正常电弧对银触点接触电阻特性的影响
高牌号银触点应用的研究

高牌号银触点应用的研究【摘要】随着高新技术的不断发展,触电材料的研究越来越深。
高牌号银触点具有抗拉强度大、延展性强、抗腐蚀性强和性价比高等特点,它的应用对于许多点电器来说都具有很大的意义,能够有效的减少银含量,保持电器性能,降低制造成本和提高产品竞争力。
本文通过对高牌号银触点的介绍和应用性能研究,来对高牌号银触点在低压接触器、继电器和低压断路器上的应用进行研究分析,由于高牌号银触点良好的稳定性和抗熔焊性,非常适合低压接触器、继电器和低压断路器等器件上的利用。
【关键词】高牌号;银触点;应用一、概念简述触点的应用在各种电器中都十分常见,它的应用范围也十分广泛,一般会在一些继电器、交流、直流接触器、开关和断路器中见到它,它存在于五花八门的电器中,还有不同压开关,以及仪表仪器的元器件中,发挥着举足轻重的作用,这就表示它的功能表现能够直观的影响到电器的通断能力的大小以及它运行的稳定度,还有采用它的电器的使用寿命长短等。
触点的种类也多种多样,其中银触点适用于低压电器电路中,低压开关中的触点作为核心的关键部分,协助低压开关在电源和负载之间起到分配和保护的作用,控制整个电路,负责接通、承载和分断电流。
例如高牌号银触点就是一种完全适合应用于低压电器的触点,虽然它具有机械强度低和抗熔焊性弱的缺陷,但是它具有导电效果优良、接触稳定性强、耐电耐磨性能高、可加工性强和可塑性良好的巨大优势,所以利用起来效果十分明显,目前,类似AgNi触点的材料被广泛运用到家用电器开关、交流接触器、电器辅助开关、微型断路器和配电继电器等领域范围里。
银触点作为小容量的控制电器首选的触头材料,是具有良好导电效果、优秀导热性能、电阻较低、抗侵蚀能力好、加工便利、制造成本低、可以大批量生产等特点的部分,将它和其他具有耐腐蚀和有延展性的相关材料结合起来利用,通过高新的技术来进行自动化的焊接组合,保证高效率、高质量的实现组合,可以得到性能更加优良和性价比更高的电器利用触点。
电弧及电气触头基本理论分析

电弧及电气触头基本理论分析【摘要】本文对电弧及电气触头的基本理论进行了分析。
【关键词】电弧;电气触头;基本理论一、气体游离放电现象和电弧形成在电路中,断路器切断载流电路时,在触头之间常常会出现电弧,直到电弧熄灭后,电路才真正被切断。
触头间的电弧实际上是由于中性质点游离而引起的一种气体放电现象。
从电弧的形成过程来看,游离放电可分为四个阶段:1.强电场发射当触头刚分开时,虽然电压不一定很高,但触头间距离很小,因此产生很强的电场强度。
在强电场作用下,金属触头阳极表面的自由电子会被电场力拉出来,成为游离在触头空隙中的自由电子。
这种游离方式称为强电场发射,是电弧自由电子的一个来源。
2.热电发射这是弧腔中自由电子的又一来源。
在触头分开瞬间,由于触头间的压力迅速变小,接触电阻增大,电流流过时发热加剧,在电极上出现强烈的炽热点。
此外,孤隙中正离子被迅速吸向阴极,其能量被电极吸收,也使阴极表面温度升高。
当阴极表面达到一定高温时,便发射电子,使弧隙中的电子数目增加。
3.碰撞游离从阴极表面发射出来的自由电子,在电场力的作用下向阳极做加速运动。
它们在奔向阳极的途中碰撞介质的中性质点(原子或分子),使原中性质点碰撞游离为正离子和自由电子。
新产生的电子又和原有的电子一起以极高的速度向阳极运动,当它们和其他中性质点相碰撞时;又再一次发生碰撞游离。
碰撞游离连续进行的结果,触头间隙中便充满了电子和正离子。
在外加电压作用下,电子奔向阳极,正离子奔向阴极,产生电流,形成电弧。
4.热游离热游离是电弧得以维持燃烧的主要原因。
在电弧燃烧时,电弧表面湿度可达三千到四千摄氏度以上,孤心温度可达一万摄氏度以上。
处于高温下的介质分子和原子产生强烈的热运动,不断发生互相碰撞,游离出电子和正离子,称为热游离。
实际上,在间隙击穿产生电弧后,由于弧隙电导迅速增大,触头之间电压降减小,而触头的拉开距离却在增大,因此触头间的电场强度大大减小,强电场发射基本停止。
电弧及电气触头基本知识.
