莫氏锥度
莫氏锥度度数

莫氏锥度度数
莫氏锥度是一个度数,通常用于表示圆锥或锥体的大小。
莫氏锥度的度数指的是圆锥或锥体的高度与底面直径的比值。
莫氏锥度分为两种类型:莫氏圆锥和莫氏锥管。
莫氏圆锥的度数固定,为1:19.05,而莫氏锥管的度数可以变化,通常在1:4到1:18之间。
莫氏锥度在机械制造、机床、汽车等领域应用广泛。
在机床中,莫氏锥度通常用于主轴和尾轴之间的连接。
在汽车中,莫氏锥度也用于变速器和其他部件的连接。
莫氏锥度的计算公式是:D2 = D1 * n。
其中,D1是锥度的直径,n是锥度的度数。
例如,如果你要计算一个直径为10mm,度数为1:4的莫氏锥度的直径D2,可以使用公式D2 = 10 * 4 = 40mm。
总之,莫氏锥度是一种常见的圆锥或锥体大小表示方法,具有广泛的应用价值。
莫氏锥度的国际标准
莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,可以传递一定的扭距,又因为又锥度,又便于拆卸。
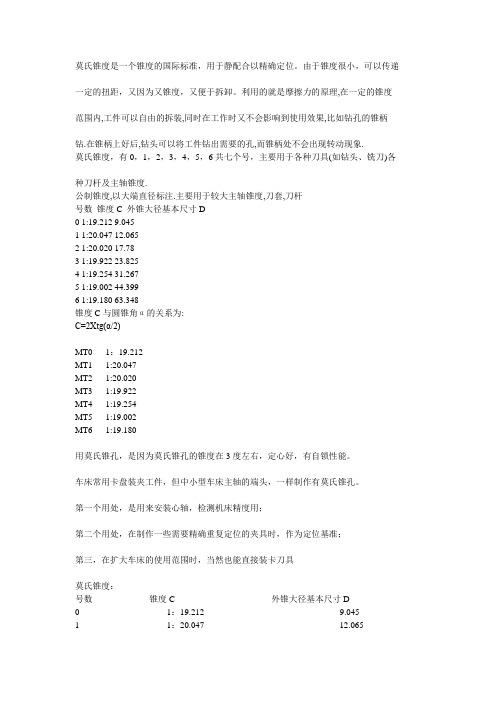
利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象.莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各种刀杆及主轴锥度.公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为:C=2Xtg(α/2)MT0 1:19.212MT1 1:20.047MT2 1:20.020MT3 1:19.922MT4 1:19.254MT5 1:19.002MT6 1:19.180用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能。
车床常用卡盘装夹工件,但中小型车床主轴的端头,一样制作有莫氏锥孔。
第一个用处,是用来安装心轴,检测机床精度用;第二个用处,在制作一些需要精确重复定位的夹具时,作为定位基准;第三,在扩大车床的使用范围时,当然也能直接装卡刀具莫氏锥度:号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为:C=2Xtg(α/2)莫氏锥度.例如,[莫氏锥度NO.2] 基本值:1:20.020 圆锥角α:2度51分40.7960秒;rad:0.049 939 67 锥度C:1:16.666 666 7 标准号:1443(296)卧式车床CD6140A详细说明性能简介CD系列A型普通车床可进行各种车削加工,如:车削零件的内、外圆柱面、端面和圆锥面;带有马鞍的车床可用来车削大直径或畸型零件。
莫氏标准

莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,可以传递一定的扭距用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象.莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.0 23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有,B12,B16型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔.莫氏锥度:号数锥度圆锥角外锥大径基本尺寸D0 1 : 19.212=0.05205 2。
58'54" 9.0451 1 : 20.047=0.04988 2。
51'26" 12.0652 1 : 20.020=0.04995 2。
51'41" 17.783 1 : 19.922=0.050196 2。
52'32" 23.8254 1 : 19.254=0.051938 2。
58'31" 31.2675 1 : 19.002=0.0526265 3。
0'53" 44.3996 1 : 19.180=0.052138 2。
59'12" 63.348锥度C与圆锥角α的关系为:C=2Xtg(α/2)的扭距,又因为又锥度,又便于拆卸。
利不会影响到使用效果,比如钻孔的锥柄钻.在锥柄称直径大小分别为9.045,12.065,17.78,及机床主轴孔锥度。
莫氏锥度

