PLC的VCM压缩机自动控制 精品
PLC在高压空气压缩机站自动控制系统中的应用
技术篇 2007年 第五期 P LC 在高压空气压缩机站自动控制系统中的应用舒 云, 夏金妹(中国船舶重工集团公司第七O 四研究所,上海 200031) 摘 要:介绍了用可编程控制器P LC 改造高压空压机站的设计方法.改造后的高压空气压缩机站自动控制系统的工作稳定性和可靠性都得到了极大的提高,操作环境得到了改善,对同类设备的技术改造具有较高的参考价值. 关键词:PLC;通讯;自动控制系统;应用 中图分类号:T M571.6,U664.5 文献标识码: 文章编号:100528354(2007)0520041203Appli cati on of P LC i n the auto 2control syste m ofhi gh 2pressure a i r co mpressor st ageSHU Yun,X I A J in 2mei(No .704Research I nstitute,CSI C,Shanghai 200031,China )Abstract :This paper introduces the design m ethod of applying PLC to the auto 2control syste m of high 2pressureair co m pressor stage .The real operation de m onstrates that both reliability and stability of this auto 2control sys 2te m increase .The operating environm ents are i m proved too .It has high reference value for upgrading the si m i 2lar old m achines .Key words :PLC;co mm unication;auto m atic control syste m;applications收稿日期:2006208211作者简介:舒云(19792),男,助理工程师,主要从事电气控制工作.0 引言某船上高压空气压缩机站的自动控制部分采用的是老式的分立元器件组成的控制系统,技术陈旧,结构复杂,电子元器件大多为早期产品,现在市场上已没有可以更换的配件,以至于该控制系统的维修、保养工作变得极为困难.为了解决这个问题,特对高压空气压缩机站的自动控制系统进行了研究分析并进行了改造,采用了先进的PLC 控制技术代替原来的控制线路,取得了良好的效果.1 高压空气压缩机站组成与操作某船上有一集机、电、净化、自动控制于一体的高压空气压缩机站,这种机型在国内尚处于空白阶段,它将空气压缩并干燥、净化到给定参数和压力,然后输送到高压空气系统中.其自动控制系统部分由自动控制箱、手动控制台、电动机控制柜、集控控制台、电动-气动阀、温度传感器、压力传感器及位置信号器等组成,具有空压机站的自动起动、运行控制、自动停机和故障保护停机与报警等功能,同时还能对润滑系统、干燥-净化系统、油水分离系统和冷却系统进行控制管理.它有两种操作方式:自动和手动,且这两种工况是相互独立,互为备用的.其中自动工况是主要的,在自动控制箱或集控控制台上进行操作;手动工况是备用的,只有在调试、自动控制箱出现故障或其它原因导致自动工况无法正常工作时才使用,在手动控制台上进行操作.电动机则由电动机控制柜中的断路器、继电器、交流接触器以及热继电器等电动执行机构输出控制.2 改造方案根据该高压空气压缩机站的控制形式、工作特点以及功能控制的需要,对该自动控制系统进行改造时14 第五期 2007年 技术篇采用了可编程逻辑控制器.可编程逻辑控制器(简称PLC )是20世纪6O 年代末发展起来的一种自动化控制装置,可以实现逻辑控制、定时、与/或、计数控制、顺序控制和数据处理等功能,以及可通过总线进行快速的数据传递和数据交换,便于集中控制和管理,它集通讯技术、计算机技术于一身,代表着数控系统发展的趋势[1].改造后的自动控制系统的核心PLC 采用siemens 公司的S7CP U314C,集控控制台内PLC 采用S7CPU31522DP .自动控制系统的硬件结构框图如图1所示.图1 自动控制系统硬件结构框图 根据空压机站实际工作过程编制了输入、输出点的地址,其中主要地址编号见表1.表1 输入、输出点分配表输入地址说明输出地址说明I 0.0吹扫阀位置信号Q12.0吹扫阀I 0.1卸载阀位置信号Q12.1卸载阀I 0.2滑油温度Q12.2再生阀I 0.3滑油压力Q12.3系统卸载阀I 0.4再生空气压力Q12.4左吸附器阀I 0.5空气温度Q12.5右吸附器阀I 0.6吸附器加热器过流Q12.6左吸附器加热器I 0.7滑油加热器过流Q12.7右吸附器加热器I 1.0电机过载Q13.0滑油加热器I 1.1冷却水供给Q13.1输出起动电机I 1.2Q13.2接通冷却水阀 改造后的自动控制系统既保证了原空压机站的各项功能和技术性能相一致,又保证了整个自动控制系统的各部分的安装型式以及与高压空压机站之间的接口不变,这使得整个自动控制系统很方便地对原控制系统进行了整体换装以及对各功能部件的接口重新连接,提高了整个控制系统的可靠性和维修性.3 软件设计该自动控制系统的软件部分采用模块化结构设计,对系统的各个功能部分进行了模块化划分,并编写了相应的功能模块(FC ).图2 滑油加热梯形图24技术篇 2007年 第五期 3.1 滑油加热处理在自动工况下,当自动控制系统处于起动等待状态(M0.5=1)下且滑油温度低于15℃时,“滑油加热”被置数“1”,即对滑油进行加热,直到滑油温度高于55℃,“滑油加热”被清“0”,滑油加热停止.3.2 滑油油位检测该高压空气压缩机站的所有设备都属船用设备,船只在行驶时有一定的摇摆周期,所以在监测滑油油位时充分考虑了这一因素,否则极易产生误报警.如图3所示,在程序中首先对油位低信号进行了延时处理,延时时间略大于船的摇摆周期,如果油位低信号持续时间大于船的摇摆周期,则说明滑油油位已经低于警界线,自动控制系统发出空压机停机信号并显示故障原因及报警.图3 滑油油位检测梯形图3.3 故障报警处理当高压空气压缩机站出现故障时,自动控制系统需要发出声报警以及表示故障原因的闪烁灯光报警.按下系统的“应答”按钮后,声报警停止,闪烁灯光报警变成平光,若故障已经消失,则灯光报警自动消失.图4报警梯形图是报警模块中的子模块,将报警模块中的故障信号输入置“#signal ”,声报警输出为“#buzzer ”,灯光报警输出为“#lamp ”,时间定时器T1是周期为3s,占空比为50%的脉冲信号.3.4 通讯集控控制台与自动控制箱中PLC 之间采用MP I 通讯,这样只需要两根电源线、两根紧急停机按钮输出线、一根通信电缆和若干备用线.为保证两个PLC 之间能正常通讯,硬件必须进行配置,设定集控控制台中S7CP U31522DP 的MP I 通讯地址为2,通信速率为187.5Kbp s,自动控制箱中S7CP U314C 的MP I 通讯地址为3,通讯速率与集控控制台的一致.在软件方面,在自动控制箱中内PLC 程序不需要编写任何与通讯有关的程序,只需要将要交换的数据整理到一个图4 报警梯形图连续的DB 存储区中即可,而集控控制台内PLC 程序则需要在OB1中调用系统功能X_GET (SFC67)和X_PUT (SFC68),实现两台PLC 之间的通讯.3.5 断电记忆功能当空气压缩机站正在进行吸附器加热时,如果系统因故停电后再次上电,则需要继续保持对吸附器进行加热,并需要在原有加热时间的基础上进行累时,直至累时达到设定的时间后吸附器才退出加热.在自动控制系统的硬件组态中,在对需要保持的定时器、数据块等进行设置后,就可在程序中调用组织块OB30,每次间隔5s 向数据块写入状态值,并且最新的3个数据块将被保留.当系统断电后再次上电时,程序对3个数据块中的状态值进行比较,判断最新的的数据是否错误,如果没有错误,则释放到程序中继续运行;如果有错误,则判断下一级数据块.4 结束语该系统在采用可编程控制器进行改造后,体积小,能耗低,效率高,功能完善,操作简便,维护方便.系统投入运行后,不仅很好地解决了原装置维修、保养的问题,而且还为该装置的数字化进程以及远程监控等打下了基础,极具推广价值.参考文献:[1]皮壮性,宫振明,李雪华,等.可编程序控制器的系统设计与应用实例[M ].北京:机械工业出版社,2000.34。
