201不锈钢板毛边和切边价格的正确计算方法
各类报价及计算方法
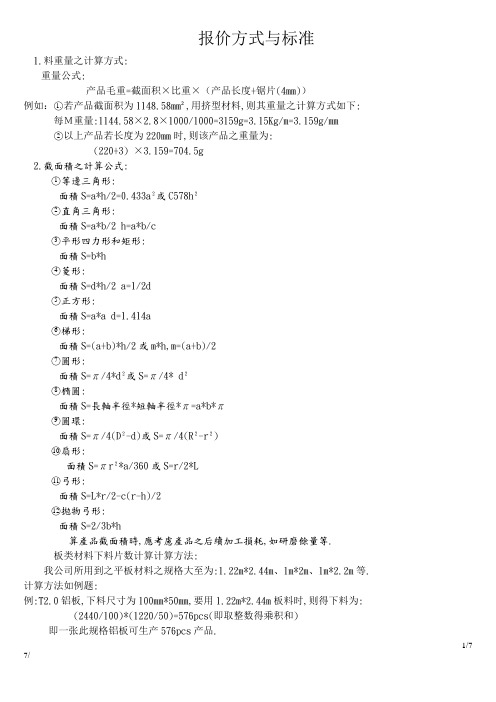
报价方式与标准1.料重量之计算方式:重量公式:产品毛重=截面积×比重×(产品长度+锯片(4mm))例如:○1.若产品截面积为1148.58mm²,用挤型材料,则其重量之计算方式如下: 每M重量:1144.58×2.8×1000/1000=3159g=3.15Kg/m=3.159g/mm○2以上产品若长度为220mm时,则该产品之重量为:(220+3) ×3.159=704.5g2.截面積之計算公式:○1等邊三角形:面積S=a*h/2=0.433a²或C578h²○2直角三角形:面積S=a*b/2 h=a*b/c○3平形四力形和矩形:面積S=b*h○4菱形:面積S=d*h/2 a=1/2d○5正方形:面積S=a*a d=1.414a○6梯形:面積S=(a+b)*h/2或m*h,m=(a+b)/2○7圓形:面積S=π/4*d²或S=π/4* d²○8橢圓:面積S=長軸半徑*短軸半徑*π=a*b*π○9圓環:面積S=π/4(D²-d)或S=π/4(R²-r²)○10扇形:面積S=πr²*a/360或S=r/2*L○11弓形:面積S=L*r/2-c(r-h)/2○12拋物弓形:面積S=2/3b*h算產品截面積時,應考慮產品之后續加工損耗,如研磨餘量等.板类材料下料片数计算计算方法:我公司所用到之平板材料之规格大至为:1.22m*2.44m、1m*2m、1m*2.2m等. 计算方法如例题:例:T2.0铝板,下料尺寸为100mm*50mm,要用1.22m*2.44m板料时,则得下料为: (2440/100)*(1220/50)=576pcs(即取整数得乘积和)即一张此规格铝板可生产576pcs产品.因一张2.0*1.22*2.44m的铝板重量为16.5Kg,故每个产品的重量计算如下:16.5*1000/576=28.65g即每个产品的重量为28.7g.3.常用材料之比重如下:铝:2.76g/mm²铁铁:7.85g/mm²铜:8.94/mm²4.各工序之报价基准如下(人民币别):1).裁剪:依挤型之面积及产品形状与裁剪长短而定,就挤型宽窄厚薄而论,大至如下: 面板类:150mm-200mm 0.6-1/pcs100mm-150mm 0.3-0.7/pcs50mm-100mm 0.15-0.4/pcs50mm以下0.1-0.2/pcs大散热器:200mm以上0.8-1.0/pcs150mm-200mm 0.6-1.0/pcs100mm-150mm 0.3/-0.7/pcs50mm-100mm 0.15-0.4/pcs小散热器:200mm以上0.8-1.0/pcs150mm-200mm 0.6-0.8/pcs50mm-100mm 0.15-0.4/pcs50mm以下0.1-0.2/pcsCPU散热器类:0.03-0.15/pcs2).自动剖沟(此为普通刀具之报价:若是特殊刀具则单价要高出1.1-1.3倍).1>.37.5*37.5*6mm以下6沟以内:0.12-0.25/pcs40*40*6mm以下6沟以上:0.15-0.30/pcs2>.37.5*37.5*6-25mm 6沟以内:0.15-0.30/pcs40*40*6-25mm 6沟以上:0.20-0.35/pcs3>.37.5*37.5*6-30mm 6沟以内:0.25-0.40/pcs40*40*6-30mm 6沟以上:0.30-0.45/pcs4>.37.5*37.5*6mm以上6沟以内:0.35-0.45/pcs40*40*30mm以上6沟以上:0.40-0.50/pcs3).手动剖沟(此为普通刀具之报价,若是特殊刀具则单价要高出1.1-1.3倍).1>.挤型宽在65mm以下A:高度在35mm以下: 1刀:0.15/pcs(若沟为放扣具则单价0.35-0.6/pcs)2刀:0.20-0.30/pcs3刀:0.30-0.45/pcs以上:0.40-0.60/pcsB:高度在35-60mm以内1刀:0.20/pcs(若沟为放扣具单价0.40-0.8/pcs)2刀:0.20-0.40/pcs3刀:0.40-0.60/pcs以上:0.50-0.80/pcsC:高度在60mm以上a. 槽宽大于齿宽1刀:0.3/pcs(若沟为放扣具则单价0.5-0.9/pcs)2刀:0.5/pcs3刀:0.6-0.8/pcs以上:0.7-1.20/pcsb. 槽宽小于齿宽1刀:0.35-0.50/pcs(若沟为放扣具则单价0.6-1.0/pcs)2刀:0.4-0.90/pcs3刀:0.8-1.00/pcs以上:1.00/pcs以上2>挤型宽在65mm以上A.高度在35以下1刀:0.18-0.20/ pcs (若沟为放扣具则单价0.4-0.6/pcs)2刀:0.25-0.35/ pcs3刀:0.35-0.50/ pcs以上:0.45-0.70/ pcsB.高度在35-60mm 1刀:0.30-0.40/pcs(若沟为放扣具则单价0.6-0.8/pcs)2刀:0.35-0.60/pcs3刀:0.45-0.70/pcs以上:0.60-0.90/pcsC.高度在60mm以上a.槽宽大于齿宽大1刀:0.30-0.50/pcs(若沟为放扣具则单价0.7-1.0/pcs)2刀:0.50-0.70/pcs3刀:0.65-0.90/pcs以上:0.80-1.20/pcsb.