变宽度圆盘剪剪切过程仿真研究
中厚板圆盘剪剪切宽度精度的研究

2 、 圆 盘剪 剪切 钢板 纵 边 的过 程分 析 钢板 进入 圆盘 剪区域后 , 首先 就是要使用激 光线对线 , 激光 线与圆 盘剪相 对应 ; 然后使 用压送小 车进行 送板 , 防止钢板在 运输 中走 偏 ; 钢 板经 圆盘 剪剪切 , 成 品板经剪后 立柱 固定 夹持着 向后道 工序运输 , 板 边
为切四边板 交货。随着现代化 自动化 轧钢的发展 , 轧制成材率 也基本上达 前钢板 宽度放 尺量在8 —1 5 m m 之 间, 仍 然有下 降的空间, 本文从精 整方面
பைடு நூலகம்
为例 , 那 么镰 刀弯就 不可以超 出2 0 mm, 为了 保证最 小矩 形尺寸, 只有将 减小切边量、 稳定微 正差放 尺量为研 究, 降低 轧制钢板原料尺寸, 从 而节约 实 际宽度放 尺量设定 为2 0 mm以上 , 便增加了宽 度放尺 量, 金 属流失严 了 成本。 重, 客户在使用时也会 因尺寸超 出要求而进行二次切割作业 。 【 关 键词 l中 厚板 ; 微 正差; 圆盘剪; 放尺量 因为轧钢 品种在 发生变化 , 而中厚 板厂仍 然使 用的是 过去 生产 薄 规格 钢板 时的 旧设备, 现在 开始生产较 厚钢板的时候 , 压送小 车的力度
2 . 2 剪切 前钢板找 正过程 以对 照实际生 产需 求改 造为对 应的大 小功 率。 对 圆盘剪 剪刃则 是四片 圆盘剪前有 激光线 , 激光线 通过连 接轴与圆盘剪剪 刃平行 , 因此 激 剪刃定期检 查 , 根 据生 产情况提前更换 剪刃, 防止出现磨 损严重情况的 光线 打在钢 板上 的位 置就 是圆盘 剪可以剪 到的位 置, 对 板时就 以激 光 发生 。 剪后立辊则可 以安 排为检修设 备时定期 更换, 防止磨 损严重造成 线做为参 考。 对板时使用推 钢机推动钢 板, 推钢机 为圆盘剪剪切前 的对 不能起 到夹持作用而造成 的镰刀弯缺陷。 中装置, 可以推动钢板 到 目 标位 置。 3 . 3 设备升 级改造
变宽度圆盘剪剪切过程仿真研究

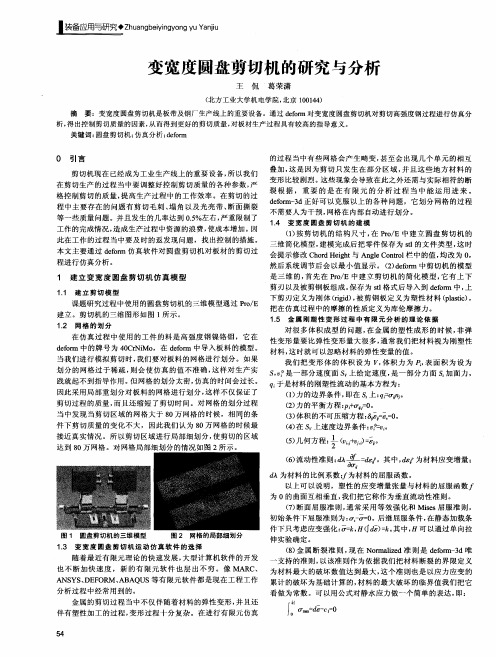
产 等特 点, 泛应 用 于剪 切各 种金 属板 材 。 目前 已有 的圆盘 剪 切 2 板 材 变 形 分 析 广 但 机 加 工基 本 上都 是直 线剪 切 , 并不 能 实现 对任 意 曲线 的剪 切 ; 型 2 1 研 究 条 件 新 . 的断 料加 工 方法 , 如线 切 割和 激光 加 工等 , 管 能实现 对 任意 曲线 尽 本文研 究 的是变 宽度 圆盘剪 切机 的剪 切过程 , 点是在 切 断过 重 的剪 切 , 生产 成本 却 比较 高 。因此 , 圆盘 剪进 行变 宽度 剪切 的 研 对 程, 而有 限元分析 软件 需要对 仿真 模 型进行 简化 , 为模 型越复 杂 , 因 究 具有 重要 的现 实 意义 。 仿真难 度越大 , 影响 因素也越 多, 可能对仿 真结果产 生较 大影 响。圆 对 板 材剪 切来 说 最重 要 的就 是剪 切 断面 质量 ,而影 响剪 切 质 盘剪 的剪 切机构 可 以简 化 为上 、 下刀盘 , 切材料 是 薄型板 材 , 剪 具体 量 的 因素 ( 1很 多 , 间 隙 ( )重 叠 量 ()速 度 等 ( 2 , 以 图 ) 如 △、 s、 图 )所 模 型如 图 4所示 。本文 研 究的材 料 是 Q 3 , 由于 D F R 不是 25但 EO M 要对 这 些影 响 因素 进行 研究 。本 文 主要探 讨 了板 厚 和速 度对 剪 切 国 内软件 , 材料 库 中没 有 Q 3 2 5中对 应 的材 料 ; 据 A S 美 国钢 铁 根 II 的 影响 。 学会标 准 , 碳钢 II 10  ̄ 12 ) 低 S 一 0 5 0 6 的含碳 量 为 0 6 . % ̄0 8 对 0 . %, 2 应 国 内含 碳 量标 准 ( . %)选 取 A S一00为 研 究 材 料 , 用 <O 5 , 2 II12 采 C crf& Lta 断 裂准 则 。具 体参 数如 下 : okot a m h
圆盘剪剪边质量改进分析资料

滚珠丝杠的更换
– 由近及远,先解中间,对齐紧固, – 松开两端,开放最大,找正自然。
锁紧机构
油腔
碟簧 夹紧板
间隙调整机构
水平间隙调整机构 垂直间隙调整机构
机架刀盘装置
结构复杂,精度要求极高
– 圆盘剪精度:
0~+1 mm
– 剪刃侧间隙精度:
2.2更换剪刃时禁止使用金属物体直接打击剪刃、 胶套的两个侧面.可以使用衬胶锤,木锤,尼 龙或塑料锤敲击。
剪刃、胶套的使用
2.3在每次换装刃前要对剪刃轴、剪刃、胶套 进行认真的清理要用清洁的小布垫檫净。不得 有铁屑、尘土、更不能有锈蚀和磕碰伤痕,如 有磕碰伤痕须用油石、砂布进行打磨到表面没 有高点为止。
拥有传动装置, 可以剪切
双头回转式圆盘剪
宽度调节机构
– 高低速电机、万向连杆、减速机、滚珠丝杠、码盘、锁紧装置
间隙调整机构
– 齿轮马达、千斤顶
机架刀盘机构
– 刀片、衬胶套、刀轴、锁紧、推力轴承
旋转机构
– 齿轮、过载保护器、齿轮马达、锁紧销
底座
– 滑板
宽度调节机构
滚珠丝杠
– 仅用于承受轴向负荷。 – 径向力、弯矩会使滚珠丝杠副产生附加表面接触应
1.2修复后的剪刃及胶套应与新品一样对待,表面不能有 锈蚀、灰尘、磕碰伤痕,要有清洁的防锈油进行防护。 两件间要用非金属材料隔离不能直接接触存放和运输。
剪刃、胶套的使用
2.1更换剪刃前首先要对剪刃、胶套的尺寸进行 确认,然后对外型进行确认,对于表面有磕碰 伤的能处理的要进行现场处理后再用,坚决禁 止剪刃、胶套的两个侧面及内孔有锈蚀、磕碰、 凸起等上线使用。
圆盘剪剪切机理分析及应用探讨
圆盘剪剪切机理分析及应用探讨摘要圆盘剪是酸洗机组上的关键设备之一,其主要作用是通过对带钢设定宽度的精确剪切并控制边部缺陷,为轧机的轧制提供一定的保障。
切边质量的好坏直接影响产品的质量等级、产量,甚至产品的报废。
因此,本文分析了圆盘剪剪切机理及应用。
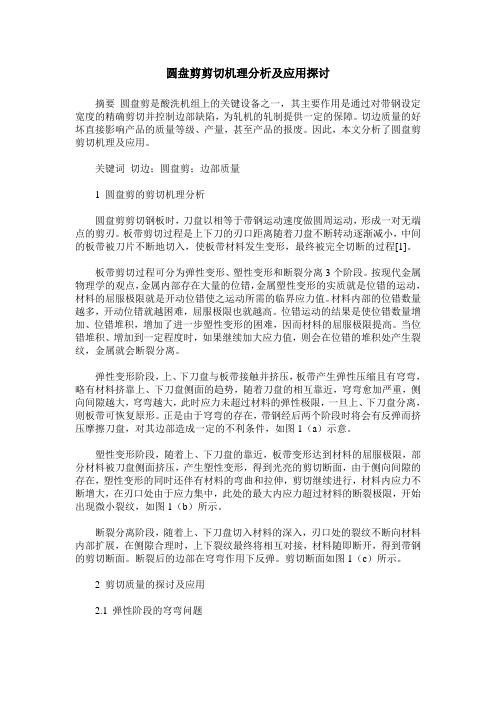
关键词切边;圆盘剪;边部质量1 圆盘剪的剪切机理分析圆盘剪剪切钢板时,刀盘以相等于带钢运动速度做圆周运动,形成一对无端点的剪刃。