小型PLC控制柜对压缩机的联锁保护应用

小型PLC控制柜对压缩机的联锁保护应用摘要:本系统采用西门子S7-200小型PLC系统对大型往复式压缩机进行保护控制,同时采用了无纸记录仪实施数据采集和监控。
根据往复式压缩机的工作特点和生产实际,论述了其控制方案。
关键词:PLC 无纸记录仪压缩机应用一、PLC简述可编程序控制器(PLC)综合了计算机技术、自动控制技术和通信技术,是一种新型和通用的自动控制装置。
它的优点是功能强、可靠性高、使用灵活方便、易于编程及适应性强。
通过紧凑的设计,加上PLC良好的扩展性、低廉的价格、强大的指令以及简便的维护,完全可以满足小规模的控制要求。
PLC的强大处理功能、高速扫描功能、抗干扰功能,使其在机组的联锁保护系统中的应用非常广泛。
二、实际工艺条件本系统控制的水煤气压缩机为六列三级对称平衡型往复活塞式压缩机,其作用是将上一工段经过脱硫除尘的水煤气加压输送到下一工段继续净化和分离。
气体压缩是化工行业中常见的一个工艺流程。
水煤气多为易燃易爆、有毒有腐蚀性的介质,压缩机现场工作环境恶劣,不适合人工现场操作。
并且该压缩机组的工艺位置要求压缩机连续生产稳定可靠,要具有事故安全停车措施,防止事故产生和避免事故扩大,保证机组的正常启停和安全运行。
为了避免事故和保护机组,PLC内设计有严密的联锁程序,包括机组的温度、压力和启停保护设计。
机组在正常运行时,一旦出现控制参数超标或有危害机组安全的因素发生,控制系统都会按照联锁保护程序做出及时的处理。
三、控制柜配置及程序设计1.硬件配置PLC采用的是西门子S7-200,主要组成部件包括机架、CPU模块、信号模块和编程设备。
在本系统的PLC硬件配置中,电源选用220V AC变24VDC的普通电源模块,CPU选用型号为6ES7-216-2AD23-OXB8。
数字量输入模块选用型号为6ES7-221-1BH2223-OXA8。
无纸记录仪作为本系统的监控界面,具有彩色液晶显示功能,并有历史数据记录和查询功能。
基于PLC的往复式压缩机自动控制系统的设计

基于PLC的往复式压缩机自动控制系统的设计摘要:随着科学技术的发展,我国的PLC技术有了很大进展,并在往复式压缩机中得到了广泛的应用。
往复压缩机因运转部件较多,导致摩擦易损件多。
尤其多级压缩机,其介质流程长、过流部件多,气阀和活塞等常出现故障。
应提高巡检质量,本文首先分析了往复压缩机的工作原理,其次探讨了基于PLC的往复式压缩机自动控制系统的设计,以供参考。
关键词:压缩机;PLC;变频控制;控制系统;自动化引言往复式压缩机是石油化工装置中的关键设备,通过气缸的活塞运动为介质增压。
压缩机本身投资高,机组连接的管道相对复杂、管径较大,且管系容易发生振动,振动严重时会影响整个装置的安全稳定运行,因此压缩机的管道设计是整个装置管道设计的核心内容。
1往复压缩机的工作原理往复压缩机由气缸、连杆、辅助系统等多个部件组成,连杆是最关键的传动部件和主要的进给部件。
可以进行往复运动的转换,形成往复式压缩机的排气吸气过程。
往复压缩工作主要包括4个阶段:第1个阶段是膨胀阶段,活塞在运动过程中,会增加工作腔的整体容积,内部残余气体压力减小体积膨胀但气阀关闭,直到压力小到一定程度才会打开;第2个阶段是吸气阶段,通过压差的作用打开气阀,随着工作室的容积增加,气体会不断地吸入进来;第3个阶段是压缩阶段,当活塞进行反向的运行时工作室的容积也会急剧的减小,工作室的压力会急剧的增大,气阀会进行关闭;第4阶段是排气阶段,当工作腔中的压力大于排气管的压力时,气体会开始进行排出。
2基于PLC的往复式压缩机自动控制系统的设计2.1气阀在正常操作条件下,可根据异常情况进行对比分析,判断气阀是否工作正常。
(1)从排气压力判断。
如排气压力低于工作压力的正常值,判定为排气阀串气。
排气压力越低,排气阀串气越严重。
同样,除末级以外,排气压力异常升高,则判定为下一级吸气阀串气。
(2)从排气温度判断。
由于气阀串气,气缸内部分气体反复被压缩、膨胀,造成排气温度升高。
压缩机PLC控制器调试方案
M3001压缩机PLC控制器调试方案1、就地控制盘的PLC控制器的技术概述M3001压缩机是由电动机驱动的离心单线型。
全套设备有压缩机本体、增速机、驱动用交流电动机、空气管装置、强制润滑装置、就地控制盘等。
压缩机控制盘所用的PC为日本三菱公司的FXON系列产品,一共有四块模板。
型号分别为FXON-60MR一块、FXON-8EYR两块、FXON-8EX一块,这三种模块的特性分别如下:FXON-60MR 继电器输出型 36点输入 24点输出FXON-8EX 开关输入型 8点输入FXON-8EYR 继电器专用 8点输出增设存储块这几种模块全部是DC24V供电,其中FXON-60MR除了电源、输入、输出外,内部还装有CPU 和存储器,是整个PLC控制器的中心。
压缩机PLC控制器输入接入13个现场开关,13个盘面按钮开关,3个电机故障反馈开关,DCS允许启动和停止操作2个信号,还有MCS的故障信号和运行信号及CCR的紧急停止信号共34个输入点。
输出共接入26个状态和报警指示灯(8个轻报警、9个重报警、8个状态指示、一个备用)、9个继电器、3个电磁开关,共38个输出点。
压缩机由PLC控制器控制。
与传统的继电器控制方式相比具有如下优点。
1.1全机所有元件均为固态化无触点式,免除有触点式之火花干扰及触点本身日久接触不良及继电器机械动作之寿命问题。
1.2微电脑化。
节省了大量附件,全机除外部输入与输出外,均免配线。
这样就缩小了控制盘,大大减轻了配接线工作量。
减小了错误出现的机会。
1.3检修维护方便,且具有运行监视及自诊断功能。
外部输入输出功能(I/O)均有LED指示灯,因此很容易判断出出故障所在。
1.4编程容易,易于输入,易懂易学。
可以用缩程器随时发现错误、修改程序。
避免了重新设计和接线的繁琐工作。
1.5 体积小、重量轻、耗电小、热量小、安全可靠。
就地控制盘的PC外部接线、按钮、指示灯、继电器的全部接线已接好。
现场安装调试工作只需进行外部接线和做PC的联锁试验。
基于西门子PLC的空分透平压缩机控制系统

Abstract:It introduced a 12000Nm3/h a/r separation production process used in COol chemic industry.On this basis,the
speci fc control requirements of the air separati on unit,especially the air compressor,the oxygen compressor,and the nitrogen compressor were analyzed b ̄ef ly.The overall scheme of the control system based on SIMATIC PLC and configuration software for a ir sepa ra tion turbine compressor was proposed.The design process of the monitoring system human machine inte ̄a ce based on InTouch conf ig u ration sof tware was given in detail.Th e debugging results showed that the control system can meet the production requiremenu of the turbine compressor,In the end,it summa rizes the work and points out tha t the improvement direction of the next step.
