using specialized sewing machines to create the final product. 裁剪完成后,经验丰富的裁缝师傅会使用专用缝纫机将布料缝制在一起,制作出最终产品。
军训服装统计表

综采三队军训服装统计表
性别 序号 25 徐杰 26 刘永东 27 惠双琳 28 张少帅 29 黄忠德 30 边钢 31 徐治国 32 张亮亮 33 邓双福 34 崔智伟 35 车昊 36 赵钢 37 康龙龙 38 马帅 39 任新龙 40 刘波 41 汪哲 42 朱春春 43 王波小 44 张伟毅 45 孙伟 46 荣耀 47 杨玉龙 48 男 2.6 180 43 男 2.6 170 40 男 2.9 170 41 男 2.6 175 43 男 2.4 180 43 男 2.5 175 41 男 23 174 41 男 2.6 180 42 男 2.4 185 43 男 2.4 172 40 男 2.2 170 40 男 2.5 173 42 男 2.4 176 42 男 2.8 180 43 男 2.5 172 41 男 2.6 172 41 男 2.4 165 39 男 2.4 165 40 男 2.7 180 44 男 2.3 172 41 男 2.4 176 41 男 2.7 180 43 男 2.5 175 42 姓名 王伯辰 男 2.5 175 42 腰围 身高 鞋 码
公司服装制单生产流程

1 制单汇总、整理 2 根据客户样衣,由样板房核价确认价格、款式 3 根据交货日期、款式、数量、单价下单给不同的工厂 4 工厂根据样衣报价、并确认制单款式、数量和交货期 5 面料打样确认:包括坯布、印花、染色,并制作确认色卡 6 辅料打样确认:包括钮扣、线、主唛、水洗唛、价钱牌等,并制作辅料确认卡 7 工厂打样衣确认,并制作服装工艺单 8 根据面料确认样生产大货面料,根据辅料确认样生产大货辅料,面料和辅料都要由QC确认。 9 根据确认样衣的工艺单生产大货服装,QC要全程跟踪生产质量,并及时反映生产进度和生产情况,把好质量关 10 根据制单要求进行后道包装整理,及时交货完
服装生产工序流程

女衬衫
款式图 工 序 流 程 图
男衬衫
工艺流程单:
检查裁片→烫门里襟→ 烫钉胸袋→装过肩→做 领→绱领→做袖衩→绱 袖→合摆缝、袖底缝→ 绱袖头→做下摆→锁眼、 钉扣→整烫
工艺流程
一:检查 裁片 (1)数量检查 :对照排料 图,清点裁片是否齐全。 2)质量检查:认真检查每 个裁片的用料方向、正反、 形状是否正确。(3)核对 裁片:复核定位、对位标 记,(1)袋爿粘衬。袋爿用硬性黏合衬,袋口方 向为直丝,按袋爿净样修剪。按大身丝绺对条对 格,将衬与手巾袋面料粘合。 (2)扣烫袋爿。袋爿左上角先剪去一缺口, 避免缝头重叠。将袋爿两侧及上口扣转,沿衬边 包紧烫倒。 (3)缉合手巾袋爿与小片袋布。扣烫好的袋 爿与小片袋布正面相叠,袋爿上口与袋布缉合。 2.缉袋爿及袋垫布 按袋爿下口缝头(约0.6 cm)将袋爿缉在大 身袋口位的下沿,把袋垫布缉在袋口的上沿,两 线相距1 cm,袋垫布两端各缩进0.3~0.5 c。
3.大、小袖片 袖山对刀位,偏袖线,袖肘线,袖衩线, 袖口折边线 (四)粘黏合衬 粘衬的部位包括大身、挂面、领面、袋盖 面、手巾袋片、耳朵片、嵌线条、背衩等
(五)收省 1.收省 (1)收胸省。将肚省(袋口线)剪 开,胸省剪至距省尖3.5~4 cm处,用线 好车缉,省尖要缉尖,省缝要顺直。省 尖处丝绺不能有大于0.1 cm的偏差。
3.归拔袖片 ① 把小袖片朝向自己一边,喷水把袖缝烫分 开缝,烫时将袖肘处进行拔烫,同时将小袖肘处 直丝绺向外推出,再把直丝向两端烫弯,大袖前 偏缝的回势归烫,烫平、烫煞。注意归拔时熨斗 不宜超过偏袖线。 ② 贴袖口、袖衩衬。将袖口拔开,在袖口和 大袖袖衩处粘上黏合衬。 4.归拔挂面 将挂面驳头部分里口略归,然后将驳头外口 的直丝拔弯、拔长,使挂面与大身驳头止口相符。