莫氏锥度
莫氏锥度[1]是机加工中关于锥度的国际标准,主要用于机械中旋转体的精密固定。
莫氏锥度杆配合带锥度的内孔,是利用摩擦力来传递扭矩的。
一般为加大传递力矩,常加上扁尾。
因其拆卸简便,重复拆卸不会影响精度,在机械加工中应用极为广泛。
莫氏锥度分为长锥和短锥。
长锥用于机床本体的连接,传递的力矩较大,有0,1,2,3,4,5,6共七个型号。
短锥用于机床刃具及附件的连接,传递的力矩较小。
有B10,B12,B16,B18,B22,B24六个型号。
锥度的基准为1:20,表中的锥度并非恰好1:20,是因为材料粗细不同,产生的内应力不一样,所以其数值需要经过修正。
但要求不高时,锥度值可以全部取1:20。
莫氏的长锥详细尺寸[编辑]。
莫氏b16锥度标准尺寸表

莫氏b16锥度标准尺寸表
B16锥角:2°51’51” S+QX JT0锥角:2°58’54”莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有B10,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔。
莫氏锥度
莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。
在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有:B12、B16、B18、B22、B24六个型号,他们是根据莫氏长锥1、2、3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔。
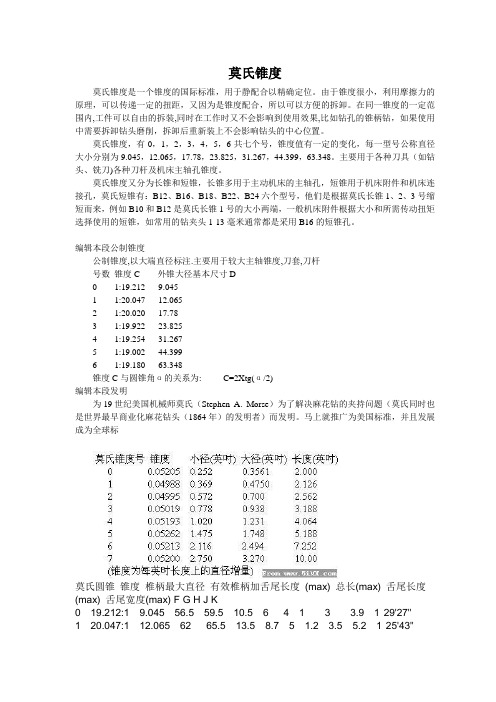
编辑本段公制锥度公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为: C=2Xtg(α/2)编辑本段发明为19世纪美国机械师莫氏(Stephen A. Morse)为了解决麻花钻的夹持问题(莫氏同时也是世界最早商业化麻花钻头(1864年)的发明者)而发明。
马上就推广为美国标准,并且发展成为全球标莫氏圆锥锥度椎柄最大直径有效椎柄加舌尾长度(max) 总长(max) 舌尾长度(max) 舌尾宽度(max) F G H J K0 19.212:1 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1°29'27"1 20.047:1 12.065 62 65.5 13.5 8.7 5 1.2 3.5 5.2 1°25'43"2 20.020:1 17.780 75 80 16 13.5 6 1.6 5 6.3 1°25'50"3 19.922:1 23.825 94 99 20 18.5 7 2 5 7.9 1°26'16"4 19.254:1 31.267 117.5 124 24 24.5 8 2.5 6.5 11.9 1°29'15"5 19.002:1 44.399 149.5 156 29 35.7 10 3 6.5 15.9 1°20'26"6 19.180:1 63.348 210 218 40 51 13 4 8 19 1°29'36"7 83.058 285.75 294.1 34.9 - - 19.05 - 19 1°29'25"莫氏3号锥度1:19.922大径:23.825小径19.8锥长<=81,MT3号孔与顶针的接触面的长度应该至少达到锥长的百分七十五莫氏锥度锥孔的标准画法:莫氏锥度孔的画法与莫氏外锥度画法一样,从中心线作垂直线,以大端尺寸两端为起点,做2α锥角线,两线至标准长度终点即成内锥孔。
莫氏锥度配合

