模具变模温及冷及热系统
模温机工作原理图
模温机工作原理图模温机是一种用于塑料成型加工的设备,它能够控制模具的温度,以确保塑料在成型过程中能够达到最佳的流动性和成型效果。
模温机的工作原理图如下所示:1. 控制系统。
模温机的控制系统包括温度控制器、温度传感器和电磁阀等组成。
温度控制器能够根据设定的温度值来控制模具的加热或降温,温度传感器则能够实时监测模具的温度变化,电磁阀则能够根据控制系统的指令来控制冷却水或加热油的流动,从而实现对模具温度的精确控制。
2. 加热系统。
模温机的加热系统通常采用电加热或热介质加热的方式。
电加热是通过将电能转化为热能,直接加热模具表面,而热介质加热则是通过循环泵将加热油或热水送入模具内部,实现对模具的加热。
加热系统的工作原理是通过控制加热功率和加热时间来实现对模具温度的精确控制。
3. 冷却系统。
模温机的冷却系统通常采用冷却水或冷却油来实现对模具温度的降温。
冷却水或冷却油通过循环泵送入模具内部,吸收模具的热量,然后通过冷却器将热量散发出去,从而实现对模具温度的降温。
冷却系统的工作原理是通过控制冷却水或冷却油的流量和温度来实现对模具温度的精确控制。
4. 安全保护系统。
模温机的安全保护系统包括过热保护、过载保护和漏电保护等功能。
过热保护能够在模具温度超过设定值时自动停止加热,以避免模具温度过高而损坏模具或塑料材料。
过载保护能够在电路出现过载时自动切断电源,以避免电路损坏或发生火灾。
漏电保护能够在设备发生漏电时自动切断电源,以保障操作人员的安全。
总结:模温机的工作原理图包括控制系统、加热系统、冷却系统和安全保护系统。
通过对这些系统的精确控制,模温机能够确保模具在塑料成型过程中达到最佳的温度,从而保证塑料制品的质量和成型效果。
模温机在塑料加工行业中起着至关重要的作用,它的工作原理图能够帮助我们更好地理解和掌握模温机的工作原理,从而更好地应用和维护模温机设备。
冷/热循环模具注塑技术

要 用 到 过 热 水 和 蒸 汽 , 有 部 分 系 统
需 外 置 一 个 锅 炉 , 以 产 生 蒸 汽 , 另
PC P T 混 料 而 言 , 利 用 热 / 冷 循 / B
外 的 一 些 系 统 则 在 控 制 装 置 内 形 成
6 r I ‘ ~ 0v 。 4 woI P∞廿8 2 8。6 。 d : 。 f N 2
维普资讯
0工z0广 O 、 , 一 zz0< >T1 0z ■
飘 釜 omln trac lg fnco ml 0 oi e lyi jtn os i dgh m c oi i d n e
botsr c q at os f e uly s u a i
个 应 用 实 例 是 加 工 一 个 汽 车 车 顶 行
李 架 导 轨 的 支脚 , 过 去 采 用 的 是 金
属 支 脚 。 当 使 用 玻 纤 含 量 为 1% 的 1
皆可 省 去 。热 /冷 模 注塑 还 可 提 高玻
纤 增 强结 构 性 材料 的表 面 光 洁度 ,用 在对 制品表面有高光泽要 求的场合 。
Xe o 16 / BT 树 脂 进 行 试 n y 7 0 Pc P 验 性 加 工 时 ,表 面 质 量 效 果 不 理 想 , 原 因 是 出 现 了漩 纹 和 熔 接 缝 。 由 于 存 在 玻 璃 纤 维 的 缘 故 , 部 件 表 面 非 常 粗 糙 ,需 要 采 取 打 磨 抛 光 二 次 处 理 ,而 不 是 上 漆 修 饰 。 利 用 热 /冷 模 注塑 可 消 除 这 些 制 品表 面 缺 陷 , 并 省去 打磨 处 理 工 序 。
数 情 况 下 ,这 点 会 受 到 塑 料 制 品几
何 形 状 的 制 约 。 设 计 采 用 保 型 冷 却 的方 式 就 非常 合理 有效 ,即冷 却水 管 道 的 布 置 根 据 塑 料 部 件 的 表 面 形 状 而设计 。 保 型 冷 却 有 几 种 不 同 的 工 艺 技 术 , 如 激 光 烧 结 、金 属 直 接 镀 覆 等 等 。 沙 伯 公 司 与 F s4 制模 公 司 合 atM
模温机说明书

模温机说明书全文共四篇示例,供读者参考第一篇示例:模温机是一种用于塑料、橡胶等材料加工中控制温度的设备。
它主要由加热系统、冷却系统、温度控制系统和传动系统等组成。
模温机的作用是在制造过程中保持模具和材料的温度恒定,以确保成品的质量和生产效率。
一、模温机的工作原理模温机通过加热系统和冷却系统来控制模具和材料的温度。
当模具需要加热时,加热系统会向模具传送热能,使模具温度升高;当模具需要冷却时,冷却系统会向模具传送冷却剂,使模具温度降低。
模温机通过温度控制系统监测模具的温度,并根据需要调节加热和冷却系统的工作,以保持模具温度稳定在设定值。
二、模温机的特点1. 高效节能:模温机具有快速加热和冷却的特点,可以大大提高生产效率,减少能源消耗。
2. 精确控温:模温机配有高精度的温度控制系统,可以精确控制模具和材料的温度,确保制品的质量。
3. 操作简便:模温机的操作界面简单直观,操作起来方便快捷,可以减少人为操作错误。
4. 多种保护功能:模温机配有过载保护、短路保护等多种安全保护功能,确保设备运行稳定安全。
三、模温机的应用领域模温机广泛应用于塑料注塑、吹塑、压延、挤塑、橡胶加工等领域。
在这些领域中,模温机可以为生产企业提供稳定的温度控制,提高产品质量,降低生产成本。