156
基于PLC的空气压缩机控制系统

基于PLC的空气压缩机控制系统
空气压缩机是一种常见的工业设备,用于将空气压缩成高压气
体以供使用。
PLC(可编程逻辑控制器)是一种广泛应用于工业自动
化的可编程控制器,具有灵活性和可靠性等优点。
基于PLC的空气
压缩机控制系统能够实现压缩机的自动化控制,并提高生产效率和
可靠性。
该系统的硬件部分通常包括PLC、输入/输出模块、传感器和执
行器等。
PLC可以控制空气压缩机的启停、压力控制、温度控制等
功能。
输入/输出模块可以将传感器和执行器与PLC连接起来,从而
实现信号的输入和输出。
传感器可以测量温度、压力、液位等参数,并将其转换为数字信号发送给PLC,PLC通过程序对这些信号进行处理,再通过输出模块控制执行器进行调节或控制压缩机的操作。
该系统的软件部分主要是编写PLC的控制程序,需要根据压缩
机的实际工作要求进行编程。
控制程序包括压缩机的启停逻辑、压
力控制逻辑、温度控制逻辑等。
在程序设计中,需要考虑到压缩机
的安全运行,避免出现过度压力或过高温度等问题。
除此之外,还
需要就故障诊断、网络通信等方面进行编程设计。
总的来说,基于PLC的空气压缩机控制系统具有构造简单、操
作方便、可靠性高等特点,能够实现高效的自动化控制。
基于PLC压缩机性能测试系统的控制器设计

基于PLC压缩机性能测试系统的控制器设计摘要:控制器(PLC) 具有编程灵活, 可靠性高, 控制功能强大的特点,以PLC 为测控核心单元, 建立了压缩机性能测控系统,能自动完成汽车空调压缩机的各项性能测试。
该设计包括该系统的基本特性、装置、控制流程和PLC软、硬件设计。
以PLC 为测控核心单元, 建立了压缩机性能测控系统, 实现了对压缩机试验台位及驱动系统的选择, 压缩机的启动、停机、转速调节、排气压力调节等的控制, 以及对压缩机的各个运行参数实时采集和监控; 并通过计算机将采集参数进行处理, 实时获得压缩机各项性能指标并输出测试报告。
设计了用PLC 和触摸屏实现的压缩机性能测试系统的控制,控制系统以可编程控制器为控制核心,触摸屏为人机接口,使系统控制界面友好,简单直观,便于操作。
Abstract:Controller (PLC) with programming flexibility, high reliability, control and powerful features to the core of PLC monitoring and control unit for the establishment of a compressor performance monitoring system that can automatically complete the automotive air conditioning compressor performance testing. The design includes the basic characteristics of the system, device, control flow and PLC software and hardware design. PLC core module for the monitoring and control to establish a compressor performance monitoring system, implemented on the compressor test rig and the choice of drive system, the compressor start, stop, speed regulation, regulation, control of discharge pressure and compression machine operating parameters of each real-time collection and monitoring; and the acquisition parameters by computer processing, real-time access to the compressor performance and output of the test report. Designed with the implementation of PLC and touch screen control system, the compressor performance test, the control system for the control of a programmable controller core, man-machine interface touch screen is so user-friendly system control, simple and intuitive, easy to operate.1引言Introduction目前空调压缩机多为斜盘式压缩机或涡旋式压缩机,空调压缩机的几个关键质量指标有:高压泄漏情况、真空泄露情况,填充效率和离合器性能,压缩机在出厂前必须对这几项性能进行严格的测试。
基于PLC自动压装机控制系统的设计

( 6 ) 阻挡器下降, 工装板 自动流出, 传人下一工位 。 表面后转为工进 , 把 防尘板压入转 向节 , 工进指示灯 根据以上 步骤 ,转 向节 自动压装机设计 的控制 亮标明压装工作完成 ;
流程时序图如图 1 所示 。 ( 7 ) 压装工作完成后压力缸快进 回位 , 输出信号 硬件主要为控 制机构 、 传感机构 、 驱 动机 构 、 人 控制定位缸回到原位 , 斜顶缸下降回位 ;
=二二二 ] 二二 阻挡器下 降工裟板流 出
阻挡器 回位
图 1 控 制流 程 时 序 图
1 6 4
《 装备制造技术) ) 2 0 1 4 年第 9 期
( 5 ) 压装工作完成 , 压力缸 回位 , 斜顶缸 回位 ;
( 6 ) 压力缸快速前进 , 快进指示灯亮 , 达 到 工 件
要: 介 绍 了基 于三菱 P L C 自动压装机控 制 系统的设计过程。该 系统 的核 心控 制部分是 P L C, 主要 内容是有 关 P L C
的软件和硬件。 阐述 了 P L C 自动控制方面的各种应 用情 况。 关键词 : 三菱 P L C; 编程器 ; 自动化控制 中图分类号: U 4 6 8 . 2 1 文献标识码 : B 文章编号 : 1 6 7 2 — 5 4 5 X ( 2 0 1 4) 0 9 — 0 1 6 4 — 0 4