槽宽小于齿宽1刀:0.40-0.60/pcs(若沟为放扣具则单价0.8-1.2/pcs)2刀:0.45-0.90/pcs3刀:0.90-1.00/pcs以上:1.00/pcs以上D.高倍数H/S(此为普通刀具之报价,若是特殊刀具则单价要高出1.1-1.3倍) A.叶齿高度在20mm以下1刀:0.20-0.35/pcs(若沟为放扣具则单价0.5-0.8/pcs)2刀:0.30-0.50/pcs3刀:0.40-0.80/pcs以上:0.50-1.00/pcsB.叶齿高度在20-35mm以下1刀:0.30-0.45/pcs(若沟为放扣具则单价0.6-1.0/pcs)2刀:0.40-0.60/pcs3刀:0.50-1.00/pcs以上:0.60-1.20/pcsC.叶齿高度在35mm以上1刀:0.40-0.60/pcs(若沟为放扣具则单价0.8-1.2/pcs)2刀:0.50-0.80/pcs3刀:0.80-1.20/pcs以上:1.00-1.60/pcs4>特别之机种即复杂,难度又大的,则依行程,齿高,沟槽数,工时等才定单价.5>木工机A.铣平槽每刀0.15-0.50B.铣缺口,避位于每刀0.20-0.604)整形:视实际情况角度、厚薄及客户要求而言,一般如下:外观面板类:200以上0.6-1.0/pcs150mm-200mm 0.3-0.5/PCS150mm以下0.15-0.3/pcs大散热器类:200mm以上0.8-1.0/pcs150mm-200mm 0.5-0.8/pcs80mm-150mm 0.3-0.5/pcs80mm以下0.1-0.4/pcs5).冲压:以冲压次数来计算,依各所用之冲床吨位、产品起落不同而单价不同.大至如下: 散热器:25T-30T:0. 20-0. 25/次45T:0. 30/次80T:0. 4-0. 50/次面板类:25T-30T:0. 5-0. 6/次45T:0. 65/次80T:0.7-1.0/次连续模按0.03-0.05/PCS6).钻孔/攻牙:原则上以牙孔多少而定,但对于多轴攻牙则另当别论.一般H/S,直径为2-3mm:深度8mm以下:0.05-0.075/次,孔多(在5孔以上者),则可一次性以0.1-0.15/次.深度8mm至15mm:0.1-0.15,孔多(在5孔以上)则可一次性的以0.15-0.2/次.直径为4mm以上:深度8mm以下:0.075-0.1,孔多(在5孔以上)则可一次性的以0.15-0.25/次.深度8mm以上:0.12-0.2,孔多(在5孔以上),可一次性的以0.15-0.25/次.大H/S,直径为2-3mm:深度8mm以下:0.075-0.1/次,孔多(在5孔以上者)则可一次性的以0.1-0.15/次.深度8mm-15mm:0.12-0.2,孔多(在5孔以上者)可一次性的以0.15-0.25/次.直径为4mm以上:深度8mm以下:0.12-0.15,孔多(在5孔以上者),则可一次性的以0.25-0.35/次深度8mm以上:0.15-0.3,孔多(在5孔以上者)则可一次性的以0.3-0.4/次.多孔可一次性的钻,攻牙则视情况而定单位,基本与钻孔差不多.7).倒角:主要依倒角之大小、深度、产品重量大小及孔多少而定单价.面板直径为6mm以下:0.05-0.08/孔大散热器:C0.5左右:0.025-0.05/孔C1.0以上:0.075-0.1/孔不散热器:C0.5左右:0.013-0.03/孔C1.0以上:0.035-0.058).铣孔:视产品孔径大小与孔深而定;一般铣叶齿:(15mm以上):ø6:0.15-0.25/孔.9).铣平面:每平之英寸以:0.25-0.4计算,视面积大小而定.10).CNC加工:一般以每1.00RMB/min计算,另与架刀次数有关,视产品外观要求而粗、精铣则单价不同.A:粗铣按250mm-300mm每分钟的走刀量来估算,若需精铣则x2倍B:铣两端无论大小均依1.00RMB计算.C:正面需精修用细刀,非正面则用快刀加工.车床:0.5-0.8RMB/min 高光:0.7-1.1RMB/min镭雕:0.6-0.8RMB/min铜、铝锻造车床加工:此类产品委外加工时,报价标准为:锻造费+车加工费+包装(含表面处理费)+损耗+利润,外购成品另加材料费,如外购成品其加工废料较多时需扣除废料.锻造费:0.15-0.4RMB/次(依产品大小及难易度而定)11).去毛刺:与截面形状有关,0.05-1.0/次不等.12).研磨:据不同客户之不同产品形状、不同表面要求而定.一般每平方英寸以0.08-0.20RMB来计算,按线条之粗细而定.13).喷砂:依不同客户之要求砂粒粗细与亮度而定.一般每平方英寸以0.08-0.15RMB计算,若有叶齿则另计算,80#x1.1,100#以上x1.2.14).烤漆:白、黑色之烤漆每平方英寸以0.06-0.08RMB计算,黄色烤漆每平方英寸以0.07-0.1RMB计算,特别颜色每平方英寸以0.15RMB计算.对于如下产品则统计烤漆费用如下:1.115/652TB1502烤黄色漆而烤漆面积为:154IN²,即折合每IN²所用油漆为:(4.05+2.7)/154=0.044RMB若损耗为10%,则费用为:0.044*1.1=0.048RMB故对于烤黄色漆之成本中心估价为:0.048*1.2=0.06RMB/IN²2.040/1403-6380-0 烤漆黑色而烤漆面积为:101IN²,即折合每IN²所用油漆为:(2.7+1.35)/101=0.04RMB若损耗为10%,则费用为:0.04*1.2=0.055RMB/IN²15).