莫氏锥度配合摘要:一、莫氏锥度配合的概念与背景1.莫氏锥度的定义2.莫氏锥度配合在工业中的应用二、莫氏锥度配合的原理与计算1.锥度配合的原理2.莫氏锥度配合的计算方法三、莫氏锥度配合的优缺点分析1.优点2.缺点四、莫氏锥度配合在实际应用中的案例1.实际应用场景2.案例分析正文:莫氏锥度配合是一种用于连接两个轴的锥形配合方式,广泛应用于各种工业领域。
其名字来源于英国数学家莫根堡,他在19 世纪提出了这一概念。
莫氏锥度配合的主要特点是,在轴的连接处,大端直径和小端直径之间的差距呈锥形。
这种方式可以确保轴之间的连接具有较高的稳定性和承载能力。
莫氏锥度配合的原理是利用锥形的配合来消除轴线偏差。
在连接轴时,大端直径和小端直径之间的差距形成一个锥形空间,使得轴可以在这个空间内自由转动。
通过这种方式,即使轴线存在偏差,也可以通过锥形配合来消除这种偏差,从而保证轴的正常工作。
莫氏锥度配合的计算方法比较复杂,需要考虑到多种因素,包括轴的材料、大小、工作环境等。
一般来说,计算莫氏锥度配合时,需要先计算出锥形空间的体积,然后根据轴的承载能力和工作环境来确定合适的配合尺寸。
莫氏锥度配合在工业中有着广泛的应用,主要优点包括:1.提高轴的稳定性:由于锥形配合可以消除轴线偏差,因此可以大大提高轴的稳定性。
2.提高承载能力:锥形配合可以使得轴之间的接触面积更大,从而提高轴的承载能力。
然而,莫氏锥度配合也存在一些缺点,包括:1.制造和安装困难:由于莫氏锥度配合的计算复杂,制造和安装过程中需要较高的精度,因此制造和安装难度较大。
2.轴的磨损较快:由于锥形配合的接触面积较大,轴的磨损速度相对较快。
总的来说,莫氏锥度配合是一种在工业中有着广泛应用的技术,通过精确的计算和制造,可以提高轴的稳定性和承载能力。
莫氏锥度
莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,利用摩擦力的原理,可以传递一定的扭矩,又因为是锥度配合,所以可以方便的拆卸。
在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
莫氏锥度锥孔的标准画法:莫氏锥度孔的画法与莫氏外锥度画法一样,从中心线作垂直线,以大端尺寸两端为起点,做2α锥角线,两线至标准长度终点即成内锥孔。
标注大端尺寸、长度、锥角2α度数完成作图。
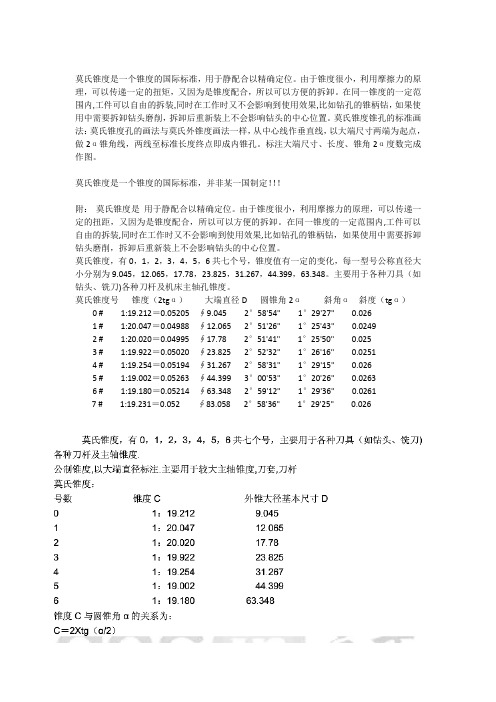
莫氏锥度是一个锥度的国际标准,并非某一国制定!!!附:莫氏锥度是用于静配合以精确定位。
由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。
在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度号锥度(2tgα)大端直径D 圆锥角2α斜角α斜度(tgα)0 # 1:19.212=0.05205 ∮9.045 2°58'54" 1°29'27" 0.0261 # 1:20.047=0.04988 ∮12.065 2°51'26" 1°25'43" 0.02492 # 1:20.020=0.04995 ∮17.78 2°51'41" 1°25'50" 0.0253 # 1:19.922=0.05020 ∮23.825 2°52'32" 1°26'16" 0.02514 # 1:19.254=0.05194 ∮31.267 2°58'31" 1°29'15" 0.0265 # 1:19.002=0.05263 ∮44.399 3°00'53" 1°20'26" 0.02636 # 1:19.180=0.05214 ∮63.348 2°59'12" 1°29'36" 0.02617 # 1:19.231=0.052 ∮83.058 2°58'36" 1°29'25" 0.026M——粗牙普通螺纹MF——普通单牙细螺纹PG——德国DIN40430标准螺纹(German standard thread conforming to DIN40430)NPT——美国标准一般用途锥管螺纹(旧代号Z;K)Taper pipe thread for general purpose ( Old thread code Z,K )UNC——美国标准统一制粗牙螺纹(代替NC)Unified coarse pitch thread ( Instead of NC) UNF——美国标准统一制细牙螺纹(代替NF)Unified fine pitch thread ( Instead of NF) BSW——英国标准惠氏螺纹(粗牙)British Standard Whitworth Thread ( Coarse)。
莫氏锥度

莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。
在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有,B12, B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔.公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为:C=2Xtg(α/2)4号莫氏锥度:锥度(2tgα):1:19.254=0.05194;锥角(2α)=2°58′31〃;斜角(α)=1°29′15〃;斜度(tgα)=0.026号数锥度圆锥角(2a)0 1:19.212=0.05205 2。
58,54”1 1:20.047=0.04988 2。
51,26”2 1:20.020=0.04995 2。
51,41”3 1:19.922=0.050196 2。
莫氏锥度标准

莫氏锥度标准
莫氏锥度是指在一定条件下,通过测定材料在一定时间内流动的性能来评定材料的粘度。
莫氏锥度标准是用来规定测定莫氏锥度的方法和要求的标准文件,它对于材料的生产和质量控制具有重要意义。
莫氏锥度标准的制定是为了保证材料的粘度测试能够得到准确可靠的结果,从而保证产品的质量稳定。
根据莫氏锥度标准进行测试,可以帮助生产厂家更好地了解材料的流动性能,从而调整生产工艺,提高产品质量。
莫氏锥度标准主要包括以下内容:
一、莫氏锥度测试的方法和步骤,详细描述了进行莫氏锥度测试的具体方法和步骤,包括准备工作、样品制备、测试仪器的使用、测试条件的控制等内容。
二、测试设备和仪器的要求,对进行莫氏锥度测试所需要的设备和仪器进行了详细的要求,包括设备的型号、规格、精度等方面的要求,以确保测试结果的准确性和可靠性。
三、样品的制备和处理,对进行莫氏锥度测试所需要的样品进行了制备和处理的要求,包括样品的采集、保存、处理等方面的要求,以确保样品的代表性和稳定性。
四、测试结果的评定和报告,对莫氏锥度测试结果的评定和报告进行了规定,包括测试数据的处理方法、结果的判定标准、报告的格式等内容。
莫氏锥度标准的制定是为了规范莫氏锥度测试的过程,保证测试结果的准确性和可靠性。
只有严格按照莫氏锥度标准进行测试,才能得到符合实际的测试结果,为产品的生产和质量控制提供可靠的依据。
总之,莫氏锥度标准是对莫氏锥度测试的规范,对于材料的生产和质量控制具有重要意义。
遵循莫氏锥度标准进行测试,可以帮助生产厂家更好地了解材料的流
动性能,从而提高产品质量,满足市场需求。
同时,也为行业内的技术交流和经验分享提供了统一的标准,促进了行业的发展和进步。
莫氏锥度的斜角度数

