UCM轧机的横刚度特性
浅析UCM系列和CVC系列冷轧机特点
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
从CQ考核产品中的最薄,最厚和中间相近规格产品来 看,虽然两者的厚度尺寸公差和平直度相近,但UCM轧机 方案还是更优一些;而且其多数产品压下率更大些,这与 其工作辊径小有一定关系,也符合冷轧原料增厚的发展趋 势要求。其他品种也有类似特点。当然,这有待于进一步 的生产实践检验。据某些曾采用两种机型生产冷轧产品的 用户介绍,虽然在酸轧线检测的尺寸和板形指标相近,但 在下游的后续生产线来说,UCM轧机产品的板形更有优势。
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
2.3 产品质量保证值指标的分析比较 虽然产品质量是受多种因素影响的,对于同样的产品大纲 和产品档次要求,以及相当的自动控制水平而言,产品质 量指标很大程度上受轧机的结构功能特点的影响。我们通 过对首钢京唐公司一冷轧厂UCM轧机和CVC轧机方案的产品 质量考核保证指标值分析,可以得到如下一些结论: 对于头尾超差长度两者的保证值是一致的,从厚度公差 和平直度指标来看,UCM轧机方案要好于CVC轧机方案。
2.1 UCM系列轧机和CVC系列轧机简述
2.2 UCM系列轧机和CVC系列轧机主要不同性能特点的比较分析
2.3 产品质量保证值指标的分析比较 3、结语
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
1、前言
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
《2024年UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真》范文
《UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真》篇一一、引言随着现代工业的快速发展,冷连轧机在钢铁生产中扮演着至关重要的角色。
尤其对于薄带钢的轧制,其板形控制直接关系到产品的质量和性能。
UCM冷连轧机作为现代轧机技术的代表,其轧制板形控制的研究和优化显得尤为重要。
本文将针对UCM冷连轧机薄带钢轧制板形控制的研究进行深入探讨,并运用有限元仿真技术进行模拟分析。
二、UCM冷连轧机薄带钢轧制板形控制的重要性板形控制是冷连轧机轧制过程中的关键技术之一。
对于薄带钢而言,其板形的优劣直接影响到产品的机械性能、使用性能以及外观质量。
因此,UCM冷连轧机在轧制过程中必须进行有效的板形控制,以保证产品的质量和性能。
三、UCM冷连轧机薄带钢轧制板形控制的研究1. 轧制力与板形控制轧制力是影响板形控制的重要因素。
通过对轧制力的合理调整,可以有效地控制带钢的变形程度和分布,从而实现对板形的控制。
研究发现在一定范围内增加轧制力可以提高带钢的平整度,但过大的轧制力可能导致带钢产生内应力,影响产品质量。
2. 轧辊温度与板形控制轧辊温度对板形也有着重要影响。
在轧制过程中,通过合理控制轧辊温度,可以降低带钢的变形抗力,提高其塑性变形能力,从而有助于改善板形。
此外,轧辊温度的均匀性对带钢的厚度和表面质量也有着重要影响。
四、有限元仿真分析为了更好地研究UCM冷连轧机薄带钢轧制过程中的板形控制,本文采用了有限元仿真技术进行模拟分析。
通过建立轧制过程的有限元模型,可以更直观地了解轧制过程中带钢的变形情况、应力分布以及温度变化等情况,从而为实际生产提供指导。
五、仿真结果及分析1. 变形分析通过有限元仿真,我们可以清晰地看到带钢在轧制过程中的变形情况。
在合理的轧制力作用下,带钢的变形程度适中,分布均匀,有利于获得良好的板形。
而过大的轧制力则可能导致带钢产生局部过大的变形,影响产品质量。
2. 应力分布分析仿真结果还显示,在合理的轧制条件下,带钢的应力分布较为均匀。
UCM、CVC、VCMS六辊冷轧机机型研究

UCM、CVC、VCMS六辊冷轧机机型研究[我的钢铁] 2010-01-25 08:12:29随着我国钢铁工业的迅速发展,板带材产品的比例在不断扩大,国内新建的许多先进的冷热带钢生产线,尤其是近年来所新建的大型宽带钢冷连轧机。
用户近年来所引进六辊冷轧设备绝大多数都是引进日本三菱一日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
国内非引进的国产大型六辊冷连轧机目前选用的都是中国一重自主研发、设计制造的VCMS系列冷轧机。
UCM一一日本三菱一日立公司冷轧技术代表用户及机型,有宝钢1550毫米冷连轧机、武钢2140毫米冷连轧机、宝钢1730毫米酸洗冷连轧机。
VCMS一一中国一重冷轧技术代表用户及机型,有鞍钢1780毫米、2130毫米、1500毫米冷连轧机,梅钢1420毫米冷连轧机、武钢1550毫米酸洗冷连轧机目前正在调试和制造中。
一重的VCMS机型是UCM系列的改进。
1UCM、CVC轧机UCM轧机是日本三菱一日立公司开发的一种六辊冷轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,它相比HCM轧机增加了中间辊弯曲,其中间辊不仅轴向移动还设有正弯辊,工作辊设有正负弯辊,它的进一步演变是增加工作辊轴向移动。
CVC系列六辊冷轧机是德国西马克公司开发的,其中间辊辊面有一定曲线形状(支承辊有的有,有的没有),因其辊面曲线方程由低次方(3次)发展到高次方(5次),并与相关配套的控制软件包结合,发展成了CVCplus(+)轧机,其控制板形的能力得到进一步加强。
UCM轧机与六辊CVC轧机不同在于UCM轧机的中间辊为平辊,通过适当改变中间辊和工作辊的接触长度,可改变作用于中间辊和工作辊压力分布规律,消除由于轧制力引起对带钢横向厚度差的影响。
轧辊在轧制过程中产生的弹性弯曲通过调整中间辊和工作辊的弯曲力得以补偿。
六辊CVC轧机中间辊带有高次方曲线的辊型,通过中间辊的轴向移动改善工作辊的辊缝形状来补偿轧辊弹性变形,再辅以弯曲力从而控制轧制精度。
轧机刚度的初步探究
1.摘要 (2)2现场的实际问题的引出 (3)3轧机刚度(纵向)的基本概念 (4)3.1刚度的定义 (4)3.2轧机刚度的组成 (4)4轧机刚度的计算 (6)3.32计算轧机刚度的另一种方法的简单介绍 (9)5轧机刚度的检测及评定 (9)5.1轧机刚度的检测方法 (9)5.2轧机刚度的评定 (11)6改善轧机刚度特性的措施 (12)6.1影响轧机刚度的因素。
(12)6. 2改善轧机刚度特性的方法 (13)6. 3下面针对现场常用的改善轧机刚度的方法 (14)7轧机刚度差与两侧眼缝差的的关系 (17)8轧机当量刚度与厚度控制 (18)8.1造成带纵向刚度差异的原因 (18)9.3轧机当量刚度 (20)9轧机有载,空缝的刚度与板形控制 (22)10.2轧轮有载短缝形状与板形控制 (23)11.板形控制的新技术 (24)10.结语 (26)11.致谢 (26)参考文献 (26)关于轧机刚度的初步研究1.摘要轧机刚度是反映轧机结构性能的重要参数,相关的轧机刚度的指标如,轧机自然刚度,轧机当量刚度,有载限缝的刚度等,这些相关的轧机刚度指标的对热轧板带厚度控制,楔形控制,轧制稳定性等有重要影响。
此外轧机刚度为编制新的合理的轧制规程提供必要的设备性能数据, 并且为实现带钢原度的自动调节及计算机控制提供数据依据⑴。
因此确定轧机刚度,改善轧机刚度特性有重要的实际意义。
本文依据在首钢迁钢1580生产线精轧作业区实习期间学习的内容对轧机刚度进行初步研究。
通过分析现场经常出现的楔形,局部突起等一系列板形不良的问题,通过查阅资料和现场实际探究,排出了其他影响因素,确定了轧机刚度特性为主要原因。
继而对轧机刚度进行初步研究,从轧机刚度的定义,检测,影响因素等进行阐述,结合现场进一步提出了改善轧机刚度特性的途径和方法。
在以上基础上,分析探讨了轧机的当量刚度与厚度自动控制,轧机有载辐缝刚度与板形控制的关系。
关键词:轧机刚度,轧机当量刚度,有载根缝刚度,厚度控制,板形控制2现场的实际问题的引出首钢迁钢1580热轧生产线产品主要以热轧薄板,硅钢,冷轧料为主。
UCM和CVC系列六辊冷轧机特点初步分析

UCM和CVC系列六辊冷轧机特点初步分析随着我国钢铁业的迅速发展,板带材产品的比例不断扩大,新建了一大批先进的冷热轧带钢生产线。
这些大型的板带材轧机设备,尤其是近年来新建的大型宽带钢冷连轧机设备大多都是引进日本三菱-日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
首钢京唐钢铁联合有限责任公司第一冷轧厂的冷轧机设备也是引进三菱—日立公司的UCM轧机。
表1为我国近年新建的或在建的主要冷轧宽带钢轧机情况。
从表中可以看到,采用UCM系列轧机的有5家,采用CVC 系列轧机的有6家,可见两种冷轧机型在我国市场份额相近。
除鞍钢冷轧在自主集成方面有所进展外,国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。
国内在冷轧机设备设计方面与国外存在较大的差距的原因在于,除了国外冶金设备公司有其独到的先进技术和丰富的设计经验外,还与国内在引进设备的同时,对消化提升和对核心技术的研发力度重视不够有关。
就酸轧联合机组的整体设备构成与布置而言,两家公司的差别不大,但就轧机单体设备而言,则各有其特点。
本文将结合首钢有关冷轧项目的设计与建设中的实践,对UCM系列和CVC系列冷轧机部分特点进行探讨,以期对今后的冷轧机选型和设计提供借鉴。
表1 国内近年新建及改造的主要连轧机组一览表——————————————————————————————————————————————————————序号机组所建设产品规格轧机机架构成及机型与工作辊尺寸(mm)备注在地时间板宽mm 板厚mm 速度m/min №1 №2 №3 №4 №5 辊身与带宽差——————————————————————————————————————————————————————1 宝钢1420mm 1997 730~1230 0.18~0.55 1600 CVC4CVC6 1350-1230=120WR:Φ445/500×1510;WR:Φ380/420×1350;——————————————————————————————————————————————————————2 宝钢1550mm 2000 700~1430 0.30~1.6 1200 UCMW 1580-1430=150WR:Φ435×1580;——————————————————————————————————————————————————————3 鞍钢一冷轧厂 1989 750~1600 0.30~3.0 1350 UCM4H 1676-1600=76WR:Φ430/490×1700 WR:Φ520/600×1676;——————————————————————————————————————————————————————4 鞍钢二冷轧厂 2002 800~1630 0.3~3.0 1350 4HHCM 1780-1630=150WR:Φ430/490×1780;WR:Φ520/600×1780;4HWR:Φ430/490×1780;——————————————————————————————————————————————————————5 攀钢冷轧厂 1996 720~1110 0.25~2.5 1200 HCMHCM 无 1220-1110=110WR:Φ460×1220 WR:Φ430×1220;——————————————————————————————————————————————————————6 本钢冷轧厂 1996 700~1500 0.3~3.0 1000 4H 无1676-1500=176WR:Φ560×1676;——————————————————————————————————————————————————————7 武钢冷轧厂 1978 700~1600 0.3~3.0 1540 4H4H 1900-1550=350WR:Φ540/510×1900;WR:Φ610/450×1700 1700-1550=1504HWR:Φ540/510×1900;——————————————————————————————————————————————————————8 上海益昌冷轧厂1991 550~1050 0.17~1.0 1200 4H 1219.2-1050=169.2WR:Φ500/550×1280;——————————————————————————————————————————————————————9 宝钢一冷轧厂 1985 900~1850 0.30~3.5 1800 CVC4CVC4 2230-1850=380WR:Φ615/550×2030;WR:Φ615/550×2230;2030-1850=180 ——————————————————————————————————————————————————————10 宝钢四冷轧厂 2005 800~1730 0.30~2.0 1650 UCM 1850-1730=120WR:Φ445×1850;——————————————————————————————————————————————————————11 武钢二冷轧厂 2005 900~2080 0.30~2.5 1400 CVC6(plus)2180-2080=100WR:Φ480/560×2180;——————————————————————————————————————————————————————12 鞍钢股份 2006 1000~1950 0.30~2.0 1500 6辊 6辊 2130-1950=180三冷轧厂 WR:Φ485/545×2130;WR:Φ545/605×21306辊WR:Φ485/545×2130 ——————————————————————————————————————————————————————13 首钢薄板 2007 800~1870 0.20~2.5 1400 CVC6(plus)1970-1870=100生产线 WR:Φ480/560×1970;——————————————————————————————————————————————————————14 本钢浦项冷轧 2005 800~1870 0.20~2.5 1650 UCM 1970-1870=100薄板有限公司 WR:Φ475/425×1970;——————————————————————————————————————————————————————15 马钢股份 2004 900~1575 0.30~2.5 1250 HC 无1720-1575=145冷轧板厂 WR:Φ425×1720;——————————————————————————————————————————————————————16 邯钢冷轧厂 2004 900~1665 0.25~2.0 1250 CVC6 1765-1665=100WR:Φ470/420×1765;——————————————————————————————————————————————————————17 包钢冷轧 2005 900~1540 0.25~3.0 1250 CVC6 1765-1540=225薄板厂 WR:Φ470/420×1765;——————————————————————————————————————————————————————18 涟钢冷轧板厂 2006 850~1600 0.25~3.0 250 UCM 1720-1600=120WR:Φ385/425×1720;——————————————————————————————————————————————————————1. UCM和CVC系列轧机简介UCM轧机是由日本三菱—日立公司开发的一种六辊轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,相比于HCM轧机增加了中间辊弯曲,其中间辊不仅能轴向移动还设有正弯辊(见图1)。
轧机刚度
《材料工程设备》 讲授人:张正富
四辊轧机弯辊受力图 a-正弯工作辊;b-负弯工作辊;c-正
(3)弯曲支持辊 支持辊外伸辊头上装有液压缸,使上下支持辊间作用有弯辊力F. 弯辊力作用方向与轧制力同向,对支持辊的弯曲与轧制力引起的弯曲方向相反, 也称正弯支持辊.
负弯工作辊效果较好,所需弯辊力也小,设备结构也简单.
曲线斜率就是轧机的纵向刚性系数,即,辊 缝产生单位变化时,轧制力的增量,即:
P K f
式中,ΔP为轧制压力的变化量(kN); Δf 为弹跳值的改变量(mm); K为轧机刚度 系数(kN/mm).
轧机弹性、塑性曲线(P-h)图
《材料工程设备》 讲授人:张正富
若轧机弹性变形曲线为一直线,则,轧出轧件厚度可用下式表示:
提高板带材的平直度和缩小横向厚差的途径:
① 轧辊预先加工成凸形;
② 控制轧辊的热凸度:用调节辊温分布的方法来调整辊形; ③ 机械弯辊: 抵消轧辊轧制时的弯曲变形; ④ 新型轧机,改善轧件平直度.
板带材轧机中,广
泛采用各种板形控 制轧机,配合液压弯
辊,对轧辊凸度进行
有效控制.
《材料工程设备》 讲授人:张正富
四辊轧机弯辊受力图 a-正弯工作辊;b-负弯工作辊;c-正弯支持辊
《材料工程设备》 讲授人:张正富
(2)负弯工作辊 工作辊轴承座和支承辊轴承座间装上液压缸,使其间作用有弯辊力F. 对工作辊来说,弯辊力作用方向与轧制力反向,它对工作辊的弯曲与轧制力引起 的弯曲方向相同. 它使轧制时工作辊挠度增加—增加工作辊挠度的方法.
短应力线轧机
《材料工程设备》 讲授人:张正富
(2)预应力轧机
若在轧制前对轧机施以预应力,轧机在轧制时的变形量可大大减小,从
五机架UCMW冷连轧轧机简介
2021/8/17
27
3.07.6 轧辊弯辊和平衡系统
正弯
负弯
平衡
工作辊弯辊力
最大0.40 MN(每个轴 承座)
最大0.20 MN(每个轴承座)
x
中间辊弯辊力
最大0.48 MN(每个轴承 座)
x
x
支撑辊平衡力
x
x
最大0.74 MN(每个轧辊)
工作辊正弯缸: Φ90/70 mm ,16个(每架轧机 ) 工作辊负弯缸: Φ90/70 mm ,8个(每架轧机 ) 中间辊弯辊缸: Φ100/75 mm ,16个(每架轧机 ) 支撑辊平衡缸: Φ80/60 mm ,8个(每架轧机 )
压力测量: No.1 mill, Load cells No.2 --- No.5 mills, Pressure cells
压上缸: 最大压力19.6MN / 2cylinders 型号:Ф900/750 x250 mm
2021/8/17
23
3.07.4 轧辊
名称 直径
辊身长度
轧辊总长 轧辊重量
工作辊 φ385-425 mm
1450 mm(包括155 mm的倒角) 4350 mm 3065 kg(单支)
中间辊 φ440-490mm
1450mm(包括50mm的倒角) 3910mm 4116kg(单支)
支撑辊 φ1150-1300mm 1420mm(包括倒角)
2021/8/17
20
3.07.3 轴承座 3.07.3.1 工作辊轴承座
辊颈轴承: 型号: φ245 mm/φ345 mm × 310 mm ,四列圆锥滚子 轴承; 厂家: KOYO, NSK, NTN 或同类轴承 单个轴承座重量:1003 kg/pc. 轧辊和轴承座装配后的总重: 5070 kg
UCM冷轧机的自动板形控制系统

2 板 形 的预 没定
在 带钢进 入轧机 辊缝前 或者 带钢 头部进 入 辊缝直 至建 立 稳定 轧 制 的 一段 时 间 内 , 此 时 板形 的闭环 反馈 控 制 还 没有 投 入 , 了保 为 证 带钢 的板形 , 要 给 出各 板 形 控制 执 行 机 需 构 的调节 量 。当反 馈 控 制投 入 后 , 时 的设 此
H C轧 机演变 发展 而 来 的一 种 采用 了 中问 辊 弯辊 的六辊 轧机 , 由于 采 用. 直 径 的工 作 了小 辊 , 小了轧 制 力 , 得 轧 制过 程更 为稳 定 , 减 使 同时 U M轧 机具有 轧辊倾 斜 、 辊 正负 弯 C 工作
辊、 中间辊正 弯 辊 以及 中问辊 横 移 等 板形 控 制机构 , 并采 用 了乳 化液分 段冷却 技术 , 使得 U M轧 机具有 了更强 的板 形控 制 能 力 , 以 C 可 轧制 出更宽 或者 更 窄 的带 钢 , 可 以轧制 出 也
U M冷轧机的 自动板形控制 系统 C
冷轧板 厂
摘
赵 检 罗
要
本文对涟钢引进 的四机架 U M 冷连 轧机 自动板 形控制 系统进行 了深入的研 究 , C 将板 形预 设定 、 制力前馈控 制和 板形 的 闭环 反馈 控制 原理 , 现场 的 实际应 用效 果进 行 分析 表 明, 轧 对 U M冷轧机具有很强的板形 控制能 力。 C
图 1 示。 所
量. 需要对 板 形 误差 进 行 分解 处理 。计 算 板
形误 差 :
△) =Y 一 Yf () 7
式 中 : 对 应 每 一 测 量 区域 上 的 板 Ay一
形误 差 ;
一
板形 辊受 到带钢 的压 力 :
《2024年UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真》范文

《UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真》篇一一、引言在当今钢铁生产行业中,UCM冷连轧机薄带钢轧制是一种关键的工艺过程。
这种轧制过程中,板形控制是决定产品质量的关键因素之一。
因此,对UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真显得尤为重要。
本文旨在探讨UCM冷连轧机在薄带钢轧制过程中的板形控制技术,并利用有限元仿真技术对其实施研究和分析。
二、UCM冷连轧机薄带钢轧制技术UCM冷连轧机是现代钢铁生产中的重要设备,它能够以连续的方式生产出薄带钢产品。
在这一过程中,轧制工艺对板形的控制起到决定性作用。
通过精确控制轧制力、轧制速度、轧辊温度等参数,可以实现对板形的有效控制。
三、板形控制技术研究板形控制是UCM冷连轧机薄带钢轧制过程中的关键技术。
本文从以下几个方面对板形控制技术进行研究:1. 轧制力控制:通过精确控制轧制力,可以保证带钢在轧制过程中的稳定性,从而实现对板形的有效控制。
2. 轧制速度控制:合理的轧制速度能够保证带钢的均匀变形,从而减少板形缺陷的产生。
3. 轧辊温度控制:通过控制轧辊的温度,可以影响带钢的轧制过程,进而影响板形的形成。
四、有限元仿真技术应用有限元仿真技术是一种有效的研究和分析UCM冷连轧机薄带钢轧制过程的方法。
通过建立精确的有限元模型,可以模拟出轧制过程中的各种物理现象,如应力、应变、温度等。
本文利用有限元仿真技术对UCM冷连轧机的轧制过程进行模拟,分析板形控制的效果,并找出可能存在的问题和优化方向。
五、研究结果与分析通过上述研究,我们可以得出以下结论:1. 精确的轧制力、轧制速度和轧辊温度控制对UCM冷连轧机薄带钢的板形控制具有显著影响。
合理的参数设置可以有效减少板形缺陷的产生。
2. 有限元仿真技术能够有效地模拟UCM冷连轧机的轧制过程,为板形控制提供有效的分析和优化依据。
3. 通过有限元仿真分析,我们可以找出实际生产中可能存在的问题,如设备参数设置不当、操作不当等,为生产过程中的问题解决提供指导。
UCM系列和CVC系列冷轧机特点的初步分析
SIDE TRIMMER
No.1 No.2
No.3 No.4 No.5 SHEAR
LOOPER
TCM (5 Stand UCMW) CARROUSEL TR.
•
图1 酸洗冷连轧联合机组配置示意图
•
APR 2008
ቤተ መጻሕፍቲ ባይዱ
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
UCM系列和 UCM系列和CVC系列六辊冷轧机特点的初步分析 系列和CVC系列六辊冷轧机特点的初步分析
何云飞 何磊 侯俊达 孟祥军
北京首钢国际工程技术有限公司
2008年6月 年 月
APR 2008 BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
借鉴。 期对今后的冷轧机选型和设计提供一点有益的借鉴。
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
TENSION LEVELLER Laser Beam Welder Two Pay off Reel LOOPER LOOPER
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
1、前言
随着我国钢铁业的迅速发展, 随着我国钢铁业的迅速发展,板带材产品的比例在不断 扩大,新建了一大批先进的冷热轧带钢生产线, 扩大,新建了一大批先进的冷热轧带钢生产线,而这些大型 的板带材轧机设备, 的板带材轧机设备,尤其是近年来所新建的大型宽带钢冷连 轧机设备绝大多数都是引进日本三菱-日立公司的UCM系列冷 轧机设备绝大多数都是引进日本三菱-日立公司的UCM系列冷 UCM 轧机或德国西马克的CVC系列冷轧机。 CVC系列冷轧机 轧机或德国西马克的CVC系列冷轧机。首钢京唐钢铁联合有限 责任公司的第一冷轧厂的冷轧机设备也是引进三菱—日立公 责任公司的第一冷轧厂的冷轧机设备也是引进三菱 日立公 司的UCM轧机。笔者对我国近年新建的或在建的18 UCM轧机 18套主要冷轧 司的UCM轧机。笔者对我国近年新建的或在建的18套主要冷轧 宽带钢轧机情况进行了初步统计。采用UCM系列轧机的有5 UCM系列轧机的有 宽带钢轧机情况进行了初步统计。采用UCM系列轧机的有5 家,采用CVC 系列轧机的有6家,可见两种冷轧机型在我国市 采用CVC 系列轧机的有6 场上的份额相近。除鞍钢冷轧在自主集成方面有所进展外, 场上的份额相近。除鞍钢冷轧在自主集成方面有所进展外, 国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。 国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。
1550UCMW轧机简介

第一章 机型一 机组设置3 1550UCMW三期工程1550酸轧联合机组是中日双方合作制造的一条酸洗-轧机联合机组。
该机组的冷连轧机采用日本日立公司开发的新型UCMW 冷轧机,并采用川崎K-WRS 技术,既能控制各类板形平坦度缺陷,也可以控制带钢的边缘降。
1550mm 冷连轧机组由五个机架组成,五个机架全部为UCMW 机型。
在每一机架的出口都安装有测速仪和张力测量仪,在第一机架的入口和出口处各安装一台测厚仪,在第五机架入口安装一台测厚仪,在第五机架出口安装有两台测厚仪、一台平坦度测量仪和一台边缘降测量仪。
机组的具体设置如图1-6和1-7所示,各机架板形技术配置见表1-3。
UCMW 轧机是一种六辊轧机,如图1-7所示。
++++图1-7 UCMW 轧机S1 S2 S3 S4 S5图1-6 1550UCMW 冷连轧机组示意图(注:*和**都表示该手段参与闭环反馈控制)二主要工艺参数3 1550UCMW1550冷连轧机组的主要工艺参数参见表1-6:三产品定位3 1550UCMW1550UCMW冷连轧机组的产品是以汽车用板为主的冷轧板、镀锌板和中低牌号的电工钢板,也是高技术、高难度、高附加值的产品。
冷轧薄板的钢种有CQ、DQ、DDQ、EDDQ、IF钢及HSLA。
1550冷连轧机组的目标是改变我国汽车制造业依赖进口冷轧汽车板的局面,同时更好的满足家用电器对中低牌号电工钢板和高级家用电路板的需求。
可见,2030机组以普通冷轧板、普通汽车板和镀锌板为基本产品,以轿车用板(尤其O5板)、彩涂板、宽规格板(B>1550)及IF钢为特色产品。
1420机组以镀锡板和薄规格冷轧板为基本产品,以家电外板、DI材及其它优质薄规格冷轧板为特色产品。
1550机组以普通冷轧板、汽车板、镀锌板和中低牌号的电工钢板为基本产品,以轿车用板(尤其O5板、高强钢、超深冲钢板)及IF钢为特色产品。
此外,各机组产品的宽度和厚度不同当然也是各自的优势。
《轧机的刚度》
长度和下辊轴承座高度,mm;
A
A 2、 3
、A
' 3
-机架立柱、压下螺丝和下辊轴承座的断面积;
I 1 -上下横梁断面惯性矩mm3;
k-系数。
、
.
10
图6-2轧机的应力回线 a-有机架; b-无机架
* 轧机中受力零件长度之和就是该轧机应力回线的长度,因此缩短
轧机应力回线的长度,便能提高轧机的刚性。根据这个原理设计
的工艺因素对轧件厚度的影响,应采用刚性系数大的轧机。
.
14
6.2 轧机横向刚度
6.2.1 轧机横向刚度概念
图6-4 四辊轧机轧辊变形情况比较
a-一般四辊轧.机;b-HC轧机
15
⑴ 横向刚度的概念
四辊板带轧机由于支持辊弯曲变形和工作辊、支持辊间不均匀 接触变形,工作辊产生弯曲变形,实际辊缝呈凸形,轧件亦呈凸 形,即轧件沿宽度方向产生了厚差,工作辊弯曲程度的大小反映 轧机横向刚度大小,即横向抵抗轧机弯曲变形的能力。
0.0805
0.0861
0.0872
(1) F7机架轧机的纵向刚度系数是多少?
(2) 若已知F7机架的塑性刚度系数为350t/mm,则其辊缝转换函数
是多少?
(3) F7机架轧机的横向刚度系数是多少?
(4) 说明正弯工作辊的原理,画出辊系受力图、工作辊及支承辊受
力图,有何特点?
(5) 从设备角度谈谈如何提高轧机. 的纵向刚度系数,如何减少轧43 件 的横向厚差?
⑵工艺因素变化时,轧机刚性与轧件纵向厚度精度的关系
工艺影响因素包括来料厚度、轧制温度、摩擦系数、轧制速度、张力 波动等,当这些工艺参数变化时,轧制压力会发生变化,使轧件厚度产生 波动,但轧机名义辊缝不变。仅由轧制力变化引起轧件厚度波动时,有:
《UCM冷带轧机轧辊水平位移与锥形对板形影响及其补偿技术》范文

《UCM冷带轧机轧辊水平位移与锥形对板形影响及其补偿技术》篇一一、引言在冷轧带材生产过程中,UCM冷带轧机作为关键设备,其轧辊的稳定性和精确性对板形的影响至关重要。
轧辊的水平位移和锥形问题直接关系到带材的最终质量,因此,对轧辊水平位移与锥形对板形的影响进行研究,并探讨相应的补偿技术,具有重要的现实意义。
本文将重点分析UCM冷带轧机轧辊水平位移与锥形对板形的影响,并探讨相应的补偿技术。
二、轧辊水平位移与锥形对板形的影响1. 轧辊水平位移的影响轧辊水平位移是指轧辊在运行过程中,由于各种原因产生的横向移动。
这种位移会导致带材在轧制过程中产生横向偏移,进而影响带材的板形。
水平位移过大,会导致带材出现波浪形、镰刀弯等缺陷,严重影响带材的质量。
2. 轧辊锥形的影响轧辊锥形是指轧辊的直径在轴向方向上存在的变化。
这种锥形会使带材在轧制过程中产生厚度不均的现象,导致板形不良。
此外,锥形还会影响轧制力的分布,进一步影响带材的轧制质量和生产效率。
三、轧辊水平位移与锥形的补偿技术1. 水平位移的补偿技术(1)调整轧机的基础安装精度:通过提高轧机的基础安装精度,减少外界因素对轧机的影响,从而降低轧辊的水平位移。
(2)采用高精度的导卫装置:通过使用高精度的导卫装置,可以更准确地引导带材进入轧机,减少带材在进入轧机时的偏移。
(3)实时监测与控制系统:通过安装传感器和控制系统,实时监测轧辊的水平位移,并根据监测结果进行实时调整,以保持轧辊的稳定性。
2. 锥形的补偿技术(1)采用合适的轧辊材料和热处理工艺:选择合适的轧辊材料和热处理工艺,可以提高轧辊的硬度和耐磨性,减少轧辊在使用过程中的磨损和锥形。
(2)定期进行轧辊的检测与更换:定期对轧辊进行检测,及时更换磨损严重的轧辊,以保持轧辊的直径一致性,减少锥形的产生。
(3)采用先进的轧制技术:通过采用先进的轧制技术,如多道次轧制、分段控制等,可以更好地控制轧制过程中的厚度变化,从而减少锥形的产生。
《UCM冷带轧机轧辊水平位移与锥形对板形影响及其补偿技术》
《UCM冷带轧机轧辊水平位移与锥形对板形影响及其补偿技术》篇一一、引言随着冷带轧机技术的发展,UCM冷带轧机作为一种高效、精确的金属板带加工设备,在制造业中扮演着越来越重要的角色。
然而,在实际生产过程中,轧辊的水平位移与锥形问题常常对板形产生不良影响,因此研究其影响机制及补偿技术显得尤为重要。
本文将就UCM冷带轧机轧辊水平位移与锥形对板形的影响进行深入探讨,并介绍相应的补偿技术。
二、轧辊水平位移与锥形对板形的影响1. 轧辊水平位移的影响轧辊水平位移是指轧辊在运行过程中产生的横向移动。
这种位移会导致板材在轧制过程中产生横向偏差,进而影响板材的几何尺寸和形状精度。
此外,水平位移还可能引起轧机振动和噪声,降低设备的使用寿命。
2. 轧辊锥形的影响轧辊锥形是指轧辊表面沿轴线方向的截面形状呈锥形。
这种锥形会导致板材在轧制过程中产生波浪形变形,严重影响板材的表面质量和力学性能。
此外,锥形还会使轧制力分布不均,增加设备的能耗和磨损。
三、轧辊水平位移与锥形的补偿技术1. 优化轧机结构设计为减小轧辊水平位移和锥形的影响,可从轧机结构设计入手。
通过优化轧机的刚度和精度,提高设备的稳定性和抗振性,从而减小轧辊在运行过程中的位移和锥形。
此外,采用高精度的轴承和导卫装置,有助于保持轧辊的稳定性和精度。
2. 实时监测与控制系统通过安装传感器和监测系统,实时监测轧辊的水平位移和锥形情况。
一旦发现异常,控制系统可立即启动补偿机制,调整轧辊的位置和角度,以减小对板形的影响。
此外,控制系统还可根据板材的实际情况,自动调整轧制参数,以获得更好的板形质量。
3. 辊缝控制技术辊缝控制技术是减小轧辊锥形影响的重要手段。
通过精确控制各轧辊之间的间隙,使板材在轧制过程中受到均匀的压力,从而减小锥形变形。
此外,辊缝控制技术还可提高板材的厚度精度和表面质量。
4. 预热与冷却技术预热与冷却技术有助于减小轧辊的热膨胀和收缩,从而减小因热变形引起的水平位移和锥形。
《2024年UCM冷带轧机轧辊水平位移与锥形对板形影响及其补偿技术》范文
《UCM冷带轧机轧辊水平位移与锥形对板形影响及其补偿技术》篇一一、引言在冷轧带材生产过程中,UCM冷带轧机作为关键设备,其轧辊的稳定性和精确性直接关系到带材的板形质量。
轧辊的水平位移和锥形是影响板形质量的重要因素。
本文将详细探讨UCM冷带轧机轧辊水平位移与锥形对板形的影响,并探讨相应的补偿技术,以提高带材的生产质量和效率。
二、轧辊水平位移与锥形对板形的影响1. 轧辊水平位移的影响轧辊水平位移是指轧机在工作过程中,轧辊在水平方向上的位置偏移。
这种偏移会导致带材在轧制过程中产生波浪形、镰刀弯等板形缺陷,严重影响带材的质量。
此外,水平位移还会使轧制力分布不均,增加设备磨损,降低生产效率。
2. 轧辊锥形的影响轧辊锥形是指轧辊在轴向方向上存在的直径差异。
这种锥形会导致带材在轧制过程中产生厚度不均的问题,影响带材的平直度和表面质量。
同时,锥形还会使轧制力发生变化,影响设备的正常运行。
三、轧辊水平位移与锥形的补偿技术1. 水平位移补偿技术为了减小轧辊水平位移对板形的影响,可以采用以下补偿技术:(1)调整轧机结构:优化轧机结构设计,减小水平方向的刚度差异,使轧辊在工作过程中更加稳定。
(2)控制轧制力:通过精确控制轧制力,使轧辊在水平方向上的位移得到有效的抑制。
(3)采用液压系统:利用液压系统对轧辊进行动态调整,实时监测并纠正水平位移。
2. 锥形补偿技术针对轧辊锥形问题,可采取以下补偿措施:(1)优化轧辊设计:在轧辊设计阶段,考虑其轴向刚度分布,减小锥形的产生。
(2)采用预载技术:通过预加载荷,使轧辊在轴向上得到一定的预压缩,从而减小锥形的产生。
(3)在线检测与调整:利用在线检测设备实时检测轧辊的锥形情况,并根据检测结果进行实时调整,以保持带材的平直度和厚度均匀性。
四、实际应用及效果分析在UCM冷带轧机的实际生产过程中,通过采用上述补偿技术,可以有效减小轧辊水平位移和锥形对板形的影响。
例如,通过调整轧机结构和控制轧制力,使得带材的波浪形和镰刀弯等板形缺陷得到明显改善;通过优化轧辊设计和采用预载技术,使得带材的厚度均匀性和平直度得到提高。
《UCM冷带轧机轧辊水平位移与锥形对板形影响及其补偿技术》范文

《UCM冷带轧机轧辊水平位移与锥形对板形影响及其补偿技术》篇一一、引言在冷轧带材生产过程中,UCM冷带轧机作为关键设备,其轧辊的稳定性和精确性直接关系到带材的板形质量。
轧辊的水平位移和锥形是影响板形的重要因素,因此,研究其影响机制及相应的补偿技术对于提高带材生产效率和产品质量具有重要意义。
本文将详细探讨UCM冷带轧机轧辊水平位移与锥形对板形的影响及其补偿技术。
二、轧辊水平位移与锥形对板形的影响1. 轧辊水平位移的影响轧辊水平位移是指轧辊在轧制过程中产生的横向移动。
这种位移会导致带材产生波浪、扭曲等板形缺陷,严重影响带材的质量。
水平位移的主要原因是轧机结构的不稳定、轧辊轴承的精度问题以及轧制力的不均匀分布等。
2. 轧辊锥形的影响轧辊锥形是指轧辊在轴线上存在直径的变化,导致轧辊横截面呈锥形。
这种锥形会使带材产生厚度不均、边缘翘曲等板形问题。
锥形的主要成因包括轧辊的热膨胀、磨损不均以及制造误差等。
三、轧辊水平位移与锥形的补偿技术1. 精确的轧机结构设计为了减少轧辊的水平位移,需要从轧机结构设计入手,提高结构的稳定性和刚度。
此外,采用高精度的轧辊轴承和导卫装置,可以有效减少摩擦和振动,从而降低水平位移。
2. 实时监测与控制系统通过安装传感器和监测系统,实时监测轧辊的水平位移和锥形变化。
根据监测数据,通过控制系统调整轧制力、速度和位置,实现对轧辊的精确控制,从而补偿水平位移和锥形对板形的影响。
3. 轧辊预热与冷却技术通过合理的预热和冷却技术,控制轧辊的温度变化,减少热膨胀引起的锥形。
同时,定期对轧辊进行磨削和修整,保持其表面质量和直径一致性。
4. 工艺参数优化根据带材的材质、厚度和宽度等参数,优化轧制工艺参数,如轧制速度、压下量、轧制力等,以降低水平位移和锥形对板形的影响。
四、实际应用与效果评估在UCM冷带轧机中应用上述补偿技术,可以有效降低轧辊的水平位移和锥形,提高带材的板形质量。
通过实际生产和实验数据的对比分析,可以评估这些补偿技术的效果和可行性。
单机架UCM轧机板形的控制策略

(收稿日期 2009 - 11 - 23)
0 前言
马钢硅钢单机架轧机由三菱2日立公司提供 ,主 要轧制中低牌号无取向硅钢 ( Si %最大为 2. 4 %) , 主要厚度为 0. 35~0. 65mm ;兼顾部分普碳钢 (最薄 厚度为 0. 15mm) 。U CM 冷轧轧机是目前国内较先 进的宽带钢冷轧生产机组 ,配备了多种能力强大的 板形控制调控机构 ,采用了先进的板形控制策略和 技术 ,如 弯 辊 力2轧 制 力 预 设 定 前 馈 控 制 、WR 和 IMR 弯辊力闭环反馈控制和工作辊点冷模糊控制 等组成完善的板形自动控制系统 。现场生产中需要 针对单机架轧机的生产特点 ,确定合适的板形控制 策略 ,充分运用以上板形调节 、改善手段进行生产 。
间辊横移量 (绝对值) 的增加 ,均减小带材板凸度 。
从开始道次到末尾道次带材板凸度随工作辊弯辊力
及中间辊横移量的改变而变化的斜率逐渐减小 。
硅钢常见压下规程见表 1 。
表 1 硅钢压下规程
道次 入口厚度/ mm 出口厚度/ mm 压下率/ %
1 2. 0~2. 5
1. 4~1. 7
28~32
单机架ucm轧机的特点1ucm轧机板形控制特点ucm单机架轧机板形控制的方式主要有工作辊正负弯辊中间辊正弯辊工作辊多段精细冷却支撑辊水平调整及偏心补偿仅使用一种初始凸度的工作辊和中间辊而且即使轧制条件例如板宽轧制负荷压下率等变化很大也能获得良好的板形
2010 年第 1 期 安 徽 冶 金
参数 ,减少板形缺陷 。
表 2 UCM 可逆轧机的板形板凸度控制策略
道次 WR 弯辊力 IMR 弯辊力 UC - δ 目 标 乳化液流量 / (t ·ch - 1) / (t ·ch - 1) / mm 板形值 / ( m3 ·min21)
板带轧机刚度对热轧板形的影响
板带轧机刚度对热轧板形的影响轧机刚度对热轧板形的影响轧机的横向刚度和纵向刚度对于板带轧制⽽⾔⾮常重要,横向刚度直接决定着轧出的板形是否良好,纵向刚度对于板带纵向厚度控制具有重要意义。
板形控制成为板带轧制中的核⼼技术,是实现⾼速稳定轧制的基本条件。
轧机的横向刚度反映了轧机承载辊缝凸度抵抗轧制⼒波动⽽保持不变的能⼒。
板形和板厚是板带材产品的两个重要质量指标,⽽轧机的横向刚度⼜是影响轧件不同位置厚度的关键因素。
⼤部分学者对于纵向刚度的测试通常是在全辊⾯接触条件下进⾏的,这样做的后果是导致板宽对于轧机刚度的影响被忽略,⽽理论分析表明,轧件的宽度对于轧机的刚度是有影响的,并且轧件宽度和轧辊宽度相差越⼤时,轧机刚度越和理论值不⼀致。