随着 目前汽车制造业机加工序 的发展 ,对汽车 较 大 的安 全 隐患 。 本 设 计 以一 台龙 门式 压 装 专机 为基 础 ,使 之 可 零部件的 自动装配质量提 出了更高的要求 ,对压装 技术的要求也 同样如此。约有 7 0%的工序在生产过 以安装在装配流水线线体之上 ,操作者 只需要将转 程 中实现 自动化和柔性化 ,但装配的 自动化 的程度 向节和防尘板放在流水线的工装板上 ,工装板 自动
PLC程序设计

I:开关量
3 压差发信器 检测油精分压差
I:开关量
4 热继电器
检测电机过负荷状态 I:开关量
5 相序器
检测电源相序状况
I:开关量
6 水流量开关 检测冷却水流量
I:开关量
7 起动开关
空压机起动
I:开关量
8 停止开关
空压机停止
I:开关量
9 加载开关
空压机人工加载
I:开关量
1 KM1
主接触器(电机电源) Q:开关量
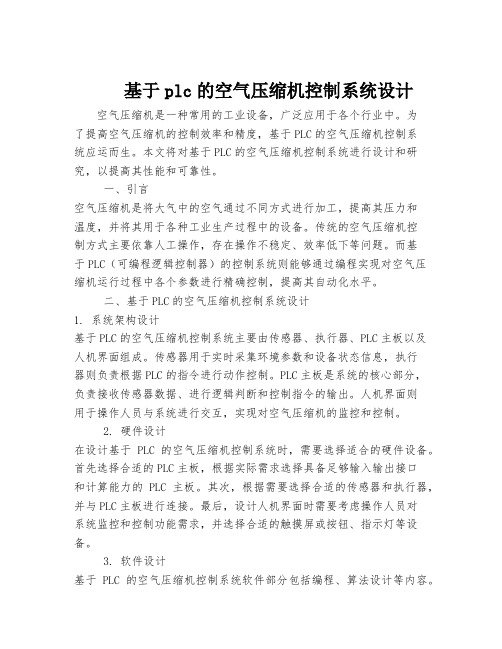
变频器
M 螺杆 主机
PLC (带PID调节)
温度 传感器
温度 传感器
压力 传感器
储气罐
触摸屏
气网
2、控制系统主要硬件
触摸屏
PLC
AD3203
模拟量输入模块
变频器
压力、温度传感器
减荷阀
压差发信器
相序器
热继电器
1)PLC在变频空压机站中的主要任务
(1)代替调节器,实现PID控制 (2)控制电动机的运行与切换(如有多台空压机) (3)PLC是变频器的驱动控制: 恒压供气空压机站中,变频器采用模拟量控制方式,气压传感器送来的模 拟量信号输入到PLC中,与给定值比较并经PLD处理后的模拟量控制信号,再 传送到变频器中,以此改变变频器的输出频率,从而实现对电机转速的控制。 (4)气站的其他逻辑控制 除了空压机组的运行管理外,气站还有其他逻辑控制工作,如手动、自动 操作转换、气站的工作状态指示、气站工作异常的报警、系统的自检等,这 些都是在PLC的控制程序中实现。
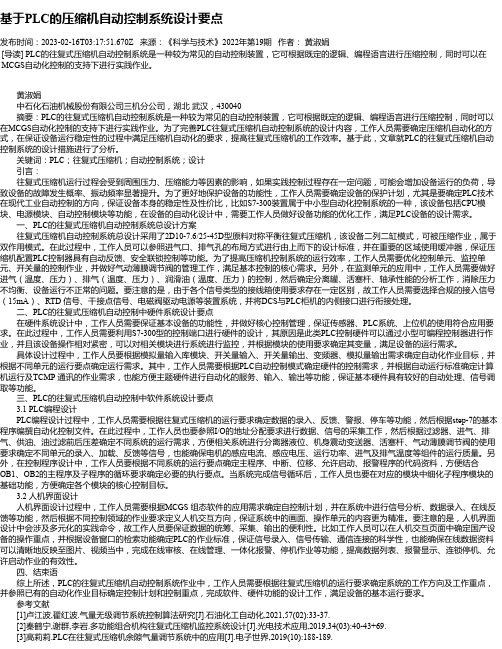
五、PLC程序控制方案
控制要点
空气 压力 控制
排气压力传 感器
P≥8Kg,减荷阀动作, 关闭进气口
P≤5Kg,减荷阀断电, 打开进气口
基于plc的空气压缩机控制系统设计
基于plc的空气压缩机控制系统设计摘要本文基于PLC的空气压缩机控制系统设计,以提高空气压缩机的效率和安全性为目标。
本文主要介绍了该控制系统的硬件和软件设计,包括PLC选型、传感器选型、控制逻辑设计、人机界面设计等方面。
通过实验验证,本文所设计的PLC控制系统能够有效地控制空气压缩机的启停、压力调节和故障处理等功能,有效地提高了空气压缩机的工作效率和安全性。
关键词:PLC,空气压缩机,控制系统,硬件设计,软件设计AbstractThis paper is based on the design of a PLC-controlledair compressor control system, aiming to improve theefficiency and safety of the air compressor. This papermainly introduces the hardware and software design of the control system, including PLC selection, sensor selection, control logic design, human-machine interface design andother aspects. Through experiments, the PLC control system designed in this paper can effectively control the functionsof starting and stopping, pressure regulation and fault handling of air compressors, effectively improving theworking efficiency and safety of air compressors.Keywords: PLC, air compressor, control system, hardware design, software design1.引言空气压缩机作为工业生产中常用的设备之一,被广泛应用于机械加工、喷漆、电子制造、建筑装修等行业。
用plc和变频器实现石油气压缩机的自动控制
石油气与压缩机的自动控制适合功率是分不开的,并且在很大程度上是由功率所决定的,如果机器的输出功率和实际功率相吻合,那么石油气压缩机的运行效率就比较快,同时,安全系数也比较高,更重要的是可以降低在这方面的人员投入成本。
本篇文章就是通过变频器以及可编程逻辑控制器(PLC)的工作原理以及石油气压缩机设备的控制系统角度出发,对洗运行过程当中所存在的问题进行分析,从而让其输出功率和额定功率之间的一个关系更为和谐,对运行的系统进行科学的改造,促进我国石油行业的发展。
1 石油气压缩机工作时需要遵循的相关工艺原则一般而言,石油企业在生产过程当中都会有2台或者2台以上的石油气压缩机共同工作,每一台石油气压缩机的单额功率大约是75kW,但是在实际过程当中却远远没有达到该功率,甚至输出的功率低于50kW,在这种巨大的落差之下就需要人工通过手动阀来进行调解,这也就意味着,在这一过程当中,不仅仅会消耗一部分的人力资源,同时,还会消耗大量的电能。
在压缩机生产运行工作当中,所需要遵循的原则,一共有三大部分。
第一,在生产活动当中,不允许有机器停产的情况发生,两台机器可以不用同时工作,但是必须保证有一台机器始终处于一种运行的状态;第二,要定期对压缩机的运行状态进行分析,对压缩机进行日常的维修和保养,比如预测性检修;第三,压缩机在工作的时候,出口的压力不能够过低,也不能过高,要始终保持在预订值的标准之上[1]。
2 从压缩机系统工作的角度进行探讨和分析(1)系统控制的相关原理。
压缩机在工作当中应该保证其出口压力的稳定,要注重观察理论和实际之间的数值差距,如果两者之间的差距比较大,此时就可以用控制变频器来改变电机的一个旋转速度,直到压力趋于稳定。
在调整过程当中让压缩机的压力始终保持在一个安全的状态之下,稳定压力的波动,从而降低能源的消耗率,保证整个工作间的安全[2]。
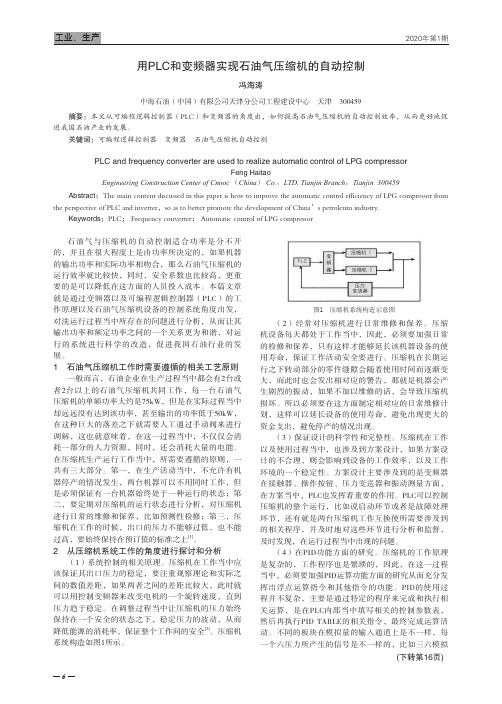
压缩机系统构造如图1所示。
图1 压缩机系统构造示意图(2)经常对压缩机进行日常维修和保养。
基于PLC的VCM压缩机自动控制

3自 动控制系统组成
系 统 由人 机 界 面触 摸屏 及 可编 程 控 制 器P C 及 L
关键词 : L 螺杆压缩机 氯 乙 PC 烯