莫氏锥度的斜角度数莫氏锥度是一种常用的用于测量液体黏度的实验方法,广泛应用于油漆、化妆品、涂料等行业中。
莫氏锥度的斜角度数是指莫氏锥度底部锥形物体与底面间的角度,该角度直接影响着黏度测试结果的准确性与可靠性。
本文将就莫氏锥度的斜角度数进行探讨。
1. 莫氏锥度的概述莫氏锥度是由美国物理学家阿卡斯·莫尔德(Arkas Moody)于20世纪20年代发明的,用于测量液体的黏度。
它由一个锥形物体和一个固定底面组成,液体被倒入锥形物体中,根据液体的黏度和锥形物体的斜角度数,可得到液体的粘度数值。
2. 莫氏锥度的斜角度数的影响莫氏锥度的斜角度数直接影响着黏度测试的准确性和可靠性。
如果斜角度数过小,液体将呈现出不均匀的分布,影响测量结果的准确性。
而如果斜角度数过大,液体将很快流出,无法形成稳定的流动,导致测量结果不可靠。
3. 莫氏锥度斜角度数的选择原则选择莫氏锥度的斜角度数需根据被测液体的黏度范围来确定。
通常来说,液体黏度较低时,斜角度数可以较小,以保证流体能够充分地流动。
而对于黏度较高的液体,则需要选择较大的斜角度数,以便在一定时间内获取足够的测量数据。
4. 莫氏锥度斜角度数的常见取值常见的莫氏锥度斜角度数为2度、3度、4度、5度等。
其中,2度适用于低黏度液体的测量,如溶剂;3度适用于中黏度液体的测量,如油漆;4度和5度适用于高黏度液体的测量,如胶体材料。
5. 莫氏锥度斜角度数的调整方法在实际应用中,如果发现莫氏锥度斜角度数的选择不合适,可以通过两种方式进行调整。
一种是调整锥底与锥形物体间的垂直距离,改变液体的流速和流态,从而影响斜角度数的测量结果。
另一种是更换具有不同斜角度数的莫氏锥度底,以适应不同黏度范围的液体测量需求。
总结:莫氏锥度的斜角度数是影响液体黏度测试准确性和可靠性的重要因素。
选择合适的斜角度数可以确保测量结果的准确性。
具体的斜角度数选择需根据被测液体的黏度范围来确定,并可通过调整锥底与锥形物体的垂直距离或更换不同斜角度数的锥底来进行调整。
莫氏锥度尺寸公差

莫氏工具圆锥的尺寸
莫氏锥度是一个锥度的国际标准,用于静配合以精确定
可以方便的拆卸。
在同一锥度的一定范围内,工件可以自由的拆装,同卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
莫氏锥度,有0,1,2 12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有B10,B12,B16,B18,B22,B24六个
般机床附件根据大小和所需传动扭矩选择使用的短
的尺寸和公差
精确定位。
由于锥度很小,利用摩擦力的原理,可以传递一定的扭矩,又因为是锥度配合,所
围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆
位置。
莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床10,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔.
合,所以
如果使用中需要拆
公称直径大小分别为9.045,
和短锥,长锥多用于主动机床的2是莫氏长锥1号的大小两端,一。
莫氏锥度的国际标准

莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,可以传递一定的扭距,又因为又锥度,又便于拆卸。
利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象.莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各种刀杆及主轴锥度.公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为:C=2Xtg(α/2)MT0 1:19.212MT1 1:20.047MT2 1:20.020MT3 1:19.922MT4 1:19.254MT5 1:19.002MT6 1:19.180用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能。
车床常用卡盘装夹工件,但中小型车床主轴的端头,一样制作有莫氏锥孔。
第一个用处,是用来安装心轴,检测机床精度用;第二个用处,在制作一些需要精确重复定位的夹具时,作为定位基准;第三,在扩大车床的使用范围时,当然也能直接装卡刀具莫氏锥度:号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为:C=2Xtg(α/2)莫氏锥度.例如,[莫氏锥度NO.2] 基本值:1:20.020 圆锥角α:2度51分40.7960秒;rad:0.049 939 67 锥度C:1:16.666 666 7 标准号:1443(296)卧式车床CD6140A详细说明性能简介CD系列A型普通车床可进行各种车削加工,如:车削零件的内、外圆柱面、端面和圆锥面;带有马鞍的车床可用来车削大直径或畸型零件。
莫氏锥度标准