服装生产工艺流程图
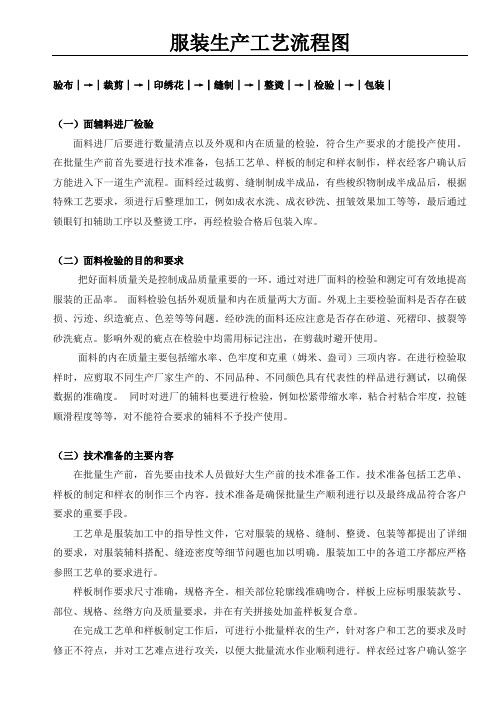
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
服装工序表(平衡表.工时.单价)

客户:****制单数:6780裁床工时:110.2目标节拍:0.49款式:圆领短袖标准人数:20纯车缝工时:590.4标准人数:20款号:19-229后道工时:200.3目标效率:100%客款号:1122512151342总工时:1004分析员:Winter Lee 生产组别:总工价: 1.667制表日期:2011/11/8衣车需求估计:122目标产量/人:67.1平车三线级骨双针坎车专机双针平车四线级骨三针坎车拉筒多针坎车开筒车单针坎车总台数:0序号工序号工时级别系数工价车种辅助工具绑菲衣车需求生产人数77元产量/天1110.90.110.0222 5.50.110.013327.30.110.0544 6.40.0850.009558.50.0850.0126620.20.0950.032777.60.0950.012887.60.0950.0129916.40.110.03101011111212131333.90.0850.048手工 1.150.941604141444.20.0950.07钑骨车 1.50 1.231100151512.60.0950.02平车0.430.353850161649.10.110.09锁链车 1.66 1.37856171731.60.0950.05钑骨车 1.070.881540181854.50.110.1钑骨车 1.85 1.52770191956.80.0950.09平车 1.93 1.58856202035.50.110.065冚车 1.200.991185212165.50.110.12平车 2.221.82642222238.20.110.07冚车 1.29 1.061100232353.70.0950.085钑骨车 1.82 1.50906242472.60.0950.115钑骨车 2.46 2.03670252537.90.0950.06钑骨车 1.28 1.061283262638.20.110.07冚车 1.29 1.061100272769.50.0950.11手工2.351.9470028282929303031313232333334343535363637373838393940404141424243434444454546464747486060.00.110.11496141.10.0950.065506216.20.0850.023516316.20.0850.02352647.10.0850.01536551.50.0850.0735466 2.50.0950.0045567 5.70.0950.009566857部门SAM 单价58裁床110.20.18759车间693.7 1.16360后道200.30.31761纯车缝590.41.005制表人:Winter LeeIE主管:审核:钑骨车埋肩,落肩带*2前幅印花*1袖口罗纹*2钑骨车上领*1后幅印花*1袖子*2冚车冚袖口*2(平冚)钑骨车上袖*2钑骨车埋侧骨*2,落洗水唛(布卷)查前幅*1/袖子*2/后幅*1查前幅印花*1裁剪罗纹领*1+袖口罗纹*2单针锁链车走前后幅装饰线*4(布卷) **制衣有限公司工 序 描 述每小时目标标产量(车缝):每天目标产量(11/H): 生 产 线 平 衡 表/工价表机拉主身布手拉主身布裁剪整件*1手工绑扎*4平车驳领*1查后幅印花*1挂片*6钑骨车上袖口罗纹*2手工配扎*4平车剪落后领织带*1,折入两头冚车冚前领圈*1平车间后领织带明線*1,落主唛(大织带)钑骨车衫脚散口*1冚车冚衫脚*1(圆冚)验针大烫*1尾查*1(度尺)包装*1(2张拷贝纸)装箱贴胶袋贴纸*1手工穿吊牌*2挂穿吊牌*1(查尺码)空菲罗纹领*1前查*1(翻衫)NO:BY-IE-05。
