我国第四代等离子适合阀门密封面的堆焊机研发成功
焊工理论考试模拟试题二

核动力院大华公司大亚湾项目部焊工理论考试模拟试题焊工理论考试模拟试题二(本试卷满分100分,60分及格,考试时间90分钟)姓名一、判断题(每题1分,共50分)1、我国自行设计建造的第一座核电厂是大亚湾核电厂。
()2、核电厂有CO2、SO2、CO有害气体的大量排放并对环境造成污染。
()3、燃料增值就是经过核反应堆的辐照,将反应堆中的U-238转化为U-235,从而实现“燃料越烧越多”的过程。
()4、核反应堆堆型按冷却剂和慢化剂的类型可以分为轻水堆、重水堆、高温气冷堆。
()5、压水堆核电厂每个回路有一个稳压器()6、实现核安全辐射防护目标的手段是在保证减轻事故的放射性后果的基础上,实现辐射防护的最优化。
()7、一般来说,晶粒愈细,强度和硬度愈高,同时塑性和韧性也愈好。
()8、所有民用核设施中使用的执行核安全功能的设备都属于核安全监管部门的核安全设备质量监管范围。
()9、美国机械工程师学会制定的RCC-M核电规范与标准是世界上应用广泛的核电基础性规范与标准,世界上各国的有关核电标准大部分都是在其基础上建立的。
()10、碳钢的焊接性能主要取决于碳含量,随着碳含量的增加,焊接性能逐渐变差。
()11、焊工的所有考试试件,第一层焊缝中至少应当有一个停弧再焊接头;焊接操作工考试时,每一焊道中间不得停弧。
()12、试件表面最后一层允许修磨和返修。
()13、焊工、焊接操作工只要掌握了相关的知识和技能就能参加焊工考试。
()14、HAF603规定焊工项目考试完成后,要同时进行外观检验和破坏性试验。
()15、焊工、焊接操作工基本理论考试合格有效期限为2年。
()16、对于Y类项目考试,聘用单位人员可以承担大部分焊工项目考试重要工作()17、对于连续操作记录等效项目范围与所持合格项目范围不能相互适应的,该项第1页共9页目代号作废或降级处理。
()18、对拟采用替代试件焊接作为焊工连续操作记录的,焊工聘用单位可将替代试件的焊接纳入本单位焊工项目考试质量保证体系。
《润滑与密封》投稿要求

冯 伟 陈 闽杰 贺 石 中 (9 9)
陶瓷材 料磨损机制及磨损程度评价方法综述 … ……
…
田 晓 贾克军 祝
彦 王翠表 (0 ) 15
欢迎 投稿 《 汽车零部件》杂 志
大直径 高压密封 的研制 …… …… ……… …… ……
— —
关注科研动态 ,解读市 场走 向 …… ( 2 ) 1 0
盛业涛
李小瓯
陈志杰
黄 亚平 高宜琼 ( 1 ) 10
机械 密封标准汇总 …………………………… ( 2 ) 1 4
《 润滑 与密封》 投稿要 求
一
、
对来 稿 的 要 求
表在文 中均应有标 注,并对 每幅 图表冠 以具 有 自明性 的图 ( 表)题 ( 包括 中英 文 ) 。本 刊采 用 三线 表 ,表 中取 消 竖 线 。插 图应 由专业人员 用计算机 绘制或拍 摄 ;照片图上 不 要用手写字。插图做 到布局合理 、图形清晰 、比例适 中。
中科华与苏州宝骅共 同研发核电站反应堆大盖密封环
… … … … … … … … … … … … … … … … …
无硫膨胀石墨制备及影响因素分析 … …… …… …… 瑚 永— ( 0 乎 9)
… …
我 国国产核电站石墨密封件通过工业性鉴定 … ( 8 4)
西北橡胶塑料设计 院三项 目通过 鉴定
石墨铝基 自润滑材料 的制备及性能表征 … ……… …
… …
丙烷冷冻机聚醚合成油的研制与应用 … …… ………
… … … … … … … … …
朱 洪睿
张绪平
杨 永建
牛 志鹏 (3 7)
陈 美名 曹 夏宏基
毅 (1) 14
阀门密封面堆焊材料综述
阀门密封面堆焊材料综述魏巍(华东理工大学,上海200237)摘要:从研究阀门密封面堆焊材料的必要性出发,对阀门密封面堆焊材料进行全面讨论。
对我国阀门密封面堆焊材料的发展史及研究现状进行了总结概括。
通过对阀门密封面时效机理与堆焊材料实验方法的分析,提出了堆焊材料的选择原则。
通过阐明需解决的关键问题,提出了堆焊材料研究的发展放向。
关键词:阀门;密封面;堆焊;堆焊材料引言阀门在国民经济各项领域中有着广泛的作用,有流体输送、的工况就有管道,有管道的地方必然有阀门,在石油、天然气、化工、煤碳、给排水、供热、农田排灌、冶金、火电,核电以至军工等系统中都大量使用阀门。