油、压缩空气、SF6气体、真空
常用于低压开关电器中,如自动开关和电磁接触器等。
7.利用固体介质的狭缝灭弧装置灭弧
广泛应用于低压开关。
《电气设备》
思考练习 1.交流电弧有什么特征?熄灭交流电弧的条件是什 么? 2.什么是近阴极效应?
3.什么是弧隙介质介电强度和弧隙恢复电压?
4.断路器断口并联电阻和电容的作用是什么?
《电气设备》
四、电弧的熄灭 实质:气体介质由导通又变为截止的过程, 是电弧区域内已电离的质点不断发生去游离的结果。
1.去游离过程
使弧隙中正离子和自由电子减少。 复合 扩散 正负电荷中和成为中性质点的现象。 电弧中的自由电子和正离子散溢到电弧外面,并与周围未被游离 的冷介质相混合的现象。
要使电弧熄灭,必须使去游离作用强于游离作用。 2.影响去游离的物理因素
注意: 气体的压力越大,越不容 易产生电场游离。
《电气设备》
三、电弧的产生过程
3.热游离维持电弧 热游离:发生雪崩式碰撞游离形成电弧后, 产生高温,气体中粒子运动速度增大,使原子外层 轨道电子脱离原子核内正电荷束缚力成为自由电子。
气体温度愈高,粒子运动速度愈大,原子热游 离的可能性也愈大,维持电弧稳定燃烧。
3.提高分闸速度
迅速拉长电弧,有利于迅速减小弧柱内的电位梯度, 增加电弧与周围介质的接触面积,加强冷却和扩散作用, 如采用强力分闸弹簧。
《电气设备》
五、熄灭交流电弧的基本方法 4.用耐高温金属材料制作触头 5.采用优质灭弧介质 6.短弧原理灭弧
利用一个金属灭弧栅将电弧分为多个短弧,利用近阴极效应的方法灭弧。 铜钨合金和银钨合金
首页
《电气设备》
重点难点
电阻钎焊银触点钎着率、强度及接触电阻的关系

。研究与分析·
电阻钎焊银触点钎着率、强度及 接触电阻的关系
王 荣1, 陈乐生2, 甘可可1, 祁更新1, 陈 晓1 (1.温州宏丰电工合金有限公司,浙江温州325603;
2.上海交通大学,上海200240)
摘要:以电阻钎焊AgCdO触头和H62黄铜触桥为研究对象,通过测量焊接触点 的结合强度和接触电阻来验证超声检测的结果。试验发现,由于超声检测存在一定的 局限性,钎着率与焊接强度和接触电阻之间没有严格的相关性,而焊接强度和接触电阻 间呈非线性的相关性。
一7一
万方数据
低压电器(2010№4)
·研究与分析·
断增大,触点间的接触电阻应逐渐减小。压力对 触点电阻的影响如图3所示。随着压力的不断增 大,电阻值以先快后慢的方式下降:压力从10 N 增大至200 N时,电阻呈直线下降,之后下降幅度 趋缓,压力达到1 kN以上时逐渐趋于稳定,压力 为1.4~2.0 kN时接触电阻基本无变化。因此, 为了得到较准确的接触电阻值,应在>1.5 kN的 压力时进行测量。对比不同钎着率的触点在稳态 的电阻值,可以发现电阻随触点钎着率的增大而 降低,即焊合的面积越大,触点的导电性能越好。
’o膏。口e智。它。它。譬。它。它o’o它。冒皂盲e它e骨6它。督。崎oto气e'o青etot凸能^≈—e它C^啦衣乍e水水^C啃e口oto勺6它。它。督。督。弩。譬o
《瓴层电器》曾荣获第三届国家期刊奖——中国期刊最高政府奖
全国中文核心期刊
中国学术期刊光盘版
中国科技论文统计JTI刊
中国科学引文数据库来源期刊
表3焊接触头钎着率测试结果
表2 AgssCuZn钎料的成分及性能
的方式,视钎料流淌情况人工控制焊接时间(触 头四周钎料流淌均匀时即为焊好)。通过控制焊 接时间得到焊接质量不同的触点,根据钎着率测 试结果选出一组触点进行后续的试验。
银触点资料

内部资料 . 严禁外流
3. 材质
AgCdO 触头由于其CdO 在电弧的高温作用下很容 易分解,CdO 分解后在触 头表面形成了AgCd 合金, 因此AgCdO 触头的接触 电阻较小。
由于Ag 与SnO2 颗粒之间 的润湿性不好,导致Ag 与SnO2 发生分离,并且 SnO2 的比重小,因此 SnO2 容易悬浮于表面而 富集,导致接触电阻增加, 温升变大。
F2>F1接触点数增加, 接触电阻减小。
增加接触压力,可 减小接触电阻。
内部资料 . 严禁外流
5. 电接触基础
接触面光洁度对接触电阻的影响