Ab ta t T i atceea o ae L i eVCM o r so uo t o t l r cia p l ain T ed ti d s r c : h s ril lb r tsP C t nh c mp e s ra tmai c nr a t l p i t . h eal c op c a c o e
氯 乙烯 进 一 级 螺 杆压 缩机 进 口,经 压 缩 后 一级
出口出,再 经 中间冷 却 器 冷 却后 ,进 气液分 离器 分离 , 氯 乙烯 气体进 入 二 级 压 缩 机进 口,经二 级 压 缩 后,送 入 氯 乙烯管 网。 ( )密 封气 系 统流 程 4 密封 气 氮气经 调 节 阀到一 、 二 级压 缩 机 轴封 ,用 压 差 变 送 器 测 得 轴 封 进 气 与 出气 压 差 值 ,经 P C运 L
换 热 量使 相 应设备 冷 却 。
( )工 艺气 系统 流 程 3
2压缩机 工艺流程
农 大德力邦 科技 股份有 限公 司采用氯 乙烯压 缩 机, 机组 由润滑油系统、 循环水系统、 工艺气系统及密
封 气 系统 4 分 构成 。 部 ( )润滑 油系 统 流 程 1 油泵 把 油 箱 油 , 一 路 通 过 油 总 管 ,保 证 压 力 在 03 a以上 ,送 油 分 配 器 ,连 接 于 油分 配 器 各 路 供 .MP
d s rp i n c mp e s r e h i a r c s , n h y t m a d r ip s t n h LC p o e u e r a i e e c i to o r s o ’ t c n c lp o e s a d t e s s e h r wa e d s o i o ,t e P r c d r e l d S i z
基于plc的空气压缩机控制系统设计
基于plc的空气压缩机控制系统设计空气压缩机是一种常用的工业设备,广泛应用于各个行业中。
为了提高空气压缩机的控制效率和精度,基于PLC的空气压缩机控制系统应运而生。
本文将对基于PLC的空气压缩机控制系统进行设计和研究,以提高其性能和可靠性。
一、引言空气压缩机是将大气中的空气通过不同方式进行加工,提高其压力和温度,并将其用于各种工业生产过程中的设备。
传统的空气压缩机控制方式主要依靠人工操作,存在操作不稳定、效率低下等问题。
而基于PLC(可编程逻辑控制器)的控制系统则能够通过编程实现对空气压缩机运行过程中各个参数进行精确控制,提高其自动化水平。
二、基于PLC的空气压缩机控制系统设计1. 系统架构设计基于PLC的空气压缩机控制系统主要由传感器、执行器、PLC主板以及人机界面组成。
传感器用于实时采集环境参数和设备状态信息,执行器则负责根据PLC的指令进行动作控制。
PLC主板是系统的核心部分,负责接收传感器数据、进行逻辑判断和控制指令的输出。
人机界面则用于操作人员与系统进行交互,实现对空气压缩机的监控和控制。
2. 硬件设计在设计基于PLC的空气压缩机控制系统时,需要选择适合的硬件设备。
首先选择合适的PLC主板,根据实际需求选择具备足够输入输出接口和计算能力的PLC主板。
其次,根据需要选择合适的传感器和执行器,并与PLC主板进行连接。
最后,设计人机界面时需要考虑操作人员对系统监控和控制功能需求,并选择合适的触摸屏或按钮、指示灯等设备。
3. 软件设计基于PLC的空气压缩机控制系统软件部分包括编程、算法设计等内容。
首先需要编写程序代码实现对传感器数据采集和执行器动作控制等功能。
其次,根据具体需求设计相应算法,如PID算法用于压力调节、温度调节等功能实现。
三、基于PLC的空气压缩机控制系统应用1. 网络通信基于PLC的空气压缩机控制系统可以通过网络通信实现远程监控和控制。
通过将PLC主板连接至网络,可以实现对空气压缩机的远程监测和控制,提高系统的灵活性和便捷性。
基于PLC的压缩机自动控制系统设计要点
基于PLC的压缩机自动控制系统设计要点发布时间:2023-02-16T03:17:51.670Z 来源:《科学与技术》2022年第19期作者:黄淑娟[导读] PLC的往复式压缩机自动控制系统是一种较为常见的自动控制装置,它可根据既定的逻辑、编程语言进行压缩控制,同时可以在MCGS自动化控制的支持下进行实践作业。
黄淑娟中石化石油机械股份有限公司三机分公司,湖北武汉,430040摘要:PLC的往复式压缩机自动控制系统是一种较为常见的自动控制装置,它可根据既定的逻辑、编程语言进行压缩控制,同时可以在MCGS自动化控制的支持下进行实践作业。
为了完善PLC往复式压缩机自动控制系统的设计内容,工作人员需要确定压缩机自动化的方式,在保证设备运行稳定性的过程中满足压缩机自动化的要求,提高往复式压缩机的工作效率。
基于此,文章就PLC的往复式压缩机自动控制系统的设计措施进行了分析。
关键词:PLC;往复式压缩机;自动控制系统;设计引言:往复式压缩机运行过程会受到周围压力、压缩能力等因素的影响,如果实践控制过程存在一定问题,可能会增加设备运行的负荷,导致设备的故障发生概率、振动频率显著提升。
为了更好地保护设备的功能性,工作人员需要确定设备的保护计划,尤其是要确定PLC技术在现代工业自动控制的方向,保证设备本身的稳定性及性价比,比如S7-300装置属于中小型自动化控制系统的一种,该设备包括CPU模块、电源模块、自动控制模块等功能,在设备的自动化设计中,需要工作人员做好设备功能的优化工作,满足PLC设备的设计需求。
一、PLC的往复式压缩机自动控制系统总设计方案往复式压缩机自动控制系统总设计采用了2D10-7.6/25-45D型原料对称平衡往复式压缩机,该设备二列二缸模式,可被压缩作业,属于双作用模式。
在此过程中,工作人员可以参照进气口、排气孔的布局方式进行由上而下的设计标准,并在重要的区域使用缓冲器,保证压缩机配置PLC控制器具有自动反馈、安全联锁控制等功能。
基于plc的空气压缩机变频调速控制系统-(论文

基于PLC的空气压缩机变频调速控制系统摘要空气压缩机(简称“空压机”)可以将取之不尽用之不竭的空气转换为动力,来推动机械设备转动,减少使用了石油、电力等资源。
本设计主要目的是实现可编程控制器和变频器对空气压缩机组的主动控制。
本方案通过变频器控制来达到对空气压缩机“一控多”的目的,可编程控制器可以达到变频器的工频与变频自由控制转换的现实需要,以及实现变频器对空压机的转换节制。
系统通过压力传感器收集供气管道出口的压力值,经由变频器产生的4-20毫安标准控制信号,该信号又被送到可编程控制器的模拟输入端口,而后通过系统内部PID调节器算法逻辑运算产生控制信号,该信号又被送至变频器。
在变频器操控当前机工作模式由变频转化成工频,而供压管道内压力值仍达不到安全工作要求时,则启动下一台空气压缩机,以此类推启动下一台。
在变频器输出的电压频率已经变成了20HZ,此时供气管道内的气压量超过预先设定的气压值,系统封闭当前运行的机器,PLC 转变操控另下一台。