板带剪切过程是上下刀的刃口距离随着刀盘不断转动逐渐减小,中间的板带被刀片不断地切入,使板带材料发生变形,最终被完全切断的过程[1]。
板带剪切过程可分为弹性变形、塑性变形和断裂分离3个阶段。
按现代金属物理学的观点,金属内部存在大量的位错,金属塑性变形的实质就是位错的运动,材料的屈服极限就是开动位错使之运动所需的临界应力值。
材料内部的位错数量越多,开动位错就越困难,屈服极限也就越高。
位错运动的结果是使位错数量增加、位错堆积,增加了进一步塑性变形的困难,因而材料的屈服极限提高。
当位错堆积、增加到一定程度时,如果继续加大应力值,则会在位错的堆积处产生裂纹,金属就会断裂分离。
弹性变形阶段,上、下刀盘与板带接触并挤压,板带产生弹性压缩且有穹弯,略有材料挤靠上、下刀盘侧面的趋势,随着刀盘的相互靠近,穹弯愈加严重,侧向间隙越大,穹弯越大,此时应力未超过材料的弹性极限,一旦上、下刀盘分离,则板带可恢复原形。
正是由于穹弯的存在,带钢经后两个阶段时将会有反弹而挤压摩擦刀盘,对其边部造成一定的不利条件,如图1(a)示意。
塑性变形阶段,随着上、下刀盘的靠近,板带变形达到材料的屈服极限,部分材料被刀盘侧面挤压,产生塑性变形,得到光亮的剪切断面,由于侧向间隙的存在,塑性变形的同时还伴有材料的弯曲和拉伸,剪切继续进行,材料内应力不断增大,在刃口处由于应力集中,此处的最大内应力超过材料的断裂极限,开始出现微小裂纹,如图1(b)所示。
断裂分离阶段,随着上、下刀盘切入材料的深入,刃口处的裂纹不断向材料内部扩展,在侧隙合理时,上下裂纹最终将相互对接,材料随即断开,得到带钢的剪切断面。
圆盘剪的剪切原理及剪切缺陷分析

圆盘剪的剪切原理及剪切缺陷分析发布时间:2021-12-10T07:26:58.021Z 来源:《防护工程》2021年25期作者:马斌[导读] 同时,消除了上游原材料的边缘缺陷,避免了产品质量下降,为下游生产线提供了安全保障。
南京钢铁股份有限公司江苏南京 210000摘要:圆盘剪又称切边剪,是带材和板材生产线的关键设备之一。
其主要功能是通过精确控制钢板宽度,满足客户对产品宽度的严格要求。
同时,消除了上游原材料的边缘缺陷,避免了产品质量下降,为下游生产线提供了安全保障。
关键词:圆盘剪;剪切;缺陷圆盘剪是生产板材的主要设备,用于剪切带钢边缘缺陷,保证全带钢宽度的一致性,提高带钢宽度精度,广泛应用于推拉酸洗装置、连续酸洗装置、酸洗-轧机联合装置、精整装置、重卷装置,是生产带材的重要设备。
同时,剪切机是轧机最重要的辅助设备之一,也是金属材料切割的机械设备。
圆盘剪近年来已广泛应用于中厚板剪切生产中,具有划痕小、剪切质量好、磨损小等优点,能保证钢板平整度及断面光滑。
1圆盘剪概述圆盘剪全称是圆盘式剪切机,当圆盘被剪切时,剪刃和轧件以相同速度运动,并经历连续的圆周运动,形成一对无端点剪切。
其一般放置在带材和板材剪切线上,对运动板材或带材两侧边缘进行纵向剪切,使剪后带钢或板材边缘准确、干净、无毛刺。
按用途分为切边剪和分条剪;根据传动形式,有拉剪和动力剪。
拉剪是由后拉力辊或卷取机拉动的无传动圆盘剪。
动力剪有自己的传动装置,其中一些还配有离合器。
使用拉剪时,离合器可根据情况打开。
2圆盘剪的剪切原理圆盘剪由上下两片圆形刀片组成,用于剪切钢板边缘,两片刀片垂直排列,有一定形式的错位,使上下刀片形成一定程度的重叠量及侧间隙。
钢板边缘进入圆盘剪接触剪刃后,刀片向带钢施加剪切力,刀盘旋转,剪刃刃口间距减小,带钢开始逐渐变形,先弹性变形,再塑性变形,当变形量累积到一定程度时,剪裂产生并进一步扩展,废边与整个钢板分离,完成整个剪切过程,基本上包括以下四个连续阶段。
圆盘剪分切工艺有限元仿真研究

Ab ta t Ai n tt e s e tmea s ltn r c s , a 2 mo e fte se tmea icsii gp o e si sa l h d a d te sr c : mig a h h e tldic si ig po e s t D d lo h h e tld s ltn rc s se tbi e n h t s
元软件 A A U 仿真 了薄铜板材 冲裁过程 ,研究 BQ S
了冲裁 间 隙 、模 具 磨 损 、摩擦 力 等 工艺 参 数 对 冲
断 面 质 量 和板 材 分 切 精 度 的影 响 规 律 ,对 提 高 板
国家 自然科学基金项 目 ( 编号 :5 15 9 ) 17 0 0 ;广东 省教育部产学研结合项 目 ( 编号 :2 1B0 04 0 2 ) 0 0 9 0 0 1 2
中图分类号 :T 8 . G362 文献标 识码 :A 文章 编号:10 0 9—9 9 2 1) 0—0 1 4 2(0 2 1 l7—0 6
A t d f s l tn o e sUsn n t e e t i l to S u y 0 cS i i gPr c s i gFi i Elm n mu a i n Di t e S
0前 言
中板圆盘剪剪切跑偏分析及改进实践
中板圆盘剪剪切跑偏分析及改进实践摘要:本文结合现场生产实际,通过对圆盘剪剪切原理及剪切过程进行分析,总结圆盘剪剪切过程中发生的钢板跑偏设备故障产生的原因,提出了有效技术措施。
关键词:圆盘剪跑偏剪切重叠量调整1前言福建三钢集团有限公司中厚板轧钢厂于2007年2月全线建成投产,是福建省第一条的中厚板生产线,二期工程改造完成后产能达到120万吨/年,圆盘式双边剪是中厚板生产线精整区主要设备之一,用于对轧制钢板进行边部纵切,将钢板剪切至要求的成品宽度。
在实际生产过程中,由圆盘剪剪刃间隙调整、剪刃直径,钢板对中精度,轧制板型、碎边剪及设备安装制造精度等原因引起钢板剪切时产生跑偏,造成剪切不及时,严重影响了剪切效率及产品质量,本文结合现场生产实际对圆盘剪剪切过程中发生的钢板跑偏的原因进行总结,并提出有效的改进措施。
2圆盘剪设备技术参数3 圆盘剪剪切跑偏原因分析及改进措施经过几年的生产实践过程观察总结,造成圆盘剪剪切跑偏的主要原因有剪刃间隙调整、刀盘直径,钢板对中精度,刀口钝化、碎边剪及设备安装制造精度等。
