IB8CWR9555焊接记录表
钢板焊接质量验收记录表

专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年月日
钢板焊接质量验收记录表
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)
单位验收记录
主控项目
1
焊接材料品种、规格
第4.3.1条
2
焊接材料复验
第4.3.2条
3
材料匹配
第5.2.1条
4
焊工证书
第5.2.2条
5
焊接工艺评定
第5.2.3条
6
内部缺陷
第5.2.4条
7ห้องสมุดไป่ตู้
组合焊缝尺寸
第5.2.5条
8
焊缝表面缺陷
第5.2.6条
一般项目
1
焊接材料外观质量
第4.3.4条
2
预热和后热处理
第5.2.7条
3
焊缝外观质量
第5.2.8条
4
焊缝尺寸偏差
第5.2.9条
5
凹形角焊缝
第5.2.10条
6
焊缝观感
第5.2.11条
焊接接头记录单模版(工艺系统管道、容器设备)

焊接工艺卡编号
工艺评定编号
焊工资格项目
序号
执行单位
作业名称
依据文件
通知点及控制点
操作者
签字
完成
时间
签字放行/日期
备注
编号
版次
A
B
C
A
B
C
1
坡口尺寸、组对检查
2
焊接接头标识
3
预热
4
焊接
5
焊缝外观检查
6
焊后热处理
7
理化检验
8
无损检验
焊接接头记录单(工艺系统管道、容器设备)
编号:
机组
质量等级
质保等级
质量计划编号
控制单版次
第页,共页
图纸号ቤተ መጻሕፍቲ ባይዱ
图纸版次
焊接材料
牌号
W-见证点
H-停工待检点
R-审查文件点
A-QC部
B-监理
C-业主
系统号
焊缝编号
规格
接头形式
焊接位置
批号
管段号
焊接方法
验收编号
母材A名称
母材A材质/规格
焊工姓名
母材B名称
母材B材质/规格
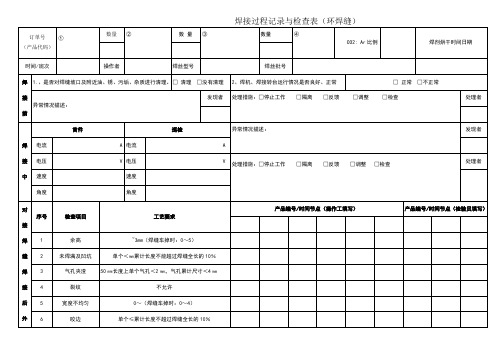
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程记录与检查表
焊接过程记录与检查表焊接过程记录与检查表(纵焊缝)订单号:JSHD/QYWJ-A16.2-1时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112焊接过程记录与检查表(环焊缝)订单号:JSHD/QYWJ-A16.2-2时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112在焊接过程中,要求任意300mm内宽度相差不大于 1.5,长度不大于50mm,深度不大于0.3mm。
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2பைடு நூலகம்
衬套焊接
焊接方式:
焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
CWB焊接设备电流电压表月度校验记录
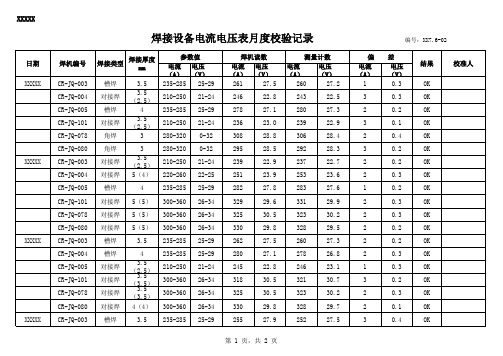
编号:XX7.6-02
差 电压 (V) 0.3 0.3 0.2 0.1 0.4 0.2 0.2 0.3 0.2 0.3 0.3 0.2 0.2 0.3 0.3 0.2 0.3 0.1 0.4
结果
OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
239
22.9
306
28.4
292
28.3
237
22.7
253
23.6
283
27.6
331
29.9
323
30.2
328
29.5
260
27.3
278
26.8
246
23.1
321
30.7
323
30.2
328
29.7
252
27.5
偏 电流 (A)
1 3 2 3 2 3 2 2 1 2 2 2 2 2 1 3 2 2 3
校准人
第 1 页,共 2 页
CR-JQ-004
对接焊
3.5 (2.5)
210-250
21-24
228
22.2
226
21.9
2
CR-JQ-005 槽焊
4
235-285 25-29
276
27.2
273
26.9
3
CR-JQ-101 对接焊 4(4) 300-360 26-34
321
2பைடு நூலகம்.7
322
29.9
焊接类型
焊接厚度 mm
槽焊 对接焊 槽焊 对接焊 角焊
3.5 3.5 (2.5)
4 3.5 (2.5)
ib8cwr9555焊接记录表

