单镀Galfan钢丝抹拭工艺的研究
河北工业大学科技成果——镀Galfan钢丝生产线
河北工业大学科技成果——镀Galfan钢丝生产线项目简介Galfan合金就是指Zn+5%Al合金。
这种合金镀层较目前广泛采用的纯锌镀层的耐腐蚀性提高2-3倍。
其应用不仅可解决特殊环境的应用,而且因取代纯锌镀层还会产生巨大的经济效益。
例如:电缆:目前用于输变电的电缆采用钢芯铝绞线。
作为强度的钢芯线是通过镀锌防腐的,锌层的耐腐蚀寿命为20年,因此电缆的使用寿命只有18年。
也就是说到了15年,就要全部更换新电缆。
如果钢芯线采用镀Galfan 合金,其耐腐蚀寿命提高到50年,因此电缆的更换时间可推延到40年。
仅此就不难看出推广Galfan镀层的经济意义。
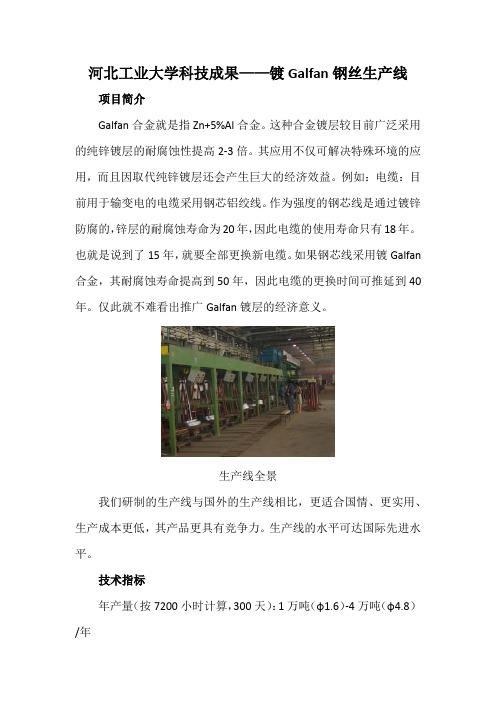
生产线全景我们研制的生产线与国外的生产线相比,更适合国情、更实用、生产成本更低,其产品更具有竞争力。
生产线的水平可达国际先进水平。
技术指标年产量(按7200小时计算,300天):1万吨(φ1.6)-4万吨(φ4.8)/年平均产量(以年平均产量2.8万吨计算):4000公斤/小时线材碳含量:0.1-0.85%C线材直径:1.6mm-4.8mm平均直径:3.2mm平均速度:47.60米/分钟D.V.值(直径×线速):150钢丝数量:20钢丝间距:38mm镀Galfan 钢丝产品设备功能1、可生产出单纯镀锌的钢丝,可直升镀锌,也可斜升镀锌。
镀锌层重量不小于ASTMB802M-94标准中的B级。
2、可生产出镀锌+镀Galfan钢丝,镀层重量可达到ASTMB802M-94标准中的B级标准。
3、可生产出单纯镀Galfan的钢丝,可达到YB/T180-2000A级标准。
4、每根钢丝的镀层厚度可单独控制。
5、同时可生产不同品种的产品。
6、可生产低、中、高碳钢丝。
市场前景目前国内对Galfan钢丝、钢胶线的需求量为每年60万吨,而目前的产量仅为2万吨,市场的潜在空间巨大。
也正是因此,上海宝钢今年引进两条生产线,武钢也已立项准备明年引进另一条生产线。
如果所有的生产线全部投产,年生产量也仅为8万吨,仍远不能满足市场的需求。
钢丝热浸镀Galfan合金镀层开裂的研究
貌 。采用 J O i k 50P E IR g u2o / C型 x射线衍射仪 ( uK ) a C a 分析镀层的物像相 。采用 MKⅡ型 X射线光 电子能谱 ( Mg
K) a 分析镀 层 , =15. e 仪器 的能 量误差 为 十0 1 Mg Ka 2 36V, .5 e 仪 器的 能量 线 性 用 C p/ 、 g35 2 A f/ 进 行 V, u2 32 A d/ 、 u472 校正 。X光 源 的束 斑 直径 约为 1mm。样 品 中所 含元 素 的灵 0 敏度 因 子如表 1 示 。 所 表 1 样 品 中元素 的灵敏 度 因子
g an b u d r s t em an f c o o g n r t r c h o t g r i o n a y i h i a t r t e e a e c a k i t e c a i . n n
Ke r s ywod
h tdp,ca k ,m ir sr cu e o—i rc s co tu t r ,Gafn al y l l a o
的组 织形貌 、 相组成及元素 的结合方式 , 并观 察 了镀层开裂及 断 口的组织形貌 。结果表 明 , aa 金镀层 中无 明显 Gl n合 f 合金过渡层 , 镀层 中裂纹在 晶界 产生并沿 晶界扩展 。镀层 晶界处的氧化物等 杂质是 造成镀层开裂 的主要 原 因。