触点表面越光洁,接触电阻越小。触点的生产及铆压都需要严格管控。
内部资料 . 严禁外流
5. 电接触基础
5.3触点的接触抖动
U
T
电压抖动
Xd以上产生电弧
Xd以下触点塑性变形,熔池银浆飞溅
内部资料 . 严禁外流
6. 触头失效分析
6.1触头的磨损(损耗)
触头磨损的原因: 1、机械的原因 (滑动式触头占比较高) 2、电的(包括热的)原因 (主要原因) 3、化学的原因 (受生产过程及使用环境的影响)
桥磨损
电磨损
电弧磨损
内部资料 . 严禁外流
6. 触头失效分析
6.1.1电弧
在大气中开断电路时,若电流大于0.25~1A;电压大于 12~20V,触头间隙(简称弧隙)中会产生电弧。 因电弧分为闭合电弧和分断电弧,故燃弧时间相应地有闭合 燃弧时间和分断燃弧时间。分断燃弧时间远大于闭合燃弧时间。
移引起触头粘结的现象。真空中尤为明显。
焊接力:触头焊接后拉开触头所需的力
利用弹性力分离的触头,需保证弹性力>焊接力。
反复数次
银合金触头材料在低压电器产品中的应用
电工电气 (2009 No.10)作者简介:王文(1965- ),男,工程师,本科,从事低压电器产品研发工作。
为了满足低压电器产品的应用要求,触头工作性能应具有如下的特性:尽可能高的电导率与热导率;高的再结晶温度、熔化温度、沸点温度、熔化潜热、气化潜热、电子逸出功和游离电位;适当高的密度、硬度和弹性;尽量小的蒸气压力、摩擦系数、热电势、汤姆逊系数、液态金属浸润角、表面膜隧道电阻以及与周围介质某种成分的化学亲合力。
但到目前为止,在低压电器产品中实际应用的银合金触头都不能完全满足以上所有的要求。
在实际应用的场合中通常选用的银合金触头材料有AgNi、AgCdO、AgSnO 2、AgW、AgC、AgWC。
1 银合金触头材料的特性目前低压电器产品中用的银合金触头材料主要考虑以下四个方面:高的电导率;良好的电弧开断性能;较高的抗熔焊性能;较低的表面接触电阻。
1.1 AgNi合金触头材料的特性银合金触头材料在低压电器产品中的应用王文(苏州光威电器有限公司,江苏 苏州 215144)Abstract: Induction was made to several often used alloy contacts in contactors, switches and circuit-breakers etc low-voltage electrical ap-paratus products, and their performance, characteristics. Analysis was made to the differences of theses electrical apparatus products adopting different contact materials such as silver-nickel alloy, silver-graphite alloy, silver-tungsten alloy, silver-cadmium oxide alloy, silver-tin oxide al-loy etc. According to years of practical working experience, summary was made to the application and selection for different contact materials. Key words: low-voltage electrical apparatus; silver alloy contact; characteristic; applicationWANG Wen(Suzhou Guangwei Electrical Appliance Co.,Ltd, Suzhou 215144, China )Application of Silver Alloy Contact Material in Low-VoltageElectrical Apparatus ProductAgNi合金触头有一特性是在温度极高时,两共存熔体的互相溶解度增加,使AgNi合金材料的镍颗粒形成均匀弥散分布,并大量熔解和弧根处产生的银熔成一体。