ib8cwr9555焊接记录表----------专业最好文档,专业为你服务,急你所急,供你所需-------------文档下载最佳的地方单项工程名称: 中石油宁夏石化10万吨/年聚丙烯装置中国石油宁夏石化500万吨/年炼油改扩压力管道焊接记录建工程单项工程编号:P3611-0263-00-P40-03大庆油田建设有限公司单位工程名称单位工程编号 263 管线号 IB/8"-CWR9555-511C 规格 219.1*8.0 加热方法无预热温焊缝焊工焊接层间温度后热温度无损检测报告度材质焊接方法焊接材料 (?) (?) 编号编号编号日期 (?)J427+H08Mn2SiA , , , A1 GY-085 2011.5.22 8163/ST.20 SMAW+GTAMA3 GY-085 2011.5.22 8163/ST.20 SMAW+GTAM J427+H08Mn2SiA , , ,GY-085 2011.5.22 8163/ST.20 SMAW+GTAM J427+H08Mn2SiA , , , A4GY-085 2011.6.6 8163/ST.20 SMAW+GTAM J427+H08Mn2SiA , , , A5A6 GY-085 2011.5.23 8163/ST.20 SMAW+GTAM J427+H08Mn2SiA , , ,GY-085 2011.7.1 8163/ST.20 SMAW+GTAM J427+H08Mn2SiA , , , A7, , ,, , ,, , ,监理单位总承包单位施工单位监理工程师: 专业工程师: 质量检查员:技术负责人:年月日年月日年月日----------专业最好文档,专业为你服务,急你所急,供你所需-------------文档下载最佳的地方----------专业最好文档,专业为你服务,急你所急,供你所需-------------文档下载最佳的地方单项工程名称: 中石油宁夏石化10万吨/年聚丙烯装置中国石油宁夏石化500万吨/年炼油改扩压力管道焊接记录建工程单项工程编号:P3611-0263-00-P40-03大庆油田建设有限公司单位工程名称单位工程编号 263 管线号 IB/8"-CWR9555-511C 规格 323.9*10.0 加热方法无预热温焊缝焊工焊接层间温度后热温度无损检测报告度材质焊接方法焊接材料 (?) (?) 编号编号编号日期 (?)J427+H08Mn2SiA , , , 1 GY-085 2011.7.1 8163/ST.20 SMAW+GTAM, , ,, , ,, , ,, , ,, , ,, , ,, , ,, , ,监理单位总承包单位施工单位监理工程师: 专业工程师: 质量检查员:技术负责人:年月日年月日年月日----------专业最好文档,专业为你服务,急你所急,供你所需-------------文档下载最佳的地方----------专业最好文档,专业为你服务,急你所急,供你所需-------------文档下载最佳的地方----------专业最好文档,专业为你服务,急你所急,供你所需-------------文档下载最佳的地方。
焊接过程记录与检查表
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3―检验员按<焊接作业指导书>进行首巡末检查.。
特种设备焊接操作人员焊绩记录表
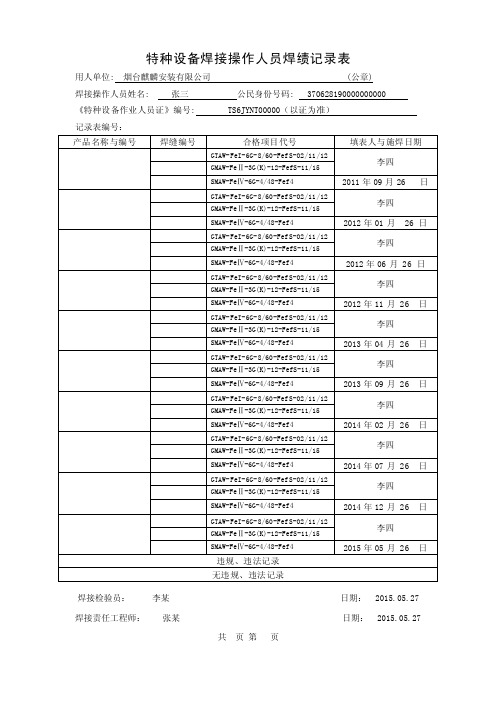
特种设备焊接操作人员焊绩记录表用人单位: 烟台麒麟安装有限公司 (公章)焊接操作人员姓名: 张三公民身份号码: 370628190000000000《特种设备作业人员证》编号: TS6JYNT00000(以证为准)1记录表编号:产品名称与编号焊缝编号合格项目代号填表人与施焊日期GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42011年09月26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42012年01月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42012年06月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42012年11月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42013年04月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42013年09月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42014年02月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef4 