具体原因分析及改进措施如下:3.1 两侧剪刃垂直间隙和水平间隙调整的影响圆盘剪剪切钢板过程中理论两侧刀盘垂直间隙和水平间隙是完全一致的,实际上剪刃间隙是影响跑偏和剪切质量最重要的因素,生产过程中,由于存在刀轴窜动,剪刃间隙调整机构传动动精度,刀口直径磨损及钝化差异,操作人员需要根据剪切实际现象进行剪刃间隙补偿性调整,而非理论上严格的将两侧间隙调整一致。
首先我们通过圆盘剪剪切过程中的剪切力分析来找出剪刃垂直间隙即重叠量大小剪切力之间的关系,进而找出剪刃垂直间隙和水平间隙影响跑偏的解决办法。
圆盘剪剪切力公式为:Z1 被剪掉的板边宽度与板厚的比值d/h,影响因素系数由式3-1可以看出,当剪切钢板材质、板型一定时,剪切力大小主要与剪切时剪刃的咬入角a以及受d/h影响的系数Z1有关。
式中ε0 为钢板断裂时的相对切入深度,s为剪刃垂直间隙,D为剪刃直径。
变宽度圆盘剪切机的研究与分析
O 引 言
剪 切 机 现 在 已经 成 为 工 业 生 产 线 上 的重 要 设 备 , 以 我 们 所
的过程 当中有 些网格会产 生畸变 , 甚至会 出现 几个单元 的相互 叠 加 , 是 因 为 剪 切 只 发 生 在 部 分 区域 , 且 这 些 地 方 材 料 的 这 并 变形 比较剧烈 。 这些现象会 导致在此之外还需 与实际相符的断
() 3 体积 的不可压缩方程 : s= 。 跏 0 () . 上速度边界条件 : 。 4在 s 口
1
接近真 实情况 。所 以剪 切区域进行局 部细划分 , 使剪切 的区域 达到 8 O万网格 。对 网格局 部细划分的情况如图 2所示 。
() 何 方 程 : 返发现 问题 ,找 出控制 的措施 。
本 文 主 要 通 过 dfr 仿 真 软 件 对 圆 盘 剪 切机 对 板 材 的 剪 切 过 e om
() 1 按剪切 机 的结构 尺寸 , Po E中建立 圆盘 剪切 机 的 在 r/ 三 维 简 化 模 型 , 模 完 成 后 把 零 件 保 存 为 s 的 文 件 类 型 , 时 建 t l 这 会提示修 改 C odH i t A geC nrl 中的值 , 改为 0 h r eg 与 n l o t 栏 h o 均 , 然后系统调 节后会 以最 小值显示 。 () eo 中剪切机 的模型 2 dfr m
摘
要 :变 宽度 圆盘 剪切 机是 板带 及钢 厂 生产 线上 的重 要 设备 。通 过 df m 对 变 宽度 圆盘 剪切 机对 剪 切 高强度 钢 过程 进 行仿 真分 eo r
析 , 出控制 剪切 质量 的因素 , 而得 到更 好 的剪切 质 量 , 板材 生 产过 程具 有较 高 的指 导意 义 。 得 从 对 关键 词 : 圆盘 剪切 机 ; 仿真 分析 ;eo dfr m
冷轧圆盘剪的计算机仿真及其应用研究

•实验研究•冷轧圆盘剪的计算机仿真及其应用研究查德根#,孔强强2(1.上海宝菱冶金设备工程技术有限公司,上海201900& 2.上海理工大学机械工程学院,上海200093)摘要:本文在分析冷轧双刀头圆盘剪基本组成和工作原理的基础上,应用三维实体建模和计算机仿真等技术建立了圆盘剪的虚拟样机,通过对样机的装配、拆卸、工作过程和换刀过程的模拟仿真,优化换刀过程,减少换刀时间,从而提高生产效率。
本文的研究方法和结果对产品设计、设备维护、建立产品电子样本等具有重要的指导作用。
关键词!冷轧圆盘剪;实体建模;计算机仿真;换刀周期中图分类号:TG333 文献标识码:A 文章编号:1001 -196X(2019)01 -0033 -05 Desij+n and research of computer simul^ition and application for side trimmerZHADe-gen1,KONGQiang-qiang2(1. Shanghai Baoling Metallurgical Equipment Engineering C o.,L td.,Shanghai 210090,China;2. University of Shanghai for Science and Technology,Shanghai 200093,China)Abstract: I n this paper,a 3D model is founded on the base of analyzing trimmer. On the base of simulating the assembling and uninstalling an shorten the exchanging time and enhancing t he productive efficiency is raised. The result sho right and can be used in design and maintenance.Keywords:side trimmer,3D model,simulation,exchange knife cycle0前言冷轧圆盘剪是用于切除带钢边部缺陷的冷轧 处理线上的重要设备,不仅在连续高速运行中剪 切较厚的带钢承受重载,而且为了保证机组连续 运行需要能够快速换刀。
圆盘剪切机设计

圆盘剪切机结构设计摘要现在各国工业迅猛发展,钢铁企业是国民经济的主要支柱,它的发展状况很大程度上可以反映出国家的实力。
现代钢铁冶金业发展的一个着眼点就是在对钢材的处理速度。
圆盘剪切机就是其中的一台重要设备。
圆盘剪切机通常设置在精整作业线上,用来将运动着的钢板的纵向边缘切齐或切成窄带钢。
根据其用途可分为两种类型:剪切板边的圆盘剪和剪切带钢的圆盘剪。
通过对圆盘剪切机及相关设备结构进行了深入了解,并从材料力学、动力学和经济学的角度出发,对圆盘剪切机的主传动系统,压下系统、侧间隙调整机构进行了设计。
重点包括电动机的计算选取、轴和齿轮的设计,以及其他传动装置和执行机构的设计等,同时对部分主要零部件进行了强度校核。
本次设计的改进点:首先,在径向间隙调整机构连杆机构,其二,侧向间隙调整增加自锁装置。
其三,宽度调整采用行星齿轮减速机。
最后增加了测速机构。
本圆盘剪切机可普遍用于横切机组、酸洗机组等。