脱脂:一般每公斤以2元计算,但对于面积较大之小H/S则需依面积大小来计算.对于盲孔脱脱据客户对质量之要求高底而计算.16).氧化:单价之高低与所氧化之颜色与产品重量与受氧化之面积均有关.面板类:一般因挤型形状不同而决定是否以面积计算.本色:每平方英寸0.15RMB 黑色:每平方英寸0. 25RMB特殊色:每平方英寸0.30-0. 35RMB散热器:一般以重量计算,但对于面积较大之H/S也用面积计算.本色:6.0RMB/KG 黑色:8.0RMB/KG特殊色:10.0RMB/KG17).铜钝化:钝化处理与吃药水之面积,上钩这难易程度及每次能做之数量均有关.依钝化之面积来计算,鳍片类:0.013-0.019RMB/ IN²,平板类:0.06-0.09 RMB/ IN².18).电镀产品:电镀与氧极及抗氧化处理雷同,均与吃药水之面积上挂钩之难度及每次能做之产品数量有直接之关系,铝镀镍前需进行锌置换处理,而铜及铁则不用,因此铝镀镍相对铜和铁镀镍要贵:A:镀镍(电解镍):铝产品表面镀电解镍,薄片:0.012-0.018 RMB/ IN²散热片:0.04-0.06 RMB/ IN²B:镀化学镍:铝:0.12RMB/dm²铜:是铝的1.05倍C:镀铬:铜产品表面镀锡,如PIN之黄铜镀锡:0.04-0.06 RMB/ IN²D:滚镀:12.0RMB/KGE:镀黑镍:产品表面积20-30 dm²0.45RMB30-50 dm²0.40RMB50 dm²以上的0.35RMB19).丝印:主要依丝印之工序、丝印面积大小与油墨颜色而定.大散热器与面板类:1.0-1.5RMB/次,其它小散热片较简单之丝印则可依实际情况酌情而定.20).铲FIN:0.05-0.08RMB/片21).穿FIN:0.05-0.08 RMB/片,油压机:0.10-0.20 RMB/片22).焊接:120RMB/H最少产量为40PCS/H来计算23).另外购鳍片其计算方式如下:材料费+加工费+包装运输+利润A:鳍片规格为:T0.4*69.2*73.9加上搭边值为77.2*81.9,共计44PCS,即毛重为306G,如需扣废料为:58.5G.材料费依现市场行情进行计算B:表面处理为:镀化学镍:(69.2*73.9)/25.4²*0.012*44=4.2RMBC:连续模冲:共计44片即为:44*0.025-0.03=1.1-1.32RMBD:包装运输及利润根据各供应商不同进行报价:例鑫茂包装运输为0.25RMB24).包装:○1.一般依客户对产品包装要求而定用何种包装,分内销包装和外销包装等.○2.对外销包装来说有“海运”和“空运”等.而内销包装则依客户要求而定.○3.“海运”包装一般采用胶袋(又称元线袋)、隔板、刀卡、线卡、K=K纸箱等.○4.而一般的“空运”包装,则采用汽泡袋、珍珠棉、隔板、线卡、K=K纸箱等,而依不同国家对环保之要求决定是否采用保利龙.○5.每箱之产品重量也有一定的要求:海运≦18KG,空运≦15KG.○6.包装之费用须根据每箱产品之数量、采用何种包装方式来定.○7.我厂常用之包装材料费用如下:牛皮纸:787X1092(MM): 140RMB/令(18KG),合计:张.小胶袋:13RMB/KG,合计:720个.汽泡袋:0.72RMB/M²珍珠棉:1CM:0.6RMB/M²6CM:3.6MB/M²保利龙:常用500X300X15:0.52RMB/块保利龙:1.6RMB/对PS盒: 300X300:不防静电:1.0RMB/个防静电:2.3RMB/个隔板、刀卡、线卡:单价以IN²来计算.K=K:2.45RMB/IN²B=B:1.63RMB/IN²B3B:1.02RMB/IN²K=A:2.2 RMB/IN²A=A:1.75 RMB/IN²A3A:1.48隔板计算工式:A:以CM为单为:(长+3)X(宽+3)X单价X1.55/10000B:以IN为单位: (长+1)X(宽+1)X单价/10000纸箱计算工式:A:以CM为单为:(长+宽+5)X(宽+高+3)X2X单价X1.55/1000B:以IN为单为: (长+宽+2)X(宽+高+1)X2X单价/1000。
不锈钢板材计算公式

不锈钢板材计算公式
1.不锈钢板材重量计算公式:
重量(kg)= 长度(mm)× 宽度(mm)× 厚度(mm)× 密度
(g/cm³)/ 1000
其中,密度是不锈钢的密度值,一般为7.93 g/cm³。
2.不锈钢板材面积计算公式:
3.不锈钢板材厚度计算公式:
厚度(mm)= 重量(kg)/(长度(mm)× 宽度(mm)× 密度
(g/cm³)/ 1000)
在实际计算中,还需要注意以下几个问题:
1.单位的换算:需要确保所有参数的单位一致,一般采用国际单位制(SI)进行计算。
2.数据的准确性:保证输入的参数准确无误,以确保计算结果的正确性。
3.精度的问题:在计算时,需要根据实际情况确定计算结果的精度,一般采用四舍五入或截断法,保留合适的小数位数。
以上所述是不锈钢板材计算的一些常见公式,可以根据具体需求进行调整和扩展。
在实际应用中,可能还会涉及到其他参数的计算,如材料成本、加工费用等,需要综合考虑各种因素进行合理的计算。
不锈钢加工报价公式

不锈钢加工报价公式一、引言不锈钢是一种具有耐腐蚀性能的材料,广泛应用于机械制造、建筑装饰、厨具制造等领域。
