03焊缝返修工艺卡
焊接返修方案及返修记录表
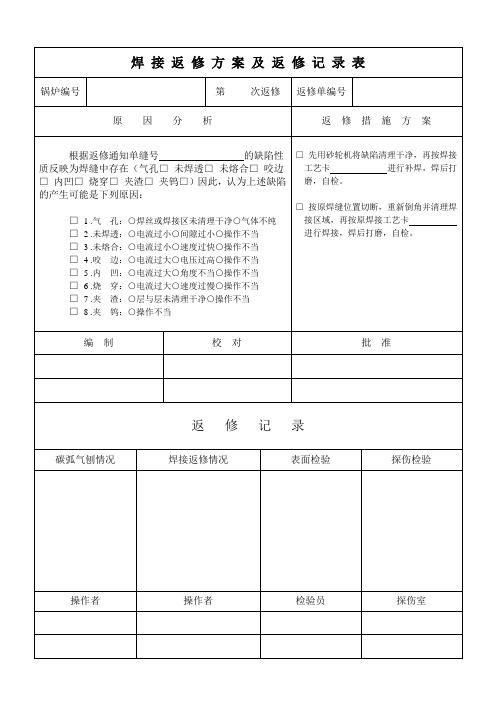
□4 .咬边:○电流过大○电压过高○操作不当
□5 .内凹:○电流过大○角度不当○操作不当
□6 .烧穿:○电流过大○速度过慢○操作不当
□7 .夹渣:○层与层未清理干净○操作不当
□8 .夹钨:○操作不当
□先用砂轮机将缺陷清理干净,再按焊接工艺卡进行补焊,焊后打磨,自检。
□按原焊缝位置切断,重新倒角并清理焊接区域,再按原焊接工艺卡
进行焊接,焊后打磨,自检。
编制
校对
批准
返修记录
碳弧气刨情况
焊接返修情况பைடு நூலகம்
表面检验
探伤检验
操作者
操作者
检验员
探伤室
焊接返修方案及返修记录表
锅炉编号
第次返修
返修单编号
原因分析
返修措施方案
根据返修通知单缝号的缺陷性质反映为焊缝中存在(气孔□未焊透□未熔合□咬边□内凹□烧穿□夹渣□夹钨□)因此,认为上述缺陷的产生可能是下列原因:
□1 .气孔:○焊丝或焊接区未清理干净○气体不纯
□2 .未焊透:○电流过小○间隙过小○操作不当
焊接工艺卡(通用)

艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
气体流量(L/min)
1
SMAW
E4303φ2.5
交流
50~65
18~20
14~16
2
SMAW
E4303φ3.2
交流
100~120
20~22
12~14
3
SMAW
E4303φ3.2
交流
100~120
20~22
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
20
规格
φ57×3.5
焊接方法
SMAW
焊工资格
焊评编号
无损检测
合格等级
Ⅱ
适用范围
适用于管子壁厚小于4㎜的管子与法兰相连的角焊缝(不考虑管子外径)
焊接工
艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
2、焊接操作:a、氩弧焊按上面焊接工艺参数进行焊接,焊接时,焊丝终端应始终处在氩气保护范围内;钨极端部严禁与焊丝、焊件相接触,防止造成钨夹杂;停焊后重新引弧时,焊缝应与原焊缝重叠5~10mm。b、电弧焊按上面焊接工艺参数进行焊接,焊接时,焊条在坡口两侧稍作停留,并熔化两边缘各1~2mm,换焊条或断弧后再引弧,应在弧坑上方10㎜处引弧。
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
焊缝返修工艺卡1
焊后热处理温度(?)