关键词 热浸镀 开裂 微观组织 Gln aa 合金 f
ha eb e t de .Th e ut h w h tta st n ly rwi tr eal o o n sh sn tb e o n b iu l. v en su id ers lss o t a r n ii a e t i em tlcc mp u d a o e nf u d o vo sy o hn i
线材连续热镀锌及Galfan生产线关键设备和技术展望
最新 动态 , 结合 实 际生产 中的具体 情况 , 线 材连续 对 热镀 锌及 锌铝 合金 生产 中关 键设 备 和技术 应用 及 线 材在热浸镀领域 的发 展方 向做了系统综述 。 2 线材 连 续热镀 锌 机组
连 续热 镀锌 机 组工艺 包 括镀前 处 理 ( 脱脂 、 洗 酸
和助镀 )热浸 镀 和后处 理 ( 、 控制 上锌量 、 却 ) 冷 四个主 要工序 。线 材连续 镀锌生产工艺流程如 图 l 所示 。
比纯锌低 3 . 7 5℃ . 耐腐蚀 性是纯锌 的 2 4 , 乎不 ~倍 几 影响被镀钢 丝 的性能 。耐腐蚀 主要是铝 的作用 , 含铝 42%~ . . 72 %时 . 耐腐蚀 是纯锌 的 2 以上 ; 铝 4 倍 含 %则 耐腐蚀 只比纯 锌增加 4 %。稀土最佳 值为 0 6%, 2 . 0 实 际远小于此 。 加多 了影 响耐腐性能 。
[ 要 ] 金属热镀锌及锌铝合金是增加材 料抗 腐蚀性能 , 摘 提高材料 自身保护 的一种实用 的手段 。对于线材产品 , 实现在 热镀锌过程 中作业的连续化 、 控制 的智能化 、 对于 1渐激烈 的市场竞争有十分重要 的意义 。文章根据 当前 国内外在热镀锌和锌 3 铝合金领域 的最 新动态 , 合实际生产 中的具体情况 , 结 对线材 连续 热镀锌 、 锌铝合 金生产 中关键设 备和技术应用 , 及对线 材在
热浸镀领域 的发展方 向做 了系统综述。
关键词 线材
1 前 言
热镀锌
锌 铝 合金
酸洗
镀层
关键设 备
21 超 声 波 清洗 .
金属材料镀锌 处理是一 种实用 有效 的防腐方法 . 材料 经过镀 锌 以后 。由于锌 的电极 电位 比基 体材 料 高 , 为牺 牲 阳极 , 效地保 护 了基体材料 , 高 了耐 作 有 提
钢丝工艺技术

钢丝工艺技术钢丝是一种常见的金属材料,广泛应用于建筑、制造和工业领域。
钢丝工艺技术是指对钢丝进行加工和处理的一系列工艺方法和技术,旨在使钢丝具有更好的强度、耐磨性和耐腐蚀性。
本文将介绍几种常用的钢丝工艺技术。
首先,钢丝的涂层技术是一种常见的工艺方法。
通过在钢丝表面涂覆一层薄膜,能够增加其耐腐蚀性和耐磨性。
常见的涂层材料包括锌、镀铬和塑料等。
其中,锌涂层能够有效地防止钢丝氧化和腐蚀,延长其使用寿命。
镀铬涂层则能提高钢丝的硬度和耐磨性,适用于制作高强度的钢丝产品。
塑料涂层能够保护钢丝表面,使其具备良好的耐腐蚀性和绝缘性,适用于电缆制造等领域。
其次,钢丝的淬火和回火技术是提高钢丝强度和硬度的重要工艺方法。
淬火是指将钢丝加热至一定温度后迅速冷却,使其表面形成硬度较高的马氏体组织。
回火则是将淬火后的钢丝进行再加热,使其马氏体组织转变为更韧性的珠光体组织,并消除冷却过程中产生的内应力。
通过淬火和回火工艺,钢丝能够获得更高的强度和硬度,适用于制作弹簧、钉子等产品。
此外,钢丝的冷拔工艺也是一种常用的技术方法。
冷拔是指将钢丝通过金属模具的拉力作用下,连续通过一系列辊轧的过程,将其直径逐渐减小。
通过冷拔工艺,钢丝的晶粒结构得到细化,并获得更好的强度和韧性。
冷拔还能改善钢丝的表面光洁度和尺寸精度,使其更适用于高精度要求的制造工艺。
最后,钢丝的电镀技术在一些特殊领域中得到广泛应用。
电镀是利用电解原理,在钢丝表面沉积一层金属薄膜的工艺方法。
常见的电镀材料包括镍、锌、铜等。
通过电镀技术,钢丝能够获得特定的外观和性能,如亮度、耐腐蚀性等。
电镀还能提高钢丝的导电性和焊接性能,适用于电子、电气和制造领域。
综上所述,钢丝工艺技术是一门研究钢丝加工和处理的技术学科,包括涂层、淬火回火、冷拔和电镀等多种方法。
这些技术方法能够提高钢丝的强度、硬度、耐磨性和耐腐蚀性,满足不同领域的需求。
随着科技的发展,人们对钢丝工艺技术的要求也越来越高,相信未来会有更多创新的技术被应用于钢丝的加工和处理中。
钢丝镀层研究进展报告

钢丝镀层研究进展报告
钢丝镀层是一种常见的防腐方式,常用于建筑、汽车、电气、冶金等工业领域。
它通过在钢丝表面镀覆一层金属或者非金属材料,以增加钢丝的抗腐蚀性能和耐久性。
近年来,钢丝镀层技术在国内外得到了广泛的研究和应用。
以下是钢丝镀层研究的最新进展:
首先,钢丝镀层的防腐性能不断提高。
研究人员通过改变镀层材料、合金添加剂和镀层技术等手段,提高了钢丝镀层的防腐蚀性能。
例如,新型氟烷基材料的引入使得钢丝镀层在腐蚀介质中具有更好的稳定性和耐久性。
其次,钢丝镀层的应用领域不断拓展。
除了传统的建筑、汽车和电气领域,钢丝镀层在航空航天、海洋工程、环境保护等领域也得到了应用。
研究人员发展了适用于各种环境的钢丝镀层,以满足不同领域对防腐性能和耐久性的要求。
第三,钢丝镀层的生产工艺不断改进。
传统的钢丝镀层工艺中存在较多的环境污染和能源浪费的问题。
研究人员通过引入新的镀层工艺,例如无电镀镀层和热镀层,减少了环境排放和能源消耗,提高了钢丝镀层的生产效率和质量。
第四,钢丝镀层的层间结构和性能研究逐渐深入。
研究人员通过扫描电子显微镜、谱学分析等技术手段,对钢丝镀层的层间结构和性能进行了详细的研究。
他们发现,镀层结构的优化对于提高钢丝镀层的耐腐蚀性能和机械性能非常重要。
总结起来,钢丝镀层研究在防腐性能、应用领域、生产工艺和层间结构等方面取得了显著进展。
然而,还存在一些问题需要进一步解决,例如钢丝镀层的环境友好性和成本效益等。
未来的研究重点应该放在这些方面,以提高钢丝镀层的可持续发展和应用效果。
Galfan
产这 种 钢丝 , 具 特 色 , 能 实 现 优 势 互 补 , 快 形 各 如 尽
成新 兴 产业 , 现在 可谓 是 个 时机 。 天 津钢 丝 厂从 美 国引进 的双浸 镀 G l n钢 丝 生 aa f
架, 使抽 出的钢丝 同时抖动 , 并使尚未凝 固的合金镀 层失 去 平衡 , 而 经 水 冷凝 后 , 面呈 现 粗 细变 化 。 从 表 基 于 以上 分 析 , 采取 了如 下措 施 :
紧适 中 , 时更 换 。 适
( ) 集 中 供水 冷 却 改为 单 独供 水 冷却 , 3将 保证 每 根 线 在 断线 、 车 时 及 时停 止供 冷 却水 , 挂 杜绝 相 互 干
扰。
也有很大关系。经过 系列改进 , 最终解 决 了镀层表
面各 种缺 陷 。 1 Ga a l n镀 层钢 丝表 面缺 陷 的几 种 现 象 f
上 述 缺 陷 , 时 单一 出现 , 时两 种 同 时 出现 。 有 有
2 原 因分 析及 解 决措 施 2 1 对 前 两种 缺 陷现 象的分 析 .
圈就 扭转 30 , 矫直 消 除 了弯 曲变 形 , 残 余 扭 转 6 ̄经 但 变形 产 生 的切 应 力 依 然 存 在 , 钢 丝 在 运 行 中发 生 使 扭 转 。钢 丝从 液 面抽 出后 , 面 粘 附 的液 态 镀 层 同 表 时随 钢 丝扭 转 , 态镀 层 因惯 性 不 与钢 丝 同步扭 转 , 液 且 因 重力 作 用 , 扭 转 边 下 垂 。 当 其 连 续 不 断地 扭 边 转 到切 应力 和正 应 力 之 和 足 以 克 服 重 力 时 , 部 分 这 合 金镀 液 将 不再 下 垂 , 被 钢 丝 带 走 , 水 冷 却 后 , 而 经 形 成一 段 明显 、 规则 的螺旋 节 , 间断性 出现 。 且
热浸镀Galfan合金镀层开裂机理的研究

热浸镀Galfan合金镀层开裂机理的研究Galfan合金作为钢铁基体的热浸镀材料,有很好的抗腐蚀性,但是Galfan合金镀层在受力变形时出现的裂纹,影响到Galfan镀层对基体的保护效果。
本文针对热浸镀Galfan合金镀层弯曲开裂问题,通过对镀层进行定量弯曲试验,观察裂纹的产生、扩展及影响因素,并根据裂纹的不同开裂形式,结合Galfan镀层生产工艺,运用多种试验研究方法:如SEM,XRD,XPS和TEM对镀层和中间过渡层进行研究,分析镀层在受到外界应力时出现裂纹的原因和界面处可能存在的结合关系,所得结论如下:镀层的中间过渡区存在有体心立方的α-Fe,六方Zn和Al13Fe4相,还有菱方结构的Al-Zn金属固溶体。
TEM试验结果分析可得,单镀Galfan合金镀层的过渡层中存在一些非金属杂质元素,如O,S和C。
非金属元素存在于镀层和基体之间,会导致在镀层与铁基体界面能下降,在弯曲变形时,容易在它们界面处产生裂纹,并扩展。
热浸镀Galfan合金镀层在受到压应力时,镀层中没有裂纹产生并且结构更加致密;当镀层受到拉应力时,在镀层将有裂纹产生并扩展。
当Galfan镀层厚度超过100μm时,弯曲开裂的倾向更大,开裂程度更严重;热浸镀Galfan合金镀层中如果存在Fe元素,镀层力学性能受到影响,在弯曲情况下裂纹很容易在镀层中产生,并扩展长大;通过拉拔工艺可以使Galfan钢丝镀层更加致密,并降低镀层弯曲变形开裂倾向,改善了镀层的力学性能。
钢丝双浸镀 Galfan合金涂覆层的显微组织

钢丝双浸镀 Galfan合金涂覆层的显微组织摘要:钢丝双浸镀 Galfan 合金涂覆层是一种高效的防腐保护材料,本研究分别采用了金相显微镜、扫描电子显微镜和能谱分析等手段对其显微组织进行了分析。
结果表明,Galfan 合金涂覆层主要由锌铝合金层和锌铝铁复合层组成,两者之间存在着一定的过渡层。
锌铝合金层呈片块状分布,粒度较大,锌和铝元素互相分布均匀;锌铝铁复合层由块状和鳞片状组成,粒度较细,铁元素呈片状分布,主要分布在锌铝合金层的基体中。
Galfan 合金涂覆层的组织结构紧密,具有较好的耐腐蚀性能。
关键词:钢丝;Galfan 合金涂覆层;显微组织;金相显微镜;扫描电子显微镜;能谱分析;耐腐蚀性能。
正文:Galfan 合金涂覆层由于其优异的耐腐蚀性能,在工业领域得到了广泛的应用。
该涂覆层主要由锌铝合金层和锌铝铁复合层组成,两者之间存在着一定的过渡层。