因此阀门是国家经济建设和国防建设不可缺少的重要机械产品,为了实现阀门的有效控制,阀门的安全性和可靠性是十分重要的,阀门应具有选材合理,强度可靠,密封稳定,动作灵敏等基本要求与功能,只有选材合理,强度可靠,才能保证阀门耐工况介质的腐蚀和适用工作温度和压力,强度不可靠与动作不灵敏都可能会造成阀门本身或系统的破坏而产生重大事故以致人身伤亡,密封性能的不稳定将直接影响阀门的寿命而产生介质的内泄或外漏,会造成经济损失与环境污染。
阀门密封面质量是影响阀门寿命的主要因素之一。
为了提高阀门产品的使用寿命,许多国家都在密封面材料的研究方面狠下功夫。
1、我国阀门密封面堆焊材料的发展史及研究现状我国阀门密封面堆焊材料和堆焊工艺研究是从60年代初开始的。
随着大庆油田的开发,阀门需要量骤增。
油田用户普遍反映阀门存在两大质量问题。
一是密封面质量不高,表现为内漏,造成许多重大质量事故;二是阀门填料质量不好,表现为外漏。
短期报废的阀门堆积如山,给油田的开发造成了巨大损失。
70年代初,原第一机械工业部向有关研究单位和阀门厂下达了阀门基础件——阀门密封面寿命攻关计划。
从此阀门堆焊材料,工艺性能试验方法的研究有了迅速发展。
阀门生产初期中温中压密封面多采用 18—8不锈钢焊条堆焊,认为它抗腐蚀}生能好,能满足阀门油、汽、水介质的使用需要。
中文版ISO14731-2006

3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .识知术技 .6 3 ......................................................................................................................................... 责职 3 ......................................................................................................................................... 务任 3 ......................................................................................................................................... 般一 .3 .5 .2 .5 .1 .5
.91 .B .81 .B .71 .B .61 .B .51 .B .41 .B .31 .B .21 .B .11 .B .01 .B .9 .B .8 .B .7 .B .6 .B .5 .B .4 .B .3 .B .2 .B .1 .B
阀门密封面堆焊材料及堆焊硬度
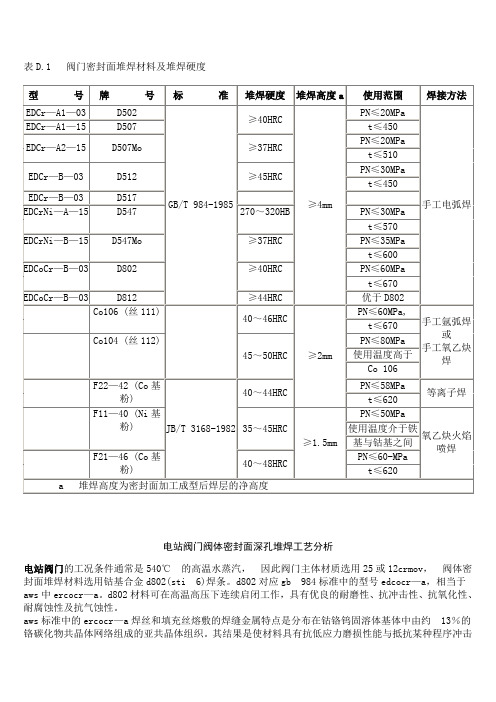
表D.1 阀门密封面堆焊材料及堆焊硬度电站阀门阀体密封面深孔堆焊工艺分析电站阀门的工况条件通常是540℃的高温水蒸汽,因此阀门主体材质选用25或12crmov,阀体密封面堆焊材料选用钴基合金d802(sti 6)焊条。
d802对应gb 984标准中的型号edcocr—a,相当于aws中ercocr—a。
d802材料可在高温高压下连续启闭工作,具有优良的耐磨性、抗冲击性、抗氧化性、耐腐蚀性及抗气蚀性。
aws标准中的ercocr—a焊丝和填充丝熔敷的焊缝金属特点是分布在钴铬钨固溶体基体中由约13%的铬碳化物共晶体网络组成的亚共晶体组织。
其结果是使材料具有抗低应力磨损性能与抵抗某种程序冲击所必要的韧性的完美结合。
钴合金具有良好的抗金属一金属间磨损的性能,特别是在高载荷状态下的抗擦伤性能。
基体中高的合金元素含量能提供极佳的抗腐蚀性和抗氧化性。
钴基合金不发生同素异形转变,钴基合金的熔敷金属处于热态(650℃以下)时,其硬度降低并不明显,只有当温度升高到650℃以上时,硬度才明显下降,当温度恢复到热态以下时,其硬度又回复到接近原始的硬度。
也就是当母材进行焊后热处理时,密封面的性能不会损失。
电站阀门是在阀体中间孔部位用电焊的方法堆焊钴基合金加工成阀座密封面,由于密封面处在阀体中间孔较深的位置,在堆焊时易产生夹渣和裂纹等缺陷。
根据需要采用加工试件方法进行深孔堆焊d802工艺试验。
在工艺试验过程中找出了易产生缺陷的原因。
①焊材表面污染。
②焊材吸湿。
③母材及填充金属内含有较多杂质和油污。
④阀体焊接部位刚性大(特别是dn32~50mm)。
⑤预热及焊后热处理工艺规范选用不当。
⑥焊接工艺参数选用不当。
⑦焊接材料选择不当等。
电站阀阀体在钴基合金堆焊中产生裂纹的原因主要是阀体刚性大。
在焊接过程中电弧形成熔池,向焊接部位不断熔化加热,而焊后温度又快速下降,熔化金属凝固形成焊缝。