保温时间(h)
层焊材规格烘干温度烘烤时速度氩气流量(升电源种类和极道数焊接方法焊材牌号生产厂家箱批号电流(A)电压(V)数(?)间(h) /分)性(mm) (mm/min)
返修
焊接
工艺参
数
我很喜欢林夕的作品,所以比较集中找了他的。希望你会喜欢。
1.但凡未得到,但凡是过去,总是最登对。《似是故人来》
23.夜晚会面白天道别,才没有弱点。《侧面》
——真正爱一个人,千万别只看他侧面。更不能不看他的缺点,否则这将成为感情最大的弱点。
24.你爱我爱不起,我怪你怪不起。《你爱我爱不起》
——感情有时候也要讲究门当户对,这是知心灵和心志上的门当户对,要知道,陈家洛是配不起霍青桐的。
25.我不完美,但你未见得很爱美。我想完美,难怪被你太早放弃。《你爱我爱不起》
40.不信眼泪,能令失乐的你爱下去。难收的覆水,将感情慢慢荡开去。如果你太累,及时地道别没有罪。牵手来,空手去就去。《玻璃之情》
——如果你真爱他,他想走的时候,就让他走,即使,可悲„„
41.如果我换过别的衣裳,你对我会不会一样;如果你换过别的脸庞,我对你有没有新的欲望;如果我换过别的衣裳,你对我就不会遗忘;如果你躺在她的身旁,你对我会不会说个谎,—《懒洋洋》歌手:齐豫专辑:骆驼.飞鸟.鱼
——爱过经年,懒洋洋,还有没有机会,重燃激情的希望。
42.十年之后,我们是朋友,还可以问候;只是那种温柔,再也找不到拥抱的理由。—《十年》歌手:陈奕迅专辑:黑.白.灰——情人变成朋友的滋味,不试试,别人说也不对味。
43.如是我闻,仰慕比暗恋还苦„„难道爱比恨更难宽恕。—《宽恕》电视剧《天龙八部》
——爱的箴言,比偈还难解。
——人生要有原则和底线,不能为了他牺牲你的一切,子君离开涓生并不一定就要自杀,她还可以过好她的下半生,只要她不再对别人倚赖。
(完整版)焊接车间工艺卡片
通用焊接工艺卡焊接工艺卡衣H —li焊接工艺卡02表H-05 NO焊接工艺卡编制:IJ焊接贾任工程师:2003 年 06 H 16技术要求及说明:1、 淸除坡口两侧内外表面20皿范幽的汕污、锈蚀、尘土.n 应磅出 金属光泽.2、 纵炸缝与息弧板相连一瑞3()〜5U mm 的内炸缝先用手工电弧烬炸 接.焊接工艺卡产晶名称储气罐 产品型号岑部件名称焊接丁艺扌旨亍me 外HP0I-01 炸接工艺评定编号 IIP0I 图 号母 材 Q235B 规 格4 mm 钢号类组别号 I 一 I 气 体 / |配比 / 流 最/ 苗根方式/ 接头编号对接接头 炸T •资格Mi-1 层次 炸接方法 胖接材料 电源及极性 电流(A) 电压(V)焊接速度(cni/min)线能彊 (J/cm)牌号1 SAW ER50-6 HJ43101.6直流反极〜28() 28 〜32 60 〜80 7200 2SAW〜32536 〜3"70 〜809620编制: IJ年 丿] 日 炸接责任H 程师:2003 年 06 }\ 16炸接泾次.顺序小意图:焊接层次(止/反):各一层 坡uffttit : 0° 饨边:板尽 问琼:0〜1技术要求及说明:K 淸除坡口两侧内外农面2Umm 范围的油污.锈蚀.尘土且应屈出 金属光泽.2、纵烬缝与息弧板相连一端30〜5() mm 的内炸缝先用手工电狐悍烬 接。
2003 年 06 丿 J 16 11焊接工艺卡产品名称储气罐 产品型号冬部件名称炸接匸艺抬9对缩号HRU-0I 炸接丁戈评定编号 IIMI1 图 号母 材 Q235B 规 格5 mm 钢号类组别弓 I 一 I 气 体/|配比 / 流就/淸根方式/ 接头編号 A 类焊接接头焊工资格Mt-1 层次 焊接方法 卅接材料 电源及极性 电流(A) 电压(V)焊接速度(cm/min) 线能帚 (J/cm)牌号 观俗 1 SAW ER50-6 HJ43101.6直流反极300〜320 28 〜32 60 〜80 7971 2SAW340〜36036〜3870 〜7510717表 H-05N0: 05焊接层次,顺序示意图:编制: 焊接层次(正/反):各层 坡口角必o a 饨5么板厚 何隙:0〜1悍接层次,顺序示意图:焊接工艺卡产品名称产品型号零部件名称炸接T.艺抬导书缩弓悍接.T•艺评定编号图号母材规格钢号类组别兮气体配比清根方式接头编弓焊工资格泾次辉樣方法焊接材料i|i fi ttt.H电流(A)电压(V)焊接遼度(cm/min)线能就(J/cm)牌号规格表H-05炸接泾次(iE/S):各•层坡口角度=0* 钝边’板尽何KG 0~1技术要求及说明:1、淸除坡口两侧内外农面2umm范围的油污.锈蚀.尘土且应屈出金属光泽.2、纵烬缝与息弧板相连一端3U〜50师的内烬缝先川手工电弧烬烬接。
BT-GL-013-2011焊缝返修和母材缺陷补焊管理制度