四、模温机的维护保养1. 定期清洗:模温机在使用过程中会有灰尘和杂质堆积,需要定期清洗。
清洗时应注意断开电源,防止发生意外。
2. 定期检查润滑油:模温机的传动系统需要使用润滑油,定期检查润滑油的情况并及时更换。
3. 定期维护:模温机的各个部件需要定期检查和维护,确保设备的正常运行。
五、模温机的使用注意事项1. 使用前请仔细阅读说明书,并按照操作步骤正确操作。
2. 在使用过程中请勿随意更改设备设置,以免影响设备的正常运行。
3. 使用过程中如发现异常情况,请及时停机检查,确保设备安全运行。
第二篇示例:模温机是一种用于温度控制的设备,通常被广泛应用于塑料工业、机械加工行业和医疗器械制造等领域。
对模具加热或冷却

第10章模温控制模具温度对胶件的成型质量、成型效率有着较大的影响。
在温度较高的模具里,熔融胶料的流动性较好,有利于胶料充填型腔,获取高质量的胶件外观表面,但会使胶料固化时间变长,顶出时易变形,对结晶性胶料而言,更有利于结晶过程进行,避免存放及使用中胶件尺寸发生变化;在温度较低的模具里,熔融胶料难于充满型腔,导致内应力增加,表面无光泽,产生银纹、熔接痕等缺陷。
不同的胶料具有不同的加工工艺性,并且各种胶件的表面要求和结构不同,为了在最有效的时间内生产出符合质量要求的胶件,这就要求模具保持一定的温度,模温越稳定,生产出的胶件在尺寸形状、胶件外观质量等方面的要求就越一致。
因此,除了模具制造方面的因素外,模温是控制胶件质量高低的重要因素,模具设计时应充分考虑模具温度的控制方法。
概念:对模具加热或冷却,将模温控制在合理的范围内。
——模具冷却介质:水、油、铍铜、空气等;——模具的加热方式:热水,蒸气,热油、电热棒加热等。
温度控制的重要性模温对不同塑料的影响1.对流动性较好的塑料(PE、PP、HIPS、ABS等),降低模温可减小应力开裂(模温通常为60°左右);2.对流动性较差的塑料(PC、PPO、PSF等),提高模温有利于减小塑件的内应力(模温通常在80°至120°之间)。
模温对塑件成型质量的影响(1)过高:脱模后塑件变形率大,还容易造成溢料和粘模;(2)过低:则熔胶流动性差,表面会产生银丝、流纹、啤不满等缺陷;(3)不均匀:塑件收缩不均匀,导致翘曲变形。
模具温度直接影响注塑周期模具冷却时间约占注塑周期的80%。
10.1模具温度控制的原则和方式10.1.1模具温度控制的原则为了保证在最有效的时间内生产出高外观质量要求、尺寸稳定、变形小的胶件,设计时应清楚了解模具温度控制的基本原则。
(1)不同胶料要求不同的模具温度。
(2)不同表面质量、不同结构的模具要求不同的模具温度,这就要求在设计温控系统时具有针对性。
模具四大系统
冷料井﹕用于儲存前端冷料的流道末端。
當流道為空時﹐ 模具溫度遠低于塑料﹐ 為了避免這些料進入制件﹐ 在流道端留的穴
澆注系統圖示
模具四大系統 澆注系統
模具四大系統 澆注系統
PL﹕分模面
圖示一
模具四大系統
與注射機台的噴嘴相配合
澆口 分流道 主流道 橫流道 豎流道
圖示二
模具四大系統
分流道 冷料井 澆口 橫流道 冷料穴
模具冷卻系統包括﹕冷卻水溫﹐模具溫度控制器以及加熱元件等。它 們工作的目地不僅僅是為使模具得到冷卻﹐而且是要把在成型過程中﹐由于 熔融塑料帶給模具的高溫不斷地散發掉﹐使模具保持一恆定的溫度﹐以便控 制型腔塑料的冷卻速度﹐從而提高制品的注塑性能和生產效率。
水路分布原則
模具四大系統
水路設計的目的﹕ 1.控制模溫;2.縮短成型周期;3.冷卻大型滑動件避免卡死
五﹑水路配件介紹
1.止水栓 右圖為其實際結構﹐ 在圖面中我們作如下 圖簡化表示,設計時應 當注意保証其L值。
模具四大系統
澆口設計要點
模具四大系統
• 澆口的位置要盡量減少溶接痕﹐要避免溶接痕強度太低,要考
慮溶接痕位置對成品強度和外觀的影響。 4﹑進澆形式和位置要考
溶接痕強度較差
慮到成品的強度問題
強度高
成品強度較差
熱流道
模具四大系統
冷流道
熱流道
熱流道系統的特點
模具四大系統
•減少廢料 •縮短循環時間 •減少壓力損失 •控制澆口痕跡 •控制塑膠流動
塑膠/金屬的界面
水 /金屬的界面
冷卻液
63 deg. C 43 deg. C 23 deg. C 20 deg. C
層流的溫度梯度
模温机原理

模温机原理什么是模温机?模温机,又称温控机、模具加热机或温度控制器,是一种用于调控模具温度的设备。
它通过控制模温机内的热介质的温度,来实现对模具的加热或冷却,以满足对塑料、橡胶等热塑性材料加工过程中温度的要求。
模温机主要由压缩机组、冷凝器、膨胀阀组、蒸发器、循环泵、电控系统等部分组成。
它的工作原理是通过压缩机将低温低压的制冷剂吸入蒸发器,进行蒸发吸热,然后通过冷凝器对制冷剂进行冷凝放热,形成一个闭合的循环来实现温度调节。
模温机的基本原理模温机的工作原理涉及到制冷循环、传热与温度控制三个方面。
制冷循环模温机的制冷循环采用了逆向卡诺循环的原理,由四个关键部件组成:压缩机、冷凝器、膨胀阀和蒸发器。
1.压缩机:将低温低压的制冷剂吸入,并将其压缩成高温高压气体。
2.冷凝器:高温高压气体在冷凝器中进行冷却,放出热量,使气体冷凝成高压液体。
3.膨胀阀:高压液体经过膨胀阀的节流作用,压力降低,同时实现液体向蒸发器的过渡。
4.蒸发器:高压液体在蒸发器中进行蒸发,从而吸收热量并降低温度,使气体变成低温低压的气体。