军训服技术方案精选全文完整版

可编辑修改精选全文完整版第一节、军训服技术方案1、军训服安全指标参数军训服安全指标达到《国家纺织产品基本技术规范》(GBI8401-2003)中A类标准,其中:甲醛含量≤20㎎/㎏;色牢度≥4;PH值限量4.0-7.5。
2、军训服制作质量参数①军训服装符合国家纺织产品安全技术规范标准(GB18401 -2003),与07式林地迷彩模仿度高(样式、质量、做工)。
②迷彩长袖上衣、长裤:采用斜纹面料、不上浆,纽扣缝线牢。
③圆领迷彩短袖T恤:质感柔软,遮蔽效果好、穿着不显露内衣。
④迷彩作训鞋:抗菌防臭,鞋帮、鞋底耐磨结实,透气性好、穿着舒适。
⑤外腰带:带扣咬合力、带体断裂力好。
⑥无徽标作训帽:大小合适,佩戴舒适。
4、量体方案待中标后我们首先会在组建一批专业的服务团队,建立10人专业服务队伍服务到校,专门为学生提供到校服务,组织量身,批量发放,大小不合的调换及零购工作。
每班量身十分钟完成:组织专业的配送人员到校量身,在每班量身的时间不超过 10 分钟(包括特体生量身),以准确,快捷的工作状态完成量身工作。
5、包装方案包装采用贴名发放,待军训服生产完成以后,以每班为单位,做到每套衣服有完好包装袋,每个包装包都贴有学生姓名,每班级军训服装一箱,每箱都有班级编号,这样可以准确无误地发放并且还能节约学生的时间。
每个包装单元附使用说明,说明包含下列内容:服装号型、配饰规格(以cm为单位);纤维成分及含量;维护方法;防伪商标;制造商名称、地址、联系电话和企业网站;本标准编号;安全技术要求类。
在每套军训服的服装型号标位于上衣外侧右侧缝向上10cm拷合处及下衣外侧腰下右侧缝向下10cm拷合处,每套军训服的洗涤标位于上衣内侧左侧缝向上10cm拷合处及下衣后腰中下处,应有纤维成分及含量、维护方法、制造商名称、地址、联系电话,本标准编号,安全技术要求类别以及省教育装备中心提供的防伪商标等内容。
下衣标位于后腰中下处,应有服装号型、维护方法。
IE-32 恤衫钉钮部工序上报表(301-350)

注:若超出此工序,在以下表格上申请
填表人:
生产主管:
工程部:
表IE-32 版本号:0版
生效日期:03/06/25
表IE-32 版本号:0版
生效日期:03/0-350)
制单: 工序号 301A 302A 302B 303A 304A 305A 305B 305C 306A 306B 306C 307A 308A 309A 310A 311A 311B 312A 312B 313A 314A 315A 315B 315C 316A 317A 工序名称 开下级嘴钮门 打下级嘴钮(1)连细士啤钮(1) 打下级嘴钮(1) 开领尖钮门2个 打领尖钮2粒 开介英钮门2个 开介英双钮门4个 开介英钮门6粒 打介英钮 打介英钮4粒 打介英钮6粒 开袖侧钮门2个 打袖侧钮 开前幅钮门 打前幅钮(6)大士啤钮(1)粒 开袋口钮门(1)单袋 开袋口钮门(2)双袋 钉袋口钮(1)单袋 钉袋口钮(2)双袋 开搭带钮门(2) 点袋口钮位(2)双袋,洗后 打袋口枣(2)单袋 打袋口枣(4)双袋 打袋口,袋盖枣(双袋,双袋盖8粒) 打脚叉枣2 开袋钮门4粒(双袋盖每边2粒) 单价 工序号 318A 319A 320A 321A 321B 321C 322A 322B 322C 323A 324A 325A 326A 326B 327A 328A 329A 331A 331B 332A 332B 333A 