不锈钢加工的报价是客户选择合作伙伴时重要的参考依据。
本文将介绍不锈钢加工报价的公式及相关因素,帮助读者更好地了解不锈钢加工报价的计算方式。
二、不锈钢加工报价公式不锈钢加工报价公式一般包括以下几个因素:1. 材料成本:不锈钢材料的价格是计算报价的基础,通常以每公斤或每吨计算。
不同牌号、规格和厚度的不锈钢材料价格差异较大,因此在报价时需要根据实际使用的材料成本进行计算。
2. 加工工艺:不锈钢加工的工艺包括切割、折弯、焊接、打磨等,不同工艺的加工难度和时间成本也不同,需要根据实际加工工艺进行计算。
3. 加工费用:不锈钢加工过程中需要使用加工设备和工具,以及消耗一定的电力、燃气等资源,这些成本也需要计入报价中。
4. 人工成本:不锈钢加工需要操作工人进行操作和监控,工人的工资和福利待遇也是计算报价的重要因素。
5. 利润率:作为加工厂商,自然需要考虑到自己的利润。
利润率的确定需要综合考虑市场行情、竞争对手的价格以及自身的盈利要求。
不锈钢加工报价的公式可以表示为:报价 = 材料成本 + 加工工艺成本 + 加工费用 + 人工成本 + 利润。
三、影响不锈钢加工报价的因素除了上述公式中的因素外,还有一些其他因素也会对不锈钢加工报价产生影响:1. 加工数量:通常情况下,加工数量越多,单个产品的加工成本越低,因此加工数量是影响报价的重要因素之一。
2. 加工难度:不锈钢加工过程中,有些产品可能由于结构复杂或工艺要求较高而增加了加工难度,这也会影响报价。
3. 加工周期:客户对加工周期的要求不同,如果客户对加工周期有较高的要求,加工厂商可能需要加班或增加人力投入,这也会对报价产生影响。
4. 供应链管理:加工厂商如果能够有效管理供应链,与优质的原材料供应商、设备供应商建立良好的合作关系,可以降低成本,从而提供更有竞争力的报价。
不锈钢理算计重公式
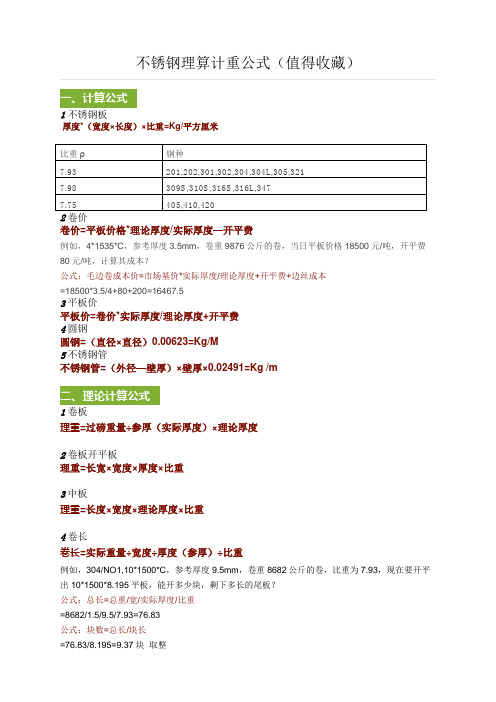
不锈钢理算计重公式(值得收藏)卷价=平板价格*理论厚度/实际厚度—开平费例如,4*1535*C,参考厚度3.5mm,卷重9876公斤的卷,当日平板价格18500元/吨,开平费80元/吨,计算其成本?公式:毛边卷成本价=市场基价*实际厚度/理论厚度+开平费+边丝成本=18500*3.5/4+80+200=16467.53平板价平板价=卷价*实际厚度/理论厚度+开平费4圆钢圆钢=(直径×直径)0.00623=Kg/M5不锈钢管不锈钢管=(外径—壁厚)×壁厚×0.02491=Kg /m二、理论计算公式1卷板理重=过磅重量÷参厚(实际厚度)×理论厚度2卷板开平板理重=长宽×宽度×厚度×比重3中板理重=长度×宽度×理论厚度×比重4卷长卷长=实际重量÷宽度÷厚度(参厚)÷比重例如,304/NO1,10*1500*C,参考厚度9.5mm,卷重8682公斤的卷,比重为7.93,现在要开平出10*1500*8.195平板,能开多少块,剩下多长的尾板?公式:总长=总重/宽/实际厚度/比重=8682/1.5/9.5/7.93=76.83公式:块数=总长/块长=76.83/8.195=9.37块取整剩下尾板:(9.37-9)*8.195*1500*10=10*1500*35切边卷的实际厚度切边卷=卷重÷宽度÷卷长÷比重例如,6*1500*C,参考厚度5.6,卷重8566公斤的卷,当日市场价格18700元/吨,开平费60元/吨,计算每吨成本价?公式:切边卷成本价=市场基价*实际厚度/标厚度+开平费=18700*5.6/6+60=17513.336毛边卷的实际厚度毛边卷=(卷重—边丝重)÷宽度÷卷长÷比重例如,304/NO1,10*1500*C,,卷重8682公斤的卷,比重为7.93,现在开平出,10*1500*8.195,三块;10*1500*6200,一块;10*1500*7.85,两块;10*1500*6000,五块;10*1500*2050尾板一块,现在计算实际厚度?公式:实际厚度=总重/宽/总长/比重=8682/1.5/78.54/7.93=9.297平板价格平板价格=(卷重*市场基价—边丝金额+开平费)/开平板总重来源:我的钢铁不锈钢网。
不锈钢板材计算公式

不锈钢板材计算方式
1.成本=实厚除以理厚*进来的价+运费+加工费
2.卷板价格切换成平板价格=卷价*实厚/理厚+开平费100
3.平板价格切换成卷板价格=板价*理厚/实厚- 开平费100
4.卷长=卷净重/7.93/卷宽/实际厚度
5.含税价的算法=货物的总重量/1.04 (1.04代表4个点,1.07就是7个点)
例:10000吨的货物/1.04=9615.3846吨*吨价=得出结果
例:1吨货=15800一吨/1.04=15192.3077的不含税价~
6.已知卷重和价求卷的总重量=卷重*价格
7.不锈钢板厚度Χ宽Χ长Χ7.93 如2.0Χ1.22Χ2.44Χ7.93=47.2kg/张
8.不锈钢平板每平方米重量(kg)计算公式:比重*厚度(mm)*宽度(mm)*长度(m)不锈元钢每米重量(kg)计算公式:直径(mm)*直径(mm)* (镍不锈:0.00623;铬不锈:0.00609)
9.不锈钢材毛边和切边差价的正确计算方法市场上针对不锈钢材毛边和切边差价通常以固定的价格来定,比方说,现在市场上通常认为201的毛切边差价为200元/吨,304的毛切边差价为300元/吨。
其实,这种方式是不具备科学性的,其实不锈钢材毛边和切边的正确计算方法应该是这样的。