江苏百通机械有限公司管理制度第A版BT/GL-013-2011
焊缝返修和母材缺陷补焊管理制度
1 焊缝返修和母材缺陷补焊必须遵循《施工升降机械安全监察规定》和相应母材标准的规定。
2 焊缝的返修和母材缺陷补焊工作应由考试合格的焊工担任。
3 焊缝返修和母材缺陷补焊时必须遵守经评定验证的焊接工艺规程的规定。
4 焊工应按返修通知单和探伤人员在产品上划出的部位进行焊补。
5 焊补前应将焊缝中超标缺陷彻底清除干净,如末能找出缺陷,应会同探伤人员共同分析。
6 焊缝同一部位的返修次数不应超过三次。
7 焊缝返修时,均应填写《焊缝返修工艺卡》并分析缺陷产生的原因,确定返修方案。
一二次返修经返修后的焊缝或有缺陷的母材补焊后均应按相关规定重新检查。
8 工艺,应经焊接质控责任人审核批准,三次返修时,其返修工艺应经质保工程师批准。
9 焊缝各次返修的部位和X射线探伤结果等应记入产品质量证明书中,《X射线检测返修、复照通知单》、《焊缝返修工艺卡》等资料存入产品质量档案。
第 1 页共 1 页。
焊接工艺卡片之欧阳家百创编

焊接工艺卡欧阳家百(2021.03.07)制造单位名称:沈阳理工大学编号:01 焊接工艺评定报告编号:01接头名称:LNG储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 H0Cr20Ni10φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A 2.焊接电压 18-24V3.焊接速度 15-18cm/min 4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:02 焊接工艺评定报告编号:02接头名称:LNG储罐内封头与内筒体环焊缝接头编号:接 头坡口形 状 及 尺 寸焊 件 母 材 1. 母材类别号、组别号及钢号 类别号— 组别号—与类别号— 组别号— 钢号0Cr18Ni9与钢号0Cr18Ni9相焊 2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 — 焊 接 材 料 1. 钨极牌号及尺寸 — 2. 焊条牌号及尺寸 — 3. 喷嘴直径 — 4. 实心焊丝牌号及尺寸 H0Cr20Ni10φ1.6 5. 焊剂牌号 —6. 药芯焊丝牌号及尺寸 —7. 电流种类及极性 直流反接8. 保护气体种类及配比 Ar9. 保护气体流量 12-15L/min10. 焊材清理、烘干方法及要求 — 焊 接 温 度 1. 最低预热温度 100℃ 2. 最高层间温度 350℃ 3. 后热温度及保温时间200-250℃1-2h 4. 消氢处理温度和保温时间 200-250℃ 2-6h5. 热处理种类 —6. 加热温度范围 —7. 保温温度 —焊 接 参 数1. 焊接电流 100-250A2. 焊接电压 18-24V3. 焊接速度 15-18cm/min4. 送丝速度 430-480cm/min 操 作 技 术 1. 焊接位置 平焊√ 立焊— 横焊— 仰焊— 全位置— 2. 填丝方式 自熔√ 填丝— 丝径1.5mm 3. 焊缝层数 3 4. 焊接道数 6编 制 王鑫榆校 对 审 核 日 期日 期日 期焊接工艺卡制造单位名称:沈阳理工大学 编号:03 焊接工艺评定报告编号:03 接头名称:LNG 储罐外筒体环纵焊缝 接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:04 焊接工艺评定报告编号:04接头名称:LNG储罐外封头与外筒体环焊缝接头编号:焊接工艺卡制造单位名称:沈阳理工大学编号:05 焊接工艺评定报告编号:05接头名称:LNG储罐接管与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:06 焊接工艺评定报告编号:06接头名称:LNG储罐接管与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:07 焊接工艺评定报告编号:07接头名称:LNG储罐接管与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—材料4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:08 焊接工艺评定报告编号:08接头名称:LNG储罐接管与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊 1.焊接电流 100-250A接参数2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2. 