关键词:PLC,空压机,压力传感器,变频器Designs based on the PLC air compressor’s supervisory systemABSTRACTThe compressor (the air compressor) is a compressed gas to increase gas pressure or gas transportation machine. Air compressor is widely used in nearly all industrial and agricultural, defense, science and technology, civil and other fields. Air compressor safety protection for the production of coal mining enterprises is very important. Programmable Logic Controller (PLC) to the traditional relay control technology, computer control technology and communication technology integration, specifically designed for industrial control of. The design uses PLC and frequency converter to realize the automatic control of air compressor. The program uses inverter of the air compressor "dragged more" control, PLC to achieve the inverter frequency and frequency conversion control, and inverter switching control of a compressor station. Collection system using pressure sensors Outlet pressure air bag, transmitter output by 4 to 20 mA standard signal to the PLC analog input port, through the internal PID algorithm PLC logic operations, sends control signals to the inverter. When the inverter to control the current machine by the inverter frequency, while the gas pressure is still not satisfied by the PLC control inverter frequency soft-start the next station air compressor to run, and then click Open. So that the production system for good economic and safety performance.KEY WORDS: PLC,air compressor,Pressure transducer,Inverter目录前言 (1)第1章空气压缩机 (3)1.1 空气压缩机的用途及其优点 (3)1.2 空气压缩机的分类 (3)1.3 螺杆式空气压缩机 (4)1.3.1 螺杆式空压机的应用 (4)1.3.2 螺杆式空压机的运转原理 (4)1.3.3 螺杆式空压机的特点 (5)1.4 活塞式空压机 (6)第2章可编程控制器(PLC) (9)2.1 PLC概述 (9)2.2 PLC的基本组成 (9)2.3 PLC的基本工作原理 (10)2.3.1 可编程序控制器的工作方式 (10)2.3.2 可编程序控制器的工作过程 (10)2.3.3 可编程控制器的I/O响应时间 (12)2.4 PLC的分类 (13)第3章PLC变频调速控制系统硬件电路的设计 (14)3.1 S7-200构件简介 (14)3.1.1 中央处理器CPU的功能 (14)3.1.2 S7-200模板的主要特性 (14)3.2 元器件的选型 (15)3.2.1 空气压缩机主要参数 (15)3.2.2 变频器参数 (15)3.2.3 压力传送器的技术参数 (16)3.2.4 接触器简介 (17)3.2.5 热继电器选取 (17)3.2.6 报警装置 (18)第4章PLC变频调速控制系统软件电路的设计 (19)4.1 设计PLC程序通用方法 (19)4.2 PLC控制系统设计的一般步骤 (19)4.3 PLC I/O点的分配表和外部接线图 (21)第5章PLC恒压变频调速控制系统设计 (23)5.1 控制系统恒压输出的方法 (23)5.2 变频调速控制系统电气图 (24)5.3 PLC变频调速控制系统空压机的切换方式 (24)5.4 PLC变频调速控制原理 (26)5.5 计算机与PLC通信 (28)结论 (29)谢辞 (30)参考文献 (31)附录 1 (32)附录2 (33)附录3 (34)主程序部分 (34)自动子程序部分 (36)外文资料译文 (44)前言1960S美国起先成功研制了可编程控制器(简称“PLC”),过了几年PLC得到了火速生长,并很快取代了传统控制技术——继电器控制技术,并在全球范围内应用广泛。
井下空气压缩机PLC智能控制改造

() 1 系统组成。 ①信息获取。 排气压力传感
器安装 于制压 阀与排气 管连接管路 上 , 通过 在 原连 接管路上 加装三通 实现 : 润滑 油压力传感
() 2系统功能 。 ①实现空气压缩机及相关冷
其底座上加装振动传感器及变送器获取。 ②集 中控制 。 系统 由压 力及 温度检 测传 感器 、L PC
控制柜 、 带触摸屏 的西门子 S — 0 P C及模拟 7 30 L
启停 。③ 可 自动根据 系统 的耗气 量 . 通过 容调
装置 自动调节排气 量。正常供气时开动 2台空
气压缩机 ;当气 压> . MP 0 5 a时 1 6 台停 止工作 , 低 于 05 a 恢 复 2台空 气压 缩 机供 气 , . MP 时 持
凿 岩 机 械气 动工 具 ,0 2 2 21()
及故障信号传至上位机。 ④保护及报警显示 , 故
障诊断与分析, 故障排除后实现安全复位。 ⑤在
线测量与处 理空气压缩机运行参数历史 曲线与
数据的查询、 打印。⑥设备运行参数设定。
远 控 单 向 自动 复位 式 双 头 卧 闸