项目二 电弧与电气触头基本知识

因此,交流电弧的熄灭条件为: Ud(t)> Ur(t)
Ud(t)—弧隙介质的介电强度;Ur(t)—弧隙恢复电压
图1 交流电弧的重燃与熄灭
X
电气设备运行与维护
本节结束
THANK YOU FOR YOUR ATTENTION
X
熄灭交流电弧的方法
一、提高触头的分闸速度 二、采用多断口 三、吹弧
电气设备运行与维护
电弧的熄灭—影响去游离的因素
(4)触头材料 触头材料也影响去游离的过程。当触头采用熔点高
、导热能力强和热容量大的耐高温金属时,减少了热电 子发射和电弧中的金属蒸汽,有利于电弧熄灭。
X
电气设备运行与维护
本节结束
THANK YOU FOR YOUR ATTENTION
X
交流电弧的熄灭
X
电弧的形成
电气设备运行与维护
电弧产生总结:触头刚分离时突然解除接触压力, 阴极表面立即出现高温炙热点,产生热电子发射;同时 ,由于触头间间隙很小,使得电压强度很高,产生强电 场发射。从阴极表面逸出的电子在强电场作用下,加速 向阳极运动,发生碰撞游离,导致触头间隙中带电质点 急剧增加,温度骤然升高,产生热游离并且成为游离的 主要因素,此时,在外加电压作用下,间隙被击穿,形 成电弧。
X
电气设备运行与维护
电弧的形成—弧柱中自由电子的主要来源 (3)碰撞游离
从阴极表面发射出的电子在电场力的作用下高速向阳极 运动,在运动过程中不断地与中性质点(原子或分子)发 生碰撞。当高速运动的电子积聚足够大的动能时,就会从 中性质点中打出一个或多个电子,使中性质点游离,这一 过程称为碰撞游离。连续不断的碰撞游离,是气体中带电 质点大量增加,在外电压作用下,气体被击穿,形成电弧 放电。
电接触材料是影响开关电器触头系统工作可靠性的关键因素
电接触材料是影响开关电器触头系统工作可靠性的关键因素。
而电触头是电器设备的关键元件之一,其功能是接通和切断电流。
它既是载流体,又是机械零部件,必须具有良好的导电导热性及耐电孤烧损、抗熔焊、小的电磨损、低而稳定的接触电阻、不与使用介质起化学变化、有一定的强度和易于机械加工等通性。
电接触材料已有近100年的发展历史,最初使用纯金、纯银、纯铂作结点材料,20世纪40年代开始采用Ag-Cu、Au-Ag、Pt-Ir、Pt-Ag等合金,20世纪60年代以来发展了多元贵金属和各种贵金属复合材料。
由于Ag及其合金优良的导电性能和良好的加工性以及抗氧化性,使得银基电接触材料适用于在各种功率条件下工作,而且大量用于大、中负荷电器中。
如各种开关、继电器、接触器等。
一、我国触头材料概况及现状我国从1956年前后开始研究和生产触头材料。
经过近40年的发展,目前每年生产用于低压电器、家用电器的银基触头材料;用于高压油断路器,SF6断路器、负荷开关和真空接触器的钨基触头材料;用于真空断路器的铜基触头材料;用于仪表、通讯系统的贵金属基弱电接点材料等30余个系列、上百个品种,年产量数百吨,基本上满足国内电器、仪表和通讯行业发展的需要,取得了很大的成绩。
上世纪80年代以来,随着触头品种的增加,制造工艺的改进,触头材料使用性能的提高。
我国在接触器、断路器和凸轮控制器等低压电器产品中全面推广使用高性能的银基触头,不仅提高了配套电器产品的使用性能,同时相应缩小了触头体积,减少了用银量。
低压电器产品的更新换代和引进国外先进的电器产品制造技术,推动了我国触头行业的发展。
如上海电器科学研究所合金分所与电器行业密切配合,为电器产品的更新换代服务,为引进电器产品配套、开发、生产了数十个品种的低压电器用触头材料。
二、银基电材料的分类目前,已研究出的低压电器用电工触头材料有数百种,但形成产业化和实际应用的触头材料只不过几十种。
它们基本上可以归纳为四个系列:Ag-C系列电接触材料、Ag-WC系列电接触材料、Ag-Ni系列电接触材料、Ag-MeO系列电接触材料。
触头材料
3.抗熔焊性。触头材料的抗熔焊性包括两个方面,一是尽量降低熔焊倾向,从触头材料角度来看,主要是提 高其热物理性能。二是降低熔融金属焊接在一起后的熔焊力,熔焊力主要取决于熔焊截面和触头材料的抗拉程度, 显然为了降低发生静熔焊的倾向可增大接触面积和导电面积,但一旦发生熔焊,反会使熔焊力增加。
