生产交接记录 表格 格式
班次产量就交接记录模板

日期:
工序名称
产品名称
产品编号
班组
前班移交
本班产量
本班移交
交接签章
早班
中班
晚班
说明事项
说明:各班次统计,车间运用生产日报表、周报表和月报表统计。
班次产量就交接记录模板
日期:
工序名称
产品名称
产品编号
班组
前班移交
本班产量
本班移交
交接签章
早班
中班
晚班
说明事项
说明:各班次统计,车间运用生产日报表、周报表和月报表统计。
班次产量就交接记录模板
日期:
Байду номын сангаас工序名称
产品名称
产品编号
班组
前班移交
本班产量
本班移交
交接签章
早班
中班
晚班
说明事项
说明:各班次统计,车间运用生产日报表、周报表和月报表统计。
生产车间交接班记录表
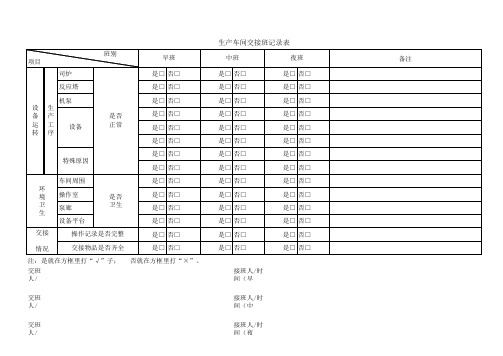
班别 项目 司炉 反应塔 机泵 设 备 运 转 生 产 工 序 是否 正常 早班 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 特殊原因 车间周围 环 境 卫 生 交接 情况 操作室 泵廊 设备平台 操作记录是否完整 交接物品是否齐全 是否 卫生 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 否就在方框里打“×”。 接班人/时间(早班): 中班 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 夜班 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 备注
设备
注:是就在方框里打“√”子; 交班人/时间(夜班):
交班人/时间班人/时间(中班):
接班人/时间(夜班):
生产部交接班工作表
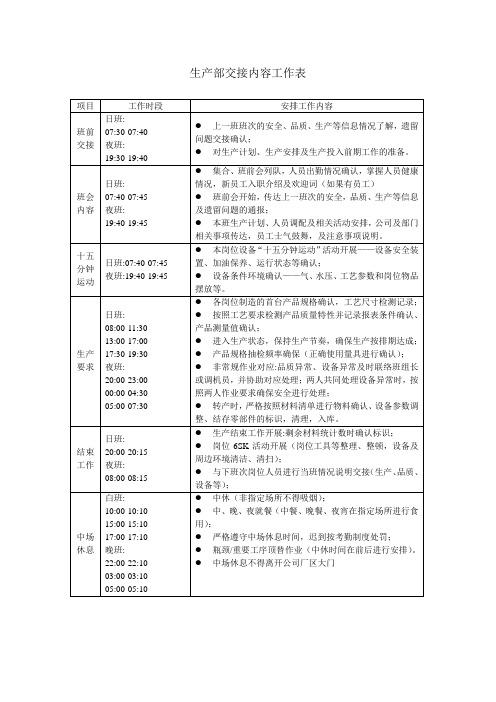
生产部交接内容工作表班前工作开展班前岗位信息了解、交接1、对班次生产状态了解:转产情况(转产频率/问题点/对应措施)质量情况(不良数/问题点/对应措施)材料情况(变化点/上线、退仓管理)设备情况(故障点/对应措施)其它情况(遗留问题联络、处理)2、信息了解、交接态度:语气温和、表达清晰、态度诚恳;不相相互埋怨、指责;尽量不遗留问题和相互协调、理解;班前会开展:1、朝气展现:列队整齐、迅速;班前会问好:“早上好!”,班组口号整齐,声音洪亮;2、个人表达能力向上:班前会主持轮讲(工作感受、见解简明扼要说明);认真倾听、理解上司传达工作信息;“岗位十五分钟运动”活动开展1、设备状态确认:安全装置(光电感应/非常停止键/安全门有效运行);运转导轨(按需给油/无异常音/运转顺畅)电机情况(无异常声音、发烫、异味)设备条件(水、气压设定正常且无泄漏)2、环境状态确认工装夹具整齐摆放在相应区域‘零件框整齐摆放在规定区域内;岗位周遍地面无杂物、积水;岗位无不良材料遗留;(确认项目与结果记录在设备点检表及安全日检表内)生产材料管理1、