填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:09 焊接工艺评定报告编号:09接头名称:LNG储罐人孔与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:10 焊接工艺评定报告编号:10接头名称:LNG储罐人孔与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:11 焊接工艺评定报告编号:11接头名称:LNG储罐人孔与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:12 焊接工艺评定报告编号:12接头名称:LNG储罐人孔与外封头角焊缝接头编号:坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:16 焊接工艺评定报告编号:16接头名称:LNG储罐支座和外筒体焊缝接头编号:接头坡口形状及尺。
焊缝返修处理管理规定

焊缝返修处理管理规定为了提高产品质量,减少返修次数,避免或减少返修过程中再次出现不必要的焊接缺陷,特制定本规定。
1、对超标缺陷需要返修的焊口,应建立返修登记发放台帐,下发的返修通知单必须有缺陷位置及形状示意图并说明缺陷性质。
施工单位接到返修通知后,应组织焊接技术人员对缺陷产生的原因进行分析,对焊口缺陷存在质疑的,相关技术人员对底片进行复查,制定返修工艺措施,立即按规范要求进行返修处理,最迟3天内返修工作结束。
2、焊缝同一部位的返修次数,碳钢管道不得超过 3 次,其余钢种管道不得超过2 次。
对超过2次以上的返修,焊接技术人员应根据返修通知单分析缺陷产生的原因,返修前应编制详细的返修工艺,返修工艺至少应包括缺陷产生的原因;避免再次产生缺陷的技术措施;焊接工艺参数的确定;返修焊工的指定;焊接材料的牌号及规格等。
返修措施由施工单位技术负责人审批后报监理单位和建设单位备案。
焊缝表面的修整、修磨,不应计入返修次数。
3、返修应彻底清除焊接缺陷,修整出适合的坡口,由指定的焊工按返修工艺卡进行返修。
返修后应修磨焊缝外观使其与其他焊缝外观均匀一致,经检查员检查合格后重新重新向监理提交返修委托单,返修委托单编号为原委托单编号加后缀“R1、R2…”,检测单位按原检方法对返修部位进行重新检测,检测比例<100%的,还应按设计给定的施工验收规范要求对其进行扩探检测。
扩探检测应针对焊工在该管线或焊缝上进行。
4、要求热处理的产品、焊缝返修应在热处理前进行。
如热处理后需要返修则返修后需重新进行热处理。
5、施工单位每周统计一次焊工合格率,掌握焊工技术动态,制定奖罚制度,对合格率低于90%的焊工取消该项目作业资格,合格率为90%-95%的焊工重新组织现场考试,直至合格率达到95%以上方可重新上岗,合格率在95%以上者给予相应的奖励。
为鼓励焊工的积极性,提高焊接质量,建议施工单位定期组织“焊接技术比赛”活动。
6、返修注意事项6.1对于裂纹等有严重扩展倾向的缺陷,应进行质量分析,找出原因,制订措施后,方能进行返修。
焊缝返修工艺
压力容器返修工艺
(一)焊缝返修前应当对需要焊接返修的缺陷认真分析缺陷产生的原因,并提出相应的返修方案。
(二)返修焊缝施焊前应按评定合格的焊接工艺,编制焊接返修工艺。
施焊时应按返修工艺卡进行。
返修前需将缺陷清除干净,待补焊部位应开宽度均匀、表面平整、便于施焊的凹槽,且两端有一定坡度。
必要时可采用表面探伤检验确认。
如需预热,预热温度应较原焊缝适当提高并有详尽的返修记录
(三)焊缝同一部位的返修次数不宜超过2次。
如超过2次,返修前应当经过制造单位技术负责人批准,并且应当将返修的次数、部位、返修情况记入压力容器质量证明文件。
返修焊缝性能和质量要求应与原焊缝相同。
(四)要求焊后消除应力热处理的压力容器,一般应当在热处理前焊接返修;如在热处理后进行焊接返修,返修后应当按相关标准进行处理。
(五)有抗晶间腐蚀要求的奥氏体不锈钢以及镍及镍合金制压力容器,返修部位仍需保证原有的抗晶间腐蚀性能。
(六)耐压试验后需返修的,返修部位应当按原要求经过无损检测合格。
由于焊接接头或接管泄漏而进行返修的,或返修深度大于1/2壁厚的压力容器,还应当重新进行耐压试验。
编制:批准:。
焊接工艺卡(P11…114.1-11.1)

60~ 70
手工电弧焊
填充层(2层)
直流反接
E8018-B2
Φ3.2
100~ 110
20 ~ 22
70 ~ 100
手工电弧焊
盖面
直流反接
E8018-B2
Φ3.2
100 ~ 110
20 ~ 22
60 ~ 90
预热方法
预热保温方法
层间温度
焊后热处理说明
编制
审核