不锈钢板重量计算公式不锈钢板(kg/㎡)=长(m)*宽(m)*厚(mm)*7.93。
不锈钢生产成本计算公式

不锈钢生产成本计算公式
摘要:
一、不锈钢的概述
二、不锈钢的计算公式
三、不锈钢的生产成本计算
四、总结
正文:
一、不锈钢的概述
不锈钢是一种具有较高耐腐蚀性的合金钢,主要由铁、铬、镍等元素组成。
由于其优异的耐腐蚀性能,不锈钢被广泛应用于各种工业领域,如建筑、化工、医疗等。
二、不锈钢的计算公式
不锈钢的计算公式主要包括以下两个方面:
1.不锈钢的比重:不锈钢的比重因材质不同而有所差异。
一般来说,铬不锈钢的比重约为7.75 吨/m3,铬镍不锈钢的比重约为7.93 吨/m3,铁的比重约为7.87 吨/m3。
2.不锈钢元棒、钢丝的理论计算公式:
- 直径为0.00609kg/m(适用于410、420、420j2、430、431):例如,50kg 的钢棒,其长度为50/0.00609/15.23kg/米。
- 直径为0.00623kg/m(适用于301、303、304、316、316l、321):例如,50kg 的钢棒,其长度为50/0.00623/15.575kg/米。
三、不锈钢的生产成本计算
不锈钢的生产成本主要包括直接材料、直接人工和制造费用。
1.直接材料:主要包括不锈钢原材料、辅助材料等。
2.直接人工:包括生产过程中直接参与生产的工人工资、福利等。
3.制造费用:包括生产过程中产生的各项费用,如折旧费、维修费、水电费等。
不锈钢的生产成本计算公式为:生产成本= 直接材料+ 直接人工+ 制造费用。
四、总结
不锈钢的生产成本计算涉及到多个方面,需要综合考虑各种因素。
不锈钢的计算公式

不锈钢的计算公式:计算公式:不锈钢管:(外径—壁厚)×壁厚×0.02491=Kg /m不锈钢板;(长×宽)×厚×比重==Kg/平方厘米圆钢:(直径×直径)0.00623=Kg /M卷价: 平板价格*理论厚度/实际厚度-开平费平板价: 卷价*实际厚度/理论厚度+开平费理论计算公式:卷板:过磅重量÷参厚(实际厚度)×理论厚度=理重卷板开平板:长宽×宽度×厚度×密度=理重中板:长度×宽度×理论厚度×密度=理重卷长:实际重量÷宽度÷厚度(参厚)÷密度=卷长卷的实际厚度:切边卷=卷重÷宽度÷卷长÷密度毛边卷=(卷重—边丝重)÷宽度÷卷长÷密度平板价格:平板价格=(卷重*市场基价—边丝金额+开平费)/开平板总重例题1:计算毛边卷的每吨成本如一,4*1535*C,参考厚度3.5mm,卷重9876公斤的卷,当日平板价格18500元/吨,开平费80元/吨,计算其成本?解:毛边卷成本价=市场基价*实际厚度/标厚度+开平费+边丝成本=18500*3.5/4+80+200=16467.5例题2:计算切边卷的每吨成本如一,6*1500*C,参考厚度5.6,卷重8566公斤的卷,当日市场价格18700元/吨,开平费60元/吨,计算每吨成本价?解:切边卷成本价=市场基价*实际厚度/标厚度+开平费=18700*5.6/6+60=17513.33例题2:计算实际厚度如一,304/NO1,10*1500*C,,卷重8682公斤的卷,比重为7.93,现在开评出,10*1500*8.195,三块;10*1500*6200,一块;10*1500*7.85,两块;10*1500*6000,五块;10*1500*2050尾板一块,现在计算实际厚度?解:实际厚度=总重/宽/总长/比重=8682/1.5/78.54/7.93=9.29例题1:材质304的5张板:规格和参厚如下问题1:每张版的理论重量和实际重量是多少(实际重量以实际厚度计算)?问题2:同一价格理论和实际重量价格差多少?例题2 不锈钢无缝管的公式是每米重量=0.02466*壁厚*(外径-壁厚)问题1:此公式是如何推导出的?问题2:32*2规格的管子,304和310S重量差多少?为什么?例题3304 32*2 的管子一支长度为6米理论重量多少?假设报价为26.5,总价是多少?不锈钢方管的计重方式:( 边长X4÷3.14-壁厚)X壁厚X0.02491=KG/M(每米重量)如40*40*3 (40*4/3.14-3)*3*0.02491=KG/M(每米重量)如40*20*3 (40*2+20*2/3.14-3)*3*0.02491=KG/M(每米重量)。
不锈钢计算公式

各种不锈钢产品的理论重量计算公式304不锈钢方管的理论重量计算公式(边宽Χ4÷3.14-厚度)Χ厚度Χ0.02491 (密度)密度值7.93 适用于201 202 301 302 304 304L 305 321密度值7.75适用于405 410 420密度值7.98适用于309S 310S 316S 316 316L 347不锈钢元棒,钢丝,理论计算公式★直径×直径×0.00609=kg/m(适用于410 420 420j2 430 431)例如:¢50 50×50×0.00609=15.23Kg/米★直径×直径×0.00623=kg/m(适用于301 303 304 316 316L 321)例如:¢50 50×50×0.00623=15.575Kg/米不锈钢型材,理论计算公式◆六角棒对边×对边×0.0069=Kg/米◆方棒边宽×边宽×0.00793=Kg/米不锈钢管,理论计算公式○(外径-壁厚)×壁厚×0.02491=Kg/米例如¢57×3.5 (57-3.5)×3.5×0.02491=4.66Kg/米无氧退火丝--计算方法每米重(kg)=0.00617×丝径×丝径板材重量计算方法板材:每米重量=7.85*厚度金属计算重量计算公式1. 