轧机纵向刚度随轧制速度的增⼤是减⼩的,⽽轧机纵向刚度随轧制速度的变化不是单调的,⽽是波动的。
其原因是轧制速度对轧机刚度的影响是通过轧制速度的变化影响轴承油膜厚度的变化,导致辊缝⼤⼩变化⽽影响轧机刚度的。
因为低速时⽀承辊的动压轴承油膜厚度减⼩,⽀承辊的可活动范围减⼩,即轧制时弹跳值减⼩,所以刚度变⼤;随着轧制速度的增加,轴承油膜厚度增⼤,从⽽⽀承辊的可活动范围增⼤,即轧制时弹跳值增⼤,所以刚度减⼩。
⽽轧制速度的变化,并不改变⼯作辊与⽀承辊间的有害接触区,从⽽⽀承辊给⼯作辊的有害弯矩也不变化,⼯作辊的弯曲也不受影响,所以轧件的板凸度受轧制速度的影响⽐较微⼩,轧制速度对横向刚度的影响也很微⼩。
轧机的纵向刚度:1、理论依据在板带轧制过程中,由于存在轧制⼒,⽽⼯作辊⼜是弹塑性体,所以在轧制⼒的作⽤下⼯作辊要被压扁和变形,从⽽导致辊缝⽐预设定值要⼤,即产⽣了弹跳。
纵向刚度反应了轧机所能轧制的厚度精度,是厚度⾃动控制系统中不可或缺的影响因素。
根据轧制⼒和辊缝值可得到轧机变形的弹性曲线,该曲线并不完全是⼀条直线,在弹性曲线的起始阶段是⼀⼩段曲线,这是由于轧机各部件之间存在⼀定的间隙和接触不均匀之故。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第21卷第7期2009年7月 钢铁研究学报 Journal of Iron and Steel ResearchVol.21,No.7 J uly 2009基金项目:国家经贸委基金资助项目(ZZ0113A040201)作者简介:梁勋国(19802),男,博士生; E 2m ail :liangxunguo @163.cm ; 修订日期:2008212209UCM 轧机的横刚度特性梁勋国, 矫志杰, 王国栋, 刘相华(东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004)摘 要:采用修正的影响函数法建立了UCM 轧机辊系弹性变形的计算模型,分析了带钢宽度、轧辊直径以及弯辊力大小等因素对轧机处于无穷大横向刚度时中间辊横移位置δm 的影响规律,结果表明δm 值随带钢宽度和弯辊力的增大而增大,随工作辊直径的增大而减小。
通过工业实验验证了在实际生产中可以通过设定中间辊横移位置尽量接近δm 以获得高的横刚度,从而提高轧机板形控制的稳定性,改善带材的板形质量。
关键词:UCM 轧机;横刚度;中间辊横移中图分类号:T G 33317 文献标识码:A 文章编号:100120963(2009)0720024204Lateral Rigidity Characteristics of UCM MillL IAN G Xun 2guo , J IAO Zhi 2jie , WAN G Guo 2dong , L IU Xiang 2hua(State Key Laboratory of Rolling and Automation ,Northeastern University ,Shenyang 110004,Liaoning ,China )Abstract :A modified influence f unction method was used to analyze the roll elastic deformation of UCM mill.The effects of strip width ,roll diameter and roll bending force on the special intermediate roll position δm where infinite lateral rigidity can be obtained were discussed.Results show that δm increases with the increase of strip width and roll bending force ,but decreases with the increase of work roll diameter.During rolling process ,high lateral rigidity can be obtained by setting intermediate roll position near to δm .By doing this ,the stability of shape control will be enhanced and the strip shape will be improved ,which was proved by industrial experiment.K ey w ords :UCM mill ;lateral rigidity ;intermediate roll shifting UCM 轧机具有中间辊横移、中间辊弯辊和工作辊弯辊等板形控制手段,能有效控制带材的边部减薄,大大提高轧辊的弯辊效能[1],从而具有了更强的板形控制能力[2],在带钢冷轧领域内获得了广泛的应用。
由于UCM 轧机的中间辊横向移动会改变中间辊和支撑辊以及中间辊和工作辊辊间的实际接触长度和压扁状态,从而引起轧机的横刚度变化,当中间辊的横移位置处于某一位置时,轧机具有无穷大的横刚度,此时即使轧制力发生变化,板形也不随之改变,即此时轧机的板形控制稳定性最好[3~5]。
文献[1~5]基于理论计算或实验结果给出了轧机处于无穷大横刚度时中间辊的横移位置δm ,但均没有进一步分析各种因素对δm 的影响,而横刚度是衡量轧机板形控制能力的一个重要指标,因此有必要对这一问题作进一步的研究。
本文以UCM 轧机为对象,采用修正的影响函数法建立了UCM 轧机的辊系弹性变形计算模型,从理论上分析了各种因素对轧机处于无穷大横刚度时中间辊横移位置的影响规律,最后通过现场工业实验验证了轧机横刚度的增大能提高板形控制的稳定性,减小板形误差,从而改善带材的板形质量。
1 UCM 轧机辊系弹性变形计算模型的建立 UCM 轧机中间辊可以横向移动,因而上部辊系与下部辊系不再以轧机的中心线为对称轴左右对称,但是整个辊系的受力和变形以及轧后轧件的断面形状均是以轧件中心形成点对称。
图1给出了UCM图1 UCM轧机受力和单元划分示意图Fig11 Mechanics model and element division of UCM mill轧机上半部辊系的受力示意图,其中δ值为中间辊的横移位置,表示中间辊外端部与轧件边部间距离,规定当中间辊左侧辊身端部在带钢宽度以外时δ值为正,否则δ值为负。
111 辊件离散化 对轧辊和轧件进行离散化(图1),将轧件平均划分为2N个单元,工作辊划分为N W个单元,左侧N L W个单元,右侧N R W个单元;中间辊划分为N I 个单元,左侧N L I个单元,右侧N R I个单元;支撑辊划分为N B个单元,左侧N L B个单元,右侧N RB 个单元。
单元的编号采用了简支梁式和悬臂梁式两种方法。
载荷和轧辊的变形采用相同的方式进行离散化处理。
112 辊系弹性变形计算模型 利用影响函数法对UCM轧机进行辊系弹性变形计算共需要11个方程,其中6个力2变形关系方程、2个平衡方程和3个变形协调方程,具体的计算模型见文献[6]。
本文在计算轧辊的弹性弯曲时,轧辊的弯曲影响函数采用文献[7]经过修正后的计算公式,同时为了避免计算过程中出现浮点数被零除的现象,使用文献[8]的方法对辊间压扁和工作辊压扁影响函数作了修正处理。
2 U CM轧机横刚度的基本特性211 横刚度定义 横刚度通常被用来衡量轧机板形控制的稳定性,表征轧后带材板凸度对轧制力波动的敏感程度,以轧后带材产生单位板凸度时所需轧制力的增量来表示。
K=ΔPΔC(1)式中,ΔP为轧制力的变化量;ΔC为板凸度的变化量。
212 主要计算参数 本文选取国内某UCM冷轧机作为研究对象,主要的设备参数如表1所示。
213 UCM轧机的横刚度曲线 利用建立的UCM轧机辊系弹性变形计算模型,通过改变轧制力使得轧后带材的板凸度发生相应的变化,利用式(1)即可以求得此时轧机的横刚度值。
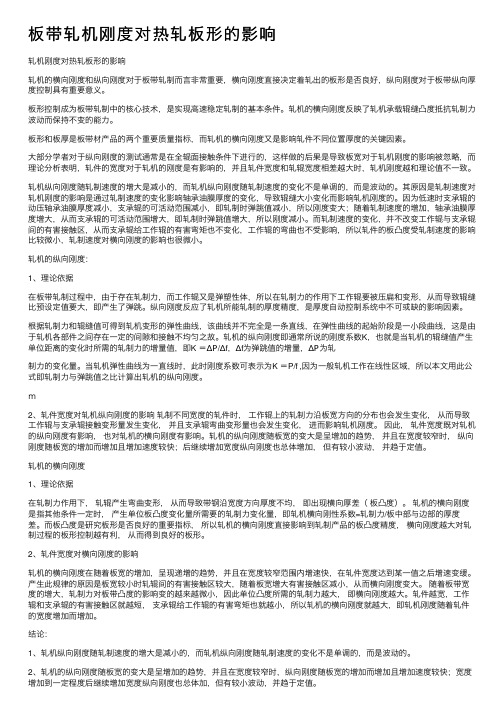
图2为带材宽度1200mm,给定工作辊和中间辊弯辊力均为0,中间辊横移位置δ值从-26010mm开始,以1010mm为步长增大到10010mm时计算得到的横刚度分布曲线。
由图2可见,当中间辊横移位置δ值为10010mm表1 UCM轧机的主要参数T able1 Main parameter of UCM mill项 目工作辊中间辊支撑辊直径/mm385~425440~4901150~1300辊身长度/mm17201757151720凸度/mm000液压缸中心距/mm285030502850弯辊力/kN-180~3600~500最大横移量/mm500・52・第7期 梁勋国等:UCM轧机的横刚度特性 图2 UCM 轧机横刚度分布曲线Fig 12 Curve of lateral rigidity of UCM mill时,横刚度K 大小为5061154kN/mm ,随着δ值的减小K 值增大,当δ=-14813mm 时K 值趋向无穷大,进一步减小δ值,K 变成了负值,并且随着δ值的减小K 值由负的无穷大逐渐向零趋近,当δ=-25010mm 时,横刚度K 变为-9664183kN/mm ,这说明了在特定的轧制条件下,存在一个中间辊横移位置使得轧机的横刚度为无穷大,此时板形不再随轧制力的变化而变化,即此时轧机板形控制的稳定性最好。
3 影响δm 值的主要因素分析311 轧辊直径的影响 经理论计算结果表明,δm 值受工作辊轧辊直径的影响较大,而几乎不受中间辊直径和支撑辊直径变化的影响,因此这里只给出工作辊直径变化对δm 值的影响规律。
如图3所示,随工作辊直径的增大,δm 值减小,带钢宽度越小这种影响越大。
其原因在于工作辊直径的增大使得其在相同轧制力下工作辊的弹性挠曲变形减小,横向刚度增大,从而使得横刚度分布曲线向左移动,即δm 值向减小方向变化。
312 弯辊力的影响 (1)工作辊弯辊力的影响 如图4(a )所示,δm 随工作辊弯辊力的增大而增大,带钢宽度越小影响就越大。
这是因为在相同的轧制力条件下,工作辊弯辊力的增大会增大带材出口凸度的变化量,从而减小轧机的横刚度,使得横刚度分布曲线向右移动,所以δm 随之增大。
(2)中间辊弯辊力的影响 如图4(b )所示,δm 随中间辊弯辊力的增大而增大,带钢宽度越小影响就越大。
这是因为中间辊弯辊力与工作辊弯辊力的作用效果相似,增大中间辊弯辊力会增大带材出口凸度的变化量,从而减小轧机的横刚度,使得横刚度分布曲线向右移动,因此δm图3 工作辊直径对中间辊横移位置δm 的影响Fig 13 E ffect of w ork roll diameter on δm图4 弯辊力对中间辊横移位置δm 的影响Fig 14 E ffect of bending force on δm・62・ 钢 铁 研 究 学 报 第21卷也随之增大。
由于中间辊弯辊对带材板凸度的控制能力要小于工作辊弯辊,故中间辊弯辊相对于工作辊弯辊对δm 的影响要小。
4 工业实验和结果分析 为了验证轧机横刚度的提高对带材板形质量的影响,在国内某四机架UCM 冷连轧生产线上进行了现场工业实验。
选择来料钢种为SPHC ,宽度1250mm ,来料厚度219mm ,经四机架连轧后成品厚度为0198mm ,将原设定的中间辊横移位置50mm 改变为30、10、0、-10、-20和-30mm 分别进行现场轧制实验。
通过理论计算可知,当中间辊横移位置为50mm 时,K =5837819kN/mm ,随着中间辊横移位置的减小,K 值增大,当中间辊横移位置为-30mm 时,K =9904210kN/mm 。
采用Bessel 公式来计算板形的标准差: ζ=ΣNi =1(Δσi )2N -1(2)式中,ζ为板形标准差;Δσi 为第i 个测量段上的板形误差;N 为有效测量段数。