卧 闸是 矿井 斜 巷及 平 巷均广 泛 使用 的一
定合适 的过滤器 规格 , 他们又 分析 了环境 的污
染程度 。 再把过滤器 的实 际流 量乘 以纳 污系数
来求算 其流量 , 最终 确定采用 网式过滤器 。此
井 下 空气 压 缩机 P C智 能控 制 改造 L
位 于济 宁市微 山县 的枣 庄矿业 集 团高庄
煤矿应用 P C 现代检测 技术 和网络控 制技术 L、 改造井下 空气压缩机 . 实现空气 压缩机参 数在 线实 时 检测及 智 能控制 ,达到无 人 值守 的 目
应用PLC控制器解决螺杆制冷压缩机的负荷控制

第37卷增刊2008年8月石油化工设备V01.37supplementPETR()-CHEMICALEQUIPMENTAug.2008文章编号:1000一7466(2008)增刊一0046一02应用PLC控制器解决螺杆制冷压缩机的负荷控制王明礼,李兴华,张淼,孟国兵(中国石化中原油田分公司采油一厂,河南濮阳457172)摘要:以采集的蒸发压力信号做为控制基准,应用PLC控制器控制负荷的加栽与减载,解决了螺杆压缩机普遍存在的负荷自动加载问题,改善了安全生产状况,减轻了操作人员的劳动强度。
关键词:螺杆压缩机;负荷;加载;PI。
c;改造中图分类号:TE974文献标志码:B长期以来,氨制冷做为油田开发中天然气预处理的有效工艺,被广泛应用于油井伴生气的初级处理。
但是,氨制冷装置中的动力——氨压缩机属于螺杆压缩机,普遍存在负荷自动加载的问题,运行中必须根据氨蒸发器天然气出口温度的变化及时调整能量阀的大小,否则负载过高会发生蒸发器冻堵或为保证系统的安全性,系统采用角色和用户管理相结合的机制,对拥有相同权限的用户根据角色进行系统功能的划分,对特殊的用户可以直接进行权限分配,见图5。
图5设备霄理信息系统实现不图系统的研究[J].计算机工程,2002,28(1):236—238.5结语[2]Bliznak。
vz,Pallikarakis,N.AnIntegrateds。
ftwaresystem笔者通过采用自主开发的成熟组件,并运用:,=兰三i:7:芝:::芝墨三::。
:荔:li:ADO和工作流技术实现了设备管理信息系统的开,。
发,在实际应用中取得了良好的经济效益,为CIMS[3]柴永生,昊秀丽,孙树栋,等.设备管理信息系统及其关键技术环境下企业的发展提供了一种切实可行的工具。
研究[J].计算机上程与应用,2004,40(12):212—215.[4]姚淑珍.UML参考手册[M].北京:机械工业出版社,2001.参考文献:[5]陈禹六・1DEF建模分析和设计方法[M]・北京:清华大学出版[1]张敬谊,张申生,卢新明.基于C/s结构的面向对象设备管理社・1999・(许绾)收稿日期:2008一03—04作者简介:王明礼(1974一),男,山东鄄城县人,工程师,学士,从事天然气压缩机管理工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
题目:基于PLC的VCM压缩机自动控制目录1、引言- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 12、PLC简介- - - - - - - - - - -- - - - - - - - - - - - - - - - - - - -1 2.1 PLC的介绍- - - - - - - - - - - - - - - - - - - - - - - - - - - -1 2.2 PLC的技术原理- - - - - - - - - - - - - - - - - - - - - - - - - -22.3 PLC的优点- - - - - - - - - - - - - - - - - - - - - - - - - - - -33、压缩机及其工艺流程- - - - - - - - - - - - - - - - - - - - - - - - - 3 3.1 压缩机概述- - - - - - - - - - - - - - - - - - - - - - - - - - - -33.2 压缩机的工艺流程- - - - - - - - - - - - - - - - - - - - - - - - -54、自动控制系统组成- - - - - - - - - - - - - - - - - - - - - - - - - -55、系统控制功能- - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 5.1 人机界面显示- - - - - - - - - - - - - - - - - - - - - - - - - - -7 5.2 PLC控制程序- - - - - - - - - - - - - - - - - - - - - - - - - - -105.3 实现与DCS系统通信- - - - - - - - - - - - - - - - - - - - - - - -106、结束语 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 11 主要参考文献- - - - - - - - - - - - - - - - - - - - - - - - - - - - - 12基于PLC的VCM压缩机自动控制引言:在PVC生产过程中,转化来的氯乙烯气体,经VCM压缩机压缩后,再经机后冷却器冷却变为液态氯乙烯,而液态氯乙烯是下一步生产的前提条件,汽态变为液态的两个主要因素,即低温、高压。
所以给氯乙烯气体加压的压缩机成为PVC生产重要的环节,加之氯乙烯气体易燃、易爆、有毒的特性,压缩机的安全正常运行就显得至关重要。
一、PLC简介(一)、PLC的英文全称是Power Line munication,即电力线通信。
通过利用传输电流的电力线作为通信载体,使得PLC具有极大的便捷性,只要在房间任何有电源插座的地方,不用拨号,就立即可享受4.5~45Mbps 的高速网络接入,来浏览网页﹑拨打电话,和观看在线电影,从而实现集数据﹑语音﹑视频,以及电力于一体的"四网合一"!另外,可将房屋内的电话﹑电视﹑音响﹑冰箱等家电利用PLC连接起来,进行集中控制,实现"智能家庭"的梦想。
目前,PLC主要是作为一种接入技术,提供宽带网络"最后一公里"的解决方案,适用于居民小区,学校,酒店,写字楼等领域。
广义电力线通信(Power Line munication,简称PLC)技术早在六十多年前就应用在输电线路上,用于发电厂及变电站的调度指挥通信。
现在通常所说的PLC是指利用低压配电线路传输高速数据、语音、图像等多媒体业务信号的一种通信方式,主要应用于家庭Internet“宽带”接入和家电智能化联网控制,即高速数据PLC。