333B 334A 334B 确认 年 工序名称 钉袋钮4粒(双袋,每边2粒) 钉搭带钮(2) 洗后点钮位 点袋钮位(1)单袋 点袋钮位(2)双袋 点袋钮位(4)双袋每边2粒 做手针(2)袖圈 做手针(3)前筒 做手针(4)双袋盖 点数,拉货(洗前) 查货 车间拉货 割钮10粒连拔线头 割钮15粒连拔线头 点数,拉货(洗后) 点介英钮门位6粒 点介英钮6粒 点急钮面14粒 点急钮面10粒 打急钮面14粒 打急钮面10粒 点急钮底14粒 点急钮底10粒 打急钮底14粒 打急钮底10粒 月 日 单价
军训服装主要部位尺寸表格模板(表格模板三)

3
128
98
五号
1
71
118
110
84
178—185
2
124
92
3
130
100
六号
1
73
132
114
102
185以上
2
136
110
3
142
118
作训帽
头围
59.5
58.5
57.5
56.5
型号
1号
2号
3号
4号
汗衫
身高(cm)
155以下
160--165
165--170
170--175
175--180
胸围(cm)
90
95
100
105
110
号码
2S
S
M
L
XL
身高(cm)
180--185
185--190
特体
特体
备注
胸围(cm)
115
120
125
130
号码
2XL
3XL
4XL
5XL
注:服装型号中的“号”是指长短(一号小、六号大);“型”是指胖瘦(1型瘦、3型胖),身高在185以上请在(表二)备注栏注明(身高+体重),迷彩汗衫最好用胸围来计算号码。
√
√
15
√
√
16
√
√
17
√
√
18
√
√
19
√
√
20
√
√
21
√
√
22
√
√
23
√
√
服装制作工艺流程图

服装制作工艺流程1,原材料检查工艺2,裁剪工艺3,缝纫制作工艺4,锁钉工艺5,后整理工艺以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。
原材料检查工艺:(1)验色差——检查原辅料色泽级差归类。
(2)查疵点,查污渍——检查辅料的疵点,污渍等。
(3)分幅宽——原辅料门幅按宽窄归类。
(4)查纬斜——检查原料纬纱斜度。
(5)复米——复查每匹原辅料的长度。
(6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。
裁剪工艺:(1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。
(2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。
(3)排料时必须按丝道线排版,排出用料定额。
(4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。
(6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。
(7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽费时不容易造成残次。
(8)打号——打号要清晰,不要漏号,错号,丢号等。
(9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。
缝纫制作工艺A.上衣类按前后序制作所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。
女西装生产工艺单1

女西装生产制造通知单
合同号款号款式数量交货期制表期
刀背女西装1000件2013-12-30 2013-6-14 规格尺寸(厘米)款式图
部位S M L 档差
衣长66 68 70 2
胸围92 96 100 4
腰围76 80 84 4