关键词:圆盘剪切机,带钢,压下装置,强度校核The disc alligator shears designAbstractThe industry of various countries develops rapidly now, the steel, as the main pillar of industry, its development can reflect the national strength to a great extent. Modern steel metallurgy industry one starting point that develop in to processing speeds. Disc shears is an important equipment among them.Disc shear machine set up in finishing production line. It usually uses to cutting neat the movement steel plate longitudinal edge and cut the strip into narrow one. It can be divided into two kinds according to its use: disc shears of cut stencil plate’s side and disc shears of cut strip.We have thorough understanding to the disc shears and the correlation equipment. We had very designed to the main transmission system, depress the system and gap adjustment organization, we are carry on these designs from the materials mechanics angle, dynamics and economic. The main content including electrical machinery selection, Axis and gear design, Implementing agency design and so on, and the same time, we make the optimized improvement and the intensity examination to the major parts. This design improvement spot: First, in radial clearance adjusting mechanism link motion gear, second, backlash adjustment increase self-locking installment. Third, the width control uses the planet gear speed reducer. Finally increased has measured the fast organization. This disc shears may use in the transverse cutting unit, the acid pickling unit generally and so on.Key words: Disc shear, strip, depress the system, the intensity examination目录第一章绪论 (1)1.1选题的背景和目的 (1)1.2 圆盘式剪切机国内外的发展现状 (1)1.3 圆盘剪切机研究的内容和方法 (3)1.3.1圆盘剪切机在机组的布置和作用 (3)1.3.2 圆盘剪切机的类型和特点 (5)1.3.3 圆盘剪切机设计内容和方法 (5)第二章设计方案的选择和方案评述 (6)第三章电机容量的计算 (8)3.1 定性选电机 (8)3.2 选择电动机的容量 (8)3.3 确定转速 (11)3.4 电动机的校核 (12)第四章主要零件强度计算校核 (14)4.1 齿轮的计算与校核 (14)4.1.1齿轮的计算 (14)4.1.2 按接触疲劳强度校核 (14)4.1.3 按弯曲疲劳强度校核 (18)4.2 传动轴的强度校核计算 (20)4.2.1轴的材料及其机械性能 (20)4.2.2 轴的模型及传递功率的确定 (20)4.2.3 按弯扭合成进行轴的强度校核 (21)4.2.4 按疲劳强度进行精确校核 (24)4.3 轴承的选取及校核 (28)4.3.1 根据工作条件选取轴承类型 (28)4.3.2根据轴承结构确定轴承的型号 (28)4.3.3轴承的寿命校核 (28)4.3.4 验算轴承的极限转速 (31)4.4.2 键的尺寸的选择 (31)4.4.3键的强度校核 (31)第五章联轴器的选择 (33)5.1联轴器的分类 (33)5.2联轴器的选择 (33)5.3 联轴器的强度计算 (33)第六章系统的润滑 (35)6.1润滑剂的种类 (35)6.2润滑方式的选择 (35)6.3润滑方式的选择确定 (35)6.3.1 齿轮减速器的润滑方式 (35)6.3.2 部分传动齿轮、轴承的润滑方式 (36)第七章试车方法和对控制系统的要求 (37)7.1 试车要求 (37)7.2 对控制系统的要求 (37)第八章设备可靠性与经济评价 (38)8.1 机械设备的有效度 (38)8.2 机械设备的投资回收期 (38)总结 (40)致谢 (41)参考文献 (42)第一章绪论1.1选题的背景和目的剪切机有各种类型,平刃剪、斜刃剪、圆盘剪和飞剪。
基于蒙特卡罗的圆盘剪故障树仿真研究
基于蒙特卡罗的圆盘剪故障树仿真研究本文将基于蒙特卡罗的圆盘剪故障树仿真研究进行探讨。
故障树分析是一种系统工程技术,用于分析组成系统的故障原因。
而蒙特卡罗仿真则是一种基于随机数的统计学方法,用于通过重复实验来模拟现实世界中的情况。
圆盘剪是机械系统中常见的一种运动传动装置,由于其结构复杂,因此存在着一定的故障风险。
在进行故障树分析时,我们可以对不同的故障模式进行预测和评估,并制定相应的维修计划,以提高系统运行的可靠性和我们的生产效率。
在进行圆盘剪故障树分析时,我们可以使用蒙特卡罗仿真的方法来验证分析的结果。