从结构上分,PLC分为固定式和组合式(模块式)两种。
固定式PLC 包括CPU板、I/O板、显示面板、内存块、电源等,这些元素组合成一个不可拆卸的整体。
模块式PLC包括CPU模块、I/O模块、内存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。
(二)、PLC的技术原理PLC利用1.6M到30M频带范围传输信号。
在发送时,利用GMSK或OFDM 调制技术将用户数据进行调制,然后在电力线上进行传输,在接收端,先经过滤波器将调制信号滤出,再经过解调,就可得到原通信信号。
目前可达到的通信速率依具体设备不同在4.5M~45M之间。
PLC设备分局端和调制解调器,局端负责与内部PLC调制解调器的通信和与外部网络的连接。
在通信时,来自用户的数据进入调制解调器调制后,通过用户的配电线路传输到局端设备,局端将信号解调出来,再转到外部的Internet。
(三)、PLC的优点1.实现成本低由于可以直接利用已有的配电网络作为传输线路,所以不用进行额外布线,从而大大减少了网络的投资,降低了成本。
2.范围广电力线是覆盖范围最广的网络,它的规模是其他任何网络无法比拟的。
PLC可以轻松地渗透到每个家庭,为互联网的发展创造极大的空间。
3.高速率 PLC能够提供高速的传输。
目前,其传输速率依设备厂家的不同而4.5M~45Mbps之间。
远远高于拨号上网和ISDN,比ADSL更快!足以支持现有网络上的各种应用。
更高速率的PLC产品正在研制之中。
4.永远在线 PLC属于"即插即用",不用烦琐的拨号过程,接入电源就等于接入网络!5.便捷不管在家里的哪个角落,只要连接到房间内的任何电源插座上,就可立即拥有PLC带来的高速网络享受!二、压缩机及其工艺流程(一)、压缩机概述1. 概述压缩机是制冷系统的心脏,它从吸气管吸入低温低压的制冷剂气体,通过电机运转带动活塞对其进行压缩后,向排气管排出高温高压的制冷剂气体,为制冷循环提供动力,从而实现压缩→冷凝→膨胀→蒸发 ( 吸热 ) 的制冷循环。
压缩机一般由壳体、电动机、缸体、活塞、控制设备 ( 启动器和热保护器 ) 及冷却系统组成。
冷却方式有油冷和自然冷却两种。
一般家用冰箱和空调器的压缩机是以单相交流电作为电源,它们的结构原理基本相同。
两者使用的致冷剂有所不同。
2. 生产制造方法压缩机是以流水线方式生产的。
在机械加工车间 ( 包括铸造 ) 制造出缸体、活塞 ( 转轴 ) 、阀片、连杆、曲轴、端盖等零部件;在电机车间组装出转子、定子;在冲压车间制造出壳体等。
然后在总装车间进行装配、焊接、清洗烘干,最后经检验合格包装出厂。
大多数压缩机制造厂不生产启动器和热保护器,而是根据需要从市场采购。
3. 种类目前家用冰箱和空调器压缩机都是容积式,其中又可分为往复式和旋转式。
往复式压缩机使用的是活塞、曲柄、连杆机构或活塞、曲柄、滑管机构,旋转式使用的是转轴曲轴机构。
按应用范围又可分为低背压式、中背压式、高背压式。
低背压式 ( 蒸发温度 -35 ~ -15 ℃ ) ,一般用于家用电冰箱、食品冷冻箱等。
中背压式 ( 蒸发温度 -20 ~ 0 ℃ ) ,一般用于冷饮柜、牛奶冷藏箱等。
高背压式 ( 蒸发温度 -5 ~ 15 ℃ ) ,一般用于房间空气调节器、除湿机、热泵等。
4. 规格、质量压缩机的规格是按输入功率来划分的。
一般每种规格间相差 50W 左右。
另外,也有按气缸容积划分的。
压缩机主要性能指标有:输入、输出功率,性能系数,制冷量,启动电流、运转电流、额定电压、频率,气缸容积,噪音等。
衡量一种压缩机的性能,主要从重量、效率和噪音三个方面的比较。
按照我国标准,其安全性能检验是依据 GB4706.17-20XX规定项目进行的。
其中主要项目是电气强度、泄漏电流、堵转,以及过载运行试验等。
对空调器压缩机的性能检验,依据 GB5773-20XX 中的规定进行。
另外,在产品定型及生产中发生可能影响产品性能的重大变化时,连续生产满一年或时隔一年以上再生产时,以及出厂检验结果与型式试验有较大差异时,均必须进行型式试验。
5. 包装及储运压缩机的包装和运输可按合同规定办理。
大批量进口的压缩机,一般是装入纸箱内再以集装箱装运。
压缩机在包装箱内应固定牢靠,并有防潮防震措施。
储运中不许倒置,并储存在通风良好的仓库中,相对湿度不能超过 80% ,不能有腐蚀性气体存在。
6. 注意事项压缩机只有在使用时,才允许拔出密封橡胶堵头。
如在储运中发现堵头脱落或松动,应及时检查处理后再行保存。
电冰箱压缩机和空调器压缩机均必须进行CCC认证后,才能销售。
(二)、压缩机的工艺流程以农大德力邦科技股份有限公司的压缩机为例,农大德力邦科技股份有限公司采用氯乙烯压缩机,机组由润滑油系统、循环水系统、工艺气系统及密封气系统4部分构成。
1、润滑油系统流程油泵把油箱油,一路通过油总管,保证压力在0.3MPa以上,送油分配器,连接于油分配器各路供油支管给一、二级各注油点各被润滑部位回油进入4个集油器,集油器到高液位打开电磁阀,回油到油箱循环;油泵另一路送高位油箱,以备紧急停电或油泵故障时供油,正常时高位油箱油从溢流管回油箱循环。
2、循环水系统流程冷却水总管分别给一、二级压缩机壳体、一级出口冷却器、油冷却器、中间冷却器送入冷却水,置换热量使相应设备冷却。
3、工艺气系统流程氯乙烯进一级螺杆压缩机进口,经压缩后从一级出口出,再经中间冷却器冷却后,进气液分离器分离,氯乙烯气体进入二级压缩机进口,经二级压缩后,送入氯乙烯管网。
4、密封气系统流程密封气氮气经调节阀到一、二级压缩机轴封,用压差变送器测得轴封进气与出气压差值,经PLC运算处理,完成PID调节,输出4~20mA给气动薄膜调节阀来控制氮气流量,这样使密封气消耗量减少到最小。
三、自动控制系统组成系统由人机界面触摸屏及可编程控制器PLC及现场仪表构成。
1、触摸屏是人机界面的一种。
人机界面(Human-puter Interface,简写HCI,又称用户界面或使用者界面):是指人操作PLC的一个平台.该平触摸屏是PLC人机界面的一种.人通过触摸屏幕上的按钮等就可以调整参数或监视参数. 但人机界面不一定全部是触摸屏的,有的是在操作面板上安装了若干个按钮,人通过按钮来监控PLC运行.这种界面的屏幕只是用来观察参数,没有触摸操作功能. 触摸屏是人机界面,但触摸屏幕只是人机界面中的一种.人机界面还包括非触摸屏的.触摸屏采用西门子TP270 10彩色触摸屏,其操作系统Microsoft Windows CE,使用WinCC flexible或Protool编程组态。
可与SIMATIC$/DP SIMATIC S7和SIMATIC505以及其他厂商PLC实现标准连接,配备有RS232、RS422/485接口,可使用MPI、PROFIBUS DP协议传送组态及连接PLC。