二元多元材料
多元材料分为合金与复合材料两类。复合材料与黄铜(Cu-Zn等)、铅锡(Pb-Sn)、不锈钢(Fe-Cr)等常 规冶炼(熔炼)的合金不同,它是一种机械混合物,将不互溶的高导电材料与高熔点材料制成粉末后经一定的工 艺烧结而成,因其制造方法类似于陶瓷,故又称为金属陶瓷材料或粉末冶金材料。这种混合物各成分可按任意比 例组合,这是熔炼法冶金办不到的。由于这种材料能保持原有不同材料的物理特性,故能相互取长补短,提高触 头的综合性能。有的复合材料按一定比例及工艺混合后又在真空中电弧重熔(如铜铬(CuCr)材料),经电弧重 熔后其金相结构大为改观,材料性能更接近“合金”。我们在此混称其为CuCr合金材料。实际大功率开关中的触 头都离不开合金材料,由于高气压电弧与真空电弧在性质上有很大差异,真空开关触头的材料与空气、油、SF6 中的触头材料在要求上是有差别的。因此,我们按这两类不同使用环境的要求作简要说明。
材料特性要求
物理性质 化学性能
电接触性能 电弧特性
物理性质
1.一般物理性质。触头材料应具有合适的硬度,较小的硬度在一定接触压力下可增大接触面积,减小接触电 阻、降低静态接触时的触头发热和静熔焊倾向,并且可降低闭合过程中的动触头弹跳。较高的硬度可降低熔焊面 积和提高抗机械磨损能力。
电网运行中低压电器设备故障原因分析与对策分析

电网运行中低压电器设备故障原因分析与对策分析[摘要]在电网安全运行中,低压电器设备发挥了巨大作用,但在长期应用中,低压电器设备常会因各种原因出现故障,影响了电网安全运行,本文就常见低压电器设备出现故障的原因进行了分析,并提出了相应的检修对策,及时解决故障问题,确保电网的安全运行。
[关键词]电网运行;低压电器;故障原因;设备;对策中图分类号:tm6 文献标识码:a 文章编号:1009-914x(2013)10-0073-01在电网长期运行中,低压电器设备常会由于各种原因出现故障,一旦发生故障,就会影响电网正常运行,给人们带来财产损失或人身安全隐患,低压电器出现故障的时候,可准确迅速找出故障位置,查明故障原因,并采取恰当对策给予检修,可有效确保电网正常运行与人身安全。
一、低压电器设备故障原因1.继电器故障在电网运行中,作为自动装置的继电器,担负着电网可靠安全运行的基本任务,对电网系统运行状态进行随时监控,快速发现故障,运用断路器将故障部分切除。
继电器故障原因主要有下列类型:其一,继电器的误动作,此故障出现的原因,有可能是整定值较小,还没过载就发生动作。
也有可能是电动机的启动时间太长,继电器启动过程动作频率太高,元件常受冲击,就会出现误动作,此时,通过整定值重新调整,或者继电器重新更换就可解决;其二,元件烧断,如果电动机无法启动,或者启动的时候发出嗡嗡声,说明继电器元件保险丝被烧掉,是因继电器运动的频率很高,负载过大造成的,故障排除后,可更换继电器,整定值重新调整;其三,触点电蚀与积尘,继电器负载通常为感性的,负载断开瞬间,所积蓄磁能会产生较高反电势,触点之间的气隙会被击穿,并形成火花,出现电蚀现象,触点粘为一体无法分离,造成短路,要避免电蚀现象,可采取电阻与阻容灭火花的电路设置进行预防。
继电器上沉积污垢灰尘,会让继电器表面出现黑色氧化膜,继电器出现接触不良,可定期清除灰尘污垢,确保继电器接触性能良好。
《电弧及电气触头》课件

目 录
• 电弧的概述 • 电气触头的概述 • 电弧与电气触头的关系 • 电弧及电气触头的应用 • 电弧及电气触头的维护与安全
01
CATALOGUE
电弧的概述
电弧的定义
01
电弧是一种气体放电现象,当两 个导电体之间的电压超过气体的 绝缘强度时,电流会在导电体之 间通过气体流动,形成电弧。
详细描述
在选择电气触头的材料时,需要考虑材料的导电性、耐热性、机械强度、耐磨性和耐腐蚀性等因素。常用的电气 触头材料包括铜、铜合金、银、金、镍、铁和铁合金等。此外,为了提高电气触头的性能,还可以采用表面处理 技术,如镀银、镀金、喷塑等。
03
CATALOGUE
电弧与电气触头的关系
电弧对电气触头的影响
电气触头的分类
总结词
电气触头可以根据不同的分类标准进行分类。
详细描述
根据结构形式,电气触头可分为点接触、线接触和面接触三类;根据使用环境,电气触头可分为空气 环境、真空环境、液体介质和组合环境等类型;根据负载性质,电气触头可分为直流负载和交流负载 。
电气触头的材料选择
总结词
选择合适的材料是电气触头设计中的重要环节。
02
电弧通常发生在高压或高电流的 电路中,如变压器、发电机、电 动机等设备的触头接触或分离时 。
电弧的形成与熄灭
电弧的形成
当两个导电体之间的电压超过气体的绝缘强度时,电流会在导电体之间通过气 体流动,形成电弧。
电弧的熄灭
电弧的熄灭可以通过降低电压、增加电路的电阻、引入灭弧介质等方法实现。 在开关设备和控制设备中,通常采用灭弧装置来快速熄灭电弧,以保护设备和 电路的安全。
电子设备
电子设备中的触点接触会产生电 弧,电弧对电子设备的性能和稳
不同微观组织对纯银整体铆钉触点静熔焊力的影响
黄文明( 1985—) ,男,工程师,主要从事电触头材料后处理工艺研究。 何章成( 1983—) ,男,主要从事电触头材料制打工艺研究。
— 13 —
电器与能效管理技术( 2019No. 10)
·研究与分析·
好,可以保持低稳定的接触电阻,因此纯银整体铆 钉触点是目前使用较为广泛的一种触点[11]。纯银 整体铆钉型触点加工工艺流程主要包括线材调试、 制打、退 火、研 磨、酸 洗、抛 光、清 洗、成 品 等 步 骤。 其中退火非常重要,可以消除机械加工产生的各种 内应力和加工硬化,同时可以恢复塑性,以利于后 续的铆接,改善铆接工艺性[12-13]。为此,本文采用 熔炼→挤压→拉拔→制打工艺制备纯银整体铆钉 触点,再采用退火处理,研究不同微观组织对纯银 整体铆钉触点静熔焊力的影响。
Influence of Microstructure on Static Welding Force of Pure Silver Solid Rivet Contacts
WANG Heng, HUANG Wenming, HE Zhangcheng, TONG Yiping, WENG Wei ( Fuda Alloy Materials Co. ,Ltd. ,Wenzhou 325025,China)
·研究与分析·
电器与能效管理技术( 2019No. 10)
不同微观组织对纯银整体铆钉触点 静熔焊力的影响
王 珩, 黄文明, 何章成, 童意平, 翁 桅 ( 福达合金材料股份有限公司,浙江 温州 325025)
摘 要: 对纯银整体铆钉采用退火处理,获得不同微观组织的触点。通过金相显 微镜观察不同微观组织的触点,利用脉冲电流试验装置研究不同硬度触点压力-静熔焊 力的变化规律,借助扫描电镜分析触点静熔焊后电弧侵蚀图像。结果表明,随着退火 温度的升高,纯银整体铆钉触点晶粒长大,硬度下降; 随着压力增加,不同硬度纯银整 体铆钉触点的静熔焊力均出现递减趋势,压力超过 9. 9 N 后递减趋势不明显; 相同压力 条件下硬度越大触点静熔焊力越大,电弧侵蚀越明显。
电弧是什么?具有什么危害?过零检测电路对抑制电弧有什么意义?
电弧是什么?具有什么危害?过零检测电路对抑制电弧有什么意义?从事电力电子、输配电、工控行业的朋友都有过这样的经历:不管是直流电还是交流电,在断开主控制回路的机械式开关时,在触点上都能看到电火花现象,并伴随着发热。
在主回路切断前,电流越大,那么所产生的电火花越严重。
这种现象就叫做拉弧现象。
电弧主要发生在大电流分断时的机械触点之间,久而久之会对触点造成腐蚀,并有可能导致火灾或者爆炸,严重威胁生产、财产安全。
相关行业的工程师一直在努力寻找抑制电弧的有效方法。
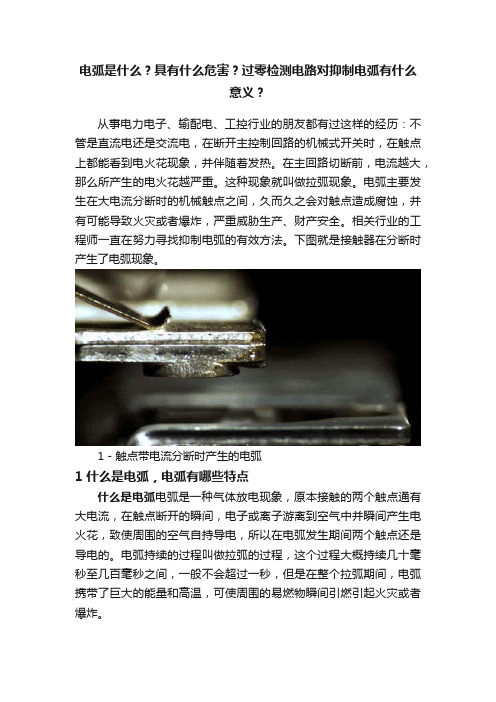
下图就是接触器在分断时产生了电弧现象。
1 - 触点带电流分断时产生的电弧1 什么是电弧,电弧有哪些特点什么是电弧电弧是一种气体放电现象,原本接触的两个触点通有大电流,在触点断开的瞬间,电子或离子游离到空气中并瞬间产生电火花,致使周围的空气自持导电,所以在电弧发生期间两个触点还是导电的。
电弧持续的过程叫做拉弧的过程,这个过程大概持续几十毫秒至几百毫秒之间,一般不会超过一秒,但是在整个拉弧期间,电弧携带了巨大的能量和高温,可使周围的易燃物瞬间引燃引起火灾或者爆炸。
2 - 配电站产生的电弧电弧存在以下特点:1) 起弧电压、电流低。
电弧并非是高压、高电流的专属,其实只要回路电压超过20V,电流超过80mA,机械式触点在分断时,就可能产生电弧。
2) 能量集中、温度高。
在触点分断瞬间,电弧被瞬间释放,产生高温高能量的电火花。
3) 易游离、易变形。
由于电弧是气体放电,所以在外力作用下容易游离、变形,可以利用这个特点想办法灭弧。
4) 导电性能良好。
电弧是导电的,延迟了触点的分断。
3 - 被电弧腐蚀的触点2 电弧是如何产生的电弧是如何产生的呢?机械式触点的动触点和静触点之间的活动距离非常小,在触点分离时,接触压力和接触面积也在减小,导致触点之间的接触电阻变大,流过的电流致使触点之间的温度上升,在有限的空间内,高温把触点表面液化。
同时,在触头之间形成了非常大的电场,触点在分断时,内部的电子就被电场拉了出来,形成了电场发射,使电子、离子被游离就形成了电弧。
电器原理与应用_1-2_触头与电弧详解

H点后
从H点开始,气体放电已进入弧光放电 阶段,它伴随着强烈的声光和热效应。 这时,电流密度已高达107A/m2以上, 故放电通道温度极高(在6000K以上)。 放电形式以热电离为主,阴极区电压 降较小,仅数十伏。
自持放电形式很多,诸如无光放电、辉光放电、 电晕放电、火花放电,弧光放电(电弧)等,但 它们是否转化为弧光放电以及如何转化,则受 到许多客观因素的影响。
二、换接触头的工作状态和基本参数
换接触头有两种稳定的工作状态: 对应于电路通路的闭合状态; 对应于电路断路的断开状态。 换接触头还有两种过渡工作状态: 从断开状态向闭合状态过渡的接通过程; 从闭合状态向断开状态过渡的分断过程。 四个基本参数:开距、超程、初压力和终压力: 开距是触头处于断开状态时其动静触头间的最短距离,其值是由 它能否耐受电路中可能出现的过电压以及能否保证顺利熄灭电弧 来决定的。 超程是触头运动到闭合位置后、将静触头移开时动触头还能移动 的距离,其值取决于触头在期限内遭受的电侵蚀。 初压力是触头刚闭合时作用于它的正压力。 终压力是触头闭合终止位置的压力,其值由许多因素,诸如温升、 熔焊等所决定。
第二节 电弧及其产生过程
一、载流电路的开断过程
1. 动静触头的接触原本是许多个点在接触,而接触压力一般是由弹簧产生 的。由于超程的存在,触头开始分断时,电路并没开断,仅仅是动触头 朝着与静触头分离的方向运动。这时,超程和接触压力都逐渐减小,接 触点也减少。及至极限状态、即仅剩一个点接触时,接触面积减至最小, 电流密度非常巨大,故电阻和温升剧增。以致触头虽仍闭合,但接触处 的金属已处于熔融状态。 2. 此后,动触头继续运动,终于脱离,但动静触头间并未形成间隙,而由 熔融的液态金属桥所维系着。液态金属的电阻率远大于固体金属的,故 金属桥内热量高度集中,使其温度达到材料的沸点,并随即发生爆炸形 式的金属桥断裂过程,触头间隙也形成了。 3. 金属桥刚断裂时,间隙内充满着空气或其他介质及金属蒸气,它们均具 有绝缘性质。于是,电流被瞬时截断,并产生过电压,将介质和金属蒸 气击穿,使电流以火花放电乃至电弧的形式重新在间隙中流通。
银触点资料

内部资料 . 严禁外流
分离开始
※接触力变小 ※发热加大 ※熔池产生
6.4触点失效过程
6. 触头失效分析 失效拐点
触头的接触性能开始下降后(进入失效拐点),很快将进入严重的恶性循环,接 触性能急速下降,最终失效。
内部资料 . 严禁外流
如何提高触头的寿命? 1.根据负载的类型及电流的大小,选择合适的触头材料。 2.适当加大触头的接触压力。 3.提高触头表面的光洁度。(铆压过程管控) 4.生产过程中保护触头不被污染。 5.保证触头接触的可靠性,减小抖动。 6.合理的灭弧结构。 7.加快触头开合的速度,减少电弧燃烧的时间 。 8.保证触点有足够的分断力。
内部资料 . 严禁外流
内部资料 . 严禁外流
细节决定成败
Thank you !
内部资料 . 严禁外流
内部资料 . 严禁外流
4. 加工
备料 银合金制作
银丝 拉制
热处理 (退火温度6000C)
冷镦
热处理 (消除冷作应力)
检验
清洗
清理毛刺
成品入库
内部资料 . 严禁外流
4. 加工
拉丝、热处理
制粉: 将纯银板制成粉末
合金: 加入合金元素或氧化物 制成银合金锭
通过拉丝成线材 (连续退火拉丝)
内部资料 . 严禁外流
内部资料 . 严禁外流
AgCdO 触头由于其CdO 在电弧的高温作用下很容 易分解,CdO 分解后在触 头表面形成了AgCd 合金, 因此AgCdO 触头的接触 电阻较小。
由于Ag 与SnO2 颗粒之间 的润湿性不好,导致Ag 与SnO2 发生分离,并且 SnO2 的比重小,因此 SnO2 容易悬浮于表面而 富集,导致接触电阻增加, 温升变大。
电阻钎焊银触点钎着率、强度及接触电阻的关系
’o膏。口e智。它。它。譬。它。它o’o它。冒皂盲e它e骨6它。督。崎oto气e'o青etot凸能^≈—e它C^啦衣乍e水水^C啃e口oto勺6它。它。督。督。弩。譬o
《瓴层电器》曾荣获第三届国家期刊奖——中国期刊最高政府奖
全国中文核心期刊
中国学术期刊光盘版
中国科技论文统计JTI刊
中国科学引文数据库来源期刊
(上接第8页)
图5焊接触头的接触电阻和结合强度的关系
两者之间为非线性相关。对曲线进行拟合后发现 强度与电阻之间呈类似指数函数的递减关系。
4 结语
(1)随焊接时间的延长,钎着率呈增大趋势。 某些虚焊的触头虽然钎着率较高,但剪切强度低、 电阻大,因此,不能仅靠钎着率来判断焊接质量的 好坏。
(2)焊接触点的接触电阻随压力增大以先快
实验采用PWl6精密气动点焊机,其结构示 意图如图l所示。焊接采用石墨电极、手动加压
陈乐生(1973一),男,讲师,从事触点材料的电性能研究。 甘可可(1979一),男,工程师,从事电接触材料的开发及应用。
——6——
万方数据
l2触头材料的物理、力学性能
F
纯Ag
F
图2接触电阻测试系统示意图
2实验结果及分析
2.1触头钎着率的检测 首先对所焊接的触头进行钎着率测试,测试
注:表中所不时间为石墨电极从冷态开始加热至焊 接结束的时间,因此要大于正常连续生产(即石墨电极一 直处于加热状态)的时间
2.2压力对接触电阻的影响 根据弱电接触理论,触点的接触电阻由收缩
Abstract:Taking AscdO contact and H62 brass contact bridge as research objects.the results of ultrasonic inspection were verified by me.wring the bonding strength and contact resistance of the welding contact.The exper- imental results showed that due to the limitation of ultrasonic inspection,there Was no strong correlation between brazing and welding strength or contact resistance,but there was a nonlinear correlation between welding strength and contact resistance.
2024年中级注册安全工程师之安全生产技术基础能力测试试卷A卷附答案
2024年中级注册安全工程师之安全生产技术基础能力测试试卷A卷附答案单选题(共200题)1、锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能,一定形状和尺寸加工方法。
锻造主要设备有锻造锤、压力机、加热炉等。
下列有害危害因素中,锻造车间中几乎不存在危险有害因素是()。
A.电磁辐射B.空气中存在烟尘C.工作热辐射D.苯浓度超标【答案】 D2、某工厂电气设备和线路的供电电压是380V,则该工厂的电气设备和线路的绝缘电阻不得低于()A.1000ΩB.1MΩC.380000ΩD.220000Ω【答案】 C3、可燃性气体浓度达到爆炸极限,遇到足够能量火源会发生混合气体爆炸。
可燃气体爆炸过程中热交换主要方式是()。
A.热传导B.热对流C.热蒸发D.热辐射【答案】 A4、绝缘是防止直接接触电击的基本措施之一,电气设备的绝缘电阻应经常检测,绝缘电阻用兆欧表测定。
下列关于绝缘电阻测定的做法中,正确的是()。
A.在电动机满负荷运行情况下进行测量B.在电动机空载运行情况下进行测量C.在电动机断开电源情况下进行测量D.在电动机超负荷运行情况下进行测量【答案】 C5、压力容器,一般泛指在工业生产中盛装用于完成反应、传质、传热、分离和储存等生产工艺过程的气体或液体,并能承载一定压力的密闭设备。
压力容器的种类和型式有很多,分类方法也很多。
根据压力容器在生产中作用的分类,石油化工装置中的吸收塔属于()。
A.反应压力容器B.换热压力容器C.分离压力容器D.储存压力容器【答案】 C6、下列关于手持电动工具和移动式电气设备安全使用说法错误是()。
A.皿类设备没有保护接地或保护接零要求B.I类设备必须采取保护接地或保护接零措施C.一般场所,手持电动工具应采用I类设备D.操作时使用绝缘于套、绝缘鞋、绝缘垫等安全用具也是一种防止触电安全措施【答案】 C7、电击是电流直接通过人体所造成的伤害。
当数十毫安的工频电流通过人体,且电流持续时间超过人的心脏搏动周期时,短时间即导致死亡。