如果预热温度低,焊层温度下降必然很快。
在焊层快速冷却情况下,焊层的收缩率快于阀体的收缩率,在这种应力作用下很快使焊层与母材形成一种内拉应力,将焊层拉裂。
核电站主给水调节阀司太立合金堆焊开裂原因分析及控制

核电站主给水调节阀司太立合金堆焊开裂原因分析及控制赵立彬;胡安中;石红;张跃;熊冬庆【摘要】主给水调节阀是核电站中非常重要的核级调节阀,为增加其密封面的耐磨性,需要在阀门密封面上堆焊司太立硬质合金.等离子堆焊具有易实现自动化、生产效率高、劳动强度低、焊缝稀释率低等优点,可显著提高堆焊生产效率和质量.分析主给水调节阀套筒司太立堆焊开裂原因,提出司太立堆焊质量的控制措施,为国内阀门制造厂堆焊硬质合金提供借鉴.【期刊名称】《电焊机》【年(卷),期】2019(049)004【总页数】3页(P271-273)【关键词】司太立合金;套筒;堆焊;裂纹【作者】赵立彬;胡安中;石红;张跃;熊冬庆【作者单位】生态环境部核与辐射安全中心,北京100082;生态环境部核与辐射安全中心,北京100082;生态环境部核与辐射安全中心,北京100082;生态环境部核与辐射安全中心,北京100082;生态环境部核与辐射安全中心,北京100082【正文语种】中文【中图分类】TG4550 前言主给水调节阀是核电站核级设备中最大的调节阀,为核安全2级设备。
目前,我国运行的核电机组主给水调节阀都依赖于进口。
近年来,随着我国核电事业的发展和设备国产化的推进,国内已有部分阀门制造厂有能力制造主给水调节阀,在制造过程中的一个关键工艺就是硬质合金的堆焊,对于我国大部门阀门制造厂家而言,焊接往往是制造过程中的薄弱环节。
本文以某核电机组套筒式主给水调节阀制造为例,探讨其在等离子堆焊过程中产生开裂的原因,提出相应的改进措施和建议,以期为国内阀门制造厂进行硬质合金堆焊提供借鉴。
1 概述司太立6号合金在高温下能够保持高硬度,阀门阀芯零部件工作环境温度较高,为增加阀门密封面的耐磨和密封性能,通常在密封面堆焊司太立6号硬质合金[1]。
套筒式主给水调节阀的密封面结构主要有阀座、套筒,因此需要在阀座和套筒密封面上堆焊司太立合金。
图1 阀座和套筒结构与尺寸等离子喷焊是一种利用等离子作为高温热源,采用粉末状合金作为填充金属的熔焊工艺,具有易于实现自动化、生产效率高、劳动强度低、焊缝稀释率低等优点,可显著提高堆焊生产效率和焊接质量[2]。
240t焊接滚轮架设计--总体设计和从动滚轮座设计
摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
文中详细讨论了滚轮架上筒体轴向运动的机理和特性,由于滚轮架制造安装过程中的随机误差,使滚轮与筒体之间产生螺旋角,导致筒体的轴向运动。
比较了升降式、平移式和偏转式三种机械调节方式的优缺点,设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接;工装夹具;滚轮架AbstractWelding equipment is a variety of assistive devices and equipment which in the welding process and welding production line, to the achievement of welding mechanization and automation, and will help improve the quality of welding assembly to speed up the production process of welding. Welding turning rolls is a welding machine by drawing on the wheel and taking the initiative between the Mount Welding relay drive rotating to shift.The mechanism and the characteristics were investigated in detail for the axial drifting of a shaft on the welding turning rolls. The spiral angle that comes from the random errors in the manufacture and the installation of the welding rolls, results in the axial drifting of a cylinder on the welding turning rolls. The comparison was made for both their merits and shortcomings among the three adjusting manners: the elevating, the translational and the deflecting. Fully accounting is taken into in the design of the wheel frame of rationality and economic factors.Key words: Welding; Tooling Fixture; welding turning rolls目录摘要 (I)Abstract (II)目录.............................................................................................................. I II 第1章绪论. (1)1.1焊接工艺现状及发展方向 (1)1.2论文主要研究内容 (2)第2章焊接用工艺装备 (3)2.1概述 (3)2.2焊接工艺装备 (5)第3章从动轮设计 (9)3.1中心角的确定 (9)3.2从动轮距设计 (10)3.2从动轮轴设计 (11)第4章滚轮架提升装置设计 (14)4.1设计目的 (14)4.2工作原理 (14)4.3方案设计 (14)4.4蜗轮蜗杆减速器设计 (18)4.5蜗杆设计 (22)4.6部分零件设计 (30)结论 (31)参考文献 (32)致谢 (33)附件1 (34)附件2 (47)第1章绪论1.1焊接工艺现状及发展方向随着现代工业的高速发展和焊接技术的不断进步,焊接作为一种金属连接的工艺方法,在金属结构生产中已经基本取代了铆接连接工艺。
2023版熔化焊接与热切割模拟考试必考点精选题库附答案
2023版熔化焊接与热切割模拟考试必考点精选题库附答案1、【单选题】下列焊接方法中不属于压力焊的是()。
(C )A、爆炸焊B、超声波焊C、气保焊2、【单选题】化学物质或油脂污染的设备都应()动火。
(A )A、酸洗后B、水洗后C、清洗中3、【单选题】下列关于热丝等离子焊接说法错误的是()。
(A )A、热丝焊接可提高焊接速度、增加稀释率B、填充焊丝在进入熔池之前通过电流流过焊丝时产生的电阻热对其加热C、热丝等离子电弧焊接一般用在大电流熔透焊中4、【单选题】下列说法中关于ISO14000标准说法错误的是()。
(A )A、从1983年开始制定B、第207技术委员会制定的C、实施ISO14000标准是贸易的“绿色通行证”5、【单选题】下坡堆焊时,工件适宜的倾斜角为()。
(C )A、5°至8°B、7°至9°C、6°至8°6、【单选题】二氧化碳气体保护堆焊时,若空气中二氧化碳浓度过高,会使人()。
(C )A、头痛B、头晕C、缺氧,甚至窒息7、【单选题】二氧化碳焊在室外作业时,风速一般不应超过()。
(C )A、4.5m/s至5m/sB、2.5m/s至4m/sC、1.5m/s至2m/s8、【单选题】以下关于电的说法不正确的是()。
(A )A、静电感应不会对人体造成的伤害B、高压电场会对人体造成的伤害C、高频电磁场会对人体造成的伤害9、【单选题】关于二氧化碳的说法错误的是()。
(C )A、密度是1.9768g/LB、化学性质稳定,不燃烧、不助燃C、不易溶于水10、【单选题】利用氢氧混合气体进行焊接时,被焊工件的厚度()。
(B )A、较大B、较小C、中等11、【单选题】在对密闭的容器中的空气施加压力时,空气的体积就被压缩,内部压强()。
(A )A、增大B、减小C、不变12、【单选题】埋弧焊焊接过程中应注意防止焊剂突然停止供给而发生强烈弧光裸露灼伤眼睛。
下列措施不能防止伤害的是()。
2023年焊工资格(安监局)考试题库及参考答案(第14套)

2023年焊工资格(安监局)考试题库及参考答案学校:__________ 考号:__________注意事项:1.答题前填写好自己的姓名、班级、考号等信息一、选择题1.堆焊金属的相变温度和膨胀系数比基体金属()。
A.相近B.高C.低参考答案:A.相近2.大功率喷嘴必须采用直接水冷,为提高冷却效果,喷嘴壁厚一般不大于()。
A.5mm至6mmB.2mm至2.5mmC.3mm至4mm参考答案:B.2mm至2.5mm3.等离子弧的形成原理是自由电弧的()。
A.化学压缩B.物理压缩C.物理和化学压缩参考答案:B.物理压缩4.等离子弧焊的电弧热量可以熔透的工件深度和切割速度()。
A.没有比例关系B.成正比C.成反比参考答案:C.成反比5.等离子弧焊接和切割采用的引弧方式是()。
A.低频振荡器B.高频振荡器C.中频振荡器参考答案:B.高频振荡器6.不属于焊条的组成部分的是()。
A.引弧装置B.焊芯C.药皮参考答案:A.引弧装置7.纯铜是指()。
A.白铜B.黄铜C.紫铜参考答案:C.紫铜8.从业人员发现事故隐患或其他不安全因素时,错误的做法是()。
A.立即向现场安全生产管理人员或本单位负责人报告B.接到报告的人员应放置以后再处理C.接到报告的人员应当及时予以处理参考答案:B.接到报告的人员应放置以后再处理9.电子束焊设备应装置专用地线,且接地电阻应小于()Ω。
A.5B.4C.3参考答案:C.310.不能防护间接触电的是()。
A.采用高电压B.采用Ⅱ级电工产品C.采用不接地的局部等电位连接保护参考答案:A.采用高电压11.动火执行人员拒绝动火的原因不包括()。
A.未经申请动火B.有动火证C.超越动火范围参考答案:B.有动火证12.关于二氧化碳的说法错误的是()。
A.密度是1.9768g/LB.化学性质稳定,不燃烧.不助燃C.不易溶于水参考答案:C.不易溶于水13.堆焊属于()。
A.熔焊B.压焊C.钎焊参考答案:A.熔焊14.电焊作业照明灯电压应不高于()V。
阀门密封面堆焊焊接操作人员考核规则

阀门密封面堆焊焊接操作人员考核规则1 范围本文件规定了阀门密封面堆焊焊工考核术语和定义、一般要求、考试内容和方法、考试结果与评定、补考规定、复审抽考、发证与持证管理等内容。
本文件适用于阀门密封面表面加硬层的焊条电弧堆焊、氧燃料气堆焊、埋弧堆焊、钨极气体保护堆焊、熔化极气体保护堆焊及等离子弧堆焊等焊工考核。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 984 堆焊焊条NB/T 47013.5 承压设备无损检测第5部分:渗透检测NB/T 47044 电站阀门JB/T 6438 阀门密封面等离子弧堆焊技术要求JB/T 7744 阀门密封面等离子弧堆焊用合金粉末3 术语和定义下列术语和定义适用于本文件。
3.1密封面 sealing face启闭件与阀座(阀体)紧密贴合,起密封作用的两个接触面。
3.2堆焊 overlay welding使用各种堆焊方法形成金属熔敷层的过程。
注:焊的阀门密封面可以防止和减少密封面的磨损,腐蚀和(或)冲蚀。
3.3过渡层 buttering使用各种堆焊方法制造熔敷层,以保证堆焊层之间的熔敷层质量,改善接头焊接性能,防止堆焊产生裂纹、气孔等缺陷。
3.4焊工 welder从事焊接操作的人员。
焊工分为手工焊焊工、机动焊焊工和自动焊焊工。
机动焊焊工和自动焊焊工合称焊机操作工。
3.5手工焊 manual welding焊工用手进行操作和控制工艺参数而完成的焊接,填充金属可以由人工送给,也可以由焊机送给。
3.6机动焊 machine welding焊工操作焊机进行调节与控制工艺参数而完成的焊接。
3.7自动焊 automatic welding焊机自动进行调节与控制工艺参数而完成的焊接。
3.8焊机操作工 welding operator操作机动焊、自动焊设备的焊工。
[密押考试题库]2021年熔化焊接与热切割考试_1
![[密押考试题库]2021年熔化焊接与热切割考试_1](https://img.taocdn.com/s3/m/a647cbd032d4b14e852458fb770bf78a65293a80.png)
[密押考试题库]2021年熔化焊接与热切割考试1、【单选题】堆焊属于()。
(A)A、熔焊B、压焊C、钎焊2、【单选题】目前,我国生产的直流弧焊机的空载电压不高于:(C)A、70VB、85VC、90V3、【单选题】下列()不是导致着火的火源。
(A)A、荧光B、火焰C、电火花4、【单选题】在激光气化切割过程中,材料在割缝处发生气化,此情况下需要的激光功率()。
(B)A、小B、大C、一般5、【单选题】可能引起管道发生燃烧爆炸的行为是()。
(C)A、气体在管内流动时,发生与管道的摩擦,静电电压100V时,静电放电B、管道过分离热源10米以外C、氧气管道阀门在有油脂存在6、【单选题】估算瓶内二氧化碳贮量的方法为()。
(B)A、采用气瓶压力表压力值的大小换算B、采用称钢瓶质量的办法C、根据最大压力判断7、【单选题】关于二氧化碳气体保护焊,以下说法错误的是()。
(C)A、气瓶应小心轻放,竖立固定B、受到外加的热源时,气瓶有造成爆炸的危险C、在气体快用尽时,可以将气瓶倾倒使用8、【单选题】在进入容器狭小舱室内作业时,焊割炬应:(B)A、在工作结束后拉出B、随人进出C、任意处置9、【单选题】电子束焊的优点不包括()。
(A)A、可焊性材料较少B、焊缝纯度高C、焊缝组织性能好10、【单选题】为便于引弧和提高电弧稳定性,直流正接的等离子弧焊工艺中,电极端部应磨成()。
(A)A、20°至60°的夹角B、50m13、【单选题】当弧焊发电机的三相保险丝中某一相熔断或电动机定子线圈短路,会造成的故障是:(B)A、电动机反转B、电动机不起动并发出嗡嗡声C、焊机过热14、【单选题】铝热焊时燃气具要摆放在焊接侧上风处,各相距()m以上。
(C)A、7B、6C、515、【单选题】氩弧焊按照电极不同的分类不包括()。
(C)A、非熔化极氩弧焊B、熔化极氩弧焊C、正电极氩弧焊16、【单选题】中碳钢焊接时,由于母材金属含碳量较高,所以焊缝的含碳量也较高,容易产生()。
10、12阀门用焊接材料标准
企业标准QB/KA09——2009阀门用焊接材料标准2009-09-01发布2009-09-01 实施开封高中压阀门有限公司编制:校对:审核:会签:批准:时间:目次编制说明第一部分:阀门用焊接材料选用标准1 适用范围2 焊接材料的选定和供给3 焊接材料的选定原则4 碳钢、低合金钢焊接材料的选定5 铬钼耐热钢焊接材料的选定6 不锈钢焊接材料的选定7 密封面焊接材料的选定8 焊接方法的选定第二部分:阀门用焊接材料技术标准1 说明2 堆焊焊条,焊丝2.1 堆焊焊条(D577、D507Mo、D547Mo、Stellite No.6 、Stellite No.12、Stellite No.21)4 连接焊用焊条4.1 碳钢焊条(J422、 J427、J426、J506、J507)4.2 钼-铬钼耐热钢焊条(R107、R207、R307、R317、R327、R407、R507、R407B)4.3 铬不锈钢焊条(G207、G217、G307)4.4 铬镍不锈钢焊条(A102、A107、A022、A132、A137、A302、A307、A407)4.5 低温钢焊条(W107)4.6 铸铁焊条(Z308、Z408)5 埋弧自动焊用焊丝,焊剂5.1 焊丝(H08A、H1Cr18Ni9Ti、H13Cr2.25Mo1A。
H11CrMo45A、H08CrMoA)5.2 药芯焊带5.3 焊剂5.3.1 烧结焊剂: SJ6035.3.2 熔炼焊剂:HJ430、HJ260、HJ250附录:焊接材料厂名及代号表编制说明阀门用焊接材料技术标准,包括阀门焊接材料选用标准和我厂使用的焊接材料的具体情况两个部分。
第一部分是为了保证阀门焊接材料选用的正确、合理,统一而制定的,是设计和工艺人员的指导性文件。
第二部分主要结合我厂的生产情况,编入有关阀门密封面手工堆焊用焊条、连接焊焊条;铁基、镍基、钴基等,等离子喷焊用合金粉末;手工钨极氩弧焊用堆焊焊丝、连接焊焊丝、埋弧自动焊用焊丝和焊剂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【 】J n i y , nX eogN m r a s uao f he r l 5 i g a u J usn. u ec m li o w el o- a X o i i l i tn l ig vr a t J - ed[]Wer 07 2266— 7 . n e ria h hs esJ. a, 0 ,6 :6 6 1 o l p g 2 【 】E hM, hnsnA,hr rto e a Moe r yl 6 k J as T o e s nH,t 1 dl f cc o o bn s . so c i
( )滑动速 度相 关摩 擦 因数对 轮轨 接触 斑 内最 3 大 Mi s s 应力 、最大纵 向切应 力 、最大 横 向切 应力和 e 最大等效塑性应变影 响较大 ,特别是对最 大纵 向切应 力影响 幅度 近 2 % ,与理论分析相符 。 0 ( )滑动速 度相 关摩 擦 因数对 轮 轨滚 动接 触摩 4 擦力矢量分布和切 向塑性应变分布影 响明显 ,这将 直 接影响列车 的牵 引和制动能力 ,也 是造成 轮轨接触疲 劳损伤 的重要 原因。
1 以 内。 %
p -e o-ed tel d g J . ni en ehn s l s pnns ays t o i [ ] E g ergM cai , et t a a n n i c
2 0 2 ( 2 18—1 8 0 7,4 1 ):5 6.
