模架钢球保持架打窝孔模具设计
用数控车床加工实体保持架椭圆形兜孔
3 W 6O 表面质量、 M 48 球形精度、 烧伤等
专用清洗机 清洁度 日光灯等 表面缺陷 自制选别机 尺寸公差 3 啪 O Z 3 玎8Z M 0 几何精度 、 表面粗糙度 、 规值 几何精度 、 表面粗糙度 、 振动值
精磨研工序采用两块 5O OO 树脂砂轮进行 以 磨代研加工 . 比传统用铸铁板精 磨研加工缩短 5 h 加工出的钢球表面粗糙度值小 , , 无烧伤 。 可生产 出振动值低于 3 B的钢球 , Od 钢球单体振动值 的 离散度可控制到 1 2d , — B提高了轴承合套率 。
曙
吼
吼 砌 振动值 硬 度 台套率
吼 瞧 /l C 碾 6 3 6 3 % 9 0 9 2
产生表面形变强化 , 且使表层残余奥 氏体在压力作 用下诱发马氏体相变 , 使表面应力状态由拉应力变 为压应力 , 从而增加强度, 提高疲劳寿命。通过强 化, 钢球表层硬度可提高 l , 了钢球表 2I 改善 玎 面硬度不均匀的状况, 了表层组织的致密度, 增加 为精磨研加工出低噪声钢球创造了条件。
表 l 树 脂砂轮加工钢球 工艺路线
此, 选择合适的加工手段 , 优化加工方法 , 对于实 体保持架椭圆形兜孔 的精密加工至关重要。传统 的加工方法主要是使用万能工具铣床 , 利用手动 分度头进行分度 , 由两人配合操作 , 但是加工的结 果不够理想 , 是表面粗糙 。 主要 纹理混乱 , 合格率 较低 。 根据实体保持架椭 圆形兜孔的特点 , 实现 要
6 2 6 2 6 2
Байду номын сангаас
8 0 8 5 7 8
分析对比表 2 和表 3 可知, 经树脂砂轮加工的
钢球表面质量均匀。 无烧伤 , 表面粗糙度好 。 球形精
钢珠保持架铆合模设计
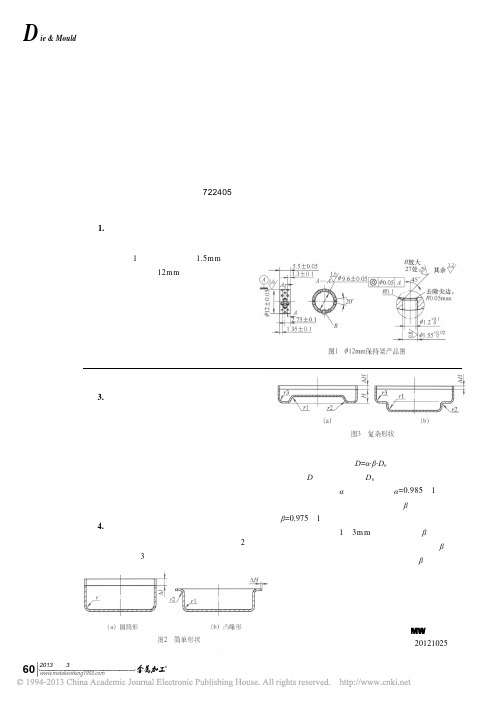
图3 定位轴槽断面
定位轴上距中心1.5mm的位置有轴向的环形槽, 使铆合三排中的任意一排时,其余两排均能空开,便 于其他钢珠的铆合。 (收稿日期:20121025)
D模 具
ie & Mould
钢珠保持架铆合模设计
陕西渭河工模具总厂 (宝鸡 72型微型传动机构 的轴承,如图 1 所示是将直径为 1.5m m 的小钢球 铆合在保持架内径为 12m m 的孔内。钢珠铆合在 孔内的铆合尺寸直接影响到保持架的质量,零件 的具体要求如下:①将钢球放入孔内,将孔口铆 合后,保持架不得有压伤、划痕及变形。②铆痕 与圆孔同轴,铆合方向均匀,铆接深度一致。③ 铆接牢固并保证钢球在孔内转动灵活,不得有局 部卡珠掉珠现象。④零件尺寸小、批量大,一致 确,必须考虑材料厚度变薄的因素。
(a) (b)
图3 复杂形状
得出下面的经验公式 D=α·β·D0 D 为坯料直径; D 0 为按料厚不变原则计算 出的坯料直径; α 为形状系数, α =0.985 ~ 1 ,简单 形状取大值,复杂形状取小值; β 为修正系数, β=0.975~1。 材料厚度( 1 ~ 3m m )取大值时, β 取小值, 模具圆角半径取小值、模具间隙取小值时, β 取小 值,反之,取大值;材料的塑性大时,β取小值。 由于拉深件在拉深过程中壁厚的变薄情况不仅 与零件的形状有关,而且与材料的冲压性能、材料 的厚度、模具圆角及模具间隙等多种因素相关,在 计算毛坯尺寸时除参考经验公式外,还要综合考虑
性精度要求高。⑤对铆合模具要求是便于生产操 作,模具便于拆卸,维修方便。
图1 12mm保持架产品图
3. 影响材料厚度变薄的因素
毛坯在拉深过程中,影响壁厚变化的因素很 多。通过对我车间生产的冲压件的余量进行统计, 结果显示材料变薄与引深凹模圆角半径、凸模圆角 半径、模具间隙及材料塑性等多种因素有关。 其中,适度增大模具圆角半径、增大模具间 隙,可减小变薄程度;而材料塑性性能较好的无氧 铜板在相同模具条件下,与不锈钢材料相比,其变 薄程度较大。
模架钢球保持架打窝孔模具设计

或取 出保持架 。
( 2)定位轴 右端 有让 位槽 , 如有松 动 ,可用 已打 过的孔重 新 对正并加紧。 () 2 定位 齿轮 右端 与支座左端 () 3 定位齿轮 只可单 向转 动 , ()紧固螺钉选用 内六方螺 3
勾打窝孔时给钻头让位。
可M 1 ,使螺钉头小于最小保持 面贴紧 。 0 架 内孔 巾 1 。 8 ( )定位轴左端与定位钉配 当 定 位 器 与 定 位 齿 轮 配 合 后 , 可 4
读逗 篇文章呢 !
模 架 钢 球
保 持架打 窝孔模具设计
M0UL SI OR TH D DE GN F E HOL TE AL E 0F S EL B LCAGE
口 贾晓宁 张福民 赵连乐 戚春桃
摘 要 : 分析 了钢球保 持架的结构特点 。结台 实践设
豳 3 0  ̄
一
1 孚在 2孚套 3钢_ 保持 架 . . 4锕赇 .
I图 3 口 ,这 样 螺母 不需 全部 松 开 ,
1 2 3 4 5
诧可 以装 入 或 取 出垫 片 ,从 而 装
() 1钢球保持 圈必须与定位轴 加紧 , 整个加 工过程 中不能松动 ,
计 了一套球钢 球保持架 打窝孔模具 ,提高 了打 窝孔效率 , 保 证 了质 量
未 键 词 : 铜 球 保 持 架 : 挺具 ;窝 孔 ; 定 位齿 轮
引 言
= 立 旦过 显 量 为00 ~ 1 垃 丑 : 因 为 孔的直径可 通j 选取钻 头 柬保证 . ( cⅡ l . 正 如此.其 向蜻菠运 高于滑动 椹 探度 可由兮钻的 深度定敏来保 证、
持 困 庶座 sg ̄-9 . ,7 . - 支座 J n定位齿轮 1. 1定位
一种球笼保持架球形冲孔模[发明专利]
![一种球笼保持架球形冲孔模[发明专利]](https://img.taocdn.com/s3/m/d41fee2dc4da50e2524de518964bcf84b9d52d2c.png)
(10)申请公布号 (43)申请公布日 2014.04.23C N 103736822A (21)申请号 201310605256.0(22)申请日 2013.11.26B21D 28/32(2006.01)B21D 28/34(2006.01)B21D 43/00(2006.01)(71)申请人瓦房店轴承砂轮制造有限公司地址116300 辽宁省大连市瓦房店市北共济街河南路18号(72)发明人景喜原 王军 赵军(74)专利代理机构大连八方知识产权代理有限公司 21226代理人朱秀芬(54)发明名称一种球笼保持架球形冲孔模(57)摘要本发明涉及一种冲孔模具,具体讲是涉及一种球笼保持架球形冲孔模,其属于汽车零配件加工制造领域,其由球形凹模具、球形凸模具和三瓣固定装置构成,所述球形凹槽具包括:凹模座、球形凹模和手柄,球形凹模通过凹模紧固螺栓固定在凹模座上,凹模座上设有螺栓杆,螺栓杆与手柄相连接,凹模座远离手柄的一端设有弹簧销,弹簧销上设有弹簧;由于球笼保持架球形冲孔模技术运用,三瓣胎具解决了球形保持架无法定位无法装夹的技术难题,方便快捷,提高工作效率;采用球形凸模体过渡结构,可以方便的更换凸模体,不用更换大型的转动轴,这样节约成本,操作方便,同时可以更换更多的大小不同的球笼保持架,通用性强;采用球形冲孔凸模、球形冲孔凹模,解决了球形工件冲孔的关键加工技术。
(51)Int.Cl.权利要求书1页 说明书3页 附图2页(19)中华人民共和国国家知识产权局(12)发明专利申请权利要求书1页 说明书3页 附图2页(10)申请公布号CN 103736822 A1/1页1.一种球笼保持架球形冲孔模,其由球形凹模具、球形凸模具和三瓣固定装置构成,所述球形凹槽具包括:凹模座、球形凹模和手柄,球形凹模通过凹模紧固螺栓固定在凹模座上,凹模座上设有螺栓杆,螺栓杆与手柄相连接,凹模座远离手柄的一端设有弹簧销,弹簧销上设有弹簧;所述球形凸模具包括:球形凸模和球形凸模体,球形凸模通过凸模紧固螺栓固定在球形凸模体的滑动槽中,球形凸模体通过螺栓链接在转轴上,球形凸模体与冲头相接触;所述三瓣固定装置包括:三瓣胎具、卡爪、中心杆和壳体,三瓣胎具固定在卡爪上,卡爪固定与等分主轴上,卡爪与中心杆通过销轴连接在一起;等分主轴装在壳体内,所述壳体与等分主轴中间装有轴承,等分主轴后面装有等分盘,等分盘通过等分盘紧固螺母固定在等分主轴上;代加工工件置于球形凹模和球形凸模之间,并通过三瓣胎具夹紧;球形凸模具的球形凸模体通过弹簧销支撑,三瓣固定装置壳体通过凹模座支撑,凹膜座与壳体通过螺栓杆推到底座做相对位置的水平移动。
钢制轴承保持架兜孔的加工工艺

关键词 : 滚动轴承; 航空轴承; 保持架; CNM A ; 4 rio 钢 加工: 0 拉刀
中图分 类号:H13 3 ;G 7 T 3 .3T 5 文献标识码 : B 文章编号 :00 7 22o )3 09 3 10 —3 6(0 60 —00 —0
M a hn n c n lg fP c eso a i g C g a eo p ca te c i i g Te h oo y o o k t fBe rn a eM d fS e ilS e l
U og a K U Y n —xa,E G H —w i, D n H n —t , O ag i P N e e U og—n2 o 2 2 l
( . ityD es sOl ei 1 oagR g n0teAr oc, l ag 7 00 C i ; . oa Y er gC .l . 1 Mla d gt le ayn ei fh iFr h0 n 10 ,h a2 h ̄ n L CB a n o , d , ir e i n. o e y 4 n yg i a
Q 1 — —15 A1 3 . 青铜或 Q i. — 一15 0 S 5 3 . 青铜 , 3 随
着对轴承速度和温度要求 的提高, 目前 已较多地
3 . —15的性 能对 比见 表 1 。
表 1 0 r io 4 CNM A与 叫 1 一3 . O —15的性能对 比
材料 硬度 抗拉 强度 屈服 强度 延伸率 冲击 功
Q I — 15 A1 3 3 0
一
—
l0 8
60 3
26 5
≥8
15 .
针对 4CNM A材料的各项性 能, 0 rio 首先在加 工前对该材料进行调质处理 , 使其调质后硬度达 到 20 1 B 3 3 R ) 以确保材料组织更 7 30 (3 7H C , H
常用模具结构基础知识
常用模具结构基础知识模具是工业生产中常用的一种制造工艺,它是用于制造各种产品和零部件的工具。
在模具制造过程中,模具结构起着至关重要的作用。
了解常用模具结构的基础知识对于理解模具制造流程和设计有着重要的意义。
本文将介绍一些常用的模具结构以及其特点和应用。
1. 打孔模具结构打孔模具是制造薄板件或者管道上的孔洞的常见模具类型。
其结构一般由模座、模芯、导柱、导套等部件组成。
模座是固定模具的基础部件,模芯则是支撑和形成孔洞的组成部分。
导柱和导套的作用是使模具在操作过程中保持准确的定位。
打孔模具的特点是结构简单、制造成本低廉。
它广泛应用于金属板材冲孔、塑料管道打孔等工业生产领域。
2. 压铸模具结构压铸模具用于铸造金属件,其结构则根据被铸件的形状和要求而有所不同。
常见的压铸模具结构包括:模架、注塑系统、顶针、顶板等。
模架是压铸模具的总体支撑结构,注塑系统则是将熔融金属注入模腔的部分。
顶针的作用是在金属凝固后将铸件从模具中顶出,而顶板则起到定位和支撑的作用。
压铸模具结构复杂,制造难度较高。
但由于其可以生产高精度、高复杂度的金属件,因此在汽车、航空航天等行业得到广泛应用。
3. 塑料注射模具结构塑料注射模具是制造塑料制品的重要工具。
其结构包括模腔、模芯、流道系统、顶针等部分。
流道系统将熔化的塑料从机筒输送到模腔中,模腔和模芯则是形成塑料制品外观和内部结构的部分。
塑料注射模具的特点是结构复杂、制造成本较高。
然而,由于可塑性较好的塑料材料可以制造出各种形状的制品,因此塑料注射模具在家电、日用品等领域中得到广泛使用。
4. 冲压模具结构冲压模具用于金属板件的冲压加工,常常用于制造汽车车身和家电外壳等产品。
冲压模具一般包括模架、模座、模块和冲裁等部分。
模架是冲压模具的主体支撑部分,模座用于固定模具的位置。
模块是冲压模具的最基本的加工单元,它由凸模和凹模组成。
冲裁是冲压模具中实现切割的部分。
冲压模具结构复杂,制造难度较高。
但由于其加工速度快、精度高,被广泛应用于工业领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精 精呈惠 用密广 裔横压 滚架生 于冲 产 珠 泛
钢球 深持架 是 球运动的载 所以钢砖嘎持器离孔的驷 主要是
这 使钢球在其运动过程中与 设计了 巨2所示模具 , 【 其 理 怍 理翌.锭球为标准件.根据导向精 的. 但这j 的排 如 下 : 苎 睦购买 同特度等级的 钢矗 铜球 寻枉寻套肟磨撷均 匀 k 【 )将钢球保持架 碳 恩右端 1 保持茌圈离口 收铆寓孔 使钢球 列给钢球 保持 架的 加工带 来困难 不譬脱出 、 旦钢球 与钢球 1持 笨有 累
模 架 钢 球
保 持架打 窝孔模具设计
M0UL SI OR TH D DE GN F E HOL TE AL E 0F S EL B LCAGE
口 贾晓宁 张福民 赵连乐 戚春桃