莫氏锥度标准莫氏锥度是指一种用于测量液体粘度的仪器,它是由美国工程师阿诺德·莫(Arnold Moen)于20世纪20年代发明的。
莫氏锥度标准是指在使用莫氏锥度仪器时需要遵循的一系列标准和规定,以确保测量结果的准确性和可比性。
本文将介绍莫氏锥度标准的相关内容,包括其应用范围、测量原理、标准要求等方面的内容。
莫氏锥度主要用于测量液体的粘度,它适用于各种类型的液体,包括但不限于涂料、油漆、胶水、化妆品等。
在进行莫氏锥度测量时,液体被置于一个倾斜的锥形容器内,通过测量液体从容器中流出所需的时间来计算其粘度。
莫氏锥度标准规定了测量时所需的设备、环境条件、操作步骤等方面的要求,以确保测量结果的准确性和可重复性。
莫氏锥度标准的制定是为了保证不同实验室、不同操作者所得到的测量结果具有可比性。
标准中包括了对仪器精度、环境温湿度、操作人员培训等方面的要求,以及对测量过程中可能出现的误差进行了详细的控制和校正。
只有在符合莫氏锥度标准的条件下进行的测量结果才能被认可和接受。
除了对测量条件的要求,莫氏锥度标准还规定了对测量结果的处理和报告方式。
在测量完成后,需要对所得数据进行处理和分析,得出最终的粘度数值,并将其报告给相关人员。
标准中还对报告内容和格式进行了规定,以确保测量结果的清晰和准确。
总之,莫氏锥度标准是保证液体粘度测量准确性和可比性的重要依据,它规定了在进行莫氏锥度测量时需要遵循的一系列标准和规定,涵盖了设备、环境、操作、数据处理和报告等方面的内容。
遵循莫氏锥度标准可以确保测量结果的准确性和可靠性,为液体粘度的测量和应用提供了重要的支持和保障。
莫氏锥度的斜角度数

莫氏锥度的斜角度数1. 莫氏锥度的定义和作用莫氏锥度(Mohr’s cone)是一种用来测量材料抗剪强度的实验装置,也被称为莫氏剪切试验。
莫氏锥度的斜角度数是指莫氏锥度上的锥角度,用来描述材料在受到外力作用下的变形特性。
莫氏锥度的主要作用是确定材料的抗剪强度和剪切模量。
通过施加垂直于材料表面的力,使材料发生剪切变形,可以测量材料在不同应力下的变形情况,进而分析材料的力学性质。
2. 莫氏锥度的结构和原理莫氏锥度主要由一个金属锥形体和一个固定的平面组成。
金属锥形体的顶端是一个锥形面,底部连接着一个测力计。
固定平面是一个水平的金属平面,通常是一个圆形或方形的平板。
在进行莫氏锥度实验时,将待测材料放置在固定平面上,然后施加垂直于材料表面的力,使材料发生剪切变形。
测力计可以测量施加在材料上的力,从而计算出材料的抗剪强度和剪切模量。
3. 莫氏锥度的斜角度数的意义莫氏锥度的斜角度数是指莫氏锥度上的锥角度,通常以度数(°)表示。
斜角度数的大小直接影响材料的剪切性能和变形特性。
较小的斜角度数表示材料的剪切性能较好,能够承受较大的剪切力而不发生破坏。
而较大的斜角度数则表示材料的剪切性能较差,容易发生破坏。
莫氏锥度的斜角度数还可以用来评估材料的韧性。
韧性是指材料在受到外力作用下能够吸收的能量,也可以理解为材料的抗破坏能力。
较大的斜角度数表示材料具有较好的韧性,能够吸收更多的能量而不发生破坏。
4. 如何测量莫氏锥度的斜角度数测量莫氏锥度的斜角度数需要使用测角仪或显微镜等精密测量工具。
具体的测量步骤如下:1.将测角仪或显微镜放置在莫氏锥度的顶端,并确保其水平放置。
2.通过测角仪或显微镜观察莫氏锥度上的锥角,记录下读数。
3.重复多次测量,取平均值作为最终的斜角度数。
在进行测量时,需要注意以下几点:•确保测量仪器的准确性和精度,以避免测量误差。
•在测量过程中,尽量避免外界干扰,例如风力或振动等。
•对于不同形状和尺寸的莫氏锥度,需要选择适当的测量方法和仪器。
莫氏锥柄角度