核对生产机种材料;根据机种转产清单核对生产计划材料;对材料配送员配发的材料型号实物进行确认;记录生产的材料型号和数量根据材料图号识别岗位生产材料再确认上线生产,并放置指定区域;首台产品规格确认1、利用标准量具正确测量各个工装夹具生产的首台产品是否符合产品工艺值;2、在质量检查表内记录实际测量值;正常生产节拍确保1、人员面:不串岗聊天、离岗、玩手机等;不幻想走神、发呆;专心致志按标准作业手势操作;掌握简单不良(设备/品质)调整、修理。
2、设备面:禁止私自调整设备运转参数;设备不良发生时及时联络班组长或维修人员并协助处理;调协不良项目/原因/对策记录管理→再发快速对应润滑给油确保→机械不良防止(定时:1次/?H,1次/?台)气压警报防止(定时观察压力表)3、岗位环境:明确区分各类定置区域严格区分摆放,使用后原位放回;生产计划数量保持保量完成(工装夹具/合格品、不良品/检测量具等)品质检查确保1、定时定量测量确认:定时:按操作指导书工艺要求时间测量确认;定量:根据生产特性取组进行测量确认;(量具正确,有效使用)2、根据岗位作业要求认真确认产品外观三不宗旨:不制造不良、不接受不良、不流出不良机型切替(转产)1、转产前工作:确认转产前机型生产数量是否条例计划生产数量;确认下一机型数量及生产规格、物料型号(依据:机种零部件清单/生产计划书)清理上一机型(清线、清场)清理上一机型结存材料(统计数量标识清楚,返还物流人员处理)准备机型相对应的工装夹具;2、特产中工作:将设备定在手动和非常停止状态下;拆除上一机型的工装夹具并摆放规定区域;(相同工装夹具需要确认规格值)正确安装好生产需要工装夹具度确认紧固状态,调整好所生产机型的设备工艺参数;确认好生产条件后各个工装夹具试作1如确认规格值并填写确认测量值;(依据:操作指导书工艺参数)3、转产后工作:联系班组长或技术员进行首台产品规格确认填写确认值;所有转产后的工装、夹具整齐放置指定场所;前台产品经指定人员二次确认合格后恢复生产;设备异常对应:设备不良发生时,应及时停止再作业,将设备设定在非常停止状态下确认不良发生源并进行解除,如未究明原因或未得到调整修理资格时,马上联系相关人员(有修理资格人员)进行处理。
生产交接班记录表

年月日
班别 类型
1、生产计划:计划
班, M;实际:
班长: M,指令单号:
生产部交接班记录表
1、生产计划:计划
表单号:MG/SC-R01-01-0
班, M;实际:
班长: M,指令单号:
2、人员出勤:应到
人;实际:
人,
2、人员出勤:应到
人;实际:
人,
3、设备稼动状况:□OK;□NG,异常时间:
H
本
3、设备稼动状况:□OK;□NG,异常时间:
H
班 4、产品质量状况:□OK;□NG,异常米数:
M 切除米数:
M
生
产 5、制程状况:□OK;□NG。
4、产品质量状况:□OK;□NG,异常米数:
M 切除米数:
M
5、制程状况:□OK;□NG。
状 况
6、7S管理:涂布头□OK;□NG,1#发送□OK;□NG,2#发送□OK;□NG,收卷 □OK;□NG, 6、7S管理:涂布头□OK;□NG,1#发送□OK;□NG,2#发送□OK;□NG,收卷 □OK;□NG,