通过这样一个制冷循环,模温机能够实现制冷效果,从而提供所需的冷却或加热效果。
传热原理模温机的传热原理是通过热交换器将模具中的热量与模温机内的热介质进行传递。
热交换器一般包括了加热和冷却两种方式。
1.加热方式:模温机通过加热器将电能转化为热能,将热能传递给模具中的热介质,使模具温度提高。
加热器通常采用电热管或加热回路进行加热。
2.冷却方式:模温机通过循环泵将低温的热介质送入模具中,通过接触和对流的方式,从而将模具中的热量带走,实现模具温度的降低。
冷却方式一般采用水或油作为热介质。
通过加热和冷却两种方式的结合使用,可以实现对模具温度的精确控制,满足不同加工工艺对温度的要求。
温度控制模温机的温度控制主要依靠电控系统来实现。
电控系统通常由温度控制器、传感器、继电器和电热元件等组成。
1.温度控制器:温度控制器是模温机的核心部分,用于设定和监测模温机内的温度。
急冷急热模温机原理

急冷急热模温机原理急冷急热模温机,作为一种先进的温度控制设备,广泛应用于塑料成型、金属压铸、化工反应等工业生产过程。
其核心功能在于能够在极短的时间内对模具或反应釜进行快速加热或冷却,从而实现产品的高效率、高质量生产。
本文将深入探讨急冷急热模温机的工作原理、结构特点、应用领域以及未来发展趋势。
一、急冷急热模温机的工作原理急冷急热模温机的工作原理主要依赖于先进的热交换技术和精确的温度控制系统。
其核心部件包括加热装置、冷却装置、温控系统和循环泵等。
1. 加热装置:通常采用电热元件或燃油、燃气燃烧器等作为热源,通过热交换器将热能传递给循环介质(如水、油或其他导热流体)。
循环介质在加热过程中吸收热量,温度升高,然后通过循环泵输送到模具或反应釜中,实现快速加热。
2. 冷却装置:冷却系统通常采用制冷剂、冷却水或空气等作为冷源。
当需要快速冷却时,冷却介质通过热交换器吸收循环介质中的热量,使其温度迅速下降。
随后,低温循环介质被输送到模具或反应釜中,实现快速冷却。
3. 温控系统:温控系统是急冷急热模温机的“大脑”,负责监测和控制整个设备的温度。
通过高精度温度传感器实时采集模具或反应釜的温度数据,温控系统根据设定温度与实际温度的差值,自动调节加热和冷却装置的工作状态,确保温度精确控制在所需范围内。
4. 循环泵:循环泵负责将加热或冷却后的循环介质输送到模具或反应釜中,并在完成热交换后将其返回模温机进行再次加热或冷却。
通过循环泵的不断工作,实现了热量的连续传递和温度的快速变化。
二、急冷急热模温机的结构特点1. 紧凑式设计:急冷急热模温机通常采用一体化结构设计,加热、冷却、温控和循环系统等部件紧凑集成在一起,大大减小了设备的占地面积和安装难度。
2. 高效率热交换:模温机采用高效热交换器,能够快速将热能或冷能传递给循环介质,实现了温度的快速升降。
同时,优化的流道设计减小了流体阻力,提高了热交换效率。
3. 精确温控:温控系统采用高精度温度传感器和先进的控制算法,能够实时监测并精确控制模具或反应釜的温度,确保生产过程的稳定性和产品质量的一致性。
即冷即热模温机原理
即冷即热模温机原理一、引言即冷即热模温机是一种常用于工业生产中的设备,主要用于控制模具温度,以确保产品的质量和生产效率。
本文将介绍即冷即热模温机的原理及其工作过程。
二、即冷即热模温机的原理即冷即热模温机是通过控制冷却水和热油的流动来调节模具温度的设备。
其原理是利用冷却水和热油的热量传导特性,通过循环流动来吸收或释放模具中的热量,从而控制模具的温度。
具体来说,即冷即热模温机由冷却水系统和热油系统组成。
冷却水系统通过水泵将冷却水从水箱中抽取出来,经过水冷却器降温后再通过冷却管路流入模具,吸收模具中的热量,然后将热水排出。
热油系统通过热油泵将热油从热油箱中抽取出来,经过加热器升温后再通过热油管路流入模具,释放热量,然后将冷却后的热油回流至热油箱。
三、即冷即热模温机的工作过程即冷即热模温机的工作过程可以分为以下几个步骤:1. 温度设置:根据生产需要,设定模具的目标温度。
可以通过控制面板上的控制器进行设置。
2. 启动冷却水系统:当模具温度高于设定的目标温度时,冷却水系统开始工作。
水泵开始工作,将冷却水从水箱中抽取出来,经过水冷却器降温后,通过冷却管路流入模具,吸收模具中的热量,然后将热水排出。
3. 启动热油系统:当模具温度低于设定的目标温度时,热油系统开始工作。
热油泵开始工作,将热油从热油箱中抽取出来,经过加热器升温后,通过热油管路流入模具,释放热量,然后将冷却后的热油回流至热油箱。
4. 控制系统监测:控制系统会不断监测模具的温度变化,并根据设定的目标温度进行调整。
当模具温度接近设定的目标温度时,冷却水系统和热油系统会逐渐停止工作,以保持模具温度的稳定。
四、即冷即热模温机的优势即冷即热模温机相比传统的模温机具有以下几个优势:1. 温度控制精确:即冷即热模温机采用冷却水和热油的组合方式,可以更加精确地控制模具的温度,满足不同产品的生产需求。
2. 提高生产效率:通过及时调节模具的温度,可以加快生产周期,提高生产效率。
有关于急冷急热的资料

将介绍模内加热系统在国外的五种技术:(1)水温加热法、(2)IR辐射加热法、(3)电感加法、(4)电阻加热法、(5)蒸汽加热法。
急冷急热模具控温机,高光注塑模温机是采用高温蒸气或高温热水,当注塑机合模后吹入高温蒸气或高温热水,首先把模具温度提高到一个设定值,然后开始给模腔注射塑胶,在注塑机完成保压转入冷却后,开始注入冷水,模具温度很快下降到一个设定值后开模,再向模具吹入空气把冷水完全吹走,完成整个注塑过程。
针对微注射成型中快速变模温控制的要求,国内外的学者对变模温控制的方法进行了研究和开发,它们之间的主要区别是在加热方式上,冷却方式还是与传统的方法相同,即利用冷却管道中的冷却介质以热传导的方式将热量带走。
为了提高冷却效率,冷媒的温度要低,推荐0 ℃。
当前研究用于微注射成型中的变模温控制方法主要有电热水冷、感应加热、薄膜电阻式加热、复合模壁绝热-加热和复合模壁绝热-压缩热空气加热这几种。
1、电热水冷变模温控制使用高功率弹筒型电热管插人模板加热,用温控仪控制温度。
冷却介质采用冷水。
中国台湾的林志鸿研究了气对流、电热-液态氮冷和电热-水冷三种变模温控制方法,结果表明采用电热-水冷变模温控制方法的效果最佳,反应速度最快。
电热水冷变模温控制方法虽然在加热速度上比传统注射成型中的变油(水)温模温控制方法要快很多,成本低,实现起来简单,但是仍然存在一些不足:整个模板都被加热,能耗大,增加了冷却时间;电热管需要插人模板,在空间布置上受到许多约束,必然会导致加热不均。
2、感应加热变模温控制开模状态时,机械手臂夹持感应线圈置于定模板和动模板之间,感应线圈通高频交流电,型芯侧模板表面产生的感应电流将模板表面加热。
通过控制感应线圈电流、频率、放置时间及与模板表面的距离来控制加热温度,模温升至设定值后,感应线圈移开,合模注射。
感应线圈根据不同的型芯定制。
注射完成后,在模板上的冷却水道中通人冷却水。
感应加热不需要改变模具本身结构,对不同产品的模具只需要更换感应线圈,通用性强,特别适用于复杂型腔模壁的加热;由于电磁感应加热的集肤效应,只对模壁进行加热,因此加热速度快,效率高。
模温机工作原理图
模温机工作原理图
模温机是一种用于塑料成型加工的设备,其工作原理图是塑料加工过程中至关重要的一环。
模温机的工作原理图主要包括以下几个部分,加热系统、冷却系统、控制系统和传感器系统。
首先,加热系统是模温机的核心部件之一。
在塑料成型加工过程中,需要将塑料材料加热到一定温度,以便使其具备塑性,能够顺利进入模具进行成型。
加热系统通常采用电加热或者热载体加热的方式,通过加热元件将热能传输到模具中,使其达到所需的温度。
其次,冷却系统也是模温机工作原理图中不可或缺的一部分。
在塑料成型过程中,模具中的塑料需要在一定的时间内进行冷却,以便使其固化成型。
冷却系统通过循环水或者其他冷却介质,将热能从模具中带走,使塑料快速冷却并固化成型。
除此之外,控制系统是模温机工作原理图中的另一个重要组成部分。
控制系统通过设定加热和冷却的温度、时间等参数,实现对模具温度的精准控制,保证塑料成型过程中的温度稳定性和一致性。
最后,传感器系统也是模温机工作原理图中不可或缺的一部分。
传感器系统通过感知模具和塑料的温度变化,将实时的温度数据反馈给控制系统,从而实现对模具温度的实时监测和调节。
总的来说,模温机工作原理图是一个复杂而又精密的系统,它通过加热系统、冷却系统、控制系统和传感器系统的协同作用,实现了对塑料成型过程中温度的精准控制,保证了塑料制品的成型质量和生产效率。
模温机的工作原理图在塑料成型加工中起着至关重要的作用,对于提高塑料制品的质量和生产效率具有重要意义。
模温机的结构

模温机的结构模温机是一种用于加热和冷却模具的设备,广泛应用于塑料注塑、压铸、橡胶、玻璃纤维等行业中。
它主要由控制系统、加热系统、冷却系统和传感器组成。
下面将从这四个方面详细介绍模温机的结构。
一、控制系统模温机的控制系统是整个设备的核心部分,它负责监测和控制模具的温度。
控制系统通常由微电脑控制器、触摸屏和PLC等组成。
微电脑控制器可以实时监测温度变化,并根据预设的温度参数进行控制。
触摸屏用于设定温度参数和显示温度曲线,操作简便直观。
PLC是控制系统的主要控制单元,负责接收和处理各个传感器的信号,并通过控制继电器或变频器来调节加热和冷却系统的工作状态,以实现模具温度的精确控制。
二、加热系统加热系统是模温机的关键部分,它通过加热装置将热能传递给模具,使其达到所需的温度。
常见的加热装置有电热管、电加热圈和电热板等。
这些加热装置通常安装在模具接触面的周围或内部,通过导热介质将热量传递给模具。
加热系统可以根据需要进行温度调节和控制,以确保模具温度的稳定性和均匀性。
三、冷却系统冷却系统是模温机的另一个重要组成部分,它通过冷却装置将冷却介质传递给模具,以降低模具的温度。
常见的冷却装置有水冷却器和冷却风扇等。
水冷却器通过循环水路将冷却水输送到模具表面,吸收模具的热量并将其带走,以实现模具的快速冷却。
冷却风扇则通过吹风的方式将空气传递给模具,加速模具的散热。
四、传感器传感器是模温机中用于检测模具温度的装置,它可以实时监测模具的温度变化,并将检测结果传递给控制系统。
常见的传感器有热电偶、红外线测温仪和温度传感器等。
热电偶是一种常用的传感器,它通过测量电压变化来间接反映温度变化。
红外线测温仪则可以通过测量物体辐射的红外线来直接获取物体的温度。
温度传感器则可以将温度信号转换为电信号,并传递给控制系统进行处理。
模温机的结构主要包括控制系统、加热系统、冷却系统和传感器。
这些部件相互配合,通过精确的温度控制,可以确保模具在加工过程中达到所需的温度,提高产品质量和生产效率。
极冷极热模具温度-概述说明以及解释

极冷极热模具温度-概述说明以及解释1.引言1.1 概述概述:极冷极热模具温度是在模具制造和使用过程中起关键作用的因素之一。
随着现代科技的不断进步,模具制造和应用领域也在不断发展。
极冷模具温度是指模具温度远低于常温的情况,而极热模具温度则是指模具温度远高于常温的情况。
这两种极端的模具温度对于模具的性能、加工质量以及产品的生产效率都有着重要的影响。
在本文中,我们将分别探讨极冷模具温度和极热模具温度的背景介绍、作用以及调控方法。
首先,我们将介绍极冷模具温度的背景和作用。
随后,我们将探讨极热模具温度的背景和作用。
最后,我们将总结极冷极热模具温度的重要性,并对其未来发展做出展望。
通过深入了解模具温度的调控方法和作用,我们可以更好地应对模具制造和使用过程中的各种挑战,并改进生产效率和产品质量。
极冷极热模具温度的研究和应用对于模具行业的发展具有重要意义。
希望本文能够为读者提供有益的信息和启示,促进模具温度领域的进一步研究和探索。
1.2文章结构文章结构部分的内容可以包括以下几个方面的内容:1.2 文章结构本文将按以下结构来展开对极冷极热模具温度的讨论:第二节将介绍极冷模具温度,包括其背景介绍、作用和调控方法。
背景介绍部分将对极冷模具温度的概念进行阐述,为读者建立基本的认知框架。
作用部分将展示极冷模具温度在模具制造中的重要性和应用范围。
调控方法部分将介绍不同的方法和技术用于调节极冷模具温度,以保证模具制造的高质量和高效率。
第三节将介绍极热模具温度,包括其背景介绍、作用和调控方法。
背景介绍部分将对极热模具温度的概念进行阐述,为读者建立基本的认知框架。
作用部分将展示极热模具温度在模具制造中的重要性和应用范围。
调控方法部分将介绍不同的方法和技术用于调节极热模具温度,以保证模具制造的高质量和高效率。
最后一节将对极冷极热模具温度的重要性进行总结,强调其在模具制造中的不可替代性和未来的发展前景。
同时,还会提出对未来极冷极热模具温度研究的展望,包括技术创新和应用拓展等方面的建议。
注塑成型模具的温度控制
注塑成型模具的温度控制模温是指和制件接触的模腔表壁的温度。
模温的高低取决于塑料特性,制件的结构与尺寸、性能要求及其他工艺条件如熔料温度、注射速度、注射压力及模塑周期等等。
在试作齿轮模具时,我们遇到一个问题点:齿轮外径水口侧要小、顶出侧外径要大。
究其原因,与模温密切相关。
1)由于模具的热传递不平衡,才引起模具前后模温度失调,两者温度相差较大,经检测,刚出模成品水口侧温度比顶出侧温度高10~15℃,这对于齿轮类精密产品而言,是不允许的。
除改善模具运水外,我们只有调节模具前后模温度,纠正齿轮两侧之温差。
2)产品结构与材料的原因,现大部分齿轮产品胶位较厚(5~20㎜之间),生产齿轮的材料主要是POM、PA结晶性塑料,成形收缩率大;或是POM+玻纤、PA+玻纤等增强材料,由于加入了玻纤,玻璃纤维的取向性较大,引起取向性收缩相应增大。
况且,客户对产品的精度要求日益苛刻,那么对成形的要求也越来越高。
怎样合理地控制住齿轮产品的收缩趋势,是解决此问题点的关键。
而影响产品收缩的主要因素有模温、注射压力、注射时间、料温、冷却时间等,对于结晶性塑料而言,模温的调节对于其成品收缩尤为重要,下面我们从模具温度方面着手,讲述如何改善此问题点。
不当之处,请大家见谅。
一、模温控制的必要性:模具温度对成形收缩率的影响很大,同时,也直接影响注塑制品的力学性能,还会引起制品表面不良等成形缺陷,因此,必须使模具温度保持在规定的范围内,而且还要使模具温度不随时间变化而变化。
多型腔模具的各型腔之间的温差也不得发生变化。
易弯曲变形的成品,也常采用模温使其冷却速度均一。
外观要求:随着顾客审美观的提高,顾客对产品外观的要求也日益苛刻。
调整模具温度是改善产品外观的有效途径之一。
特别是玻纤增强的成品,若模温低,表面易浮纤,现齿轮部品多数是经玻璃纤维增强的,有的甚至加纤高达50%。
成品尺寸的稳定性要求:对于齿轮类较精密的产品,除了外观要求外,更要求尺寸的稳定性,影响产品尺寸稳定性的因素主要有:成形工艺的稳定合理性、生产环境温度湿度的稳定性、材料配比的均匀性、机台循环水水温水量的均衡性、模温机温度控制的准确性等。
注塑模具的冷却和加热

式中: M——通过模具的冷却水的质量(kg)
T3——出水温度 T4——进水温度 K——热传导系数,根据材料不同而不同
冷却水流量q=M/T
T——成型周期时间
以q确定水管直径(保证水道中的水Ra=10000以上)
三.加热装置
1.加热方式 (1) 模具加热方法
常用热水、热油、热空气或蒸汽等加热。 热水、热油、蒸汽加热方法与水冷却一样,在模具上开设热介质通道。
式中:A——传热面积 M2 K——塑料对型腔的传热系数 KJ/m2·h·0C θ——型腔和塑料的平均温差 0C t——冷却时间 s
欲↑生产率,则应: t↓——缩短冷却时间 θ↑ ——塑件与模腔的温差大,高温处通冷水,低温处通热水
二.冷却装置
1.设置冷却管道时应考虑的因素: (1)模具结构 普通模具:直通水管 细长型芯模具:型芯内冷却 复杂型芯模具或镶块多的模具
Q=M1[CP(T1-T2)+L] 式中: Q——单次成型周期从模具除去的总热量(卡)
M——单次成型周期注入型腔的塑料重量(kg)
CP——塑料比热 (卡/kg 0C) T1——塑料的注射温度(0C) T2——模具的表面温度(0C) L——塑料的熔解潜热(卡/kg)
令CP(T1-T2)+L=a a——塑料的总融量(kJ/kg) Q=M·K(T3-T4)
1.常用塑料注射成型的模具温度
塑
料
PP(聚丙烯) PS(聚苯乙烯) ABS
模
温
50—90 30—60 50—80
表一
塑
料
模温
PC(聚碳酸酯) PS(聚矾) POM(聚甲醛)
90—120 130—150 90—120
表二
2. 调节温度对塑件质量的影响
变模温注塑冷热交替循环流体系统设计

5
变 模 温 注 塑冷 热 交 替循 环 流 体 系统 设 计 ★
郭 幼 丹 程 晓农
22 1 10 3)
( 美 大学 机 械 工程 学 院 , 门 3 12 集 厦 6 0 1) ( 江苏大学 , 镇江
摘要
通过 对冷热 交替循 环 系统 冷热介质 的流动过程及传 热过程 的分析 , 构建冷 热介 质流动 与传热数 学模 型,
塑料熔
笔 者 设 计 的 变模 温 冷 热 交 替 循 环 注 塑工 艺 过 程如图 1 示 。 所
图 2 二 维 传热 分 析 模 型
在 图 2中, g 为冷热介质与塑料熔体和模具间 的平均传热密度 , 2 g 为塑料熔体和模具与支撑柱间 的平均 传热 密度 。若 充 型过 程 中 g< 模 具温 度低 g, 于 塑料熔 体 的温度 , 随着流 动过 程 的进 行 , 塑料 熔体
。
匦
的温度会急剧降低到型腔壁 的温度 , 在型腔壁表面 会形 成冷 凝层 , 很难 做 到完全 充 型 , 种 注塑缺 陷 随 各
之产生。若 q >q, 。 模具温度过高 , 则容易使塑料产 生 分解 , 坏 塑料 性 能 。 只有 当 g= 2 , 具 温度 破 g 时 模
与 塑料 熔 体 温 度相 当 , 能 有效 地 克 服 塑料 熔 体 在 才
玻 璃 化 转变 温 度 ( ) 以上 , 服 塑料 熔体 在 充 型过 克
程中不断被冷凝 固化的现象 , 改善塑料熔体在充 型
过程 中的流动行 为 ; 在高温保温阶段 , 冷热交替循
环系统维持模具温度在 以上 , 实现塑料熔体的充 分 充 型 ; 冷 却 阶段 , 过 冷 热 交 替 循 环 系 统 中 的 在 通 低 温介 质对 模 具 进行 快 速 冷 却 , 塑 料 件 迅速 冷 却 使
极冷极热模温机工作原理

极冷极热模温机工作原理下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!极冷极热模温机是一种在工业生产中广泛应用的设备,它能够在加工过程中控制温度,实现产品的精确加热或冷却。
模具模温机循环运水

模具模温机循环运水一、模具模温机循环运水1、模具模温机循环运水是一种利用水回路进行加热、冷却及采暖的设备。
通常情况下,一个模具模温机循环运水系统由加热器、分流器(筒体)、冷却器、水泵及水箱组成(如有需要,还可以配备温度变送器)。
2、加热器的作用就是在水循环系统中加热水,从而将模具模温的温度提升到设定的温度。
常用的有电热棒和加热管两种。
3、冷却器的功能就是将模具模温的温度降低,这里常用的有水冷却器和油冷却器,根据模温机使用的液体确定冷却器的型号。
4、分流器(筒体)是将加热后的温水流量分配到不同模具模温机上的装置,可以分散和平均温度,有助于提高模温机使用率和效率,降低生产成本。
5、水泵用于循环水,将加热后的热水循环到不同的模具上,可以有效提高模具模温机的使用率和效率,降低制造成本。
6、水箱的功能是容纳模具模温机的循环水,既可以容纳水,也可以容纳油,以保持水正常工作。
7、温度变送器是用来检测温度变化并记录温度变化趋势图的重要产品,能够实时检测水中温度的变化,及时调节水的温度。
二、模具模温机循环运水的应用1、模具模温机循环运水是注塑工艺中的重要工具,可以在模具中作模热控制,确保模具工作稳定,控制产品的容量及密度等。
2、模具模温机循环运水也可用于激光冲孔加工,可以控制冲孔的深度和锐度。
3、模具模温机循环运水可以用于高压钻床、高压油压机等加工设备,避免了传统冷却剂泄漏等问题,提高机器运转效率,延长设备使用寿命。
4、模具模温机循环运水可应用于模具模温机工作环境、热油加热设备和量化喷涂及孵化器等模具机械,以及一次成型模具温升降尺度模温控制系统等。
三、模具模温机循环运水的维护保养1、模具模温机循环运水的维护保养应注意保持环境的清洁,定期检查水泵、水箱、电热棒、分流装置等设备,确保正常使用。
2、模具模温机循环运水的保养应每月定期检查水泵的启停情况,以及水循环的温度是否能够达到设定水平,以及龙头、管道及接头处是否有积水等情况。
Moldex3D模流分析之Cool Process Characteristics

冷却系统设计影响熔胶固化过程及塑料产品翘曲变形,并且冷却时间占总周期时间70%-80%。
因此,一个良好的冷却系统,可以大幅缩短塑件成型时间,帮助增加生产效率及成品质量。
更进一步来说,良好冷却系统提供了均匀冷却环境,能够让帮助塑件均匀收缩,减少翘曲温度,并能确保熔胶能够顺利充满模穴之中。
冷却系统图解透过冷却系统机制,塑件热量持续地被冷却液及空气带走,直到塑件温度低于顶出温度,就能让塑件顶出。
顶出后的塑件仍持续会被空气温度影响,直到与空气温度相同。
刚开始前几个周期,模温会受到熔胶影响,让模具温度变化会较为剧烈,直到周期数目够多之后,模温会近似稳态变化,单一周期内变化幅度不超过摄氏5度甚至更少,因此,可以把模温以周期时间平均,视为稳态温度。
然而,在模温变化较为剧烈的特殊制程,例如变模温制程,单一周期内有很大温度变化振福,此时就不能把模温视为稳态温度,而必须要以瞬时方式观察每一个时间变化。
典型的模温变化周期此外,当塑件冷却到顶出阶段时,其温度应低于材料热变形的温度(deflection temperature),如此才可以避免变形的发生,否则,有可能因为脱模时的外力而发生残留应力的释放,或翘曲变形等严重的问题。
在现实中,模温呈现稳态周期性变化,冷却分析模块可以周期平均方式仿真稳态温度,也可以瞬时方式模拟模温每一个时间变化。
典型模温变化周期Moldex3D/Shell-Cool主要应用Fast Finite Element(FFEM)作为主要冷却计算架构,以2.5D薄壳模型为基础再配合2.5D Hele-Shaw流动模型作为填充结果,透过几何转换对应3D网格以进行3D 冷却分析,相对于传统边界元素法(Boundary Element Method, BEM),FFEM具有节省内存、计算快速准确、容易收敛…等优点。
使用FFEM可以在数分钟之内完成任何复杂模具的冷却分析,而BEM法则容易出现计算不收敛、计算时间过长(通常需要数小时以上)、计算内存过大…等问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Room Temp.
Time
變模溫的溫度歷程曲線
Dragonjet Corporation
Temperature
Melt Temp.
Cavity Temp.
Solidify Temp.
Clamping
Holding Injection
Base Cavity Temp.
Cooling One Cycle
Dragonjet Corporation
急冷急熱技術在射出成型的應用:
氣輔射出/外氣射出/微發泡射出/多色射出/埋入射出…等
各種急冷急熱製程的原理介紹:
RHCM/RTCM/BFMold/Y-Heat/E-Mold/OPM
IHM/CageSystem/3itech…等
應用模流分析解析急冷急熱製程:
異型水路模具(EOS雷射燒結)
Dragonjet Corporation
異型水路模具(OPM雷射燒結)
OPM株式會社是日本政府投資 的研發型公司,成立於2004年 ,資本額日幣7億
排(吹)氣結構在10-100um之 間可彈性選擇排氣區域。
水路可為任意幾何甚至是螺旋 型、星形等用以改善塑件成型 時的熱應力問題
輔導在台三十餘家企業導入模流分析,包括鑽全工業、慧國工業、喬山健康、亞洲光學、 勝華科技、邦泰複材、帝寶車燈、聖美精密…等。
模流分析研究案超過 400件,包括射出、多射、押出、熱塑、吹瓶、粉末治金、IMD等 製程,含括電腦、通訊、交通、醫療、光學、連接器等產業的應用。
變模溫 (急冷急熱)技術,現IHM技術已成功應用於筆記型電腦、鍵盤、電子書機殼等 80餘套,各種IHM加熱器亦超過100套。
Dragonjet Corporation
Y-Heat
Dragonjet Corporation
Y-Heat
Dragonjet Corporation
SG-weldless
日本柴田合成株式會社成立於1961年, 該公司與群馬大學共同開發SGWeldless技術,其通過模具內部的陶 瓷加熱器作動方式進行加熱,加熱溫 度可達200℃以上(只針對結合線位置 做局部加熱);該技術於2005年得到 【中川威雄技術奨励賞】
Open and Eject
Room Temp.
Time
為什麼要變模溫技術呢?
消除縫合線/結合線(免塗裝) 提昇塑件光澤度/流痕(免塗裝) 改善表面浮纖(高鋼性外觀件) 提昇表面微結構的轉寫性 提昇結晶度(硬度及耐化性) 降低殘留應力(尺寸穩定性) 降低成型壓力及鎖模力(減少澆口)
Dragonjet Corporation
蒸氣式變模溫控制方法
加熱媒體入口溫度 加熱媒體出口溫度
Dragonjet Corporation
模具溫度
60-120℃:20Sec 120-60℃:29Sec
蒸汽150℃
冷卻液 20℃
熱媒式變模溫系統構成示意圖
冷水機
冷卻系統 (冷卻塔等)
控制盤
Dragonjet Corporation
注塑機
模溫機(高溫水式)
傳統射出/蒸氣式/電熱式/電感式
感應加熱射出成型(IHM)
唐兆璋 先生 steve@ihm.tw
2013/01/30
何謂變模溫/急冷急熱
Dragonjet Corporation
變模溫(急冷急熱)控制技術具備模具表面瞬間加熱 及快速冷卻的特點,藉由模具溫度的快速切換可 確實改善充填階段塑件的流動性,並有效改善塑 件外觀或內部結構等不良問題,在合理的生產週 期時間內快速提昇塑件品質。
冷卻水ห้องสมุดไป่ตู้
加熱媒體
閥門控制裝置 預備加熱媒體
模具 冷卻媒體
信號線
熱媒式變模溫系統
特長
・與感應加熱式相比,設備成本較低。 (不需要特許費用) ・使用客戶的常規模具也可以成型。 ・由於採用標準模溫機進行組合,設 備的通用性高。 ・採用松井獨有的控制功能,可以自 動搜索出最適合的變模溫條件。 ・通過溫度監視功能,可以監視成型 時的外部干擾。
消除縫合線/結合線
Dragonjet Corporation
提昇塑件光澤度/流痕
Dragonjet Corporation
CIM(傳統模溫)
IHM(變模溫/急冷急熱)
改善加纖材料的浮纖現象
Dragonjet Corporation
From: Dragonjet Corporation
改善加纖材料的浮纖現象
變模溫的別稱
Dynamic Mold Temperature Control Rapid Heating and Cooling Molding Rapid Heat Cycle Molding Rapid Thermal Response Molding Variable Mold Temperature Process Vario-thermic Tempering Weldless Technology 高光免噴塗成型 高光無痕射出成型 急冷急熱
Dragonjet Corporation
三維夾層模具
小野株氏會社發表技術報告, 2004 整體模具加熱,週期時 間長 複雜模具3D水路加工 使用切換方式複雜及加 熱蒸汽設備複雜(耗能) 使用蒸汽之水路容易造 成水路生鏽積垢 適合應用:大型模具
Heating Rate~ 3℃/s
Dragonjet Corporation
Dragonjet Corporation
感應加熱原理
感應加熱原理是 利用電磁感應使 被加熱的材料內 部產生電流並依 靠渦電流產生的 能量達到加熱目 的。
Dragonjet Corporation
IHM
Dragonjet Corporation
Dragonjet Corporation
IHM的溫度歷程曲線
變模溫(急冷急熱)控制技術的發展與應用
Development and application of Variotherm Molding Control
唐兆璋 先生 steve@ihm.tw
2013/01/30
前言:電子行業的機殻發展趨勢
Dragonjet Corporation
無痕珠光射出成型(新的外觀效果,需要搭配變模溫技術) 長纖維或高加纖比塑膠取代鋁鎂合金(需搭配變模溫技術) 生物可降解塑膠的高結晶化應用(需要搭配變模溫技術) 漆膜或轉寫膜來取代噴塗或網版印刷製程(需要搭配變模溫技術)
Dragonjet Corporation
CPH(GGK)
CPH(Ceramic power heaters)高性能陶 瓷加熱器位於模仁表面後方約幾毫米 ,因此溫度上昇可以快十倍或只需要 10%的能量消秏;冷卻是通過控制流 體介質直接冷卻模具水路,但是和 CPH之間是保持絕緣的,因此可以保 證在很短的時間內完成冷卻階段,再 開模並進行下一個週期。
直接加工複雜幾何省去製作電 極及放電加工的時間
設備費100萬美金,加工最大 範250*250*180mm。
鋼材為SUS420,除光學儲存 外可拋光至高亮面。
Dragonjet Corporation
豎澆道水套降低成型週期 電動工具外殻縮短加工時間
BFMold(Ball Filled Mould)
③給水膠管 ④排水用膠管
②蒸汽膠管
排水
中和裝置
必要的 発生熱量 500Kg/H
(合摸力:450)
※簡易蒸汽罐不能從日本 購入,請在當地購買配置
石油或者 煤氣供給
空氣
空氣供給 1000cc/cycle
①媒體轉換裝置
⑧控制信號 供給
模具 溫度
返回
熱電偶 K-型
⑤集流腔
専用模具
専利(有償)
⑥集流腔用膠管 ⑦耐熱・耐圧膠管
Dragonjet Corporation
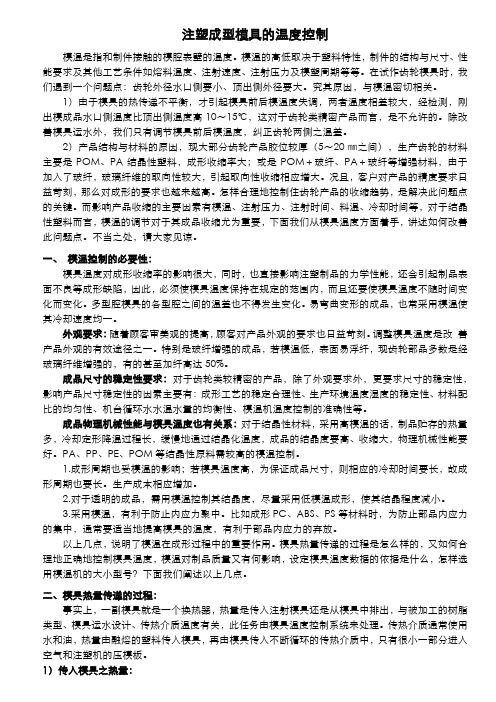
變模溫對固化層的影響
Dragonjet Corporation
定模溫的溫度歷程曲線
Dragonjet Corporation
Melt Temp.
Temperature
Clamping
Holding Injection
Cooling
Solidify Temp. Cavity Temp.
2
個人經歷
經歷:
Dragonjet Corporation
龍生工業股份有限公司 研展處長(2005-迄今)
科盛科技股份有限公司 專案經理(1999-2005)
清華大學張榮語研究室 研究助理(1994-1997)
擔任塑膠中心、模具公會、職訓中心、ACMT協會、香港生產促進局、臺北科大、逢甲 大學、中原大學、台灣藝大、勤益科大等單位的兼任講師。
CIM
Dragonjet Corporation
IHM
Material:PC+ABS
提昇表面微結構的轉寫性
Dragonjet Corporation
From: IKV, Aachen, Germany
提昇表面微結構的轉寫性
Dragonjet Corporation
氣輔成型塑件的淘空率均勻性提昇
蒸氣式變模溫系統構成示意圖
Dragonjet Corporation
冷卻塔
屋外
屋內
在専用畫面上設定・操作
水量:160~200Litter/min 水圧:0.15~0.30MPa
(既有水流用)
供給
排水Pit
水道水・地下水
Boiler 簡易蒸汽罐
排出
供給
排水缸 放流缸
蒸汽
Max170℃
0.7~1.0MPa
定模溫(傳統射出)
Variable Temperature Mold (VMT, Rapid Heating Molding)