臀围100 104 108 4
肩宽38 39 40 1
领大35 36 37 1
袖长52.5 54 55.5 1.5
袖口13.5 14 14.5 0.5
腰节39 40 41 1
袋盖宽 5 5 5 0
颜色/尺码分配
颜色S M L 总数
白色60 340 600 1000
面辅料耗用
名称规格颜色数量使用部位备注
双面呢 1.44米(幅宽)白色 1.6米大身、袖子、领子、袋盖
舒美绸 1.44米(幅宽)白色 1.5米大身、袖子里布
有纺衬 1.44米(幅宽)白色1米前身,挂面,底边,袋盖面,袖口
无纺衬0.5米腰袋嵌线,领面里,开袋位
口袋布白色口袋
车缝线白色1500米全部车缝线
垫肩1副肩部
牵带2米
纽扣22mm 古铜色4个前门襟
袖山条1副袖山
主唛白底黑字1个车于后中距领边向下5厘米
洗唛连尺码白底黑字1个车于右袖窿里向下5cm
吊牌1个前中第一只纽眼上
胶袋1个一件入一胶袋
纸箱
制单:审核:。
三、服装生产工艺流程模板

①整理大货生产的资料(产前确定样、样品修改评语、面料色办卡、各辅料
卡、尺寸表); ②缝制要求、缝制工艺、工艺图示;
③大货生产所需的面料,辅料,订胶袋,纸箱;
④整烫方法、确认包装方法和装箱的分配。
二、技术准备
(二)样板的制定
要求: ①尺寸准确,规格齐全; ②相关部位轮廓线准确吻合; ③样板上标明服装款号、部位、规格、丝绺方向及质量要求; ④在有关拼接处加盖样板复合章。
十一、包装
服装的包装可分挂装和箱装两种,箱装一般又有内包装和外包 装之分。 1、内包装:指一件或数件服装入一胶袋,服装的款号、尺码应 与胶袋上标明的一致,包装要求平整美观。一些特别款式的服装 在包装时要进行特殊处理,例如扭皱类服装要以绞卷形式包装, 以保持其造型风格。 2、外包装:一般用纸箱包装,根据客户要求或工艺单指令进行 尺码、颜色搭配。包装形式一般有混色混码、独色独码,独色混 码、混色独码四种。 装箱时应注意数量完整,颜色尺寸搭配准确无误。外箱上刷上 箱唛,标明客户、指运港、箱号、数量、原产地等,内容与实际 货物相符。
③拉链顺滑程度等等,
对不能符合要求的辅料不予投产使用。
(一)工艺单
二、技术准备
(二)样板的制定
(三)样衣制作
二、技术准备
(一)工艺单
1、工艺单:是服装加工中的指导性文件,它对服装的规格、缝制、整烫、
包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以
明确。 2、服装加工中的各道工序都应严格参照工艺单的要求进行。
3、内在质量检验
①面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内 容。 ②在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色 具有代表性的样品进行测试,以确保数据的准确度。
诗词 g潍北西装生产线工序流程表1 1doc 1 精品

潍北西装生产线工序流程表序号工序设备及型号台数工位数人员数备注001J 分包、领料、画省道、画止口工作台 1 1+2 2 画省道、画止口可放在裁剪车间002J 收胸省、拼腋下片、肩缝、袖笼上部牵带平缝机 3 3 3JUKI电脑平缝机(选择一台杜克普)275-140342-36000003J 拉袖笼牵带、专用机(专用) 1 1 1 杜克普(550-12-12FT)175000 004J 分烫腋下缝,粘袋口衬、串口、领口衬平烫台 2 2 2 迈埤005J 左右片推门;分烫胸省平压机 2 2 1 迈埤006J 缉袋盖(对条) 带刀平缝机+模具 1 1 1 JUKI选择杜克普272-740642-69000 007J 翻烫袋盖、扣烫手巾袋平烫台 2 2 2 迈埤008J 开袋机绱大袋、里袋口3-4个开袋机 1 1 1 杜克普745-34-3A-257600(再追加重机196N一台)009J 缉手巾袋,开缝剪三角平缝机 1 1 0.5 JUKI010J 翻烫手巾袋,修剪大袋嵌线,翻烫大袋,烫里袋平烫台+压机 2 2 2 迈埤011J 手巾袋密针三角小三角针机1+1 1 1 ?