摘 要 : 分析 了钢球保 持架的结构特点 。结台 实践设
计 了一套球钢 球保持架 打窝孔模具 ,提高 了打 窝孔效率 , 保 证 了质 量
8 O
横 韭 l M U O& DEP O E T 2 Z £ 期 c 第 7 骺 : D L I R J C :7  ̄ 甚 :
图 1 滚珠导柱导套结构
( )定位轴左端与定位钉配 4
合的孔是与钢球保 持架一 致的。
( )钢球保持圈一周共1 个 5 2 孔, 所以定位 齿轮 也是 1个齿 , 2 而 且是均匀分布于轴向。
() 7 定位器定位端如 图4 在 , a= 5 。 ~7 。使定位器转动灵 0 0 活,定位可靠 ,角度太小则转动 不 灵活,甚至无法转动 ,角度太
持 困 庶座 sg ̄-9 . ,7 . - 支座 J n定位齿轮 1. 1定位
钉 1. 2 弹簧 1 . 3螺钉 1. 器 1. 4定位 5 螺丝塞 1 . 6 拉 圈 1. 7 弹簧
图 2 模 具
大 则定 位 不 可 靠 。 图示 定 位 器 只
能单方 向转动 。
齿轮相 同配合来定位 , 完成整个一
圈孔 的加 工 。
( ) 定位齿轮左端的定位钉 4将 抬起 ,向右移动并旋转齿轮 ,使定 位钉与定位轴下一 个定位孔配合 , 完成第二周孔 的加工 ,依此类推 ,
4
可打 完整个钢球保持架窝孔。
() 5 松开模具右端螺母 、 垫片, 取出钢球保持 架,装入下一个待加 工的保持架。
强
图 3垫 片 图 4定位 器
模具的结构特点
模具的各处结构有以下特 点:
2 0 年第4 l 07 期 息第 7 = 3
未 键 词 : 铜 球 保 持 架 : 挺具 ;窝 孔 ; 定 位齿 轮
引 言
= 立 旦过 显 量 为00 ~ 1 垃 丑 : 因 为 孔的直径可 通j 选取钻 头 柬保证 . ( cⅡ l . 正 如此.其 向蜻菠运 高于滑动 椹 探度 可由兮钻的 深度定敏来椠的导向厦 体,柜邻叫 I 离孔的 列是错 开 寓孔舸定世 嗣题 ,经舒斫研 克我l
编者 按 :本文 作音通过长期 使用证 明.模 臭钢球保持 架打寓孔模具结 构简正、操作方便
定位可靠 、生产政率较高、它适 应各种规格铜王 长
深特 圈筒孔加工1 醍铜球铆装工序 .正为此 问题 阁
托 的朋 友 们 或 需 了肛 这 方 面技 求 的 人 士 何 不读 一
读逗 篇文章呢 !
( )我厂生产的钢球保持圈 6
内孔范围为 1 ~5 , 以定位 轴 8 0所 右端 直径 取 巾 5 ,左端 直径按 5 钢球 保持 圈内孔选取 , 这样 ,对 于不 同尺寸 的钢球保 持 圈 , 只需 要 更换定位 轴 ,垫片 ,其余零件
相 同。
1台钻 2钻 头 3垫 片 4, - _ 往 轴 6锕赇 保 . . . . 7 定 g ̄-5 .
0】 mm 间隙,可在离孔冈灵话转 动 钢球连司钢璐保持 檠与导枉 导 套配 台运动 ,#配 鲁{ 疋孟配喜 。
一
定 位蚰 套^,用右端的内 ^商螺钉
设计模具
钢球 寓j 抽工 包 /, 奠 均 椎 监 管 , Lt L 在 ‘ 《
和垫片加紧= () 2 调整好台钻的位置和深 睦 ( )般靠点端的 定吐器厦定量 3