铁线:直径mm*直径mm*0.00617*长度mm/1000=重量(kg)2. 铁板:厚度mm*宽度mm*长度mm*0.00785/1000=重量(kg)3. 圆管:(外径mm-厚度mm)*厚度mm*长度mm*0.02466/1000=重量(kg)4. 长方管:[(长边+短边)*2/3.1416-厚度]mm*厚度mm*长度mm*0.02466/1000=重量(kg)5. 正方管:(边长*4/3.1416-厚度)mm*厚度mm*长度mm*0.02466/1000=重量(kg)以上重量X材料单价为材料费.加上表面处理+每个工艺流程的工时费+包装材料+出货费+税金+利率= 报价(FOB钢材重量计算方法角钢:每米重量=0.00785*(边宽+边宽-边厚)*边厚圆钢:每米重量=0.00617*直径*直径(螺纹钢和圆钢相同)扁钢:每米重量=0.00785*厚度*边宽管材:每米重量=0.02466*壁厚*(外径-壁厚)板材:每米重量=7.85*厚度黄铜管:每米重量=0.02670*壁厚*(外径-壁厚)紫铜管:每米重量=0.02796*壁厚*(外径-壁厚)铝花纹板:每平方米重量=2.96*厚度有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.37有色金属板材的计算公式为:每平方米重量=比重*厚度一米宽两米长,厚1毫米的铝板重量是多少啊?怎样算的啊?首先算体积咯,把铝板看做一个柱体体积V=长*宽*高=1*2*0.001=0.002 立方米然后算质量质量m=体积V*密度=0.002*密度(看你用的具体是哪种铝,纯铝、还是铝合金?如果是纯铝(如果是这是一道中学物理题目,不然纯铝不适合)的话就是2700千克每立方米。
201不锈钢板重量计算方法

201不锈钢板重量计算方法
201 不锈钢板的重量计算方法有多种,一般使用以下几种:
1. 不锈钢板重量计算公式:重量 (kg)=厚度 (mm) 宽度 (mm)
长度 (mm)×7.93
此公式适用于 304、316 等常规不锈钢板,其中 7.93 是不锈钢的密度。
2. 不锈钢圆管重量计算公式:(外径 - 实际厚度)*实际厚度
*0.02491*长度
此公式适用于 304 不锈钢圆管,其中 0.02491 是不锈钢的密度。
3. 不锈钢方管重量计算公式:(周长/3.14-实际厚度)*实际厚度
*0.02491*长度
此公式适用于 304 不锈钢方管,其中 0.02491 是不锈钢的密度。
需要注意的是,以上公式只是一般计算方法,实际重量可能会因不锈钢板的厚度、宽度、尺寸等因素而有所不同。
此外,不同品牌、不同型号的不锈钢板在重量上也可能有所差异。
因此,在进行不锈钢
板重量计算时,最好结合实际情况进行计算。
不锈钢计算公式
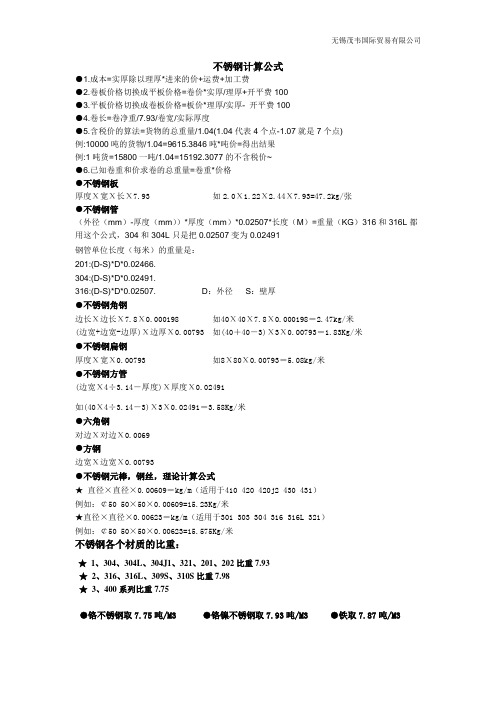
无锡茂韦国际贸易有限公司不锈钢计算公式●1.成本=实厚除以理厚*进来的价+运费+加工费●2.卷板价格切换成平板价格=卷价*实厚/理厚+开平费100●3.平板价格切换成卷板价格=板价*理厚/实厚- 开平费100●4.卷长=卷净重/7.93/卷宽/实际厚度●5.含税价的算法=货物的总重量/1.04(1.04代表4个点-1.07就是7个点)例:10000吨的货物/1.04=9615.3846吨*吨价=得出结果例:1吨货=15800一吨/1.04=15192.3077的不含税价~●6.已知卷重和价求卷的总重量=卷重*价格●不锈钢板厚度Χ宽Χ长Χ7.93 如2.0Χ1.22Χ2.44Χ7.93=47.2kg/张●不锈钢管(外径(mm)-厚度(mm))*厚度(mm)*0.02507*长度(M)=重量(KG)316和316L都用这个公式,304和304L只是把0.02507变为0.02491钢管单位长度(每米)的重量是:201:(D-S)*D*0.02466.304:(D-S)*D*0.02491.316:(D-S)*D*0.02507. D:外径S:壁厚●不锈钢角钢边长Χ边长Χ7.8Χ0.000198 如40Χ40Χ7.8Χ0.000198=2.47kg/米(边宽+边宽-边厚)Χ边厚Χ0.00793 如(40+40-3)Χ3Χ0.00793=1.83Kg/米●不锈钢扁钢厚度Χ宽Χ0.00793 如8Χ80Χ0.00793=5.08kg/米●不锈钢方管(边宽Χ4÷3.14-厚度)Χ厚度Χ0.02491如(40Χ4÷3.14-3)Χ3Χ0.02491=3.58Kg/米●六角钢对边Χ对边Χ0.0069●方钢边宽Χ边宽Χ0.00793●不锈钢元棒,钢丝,理论计算公式★直径×直径×0.00609=kg/m(适用于410 420 420j2 430 431)例如:¢50 50×50×0.00609=15.23Kg/米★直径×直径×0.00623=kg/m(适用于301 303 304 316 316L 321)例如:¢50 50×50×0.00623=15.575Kg/米不锈钢各个材质的比重:★1、304、304L、304J1、321、201、202比重7.93★2、316、316L、309S、310S比重7.98★3、400系列比重7.75●铬不锈钢取7.75吨/M3 ●铬镍不锈钢取7.93吨/M3 ●铁取7.87吨/M3。