火焰加热
预热温度150~200℃
XXX建设有限公司
焊接工艺卡
焊接说明
结点图
Φ114.3×11.1
焊接过程
1.焊接前应确认待焊管道材质、焊接材料是否正确;
2.按工艺要求组对焊口,并点焊好;
工程名称
合成一双甲工艺技改
3.打底焊接应采用较小的焊接电流,避免烧穿,造成
工程编号(工作令号)
背面有焊瘤的缺陷;
设备名称(管线号)
4.填充层和盖面层采用手工电弧焊焊接。焊缝层间温
≤300℃
730℃去应力退火
时间
时间
基本金属
A335-P11 +A335-P11
度控制在300℃以下;
5.每层焊缝焊接完毕后,应将渣壳敲除干净后,再进
行下一层焊缝的焊接;
6.焊接完后,检查焊缝外观;焊接材料牌号规格烘烤温度
保温时间
用量Kg
7.焊接完毕后不能马上进行热处理的应立即均匀加
Φ2.4
到200℃~300℃,并保温缓冷;
Φ3.2
350℃
2h
8.焊接完成后按730℃左右的退火温度热处理;
9.焊缝按管道单线设计文件和GB50235-97标准进行
(工艺技术)(后槽体)铆焊工艺卡片

第3页
材料牌号
Q345
毛坯
种类
钢板
毛坯外
形尺寸
2750 X 922 X 25
每毛坯可 制件数
每台件数
1
主 要 组 成 件
序号
图号
名称
材料
件数
借(通)
用件登记
工
序
工序 名称
工 序 内 容
设备
工2装备
电流或 气压
电流或 焊嘴号
焊条、焊丝、电极
焊齐IJ
其他规 范
工时
型号
直径
1
下料
选好材料,按图纸尺寸要求载入数据,
工2装备
电流或 气压
电流或 焊嘴号
焊条、焊丝、电极
焊齐I
其他规 范
工时
型号
直径
1
下料
诜好材料.按图纸尺寸下料。
CG2-150
仿形
描 图
检验
描 校
旧底图号
底图总号
签字
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
日 期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
「日期
鹤壁惶梅丁七七自 起重运输机械总厂人干修上乙下力
①1.2
描 图
用半自动切割机下料。
描 校
2
清渣
去除毛边、毛刺、熔渣,矫正焊接变形。
手砂轮机
旧底图号
3
打斜口
划好斜口边线,调好割咀角度,调整跑车
CGi-30
半自动切割机
300-320A
ER50-6
①1.2
用半自动切割机斜切斜面。
焊接工艺卡作业指导书

H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完毕后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸原则
预热保温措施
GB50236-2023
层间温度
焊后热处理
焊接规范参数
直流
反极
编制
审核
焊接工艺卡
编号
13P-04
建设
单位
茂名建筑集团工业设备安装有限企业
工程名称
东莞虎门港海湾石油仓储码头有限企业石化仓储工程
工艺评估编号
G10-TS-03
母材
20#、Φ114*5.0
结点图
焊接次序图
序号
施焊要求
备注
焊接材料
焊条
J427(Φ3.2))
见左图
1
施焊前认真按工艺规定检查焊口尺寸,并仔细清理管道焊口及附近20mm内旳油、锈、氧化皮等杂质.
焊丝
H00Cr19Ni12Mo2(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完毕后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸原则
预热保温措施
GB50236-2023
层间温度
焊后热处理
直流
反极
编制
审核
焊接工艺卡
17-1 焊施-03-1 焊接工艺卡(一)

GD-17-1
焊接工艺卡(一)
年月日焊—03—1 建设单位施工单位
产品名称无缝钢管工艺评定编号PQR-P-01
产品编号YR- -2013
编制依据GB50236-2011
图号类别
被焊部件名称压缩空气主管道焊接位置水平固定
焊接工艺方法电弧焊焊工资格
母材钢板牌号管材牌号20#钢钢板厚度管材规格Φ133*1.5
焊接接头型式坡口型式V 简图:垫板
焊接材料焊条牌号J422 焊条规格Φ3.2 焊丝牌号焊丝规格
焊剂牌号钨极类型规格气体种类气体纯度
焊前预热预热温度℃加热方式
保持时间小时层间温度℃
施焊参数焊接
层次
焊接
方法
填充金属喷嘴
直径
(mm)
气体流量
(L/min)
焊接电流焊接
电压
(V)
焊接速度种类规格
极性电流
(A)
(cm/min) 1-3
电弧
焊
E430
3
Ф3.2/ 8-12 80-120 20 8-13 熔滴过渡形式单丝或多丝焊送进速度m/min。