莫氏锥柄角度
莫氏锥柄角度是指在莫氏锥试验中,试料与在胶印机上用莫氏锥度规刻有一小圆锥头的滚筒形轮辊(称为莫氏锥)之间的夹角。
该角度通常用度数来表示,常见的莫氏锥柄角度为30度
和45度。
莫氏锥柄角度的选择取决于具体的胶印机和印刷材
料的需求,不同的角度可以对应不同的光滑度和光泽度。
莫氏锥柄角度越小,试料与莫氏锥之间的接触面积越小,摩擦力也相对较小,适合处理具有较高光滑度和光泽度要求的印刷材料,如高品质的纸张、薄膜等。
莫氏锥柄角度越大,试料与莫氏锥之间的接触面积越大,摩擦力也相对较大,适合处理具有较低光滑度和光泽度要求的印刷材料,如一般纸张、纸板等。
莫氏锥柄角度的选择需要综合考虑印刷品的要求、试料的特性以及印刷机的性能等因素,以实现最佳的印刷效果。
种植体的莫氏锥度 -回复

种植体的莫氏锥度-回复种植体的莫氏锥度是一种测量和描述种植体表面几何形状的方法和参数。
它是通过测量种植体表面的曲率和倾斜角度来评估其形状和适应性的重要指标。
莫氏锥度可用于判定种植体的稳定性和接触情况,对于种植体患者的生物力学和功能达到良好效果至关重要。
莫氏锥度概述:莫氏锥度是一种用于测量和描述表面形状的方法,其通过在实验中使用一根圆锥形针尖来得出精确的数值。
该锥度测试的原理基于针尖插入物体表面时所产生的曲率变化。
这些变化可以以不同的方式测量和描述,莫氏锥度系统则是其中之一。
测量莫氏锥度的步骤:1.准备工作:首先,需要准备一个莫氏锥度测量系统,其中包括一个圆锥形针尖和一个可以记录结果的仪器。
同时,需要准备一个种植体样本,这可以是人工种植体或者脱落的真牙。
2.测量过程:将圆锥形针尖垂直插入种植体表面,并通过仪器记录下插入的力和针尖的位置。
在测量过程中,应该确保针尖插入的速度稳定,以获得准确的数据。
3.数据分析:得到一系列的插入力和位置数据之后,可以进行后续的数据处理和分析。
通常,数据将被输入到计算机程序中,以计算出莫氏锥度的值。
该计算通常基于一定的算法和数学模型,以获得更为准确的结果。
莫氏锥度的应用:莫氏锥度可以作为一种评估种植体表面形状和适应性的重要指标,被广泛用于医学和牙科领域。
以下是一些应用莫氏锥度的常见场景:1.种植体稳定性评估:莫氏锥度可以用来评估种植体在骨组织中的稳定性。
通过测量种植体周围骨组织的形态和倾斜角度,可以评估种植体与骨组织的接触情况和稳定性。
这对于种植体成功植入和长期稳定至关重要。
2.种植体表面形状分析:莫氏锥度还可以用来分析种植体表面的形状特征。
种植体表面的形状对于口腔组织的生物力学和功能具有重要影响。
通过莫氏锥度测量和分析,可以评估种植体表面形状的质量和准确性。
3.种植体设计和改进:莫氏锥度可以用于评估不同设计和材料的种植体的性能。
通过测量并比较不同种植体设计和材料的莫氏锥度值,可以选择最适合特定患者和特定情况的种植体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
莫氏锥度的公称直径或叫外锥大径基本尺寸指的是什么?
很奇怪
锥度就是锥度难道这个姓莫的发明了另外一种锥度的表示体系?难道用莫氏锥度的地方就不能用公制锥度表示??
莫氏锥度是指一组特定的锥度,只是一组数据,数据很普通,但是被赋予了超出数值的更多含义。
就像π一样,只是无数数字中的一个,但是只有它叫π。
下面是摘抄的资料。
莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。
在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床
连接孔,莫氏短锥有,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔.
公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆
号数锥度C 外锥大径基本尺寸D
0 1:19.212 9.045
1 1:20.047 12.065
2 1:20.020 17.78
3 1:19.922 23.825
4 1:19.254 31.267
5 1:19.002 44.399
6 1:19.180 63.348
锥度C与圆锥角α的关系为:
C=2Xtg(α/2)
1.带扁尾的外圆锥
注:① 括号内的尺寸尽量不要采用。
② 1D 、2d 、3L 尺寸供参考。
1
D
钻头表8 - 17
表8 – 17 (续2)。