百福938 2台107000 012J 缉三袋布,大袋封口平缝机 3 3 3 JUKI9000B(电脑平车)6300 013J 撬缝大袋布,手巾袋口、驳口线撬边机 1 1 1 士多宝103-161F-IPC1-65000 014J 打大袋套结四只、里袋口6-8只套结机 1 1 1 JUKI(1900AS)25500015J 复胸衬拉牵带复衬机 2 2 2 JUKI(建议三菱630)43000重机付衬不太好016J 前片胸部定型左右压机 2 2 1 迈埤017J 敷前门牵带平烫台 1 1 1 迈埤018J 切割胸衬,剪胸衬袖笼刀眼单刀切割机式桌板 1 1 0.5 或用桌板手工修剪019J 堆放三层铁架2+2 2+2 0序号工序设备及型号台数工位数人员数备注020J 拼接夹里与挂面、上通省里平缝机 2 2+1 2+机动JUKI 加备用工位1个预备工位1台(大挂面用)021J 烫挂面、粘袋口衬、划里袋位、烫商标平烫台1+1 1+1 2 提供工艺样板迈埤022J 挂面内珠边链式珠边机或平缝机1+1 1+1 0+机动视工艺而定是得G68-3900023J 钉商标1-2只三角针机+平缝机1+1 1+1 1 JUKI(可否)(再追加重机586一台)024J 开袋机绱里袋3-4只开袋机0 0 0 同008J 杜克普745-34-1A-247600 025J 缉里袋垫布,钉洗涤规格标,缉里袋布平缝机 2 2+2 2+机动JUKI-9000B-6300026J 打里袋套结6-8只套结机0 0 0 JUKI027J 烫里袋,袋布分缝,粘合袋布与挂面平烫台 1 1 1 迈埤028J 堆放三层铁架 2 2 0029J 勾挂面上差动平缝机 3 3 3 JUKI(可否)电脑平车即可030J 切割止口双切刀平缝机 1 1 1 JUKI(可否)日本美宝HB-90是得-SK-103N-13900031J 翻烫止口、劈缝平烫台 3 3 3 或用1台单模劈缝加2台平烫台032J 定挂面,定垫肩平板复衬机 1 1 1 JUKI(630)033J 撬挂面撬边机 1 1 0.5 士多宝(58-4FD-IPC1)132000 034J 烫底边,修剪摆缝平板压机+桌板1+1 1+1 2035J 堆放、检验(测量胸围)三层铁架 2 2 1序号工序设备及型号台数工位数人员数备注036J 合面身缝上差动平缝机 2 2 2 JUKI(可否)可以037J 分烫面子摆缝、压烫后背缝压机+小熨斗 1 1 1 二条缝压机038J 拼里子摆缝,做摆叉,缉底边平缝机3+1 3+1 2 摆叉时增加1名机动工 JUKI 039J 撬底边撬边机 1 1 1 士多宝(310D-IFC1)223000 040J 烫里缝、底边摆叉,摆缝,修夹里肩峰平烫台 2 2 2 迈埤041J 合肩缝,拉过肩牵条上差动平缝机 1 1 1 JUKI(可否)可以042J 分烫肩缝(加备用一个工位)肩缝压机+小熨斗1+1 1+1 0.5 迈埤043J 绷肩缝,领里口平板复衬机(或手工) 1 1 1 ?