首先,我们需要确定圆盘剪的基本工作原理和运动模式,以及可能出现的故障模式和原因。
其次,我们可以利用仿真软件模拟不同的故障模式和运动状态,进而计算其故障概率和失效率。
比如,当圆盘剪工作时,其传动齿轮可能出现牙齿磨损、断裂等故障。
在进行蒙特卡罗仿真时,我们可以设定不同的齿轮磨损程度,以及不同的工作时间和工作条件。
通过多次实验统计,我们可以得到不同工况下齿轮失效的概率和寿命分布情况,以此判断系统的可靠性和运行效率。
在进行圆盘剪故障树分析和蒙特卡罗仿真时,我们还需要考虑到安全和环保等因素。
比如,在故障分析中,我们需要确定每个故障模式对系统运行的影响程度,以及是否会对人身安全和环境造成潜在的危害。
在仿真过程中,我们也需要注意各种因素的实际情况,并定期更新和优化分析和仿真模型。
总之,基于蒙特卡罗的圆盘剪故障树仿真研究可以帮助我们更好地了解机械系统故障原因,并提高系统运行的可靠性和效率。
在实际生产中,我们也需要注意各种安全和环保因素,并定期更新和优化分析和仿真模型,以应对不断变化的市场需求和技术挑战。
为了进行基于蒙特卡罗的圆盘剪故障树仿真研究,我们需要收集和分析相关数据,以建立可靠的分析和仿真模型。
下面列出了一些可能的数据和相应的分析方法:1. 圆盘剪的结构和参数:我们需要了解圆盘剪的材料、形状和尺寸等参数,以及各个部件的重要性和相互关系。
变宽度圆盘剪切机虚拟样机技术的研究

如 图 l上箱 体 : , 安装 有上 刀 轴 、 下刀 轴 、 动 齿轮 、 隙调 整机 传 侧 构 、 叠量 调整 机构 ; 箱 体 : 重 下 安装 有 蜗轮 蜗 杆减 速 器 ; 向丝杠 导 横 轨: 整个 刀 箱和 下箱 体 在横 向丝杠 导 轨上 发 生平 动 , 得两 个 上箱 使 体 产 生横 向位移 ; 向丝 杠 导 轨 : 个刀 箱 、 纵 整 下箱 体 以及 横 向丝 杠 导 轨在 纵 向丝杠 导轨 上 发生 平动 , 生纵 向位 移 。 产
拟样机 (u c o iu l rt y i ) 虚拟工 厂仿真 ( r a F c r 为 x轴 , F n t n r a Poo pn 和 i Vt t g Viu l at y t o 带材 所 在 平 面 的 方 向定 义 为 Y轴 , 材运 动 的 方 向 定义 带
S lin 3 方 面 内 容 。 [ 机 械 系 统动 力学 分 析 软 件 A MS 为 z轴 , i a o) 个 mu t 】 DA 并确 定 各零 件 的 三 维模 型 , 括 上 箱体 、 包 下箱 体 、 杠 、 丝 刀 蜗轮 、 杆 等 。 模过 程 中注 意单 位制 的选 择 , 蜗 建 否则 A A D MS简 ( u ma c y a is f c a i l yt ) A t t n m c o h nc s ms ,是 由美 国 MDI 司 o iD Me aS e 公 盘、 ( caiaD a c c 研 发的虚 拟样 机 分析 软件 。 户 可 以利 化 模型 与在 建 模软 件 中 实际 设计 的 模型 不 一致 , 导致 分析 的数 据 Mehncl y mi I . n sn ) 用 用各 种模 块方 便 地建 立机 械 系 统虚 拟样 机 ,并 通 过强 大 的后 处 理 结 果错 误 。长 度 、 重量 、 时间 、 度 的 单位 对应 为 it、gS ℃。同 温 n k、 、 o 模块 对参 数 的测 量结 果进 行 处 理与 分 析 。本文 采 用 A A D MS仿真 时 根据 仿真 机 构 的材料 特 性 给每 个 实体 赋 予实 际材 质 ,包 括构 件 软件 对变 宽度 圆盘 剪切 机虚 拟 样机 进行 仿真 分 析 。 的 弹性 模量 、 切模 量 、 剪 泊松 比等 。
圆盘剪剪切质量分析和调整步骤

圆盘剪剪切质量分析及调整步骤一、剪切变形的过程剪切变形包含了钢板的弹性变形、塑性变形、裂纹扩展、材料断裂等过程。
在弹性变形阶段,上下刀刃挤压钢板,使钢板产生弹性压扁并略有弯曲;而后随着刃口距离的不断靠近,钢板达到屈服极限,金属内部发生塑性变形,得到光亮的切断层断面;剪切继续进行,在刃口处产生应力集中并诱发微小裂纹产生,上下裂纹迅速扩展、重合,钢板断开,剪切过程完成。
剪切后的断面见图1。
图1 剪切断面其中a为塌肩(或塌角),b为切断层(或叫做光亮带),c为撕断层(或断裂带),d为毛刺。
正常情况下塌肩和毛刺都比较小,切断层和撕断层占据了剪切断面的绝大部分。
二、剪刃间隙和切边质量的关系1.切边质量的判定标准:切断面约占钢板厚度的1/5~1/3;切断面与撕断面分界线连续、平直;整个剪切面平整光滑、无缺口、无大的毛刺。
2.侧间隙和切边质量的关系:剪刃的侧向间隙是影响钢板剪切质量的最重要因素,实践表明,侧隙大小对剪切质量的影响比重叠量的影响要敏感得多,因而设定出合理的侧隙值是圆盘剪间隙调整的关键。
从钢板的剪切断面来看,随着侧隙的增加,切断层比例会随之显著减小,塌肩、毛刺则基本上没有变化。
当侧隙增加到一定程度后,切断层减小趋势不再明显,而塌肩、毛刺会有显著地增加。
剪刃侧隙调整过小,会导致剪刃磨损严重,设备超载,切断面所占比例较大,部分断面还会出现沾肉或二次剪切现象;侧隙太大时,裂缝无法合上,中心部分被强行拉断,毛刺、塌肩严重。
3.重叠量和切边质量的关系:剪刃重叠量应根据钢板厚度及剪切情况进行调整,一般来说重叠量太大时,会造成剪切力太大,边丝弯曲产生扣头现象;重叠量过小时则可能会造成钢板无法剪断。
重叠量主要通过影响钢板的咬入角进而影响剪切力,关系式如下:D sh+-=1cosα,其中h为钢板厚度;D为圆盘剪刀片直径,980 mm左右;s为重叠量。
可以验证,若钢板厚度为10 mm,当重叠量从-1mm增加到0mm时,咬入角α几乎没有多大变化。
基于DEFORM的变宽度圆盘剪切机剪切质量影响因素研究

圆盘剪 切 机构 , 建 立 了剪 切 机构 的动力 学 模 并 型 , 用拉 格 朗 日原理 建立 动力 学方程 , 到 了 采 得
材 质 量 问题 越来 越 多 地得 到 重 视 , 如何 提 高板
材 剪切 质量 的研究 得到 了广 大研究 者 的广 泛关
在线 性 、 圆弧 、 三次 曲线 输入 下 的角位 移和 角速
பைடு நூலகம்
4 7
的特 征 线上 最 大 剪应 力 的 方 向 , 照 裂 纹扩 展 按