不锈钢制品成本价测算内容和过程

不锈钢制品成本价测算内容和过程
成本价测算的过程可以分为以下几个步骤:
1.材料成本计算:首先,需要统计产品所使用的不锈钢材料的型号、重量,然后根据市场价格计算出材料成本。
2.劳动力成本计算:根据产品的生产工艺、生产数量和工作岗位,统计所需的人工工时,并根据员工的工资水平计算出劳动力成本。
3.设备成本计算:如果产品的制造过程需要使用专门的设备,需要统计设备的购置成本、使用寿命和折旧情况。
将购置成本按设备的预计使用寿命进行摊销,计算出每个产品所需的设备成本。
4.能源成本计算:对于一些消耗大量电力或燃料的生产过程,需要统计能源的使用量和成本,将其分摊到每个产品上。
5.间接生产费用计算:除了直接生产成本外,还需要考虑企业的间接生产费用,如厂房租金、管理人员工资、运输费用等。
将这些费用按产品的生产数量进行摊销,计算出每个产品的间接生产费用。
6.财务费用计算:最后,需要将财务费用(如利息、税费等)考虑进成本价中。
将财务费用按照企业的财务政策和税务法规进行计算,最终得出每个产品的财务费用。
通过以上步骤,可以得出每个产品的总成本。
为了获得合理的利润,企业还需要根据市场需求、竞争情况、销售预期等因素,将总成本加上合适的利润率,从而得出产品的最终售价。
在成本价测算过程中,随着市场条件和企业内部环境的变化,各项成本也会发生变化。
因此,企业需要定期对成本价进行调整和优化,以实现
成本的控制和利润的最大化。
此外,还需要注意生产过程中的效率和质量控制,以确保成本价的准确性和可靠性。
钢制管件单价计算方法
钢制管件单价计算方法嘿,朋友们!咱今儿来聊聊钢制管件单价计算方法。
你可别小瞧了这玩意儿,它就像是一个隐藏在建筑世界里的小秘密呢!咱先说说这钢制管件都有啥。
像弯头啊、三通啊、四通啊等等,这些可都是建筑工程里常用的宝贝。
那它们的单价咋算呢?其实啊,就跟咱平时买东西算价格差不多。
首先呢,得考虑材料成本。
这钢材可不便宜啊,不同的钢材质量和价格那也是有差别的哟!就好比说,好的钢材就像是一个身强力壮的大力士,能扛起更重的担子,那价格自然也会高一些啦。
然后呢,还有加工成本。
你想想,要把一块钢材变成一个精致的管件,那可得经过好多道工序呢,什么切割啊、焊接啊、打磨啊等等。
这每一道工序都得有人工和时间成本在里面呢。
再说说工艺难度。
有些管件的形状特别复杂,就好像是在挑战工艺大师的极限,那制作起来可就费劲多了,单价自然也得往上窜一窜啦。
还有市场因素呢!要是市场上对钢制管件的需求特别大,那价格说不定也会跟着水涨船高;反过来,要是供大于求,那价格可能就会亲民一些。
咱举个例子哈,假如有个弯头,它用的是特别好的钢材,加工起来也特别麻烦,工艺要求特别高,这时候市场上又特别需要它,那你说它的单价能低吗?肯定不能啊!那要是一个普通的管件,材料一般,工艺也简单,市场上也不缺货,那它的单价肯定就相对低一些咯。
你说这计算钢制管件单价是不是挺有意思的?就像是在解一道谜题,要把各种因素都考虑进去,才能得出一个合理的价格呢。
咱可不能马马虎虎地对待,不然到时候吃亏的可就是自己啦!所以啊,大家在购买钢制管件的时候,一定要多长个心眼儿,好好算算单价,看看是不是物有所值。
别被那些黑心商家给坑了哟!总之呢,钢制管件单价计算方法虽然不复杂,但也得用心去琢磨。
这就像是生活中的很多事情,看起来简单,可真要做好,还得下一番功夫呢!希望大家都能买到物美价廉的钢制管件,让自己的工程顺顺利利的!。
不锈钢成本计算公式

不锈钢成本计算公式
不锈钢成本计算公式可以分为以下几个方面:
1. 原材料成本:不锈钢的主要原材料是铁、铬和镍,计算原材料成本需要考虑这些原材料的采购成本、加工成本以及其他相关成本。
2. 加工成本:加工成本包括不锈钢生产过程中的人工费用、机械设备的使用成本以及其他与加工相关的费用。
3. 能源成本:不锈钢生产过程中需要消耗能源,如电力、燃气等,计算能源成本需要考虑能源价格以及能耗。
4. 运输成本:不锈钢需要运输到销售地点,计算运输成本需要考虑运输距离、物流费用等因素。
5. 管理费用:不锈钢生产过程需要管理和监督,计算管理费用需要考虑人工费用、行政费用等。
综上所述,不锈钢成本计算公式可以表示为:成本 = 原材料成本 + 加工成本 + 能源成本 + 运输成本 + 管理费用。
具体的计算公式需要根据企业的实际情况和成本结构进行具体确定。
不锈钢制品成本价测算内容和过程
不锈钢制品成本价测算内容和过程一、成本价测算的内容1.直接材料成本:不锈钢制品的直接材料是指直接用于产品加工的原材料,如不锈钢板、棒、管等。
测算直接材料成本需要确定产品的材料用量,并参考原材料市场价格,计算出材料的成本。
2.直接人工成本:不锈钢制品的直接人工是指直接参与产品制造的劳动力成本。
测算直接人工成本需要确定产品的生产工时,并根据工资标准计算出直接人工成本。
3.制造费用:制造费用是指不锈钢制品在生产制造过程中发生的间接费用,如工厂租金、设备折旧、能耗费用等。
测算制造费用需要对这些间接费用进行合理分配和计算。
4.管理费用:管理费用是指企业在生产经营活动中发生的管理费用,如员工薪酬、办公费用、市场营销费用等。
测算管理费用需要对这些管理费用进行合理分配和计算。
5.销售费用:销售费用是指企业在销售产品过程中发生的费用,如销售人员薪酬、广告宣传费用等。
测算销售费用需要对这些销售费用进行合理分配和计算。