三菱630044J 堆放、检验挂衣架(龙门架) 1 1 1045J 堆放(后背裁片) 铁架 1 1 1046J 拼背缝,拼后袖笼,领圈牵带平缝机(带轮) 1 1 1 后片粘衬均须裁剪车间完成JUKI 047J 分烫背缝归拔,后叉,摆叉平烫台 1 1 1 背缝需同037归烫威士048J 夹后叉角或摆叉角,缉夹里背缝平缝机1+2 1+2 1+机动JUKI 加备用工位2个备用工位,滚边或后背缝明止口049J 修剪烫夹里及背缝坐势平烫台 1 1 1 预备工位1台威士堆放(领子裁片) 工作台 1 1050J 划剪领面,领底,划领脚线工作台 1 1 1051J 拼领脚,压明线一道,夹领角平缝机 1 1 1 JUKI 序号工序设备及型号台数工位数人员数备注052J 拼上下领三角针机(上下差动)1+2 1 1 JUKI(可否)百福439时多宝?053J 拉领底牵带平缝机1+1 1+1 0.5 JUKI 054J 翻躺烫领面,粘领中双面胶,划领串口平烫台 1 1 1 迈埤堆放(袖子裁片) 三层铁架 2 2 0055J 袖口点眼,量袖长,画袖衩工作台1+1 1+1 1056J 打袖口装饰眼(6-8只)专用机 1 1 1 JUKI180电脑四眼连锁(可否)美国利是S4000-118000057J 拔大袖片压机 1 1 1 迈埤058J 夹大小袖衩用,拼袖背缝平缝机 2 2 2 JUKI059J 袖背缝分缝压机 1 1 1 迈埤060J 翻烫袖衩,袖口、袖里背缝坐缝平烫台 1 1 1 迈埤061J 拼袖口夹里(两头留缝头)拼袖里两缝平缝机 2 2 2 JUKI062J 烫袖口坐势,前袖缝坐缝,修袖头里平烫台 1 1 1 迈埤063J 袖口钉扣6-8粒专用机 1 1 1 ?重机377064J 分烫前袖缝压机 1 1 1 迈埤065J 袖口接缝头平缝机 1 1 0.5 JUKI065J 撬袖口撬边机 1 1 1 士多宝K237D-IFC1-238000 066J 上袖背缝吊带,翻袖子,堆放平缝机 1 1 0.5 JUKI序号工序设备及型号台数工位数人员数备注堆放(半成品、袖子、领子)铁架+龙门架 3 3 0067J 配号,半成品推车摆放至衣架工作台1+1 1+1 2068J 拼串口机领底呢2cm缝头针送布平缝机 1 1 1 杜克普,272-140342-27000重机5410 069J 分烫串口粘领底双面胶,划后领圈弧线平烫台 2 2 2 迈埤070J 绱领底呢三角针机 1 1 1 JUKI(可否)071J 拼夹里肩缝夹里后领圈平缝机 2 2 2 JUKI072J 汤夹里后领圈平烫台+模具 1 1 1+0.5 迈埤073J 后领圈珠边珠边机 1 1 0 视工艺而定杜克普(国产是得783A)48000074J 归烫领面粘双面胶平烫台加模具 2 2 2 威士075J 压领脚式珠边领脚平缝机+珠边机 2 2 1+0.5 视工艺而定 JUKI+杜克普(国产是得783A)48000076J 检验工作台 1 1 1 待定077J 绱袖绱袖机 5 5 4+机动备用工位一只杜克普16-26-1-110000078J 检验工作台 1 1 1079J 扎袖笼,分袖山,双模平烫台加模具,烫机 2 2 2 迈埤080J 上袖(棉)条平缝机 2 2 2 JUKI081J 捋肩工作台+模具, 2 2 2 或用揉肩机杜克普082J 切割垫肩垫肩切割机1+1 1+1 1+1 杜克普(24155)134000083J 订袖笼专用机 2 2 2 杜克普(15155)126000 084J 绱袖里袖山专用机 2 2 2 士多宝撬袖笼机325-40D 085J 封袖底缝平缝机 1 1 0.5 JUKI序号工序设备及型号台数工位数人员数备注086J 钉领标平缝机 1 1 0.5 JUKI087J 拆线工作台 3 3 3088J 门襟、驳头点眼工作台 1 1 0.5089J 门襟、驳头打眼3~5只锁眼机 1 1 0.5 杜克普 580-12-116000 090J 检验工作台 1 1 1091J 门襟、领、袖、袋珠边珠边机 2 2 0 视工艺而定杜克普(国产是得783A) (再选择假珠边重机111)备注1、流水线以单排三粒扣无衩西服进行设计,如果款式发生变化,工位也相应变动2、珠边工序另行计算3、机动工工资另行计算4、袖子工艺根据企业实际情况而定,先缝制前袖缝工艺5、工艺表中缺少筒式付衬机应追加两台。
服装生产工艺指令单