说 明
其它区域□OK;□NG;
其它区域□OK;□NG;
7、人员操作失误: 次
7、人员操作失误: 次
8、其它:
8、其它:
本 班 问 题 点 说 明
下 班 重 点 跟 进 事 项 说 明
主管确认:
安全生产交接单

安全生产交接单
【标题】安全生产交接单
【正文】
根据公司的相关规定,为了确保公司生产过程中的安全与顺利进行,特制定本安全生产交接单,以便部门之间能够及时、全面地交流和记录相关安全生产事项。
【交接内容】
交接人:(填写姓名)接收人:(填写姓名)
交接日期:(填写日期)交接地点:(填写地点)
交接事项:(根据具体情况逐项填写交接事项,如设备运行情况、安全隐患、紧急应急措施等)
1. 设备运行情况:
(填写对应设备的运行情况以及是否存在异常情况)
2. 安全隐患:
(填写存在的安全隐患以及已采取的安全措施)
3. 紧急应急措施:
(填写已经制定的紧急应急预案以及相关应急设施的情况)
4. 安全生产管理制度:
(填写相关安全生产管理制度的执行情况以及是否存在违规行
为)
【交接备注】
(填写交接中需要备注的其他事项或需要特别关注的内容)
【交接完成确认】
交接人签字:接收人签字:
【审核意见】
审核人:(填写姓名)审核日期:(填写日期)审核意见:(填写审核人对交接事项的意见以及建议)
【交接记录归档】
归档人:(填写姓名)归档日期:(填写日期)归档意见:(填写归档人对交接记录的意见及相关处理措施)
【备注】
(根据需要添加其他有关安全生产交接事项的备注)
【结束语】
本安全生产交接单为双方交接过程中的记录与沟通依据,并将有关事项归档保存,用于安全生产监管与管理。
希望各部门能够严格按照相关制度要求,确保公司生产过程中的安全与顺利进行。
【字数:500】。
生产交接记录(表格模板、doc格式)
你很善良,也很努力,你明白“人若志趣不远,心不在焉,虽学五成”,那么请你继续以努力为本,继续追求。学习的时候放下顾虑,聚精会神,提高学习效率,尽量做到最好。
:你喜欢“走自己的路,让他们说去吧”!但你在班里似乎从不张扬,总是默默无闻的,用自己优秀的学成绩证明着你的实力。你思维灵活,接受能力较强,勤于思考,作业本上那工整的字迹,是你文静开出的花朵。你文静有余而活动不足,希望你能再接再厉,百尺竿头更进一步
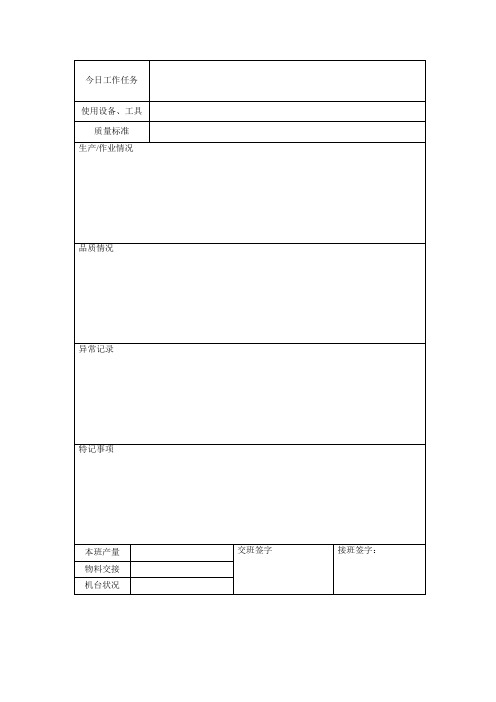
使用设备、工具
质量标准
生产/作业情况
品质情况
异常记录
特记事项
本班产量
交班签字
接班签字:
物料交接
机台状况
工厂交接班记录表范本
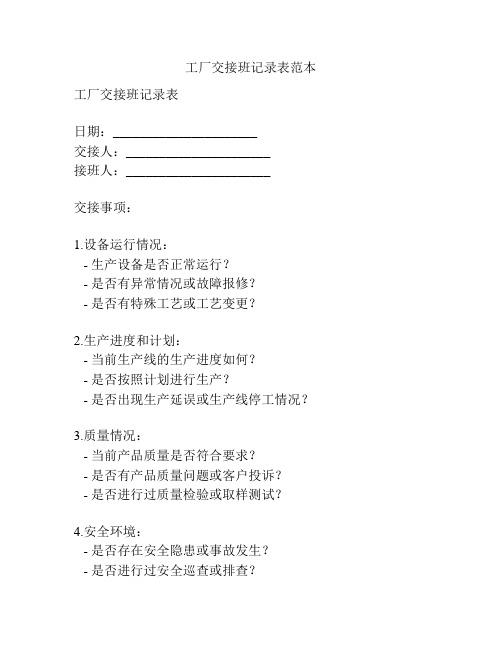
工厂交接班记录表范本工厂交接班记录表
日期:______________________
交接人:______________________
接班人:______________________
交接事项:
1.设备运行情况:
- 生产设备是否正常运行?