的规 律 并 结合 实 验结 果 , 出了确 定 最 佳 冲裁 提
间 隙的方法 . 庆生 、 杨 杨卫 对材 料断裂 过 程 的 有 限元 模 拟技 术 进 行 了讨 论 , 针对 多 相 材料 并 的裂 纹 扩 展 的特 点 , 出 了一 种 简化 的高 精度 提
王 侃 袁 明清
( 方 工 业 大 学机 电工 程 学 院 , 0 1 4 北 京 ) 北 10 4 ,
摘 要 运 用 有 限 元 分 析 软件 DE O F RM_D对 变 宽 度 圆 盘 剪 切 机 剪 切 金 属 板 材 的 整 体 过 3 程 进 行 了 模 拟 仿 真 . 究 了刀 盘 间 隙 、 盘 重 叠 量 、 研 刀 刀盘 倾 角 等 主 要 剪 切 工 艺 因 素对 金 属 板 材 剪 切 质 量 的 影 响 , 得 到 了剪 切 厚 度 为 0 8 并 .mm 金 属 板 材 时 , 得 最 佳 剪 切 质 量 的 刀 盘 间 隙 、 叠 获 重
第 2 4卷第 3期 21 0 2年 9 月
北 方 工 业 大 学 学 报
J NORTH . CHI NA UNI OF TECH . V.
Vo . 4 NO 3 12 .
圆盘剪切机结构设计

圆盘剪切机结构设计摘要圆盘剪切机主要应用于金属冶炼加工行业,用来剪切纵向厚度20~30mm的钢板及薄带钢。
但是圆盘剪在使用过程中存在传动系统精度低、径向调整和刀盘侧向调整精度低等问题,为了解决这些问题,借鉴以往的设计和工作经验,我设计了这台圆盘剪切机。
此圆盘剪能够和拆卷机、伸直机、辊矫直机、飞剪机一起来完成伸直、切边等一系列的工作,设计思路如下:(1)通过对国内外圆盘剪的调研分析,总结出国内外圆盘剪相关技术的优缺点,确定圆盘剪各机构的布置方式和相关技术参数。
同时完成轴向调节结构、径向调节机构和带宽调整机构的设计;(2)计算圆盘剪的剪切力和电机的传动功率。
完成刀盘、传动轴、齿轮的设计和电机、轴承等零件的选型工作;(3)运用Solidworks三维设计软件对圆盘剪的主要零部件进行了三维建模及总体组装、虚拟装配。
本说明书从剪切原理、带钢的剪切变形过程,分析和计算了圆盘剪的剪切力和传动功率,同时完成了各零件的设计、选型及校核工作。
关键词:圆盘剪切机;侧向间隙调整;径向调整;带宽调整;Soildworks各位如果需要此设计的全套内容(包括二维图纸、中英文翻译、完整版论文、程序、答辩PPT)可加QQ695939903,如果需要代做也请加上述QQ,代做免费讲解。
The structure design of the d isc shearing machineAbstractThe disc shearing machine is mainly used in metallurgical industry, which is used to shear longitudinal 20 ~ 30 mm thickness of steel plate and thin strip.The disc shearing machine I designed is designed to solve some problems,such as driving system consists of low precision, radial adjustment mechanism and the disk lateral low accuracy. The disc shearing machine with the decoiler, the unbender, the roller straightening machine, the flying shear can complete a series of work, such as unbending, trimming.the ideas are follows:(1) through the analysis of the research of disc shear machine at home and abroad, summarizes the advantages and disadvantages of the disc shear related technology at home and abroad, to determine the disc cutting institutions arrangement and related technical parameters. At the same time completed the axial adjusting structure, adjusting mechanism for the radial and bandwidth adjusting mechanism design;(2) calculate the disc shear shear force and the transmission power of the machine. To complete the design of the cutter head, shaft, gear and motor, bearing and other parts selection work;(3) using the Solidworks 3d design software for the disc cut the main components of 3 d modeling and assembly and virtual assembly as a whole.The instructions from the principle, the process of shearing deformation analyze the shearing force and the power. At the same time, I design a various of components and complete selection andchecking work.Key Words:the d isc shearing machine, the lateral clearance adjusting, the radial adjusting mechanism;the bandwidth adjustment;Solidworks目录摘要 (Ⅰ)Abstract (Ⅱ)1.