服装有限公司生产制造单日期: 2004年8月8日款号: 488-B TOP合同号:P 1/6接单公司:贸易部生产工厂:制衣厂数量: 5900件交货期: 2004-9-10(C )数量、颜色及分配:48 50 52 54 56 58 60 62 64 66 68 彩兰色 100 200 200 300 200 150 150 50 50 50 50 = 1500 红色 200 400 400 500 550 300 200 100 100 100 50 = 2900 绿色 10020020030020015015050505050 = 1500总数:5900件(D )其它要求:1、产前样(按足大货要求的材料):要求齐色齐码,即:共11件;要求在8月20日寄到我司。
大货须在产前样(齐码办)完全批复并书面通知才可以开裁生产。
2、船头办(按足大货要求的材料):6件(齐色跳码);交期: 在出货前10天寄到香港。
3、针距:面压线12针/寸;暗线10针/寸;20CM长度内不许接线;每50CM内接线不许超过1处;接线不许开叉。
4、外观:要求整烫平整、清洁、没有折痕;无线头、粉印等杂物。
5、止口倒向:大身两侧缝、肩缝、裤子内外侧缝倒向后片;袖窿倒向袖片;袖子拼接缝倒向大袖片;包边面底线根据缝位倒向分面底。
6、我司在收到船头办确认OK和工厂装箱单(工厂在全部装好箱)后,方会安排QC到工厂做尾期查货,如大货无法达到出货要求需要返工,我司再次查货的一切费用均由工厂负责。
二次查货,乃无法到达出货要求,我司将取消该定单,一切损失由工厂负责。
7、大货生产全部按足本制造单、产前样批办意见、材料确认意见、样品,如有相互冲突或疑问,请联系改正,不可自行处理。
服装有限公司日期: 2004年8月8日款号:488-B TOP 合同号:P 2/6(E )工艺图(正面):洗水唛主唛 5#单开树胶普通自动头拉链5#双拉树胶普通自动头拉链前中右面 (正面)前中右面 (反面)贴边4cm 宽出3cm拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道0.6cm 宽线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平车 平车 平车 三线拷克车 平车 熨斗
SAM/件
版本:A 款号:SMUF815093Y(L6911) 单价 /件
款式图:
平车 拷克车
版本:A 款号:SMUF815093Y(L6911)
目标产量 更改 (10hour) 标志
车间
29 埋夹*2
车间
30 侧缝和袖底缝拷边*2
车间
31 卷下摆
车间
32 整烫
备注: 非正常
53
部门:车间 手工 中烫
xx服装有限公司 制单工序表
工序 等级
机器 类型
手工 粘合机
熨斗 熨斗 平车 手工 手工 平车 平车 平车 平车 平车 平车 平车 平车 平车 平车 平车 三线拷克车 平车 平车 平车 平车
车间
15 做门襟*2
车间
16 贴袋*2
车间
17 收裥*1
车间
18 拼后复势*1
车间
19 后复势缉0.6CM宽明线
车间
20 拼合肩缝*2
车间
21 肩缝拷边*2
车间
22 肩缝辑线0.6*2
车间
23 固定肩袢到袖山
车间
24 绱领
车间
25 绱袖*2车间Biblioteka 26 袖窿拷边*2车间
27 装袖克夫
车间
28 辑0.6cm明线
制单号
解 述:品名军训服上衣
数
量:4000件
工作 组合
工序 号码
工序名称
车间
1 分包
车间
3 上下领过机粘衬
车间
4 烫门襟*2
车间
6 烫口袋*2
车间 车间
7 做口袋*2 8 口袋点位
车间
9 画上下领净样
车间
10 做肩袢*2
车间
11 肩袢辑明线*2
车间
12 做上领*1
车间
13 上下领组合
车间
14 做袖克夫*2
图: