数控铣工操作图纸
资料:数控车铣图纸四级22页PPT
35、不要以为自己成功一次就可以了 ,也不 要以为 过去的 光荣可 以被永 远肯定 。
资料:数控车铣图纸四级
31、别人笑我太疯癫,我笑他人看不 穿。(名 言网) 32、我不想听失意者的哭泣,抱怨者 的牢骚 ,这是 羊群中 的瘟疫 ,我不 能被它 传染。 我要尽 量避免 绝望, 辛勤耕 耘,忍 受苦楚 。我一 试再试 ,争取 每天的 成功, 避免以 失败收 常在别 人停滞 不前时 ,我继 续拼搏 。
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
22
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭 Nhomakorabea▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
数控30铣床编程实例带图
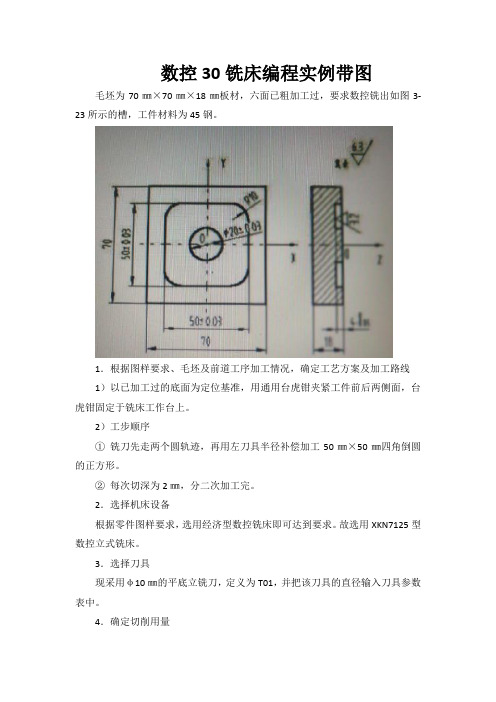
数控30铣床编程实例带图毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
②每次切深为2㎜,分二次加工完。
2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
3.选择刀具现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02 ;主程序结束N0010 G22 N01 ;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0 ;左刀补取消N0160 G24 ;主程序结束。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《数控铣工》(三级)
试题单
试题代码:2.1.1
试题名称:板类零件加工(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控铣床(FANUC或HASS)。
(2)Φ6键槽铣刀、Φ10键槽铣刀、游标卡尺、百分表等工量具;(3)零件图纸(图号2.1.1);
2、操作内容
(1)根据零件图纸(图号2.1.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.1.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控铣工》(三级)
试题单
试题代码:2.2.1
试题名称:盘类配合件加工(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控铣床(FANUC或HASS)。
(2)Φ6键槽铣刀、Φ10键槽铣刀、游标卡尺、百分表等工量具;(3)零件图纸(图号2.2.1A、图号2.2.1B);
2、操作内容
(1)根据零件图纸(图号2.2.1A、图号2.2.1B)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.2.1A、图号2.2.1B)完成零件加工。
(2)件二与件一配合间隙0.05。
(3)文明生产和机床清洁。
(4)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。