二、成本价测算的过程1.收集资料:首先要收集和整理不锈钢制品生产过程中的各项数据,包括直接材料用量、直接人工工时、制造费用、管理费用、销售费用等。
2.分析数据:对收集到的数据进行分析,确定各项成本的具体数值和比例关系。
这一步需要对数据进行核实和审核,确保数据的准确和有效。
3.计算成本:根据分析结果,对不锈钢制品的直接材料成本、直接人工成本、制造费用、管理费用、销售费用进行计算。
这一步需要使用相关的成本计算方法和工具。
4.检查核对:对计算出的成本进行检查和核对,确保计算结果的准确性和合理性。
同时,还需要对成本计算的过程进行审查和评估,发现问题并及时进行调整和改进。
5.形成报告:根据成本计算结果,形成不锈钢制品的成本价报告。
报告要包括成本的具体数值和分析结果,同时还可以结合其他财务指标,对成本的影响和趋势进行分析和预测。
6.管理控制:根据成本价报告,进行成本管理和控制。
通过对成本的分析和监控,及时发现问题,采取相应措施,确保成本的合理和可控。
不锈钢板材价格计算公式

不锈钢板材价格计算公式
不锈钢管:(外径—壁厚)×壁厚×0.02491=Kg/m
不锈钢板;厚度*(宽度×长度)×比重==Kg/平方厘米
圆钢:(直径×直径)0.00623=Kg/M
卷价:平板价格*理论厚度/实际厚度-开平费
平板价:卷价*实际厚度/理论厚度+开平费
卷板:过磅重量÷参厚(实际厚度)×理论厚度=理重
卷板开平板:长宽×宽度×厚度×密度=理重
中板:长度×宽度×理论厚度×密度=理重
卷长:实际重量÷宽度÷厚度(参厚)÷密度=卷长
卷的实际厚度:切边卷=卷重÷宽度÷卷长÷密度
毛边卷=(卷重—边丝重)÷宽度÷卷长÷密度
平板价格:平板价格=(卷重*市场基价—边丝金额+开平费)/开平板总重。
各类不锈钢计算公式

各类不锈钢计算公式1不锈钢板厚度Χ宽Χ长Χ7.93如2.0Χ1.22Χ2.44Χ7.93=47.2kg/张2不锈钢管(外径-壁厚)Χ壁厚Χ0.02491如(57-3.5)Χ3.5Χ0.02491=4.66kg/米3不锈钢圆钢直径Χ直径Χ0.00623如18Χ18Χ0.00623=2.02kg/米4不锈钢角钢边长Χ边长Χ7.8Χ0.000198如40Χ40Χ7.8Χ0.000198=2.47kg/米(边宽+边宽-边厚)Χ边厚Χ0.00793如(40+40-3)Χ3Χ0.00793=1.83Kg/米5不锈钢扁钢厚度Χ宽Χ0.00793如8Χ80Χ0.00793=5.08kg/米6不锈钢方管(边宽Χ4÷3.14-厚度)Χ厚度Χ0.02491如(40Χ4÷3.14-3)Χ3Χ0.02491=3.58Kg/米7六角钢对边Χ对边Χ0.006868方钢边宽Χ边宽Χ0.00793圆管规格:Φ12- 830mm×1 - 60mm(外径×壁厚)方管规格:Φ2-250mm×2-20mm (边长×壁厚)材质: 1Cr17Ni7(301)、0Cr18Ni9(304)、00Cr19Ni10(304L)、0Cr25Ni20(310S)、0Cr17Ni12Mo2(316)、00Cr17Ni14Mo2(316L)、0Cr18Ni12Mo2Ti (316Ti)、1Cr18Ni9Ti、0Cr18Ni10Ti(321)00Cr19Ni13Mo3(317L)等。
9钢品理论重量重量(kg)=厚度(mm)×宽度(mm)×长度(mm)×密度值密度钢种7.93 201,202,301,302,304,304L,305,3217.75 405,410,4207.98 309S,310S,316S,316L,34710不锈钢元棒,钢丝,理论计算公式直径×直径×0.00609=kg/m(适用于410 420 420j2 430 431)例如:¢50 50×50×0.00609=15.23Kg/米直径×直径×0.00623=kg/m(适用于301 303 304 316 316L 321)例如:¢50 50×50×0.00623=15.575Kg/米11不锈钢型材,理论计算公式六角棒对边×对边×0.00686=Kg/米方棒边宽×边宽×0.00793=Kg/米12不锈钢管,理论计算公式○(外径-壁厚)×壁厚×0.02491=Kg/米例如¢57×3.5 (57-3.5)×3.5×0.02491=4.66Kg/米13不锈钢管重量计算公式管子(外径–壁厚)X壁厚X0.02491=每米重量圆钢外径X外径X0.00623=每米重量方管的计算公式是:0.0246615*(边长*4÷3.14-厚度)*厚度矩形管公式: 0.0246615*{(长+宽)*2÷3.14- 厚度}* 厚度(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
201不锈钢板毛边和切边价格的正确计算方法
针对201不锈钢板毛边和切边差价通常以固定的价格来定。
不锈钢市场上通常认为201的毛切边差价为200元/吨,304的毛切边差价为300元/吨。
其实,这种方式是不具备科学性的,浩兴钢业带来毛切边价格计算的科学正确的公式,以便大家在实际运用中可以随时计算出准确的结果。
201不锈钢板毛边和切边的差价计算公式为:
△=(S 0-S 1)×L-M L
所涉符号说明:
△:201不锈钢板毛边和切边的差价
S 0:201不锈钢板的实际成交价
S 1:同期201不锈钢板废料的价格
L :201不锈钢板毛边的长度
M :201不锈钢板切边的长度。