【 】赵鑫 , 8 温泽峰, 金学松. 轮轨滚动摩擦温升分析[ ] 摩擦学 J.
5 5.
【 】温泽峰, 7 金学松 , 肖新标. 多步非稳态载荷下钢轨滚动接触 应力 和弹 塑性变 形分 析 []工 程力 学 ,072 (2 : 8— J. 20 , 1) 1 4 5
1 . 68
W e ee g,i n Z fn Jn Xue o g, a n io Elsi・ lsi n y i s n XioXi ba . a t pa t a a ss c c l
.
【1 oht . ovlsrce hsepr ete sreft- l 】Bce B N uee ehr e xem n s u oe c i a l rt l m n d lsm n[]A n e dsMns18 , 3 :7 ct egs etJ . na s e i ,91 N 82 . ie l e
t n o r a fF t e,0 0, 2:0 i a J u n o a g 2 0 2 2 5—2 5 ol l i u 1.
gt n o h e ri a hso h atr t J . u r a o a o n w el al d ei c a ce scf ] L b ct n i / n r ii i i
3 2. 6
【 】Za i,i i,oeot o.o tno t he r l l 9 hoXn L Zl D lveR l Sl o fh w e1a l i 1 u i e . ir - o
ig c na ti lsii n lso pa t i sn rn in - n o tc nea t t a dea t- lsi t u iga ta se tf cy cy i
o e l ri a a e n 3 d n mi iieee n de fwh e alwe rb sd o D y a c f t lme tmo l / n
[]C i aw ySi c , 0 ,9 4 :9 9 _ J .hn R i a c ne2 82 ( )8 — a l e 0 5
cn c aa s ae nA E[ ] C i awy Si c , ot t nl i bsdo L J . h aR i a c ne a ys n l e
20 , ( )8 — 3 0 9 3 2 :7 9 . 0
sed aw y J.orao t h aR i a c t,00 pe i a []Ju l fh C i aw y i 20 , rl n e n l S e o y
【 】Rnse W,o— o e Js sn ,t 1 r i o f 3 i br J LoM r y oe o L e a Pe c no g g r M, f B . d t i fi ecaki ttnf ln ot tage J .ne a a g rc iao r l gcn c fi [ ] I r - t u n ii o r i o a t u tn
E g e r g2 0 ,4 7 :0 3 n n e n , 9 3 ( ) 1 —1 . i i 0
【 】LuY nm n ,i Lmn , hdvn Snaa. nli o 4 i og ig Lu i i Maaea akr A a s f g n ys
s s ra e c a k p p g to d r r ln a tc la i g n ub uf c r c r a ain un e ig c na t o d n i o o
学报 , 0 ,5 4 : 8— 6 . 2 52 ( )3 0 5 32
Z a n We ee g J e o g C u l ga ayi o h e h oXi , n Z fn ,i Xu s n . o pi n ls f e l n n s w /
rlr tn m ea e J . ro g ,05 2 ( ) 38— a coa t prt [ ] Ti l 20 ,5 4 :5 if i l e i r u bo y
n ee m n o ef ] / t It n t nl of e c nC n i l et d lC / 8h n ra o a C ne n eo o. t e m e i r
t tM e h n c n e ro i W h e y tms2 0 1 ac c a isa dW a fRal / e lS se .0 9: 5—1 . 8
【2 1 】张卫华 , 周文祥 , 陈良麒, 高速轮轨粘着机理试验研究 等.