2014年07月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef4 2014年12月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef4 2015年05月 26 日违规、违法记录无违规、违法记录焊接检验员:李某日期: 2015.05.27焊接责任工程师:张某日期: 2015.05.27共页第页特别说明:上表中李三的《特种设备作业人员证》中有三项焊工考试项目的有限期限是2011.08.26至2015.08.25,其中记录表编号、产品名称与编号和焊缝编号由企业根据实际情况填写,同一焊工考试项目的施焊日期与下一个施焊日期间隔不能超过6个月.本表必须加盖单位公章。
焊工资质连续操作记录

年
意见:
批准
第二次 延期
RT 报告 编号
焊接工程师:
下次延期日期:
年
备注 1、本页不够可另附页。
焊接 QC2:
CNPEC:
(附 RT 或 UT 报告拷贝件)
月
日之前
焊接 QC2:
CNPEC:
(附 RT 或 UT 报告拷贝件)
月
日之前
焊工姓名 钢印
焊接方法
考核记录 编号
焊工连续操作记录
最终焊接日期 考核合格 1 月 2 月 3 月 4 月 5 月 6 月
焊工姓名 焊工代号 证书编号 质量计划编
号
板或管 接头型式 母材牌号/分组 试件规格(mm) 焊接位置 焊丝/焊条 保护气体 背面清根/垫板 (其它)
焊工资质连续操作记录表
工作单位 性别 考试标准 考试日期: 合格项目代号 焊接细节
合格范围
意见:
批准
第一次 延期
RT 报告 编号
焊接工程师:Leabharlann 下次延期日期:日期
20 年 7月 8月 9月
10 月 11 月 12 月
记录人签字 日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GY-085
2011.7.1
8163/ST.20
SMAW+GTAM
J427+H08Mn2SiA
/
/
/
/
/
/
/
/
/
/
/
/
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
中国石油宁夏石化500万吨/年炼油改扩建工程
单项工程名称:中石油宁夏石化
10万吨/年聚丙烯装置
中国石油宁夏石化500万吨/年炼油改扩建工程
单项工程名称:中石油宁夏石化
10万吨/年聚丙烯装置
单项工程编号:
P3611-0263-00-P40-03
单位工程名称
大庆油田建设有限公司
单位工程编号
263
管线号
IB/8"-CWR9555-511C
规格
219.1*8.0
加热方法
无
焊缝
编号
焊工
编号
焊接
日期
材质
8163/ST.20
SMAW+GTAM
J427+H08Mn2SiA
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
单项工程编号:
P3611-0263-00-P40-03
单位工程名称
大庆油田建设有限公司
单位工程编号
263
管线号
IB/8"-CWR9555-511C
规格
323.9*10.0
加热方法
无
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃.7.1
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告编号
A1
GY-085
2011.5.22
8163/ST.20
SMAW+GTAM
J427+H08Mn2SiA
/
/
/
A3
GY-085
2011.5.22
8163/ST.20
SMAW+GTAM
J427+H08Mn2SiA
/
/
/
A4
GY-085
2011.5.22
8163/ST.20
SMAW+GTAM
J427+H08Mn2SiA
/
/
/
A5
GY-085
2011.6.6
8163/ST.20
SMAW+GTAM
J427+H08Mn2SiA
/
/
/
A6
GY-085
2011.5.23
8163/ST.20
SMAW+GTAM
J427+H08Mn2SiA
/
/
/