- 是否有异常情况或故障报修?
- 是否有特殊工艺或工艺变更?
2.生产进度和计划:
- 当前生产线的生产进度如何?
- 是否按照计划进行生产?
- 是否出现生产延误或生产线停工情况?
3.质量情况:
- 当前产品质量是否符合要求?
- 是否有产品质量问题或客户投诉?
- 是否进行过质量检验或取样测试?
4.安全环境:
- 是否存在安全隐患或事故发生?
- 是否进行过安全巡查或排查?
- 是否有员工违章行为或安全教育培训需求?
5.原材料和库存:
- 当前原材料库存情况?
- 是否有原材料缺货或超期问题?
- 是否需要进行采购或库存调整?
6.其他事项:
- 是否有其他需要交接的工作或事项?
- 是否有需要注意的特殊情况或工作计划?
备注:
______________________________________________________ ___________________
交接人签字:______________________
接班人签字:______________________
本交接班记录表仅供内部使用,不得外传或泄露。
交接班记录表
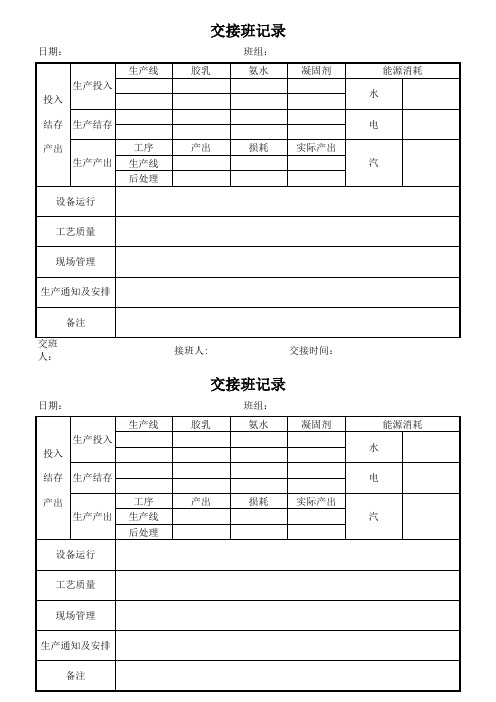
生产投入 投入
生产线
结存 生产结存
产出 生产产出
设备运行
工序 生产线 后处理
交接班记录
班组:
胶乳
氨水
凝固剂
产出
损耗
实际产出
工艺质量
现场管理
生产通知及安排
备注
交班 人:
接班人:
交接时间:
日期:
生产投入 投入
生产线
交接班记录
班组:
胶乳
氨水
凝固剂
结存 生产结存
产出 生产产出
工序 生产线 后处理
设备运行
产出
损耗
实际产出
工艺质量
现场管理
生产通知及安排
备注
Hale Waihona Puke 能源消耗 水 电 汽能源消耗 水 电 汽
交班 人:
接班人:
交接时间:
生产工序交接表

3.上下工序之间执行三检:“自检”、“互检”、“专检”
备注:
4.各工序交接时须质检员经质检合格后方可交接,相关责任人负责签字交接 5.货完工后入库登记并将单转交给订单部责任人保管
6.本单适于LFG及HD生产流程单,所有单货的正常工序工期如下:原木门木制部门应交期限为 10-18天,油漆部门应交日期为12-15,包装组应交日期为1-2天;实木门木制部门应交期限为 7-11天,油漆部门应交日期为7-11天,包装为1-2天。加急单及售后单根据实际情况处理。
生产随工单
客户姓名:
合同编号:
接单员:
下单日期:
生产完工日期
工序名称
木质套板脸线 组
木质门扇组
应交日期
实交日期 交接人签字
备注
贴皮饰面组
木制质检组 2014/3/17
白茬组
头度漆
二遍包装组
订单部
1.每个单货上下工序交接时必须确认签字:须含姓名、日期
2.单随货走,上工序货不全,下工序不予接单,(特殊情况须注明理由)