[]铁 道学 报 ,002 ( )2 2 . J. 20 , 2 : 2 0— 5
Z n eh ha g W iua, o W e xa g, e in q , ta.Ex e - Zh u ni n Ch n La g i e 1 p r i me trs a c n wh e ri d e in c aa trsisfrh h n ee rh o e l ala h so h ce t i — / r i c o s
rcen ati— t rtnad abao []A M u- a ht g l i t ie a o n lr i J . S EJ r t i p scy n g i c i tn o
n lo g e n ae ei s a d Te h oo y, 0 0, 2 49 — a fEn e r g M trra n c n lg 2 0 1 2: i l
我 国第 四代等离子适合阀门密封面的堆焊机研发成功
全数 字化 控制等离子 堆焊机 ( 四代机 )最 近在武汉 第 高力 热喷涂工程有 限责任公 司研发成功 。这是 继 2 0 0 9年该
o ol g c na tsrs n eomain fr i n e li frr ln o tc te s a d d fr to s o alu d r mut i —
( )轮轨摩 擦 因数 与相对 滑 动 密切 相关 ,可使 1 用滑动速度相关摩擦 因数 的经验公式 与有 限元方 法相 结合进行轮轨滚动接触分析 ,从而提 高分析结果 的可 靠性 。 ( )从轴 重 等其他 参 数不 变 的有 限元轮 轨滚 动 2 接触分析结果看 ,取滑动速度相关 的摩擦 因数对 轮轨 滚动接触最大接触应力 和接触斑 面积影响不大 ,均在
Q f T I2 0 , ( 8 : 1 . R o R R , 7 1 4 ) 8— 4 0
【3 1 】申鹏, 宋建华 , 白 , 轮轨黏着特性试验研究 [ ] 润 李 彬 等. J.
滑 与密 封 ,093 () 1 20 , 7 : 4 O一1. 3
S e e g S n in u , i ii , t . x e me tliv s - h n P n , o g J h a L b n e E p r na n et a Z 1 a i i
2 ( )2 2. 22 : 0— 5
【 】A a aM kt D vl m n n e e et oe f n y 2 km ao . ee p et f i m n m dlo aa - o o of td i r l
s f ln ot tagecak he riss m [ ] io l gcna tu r si w el a yt sJ . s r i o c fi c n / l e
参 考文 献
【 】常崇义 , 1 王成国. 基于 A E有 限元的轮轨稳态滚动接触分 L
析 [ ] 中国铁道 科学 ,09 3 ( )8 9 . J. 20 ,0 2 : 7— 3
Ch n h n y , a g Ch n g o. he lr i se d tt ol g a g C o g iW n e g u W e—al ta ysa erii n
【0 1 】常崇义 , 王成国, 金鹰. 基于三维动态有限元模型的轮轨磨
耗 数值分 析 [] 中 国铁 道科 学 ,082 ( )8 9 . J. 20 , 4 : 9 9— 5
C a g C o g i Wa g C e g o Jn Y n . u r a n y i h n h n , n h n g ,i ig N me c a a ss ye . B Q S hoecl au 1 】Hbi D,alo o sn A A U eri n - t s B, e P t ta m