绪论 (1)1.1课题背景及研究的目的和意义 (1)1.2圆盘剪切机的发展状况 (1)1.2.1圆盘剪切机的发展 (1)1.2.2圆盘剪切机的分类 (2)1.2.3圆盘剪切机的研究 (3)1.3本文主要研究内容 (4)2.设计方案的选择和评述 (5)2.1引言 (5)2.2设计方案的选择 (5)2.3设计方案的评述 (6)2.4方案设计 (6)2.4.1传动机构的设计 (6)2.4.2驱动方式的设计 (6)2.4.3执行机构的设计 (6)2.5本章小结 (6)3.主要零部件的设计和选型 (8)3.1引言 (8)3.2刀盘的设计 (8)3.3电机的选型 (9)3.4齿轮的设计 (14)3.5轴的设计 (18)3.6键的选择 (20)3.7轴承的选型 (21)3.8联轴器的选型 (22)3.9本章小结 (22)4.主要零部件的校核 (24)4.1引言 (24)4.2齿轮的校核 (24)4.2.1齿面接触疲劳强度的校核 (24)4.2.2齿根弯曲疲劳强度的校核 (25)4.3轴的校核 (26)4.3.1按弯扭合成强度校核 (26)4.3.2轴的安全系数校核计算 (28)4.4电机的校核 (31)4.5键的校核 (32)4.6轴承的校核 (33)4.6.1轴承寿命的计算 (33)4.6.2轴承静强度的校核 (34)4.6.3轴承极限转速的确定 (34)4.7本章小结 (35)结论 (36)致谢 (37)参考文献 (38)1.绪论1.1课题背景及研究的目的和意义圆盘式剪切机广泛用于纵向剪切厚度20~30mm的钢板及薄带钢。
变宽度圆盘剪切机虚拟样机设计与研究

因剪切时板材 1 的运动方向是固定的 , 且其运 动速度也是恒定的, 即 Vr 是确定的, 则 : ( 1) 在刀沿 x 轴方向的运动速度恒定时, V2 是 定值, 绝对速度 Va 与牵连速度 Ve 夹角 则板材沿斜线被剪切掉。 ( 2) 在刀沿 x 轴方向的运动速度变化时, V2 为 变量, 绝对速度 Va 与牵连速度 Ve 夹角 也为变量 , 则板材沿曲线被剪切掉。 上述两部分组合即实现曲线剪切 ! ! ! 变宽度 剪切。 刀片相对于板材的运动曲线即剪切轨迹 2 为 曲线 A 1B 1、 A 2B 2, 也就是剪切板材的两侧边界。 为实 现板材的曲线剪切, 在剪切工艺方面要求剪切过程 中剪切刀具要绕 z 轴旋转一个角度 ( 为绝对速度 Va 与牵连速度 Ve 的夹角 ), 即要实现变宽度剪切圆 盘剪切机的刀盘传动装置要能整体转动 , 这是和普 通圆盘剪切机的主要区别 , 另外 , 主轴箱体和蜗轮蜗 杆箱体还能在导轨上实现在 x 轴和 y 轴方向上的移 动 , 本文设计的圆盘剪切机就是通过三自由度机构 的运动拟合实现变宽度剪切的。 2 剪切机结构设计 2 . 1剪切机结构设计 设计的剪切机模型如图 2 所示 , 变宽度圆盘剪 切机主要包括剪刀轴箱体 4 、 4∀ 、 蜗轮蜗杆箱体 5 、 5∀ 和导轨 6 三部分。蜗轮蜗杆箱体的顶部与剪刀轴箱 体连接 , 底部连接在导轨上。剪刀轴箱体的底部和 蜗轮蜗杆箱体的顶部分别加工有环形槽, 环形槽中 放置有滚子 ( 环形槽和滚子图中未示 ) , 既可以起支 2 也是定值 ,
图 5 直齿圆柱齿轮 剪刀轴箱箱体主要用来支承、 包容和保护运动 零件 ( 如齿轮 ) 和其他零件, 其内部有空腔、 孔等结 3
北 京工 业 职业 技 术学 院 学报
收稿日期 : 2009 - 05- 31
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(4):3~6 [7] 秦泗吉,彭加耕.板材剪切与冲裁加工实验的位移测量系统[J].
锻压技术,2002(4):26~28
材的剪切曲线可以看出,最大剪切力并非随板厚的增加而成正比
例增大,单位厚度所需的剪切力会随着板厚的增加呈减小趋势。 2.3.2 速度对剪切力的影响
收稿日期:2011-04-11 作者简介:王侃(1964—),女,北京人,北方工业大学机电工程学
在上、下刀盘刃口侧面处的材料首先产生裂纹,当上、下裂纹重合
图 7 是仿真刀具以 100 mm/s、150 mm/s、200 mm/s、250 mm/s、
的时候,材料会发生断裂并且分离。剪切过程如图 5 所示。
300 mm/s 的速度剪切 Q235 钢板时剪切力时间关系曲线及断面质
量示意图。通过模拟显示的剪切力峰值可以看出,当圆盘剪切机剪
切速度小的时候,剪切力也小;当速度增大时,板材剪切力也随之
增大。剪切速度小的时候,断面质量不是很好;但是速度越大,剪切
力也越大,从仿真结果看来,速度达到 300 mm/s 的时候,剪切过程
中板材会出现剧烈震动。所以,综合断面质量考虑,剪切速度在
200 mm/s 时毛刺最少,光亮带最大,可以得到最好的断面质量。在
[4] 李尧,张利君.金属塑性成形原理[M].北京:机械工业出版社,
2004
[5] 胡正寰,夏巨谌.材料塑性成形工程(上)[M].北京:化学工业出版
社,2006
[6] 温彤,陈霞.金属板材剪切变形全过程的模拟[J].磨具技术,2006
虽然仿真过程所选板材的厚度不同,但是从剪切形成的曲线 可以看出,它们的变化趋势是一样的,都是先上升然后下降。剪切 行程一定时,板材越厚,所需的剪切力也越大。但是从不同厚度板
大,切口表面会形成光亮带;当上、下刀盘刃口附近内应力达到抗
剪强度时,刃口处会出现裂纹,此时,塑性变形阶段结束。
第 3 阶段:断裂分离。上、下刀盘继续下压,随着切入深度的增
加以及抗剪面积的减少,在上、下刀盘刃口侧面会先后产生裂纹,
并且沿最大切应力方向向材料内部扩展。一般会在刀盘切入材料
1/3 厚度的时候产生裂纹,直到上、下裂纹重合材料才断裂分离。
程,而有限元分析软件需要对仿真模型进行简化,因为模型越复杂, 仿真难度越大,影响因素也越多,可能对仿真结果产生较大影响。圆 盘剪的剪切机构可以简化为上、下刀盘,剪切材料是薄型板材,具体 模型如图 4 所示。本文研究的材料是 Q235,但由于 DEFORM 不是 国内软件,材料库中没有 Q235 中对应的材料;根据 AISI 美国钢铁 学会标准,低碳钢(AISI-1005~1026)的含碳量为 0.06%~0.28%,对 应国内含碳量标准(<0.25%),选取 AISI-1020 为研究材料,采 用 Cockroft & Latham 断裂准则。具体参数如下: Name:AISI-1020(Oxley's Equation) Flow stress:
0 引言 圆盘剪切机是由送料、剪切、出料组成的生产线,它的主要功
能是将板材沿长度方向剪切成较窄的一定形状的板材,为日后的 轧制、焊管、冷弯成型、冲压等工序制备坯料。圆盘剪切机是轧钢机 械的重要生产设备之一,具有生产效率高、质量稳定、适于批量生 产等特点,广泛应用于剪切各种金属板材。但目前已有的圆盘剪切 机加工基本上都是直线剪切,并不能实现对任意曲线的剪切;新型 的断料加工方法,如线切割和激光加工等,尽管能实现对任意曲线 的剪切,生产成本却比较高。因此,对圆盘剪进行变宽度剪切的研 究具有重要的现实意义。
设计与分析◆Sheji yu Fenxi
变宽度圆盘剪剪切过程仿真研究
王 侃 范俊杰
(北方工业大学机电学院,北京 100144) 摘 要:简要介绍了变宽度圆盘剪工作原理,利用 Pro/E 软件建立了简化后的三维有限元模型,运用有限元分析软件 DEFORM 模拟了不同 条件下简单曲线的剪切过程,得出了不同板厚以及速度对剪切的影响。通过分析,得出了一定规律,对变宽度圆盘剪的实际剪切过程有一定的指 导作用。 关键词:圆盘剪;变宽度;剪切
Strain:0.01~5 Strain Rate:2~20 000 Temperature:20~1 300 Young's Modulus: Temperature:-100~1 500 Poisson Ratio: Constant Thermal Expansion: Temperature:-100~1 500 Thermal Conductivity: Temperature:20~1 430 Heat Capacity: Temperature:20~1 430 Emmisivity: Constant Fracture:Normalized Cockroft & Latham
2.3 仿真结果及分析
上述变形过程只是为了直观地观察切断过程,但变宽度圆盘
剪剪切不仅仅是一个切断过程,它还涉及到刀盘旋转过程。所以,
仅仅用 DEFORM 2D 仿真是不够的,我们还用 DEFORM 3D 对直
线轨迹和简单的弧线轨迹进行了模拟,得出了以下一些结论:
3 结语
2.3.1 板材厚度对剪切力的影响 在 DEFORM 中,剪切力行程关系变形曲线包括弹性变形和塑
各类文献资料表明,无论在剪切机理方面,还是在剪切轨迹方 面,大多数研究都停留于直线剪切,这已经无法满足在保证剪切加 工精度的前提下,实现任意边界曲线变宽度剪切的实用需求。
本 文 以 变 宽 度 圆 盘 剪 切 机 为 研 究 对 象 , 简 化 剪 切 模 型 ,用 DEFORM 有限元软件进行仿真,分析了不同板厚、不同速度对剪 切的影响,并得出了在不同板厚下的最佳剪切速度,为以后的进一 步研究提供了方法,积累了经验,打下了基础。
对板材剪切来说最重要的就是剪切断面质量,而影响剪切质 量的因素(图 1)很多,如间隙(Δ)、重叠量(S)、速度等(图 2),所以 要对这些影响因素进行研究。本文主要探讨了板厚和速度对剪切 的影响。
1 变宽度圆盘剪介绍 变宽度圆盘剪切机如图 3 所示,包括剪刀轴箱体、蜗轮蜗杆箱
体、横向驱动装置和纵向驱动装置,剪刀轴箱体的底部连接有蜗轮 蜗杆箱体,剪刀轴箱体的侧面设有一对剪刀,蜗轮蜗杆箱体的底部 通过横向驱动装置连接于导轨Ⅰ上,导轨Ⅰ的底部通过纵向驱动 装置连接于导轨Ⅱ上。本变宽度圆盘剪切机在圆盘剪切机的基础 上,通过增设横向驱动装置、纵向驱动装置及蜗轮蜗杆减速器,使 剪切机可沿 X 轴、Y 轴移动以及绕 Z 轴转动,不但提高了变宽度 剪切的精度,而且实现了对任意曲线的剪切;由于采用 2 个电机, 可以同时控制横向和纵向的运动,所以可根据实际需求剪切出对 称或非对称的剪切边,适用范围更广泛,使用更灵活。
切力行程关系曲线呈先塑性变形上升后再急剧下降的态势。
[参考文献]
[1] 虞益中.对称式曲柄飞剪机的设计研究[D]:[硕士论文].无锡:江
南大学,2009
[2] 秦泗吉,彭加耕.板厚对冲裁力影响规律的研究[J].金属成型工
艺,2002(4):4~7
[3] 刘建磊.提高钢板剪切精度[J].宽厚板,2002,8(1):21~24
通过仿真得出,变形过程可以分为 3 个阶段:弹性过程、塑性 其他条件下,亦可应用同样的方法得到最佳剪切速度。
过程、断裂过程。
第 1 阶段:弹性变形。板材受到上、下刀盘的压力而产生弹性
变形。
第 2 阶段:塑性变形。上、下刀盘继续向下压,当材料的内应力
超过屈服点时就发生了塑性变形,断口会形成塌角区;压力继续增
当圆盘剪切机剪切速度变大时,剪切力呈加大趋势。在普通的 院教学副院长,研究方向:机械设计方法学、机构学。
机电信息 2011 年第 15 期总第 297 期 169
168
Sheji yu Fenxi◆设计与分析
2.2量的影响不是很大。但是对于
仿真对象是厚度为 0.8 mm 的普通钢板,为了直观地看清楚变 变宽度圆盘剪,因为涉及到曲线剪切,所以剪切速度对断面质量有
形过程,我们用 DEFORM 2D 对该过程进行了模拟。剪切过程中, 较大的影响。
变宽度圆盘剪切机的主要优点:可实现对板材的曲线剪切。 变宽度圆盘剪切机的主要缺点:一是剪切机结构限制了被剪 切 的 宽 度 ;二 是 对 于 小 批 量 规 格 品 种 多 、宽 度 变 换 频 繁 的 钢 板 , 则需要频繁调整其间隙和重叠量;三是曲率过小的曲线无法实 现。
2 板材变形分析
2.1 研究条件 本文研究的是变宽度圆盘剪切机的剪切过程,重点是在切断过
性变形。塑性变形时,虽然横截面积会变小,但由于存在加工硬化现 象,剪切变形力大小却会很快增加。在这一剪切过程中,加工硬化现 象对剪切力大小影响最大,随着剪切过程的进行,当剪切钢板的面 积和材料加工硬化对剪切力的影响作用相互抵消时,剪切力也已经 达到最大值。因为上、下刀盘是对称的,所以当上、下刀盘剪切产生 的裂纹相遇时,钢板断裂分离导致剪切力急剧下降。如图 6 所示,剪