为了探究钢丝双浸镀 Galfan 合金涂覆层的显微组织结构,本研究采用了金相显微镜、扫描电子显微镜和能谱分析等手段进行了分析。
首先,通过金相显微镜观察 Galfan 合金涂覆层的断面组织结构,发现该涂覆层由两层组成。
其中,锌铝合金层呈片块状分布,粒度较大,一般为 1-2mm。
在金相显微镜下可以看到,锌铝合金层中锌和铝元素交替堆积,且分布均匀。
同时,金相显微镜下还能观察到锌铝合金层与钢基体之间存在一定的过渡层。
接着,通过扫描电子显微镜观察 Galfan 合金涂覆层的表面形貌。
结果显示,Galfan 合金涂覆层的表面相对较平整,呈现出类似于“铁锈”或“锯齿”状的构造。
扫描电子显微镜下进一步观察锌铝合金层和锌铝铁复合层的显微组织结构。
锌铝铁复合层由块状和鳞片状组成,粒度相对较细,一般在 50-100 μm 之间。
铁元素呈片状分布,主要分布在锌铝合金层的基体中。
最后,通过能谱分析进一步确定 Galfan 合金涂覆层中的元素分布情况。
结果表明,锌铝合金层中锌和铝元素含量分别为82.37% 和 17.46%,铜元素含量较低。
电镀钢丝工艺流程
电镀钢丝工艺流程
嘿,朋友们!今天咱就来好好唠唠电镀钢丝工艺流程这档子事儿。
你想啊,这电镀钢丝就好比是给钢丝穿上一件超级酷炫的“金属外衣”。
那这衣服咋穿上去的呢?
首先得把钢丝好好地清洗干净,就像咱出门得把脸洗干净一样,不然这“衣服”能穿得好看嘛!把钢丝上的脏东西、油污啥的都去掉,让它干干净净地准备迎接新变化。
然后呢,就把它放到电镀液里啦。
这电镀液可神奇了,就像个魔法池,钢丝一进去,就开始发生奇妙的反应。
各种金属离子在钢丝表面聚集、沉积,慢慢就形成了那层坚固又漂亮的镀层。
这过程可不简单哦!就好像建房子,得一砖一瓦精心搭建。
要是哪个环节出了岔子,那这“房子”可就不牢固啦。
在电镀的时候,电流啊、温度啊这些都得控制得恰到好处。
电流大了小了都不行,温度高了低了也不行,这得多难把握呀!但咱专业的电镀师傅们就能做到,厉害吧!
镀完了还不算完事儿呢,还得检查检查这镀层质量咋样。
是不是够均匀呀,够牢固呀。
这就跟咱买衣服得看看有没有线头、做工好不好一个道理。
你说这电镀钢丝工艺流程是不是很有意思?就像一个精心编排的舞蹈,每一个步骤都得准确无误地完成,才能跳出那完美的舞步。
咱生活中好多东西都离不开电镀钢丝呢,你想想那些坚固的钢丝绳,不都是经过这样的工艺才变得那么可靠嘛。
要是没有这一道道严谨的工序,那这些东西还能让我们放心使用吗?肯定不能呀!
所以啊,可别小瞧了这电镀钢丝工艺流程,它可是背后默默付出,为我们的生活提供保障的大功臣呢!咱得好好感谢那些在电镀一线辛勤工作的人们,是他们让我们的生活变得更美好,更安全!。
钢丝热浸镀GALFAN应采用双镀工艺
中国工程院院士黄崇祺和金属制品业资深专家、原浙江省工业研究院副院长兼总工程师蒋冶鑫教授针对为什么钢丝热浸镀GALFAN(锌-5%铝-稀土合金镀层通称GALFAN)要采用双镀工艺的问题阐述了看法。
他们说,GALFAN镀层热浸镀工艺有单浸镀和双浸镀两种。
单浸镀的工艺流程是放线—前处理—助镀—热浸镀GALFAN合金,其最大优点是工艺流程短、能耗物耗少、镀锅内成分和镀层显微组织容易控制。
但到目前为止,世界钢丝行业还很少采用这种单镀工艺,即使是GALFAN技术研究中心,钢丝单浸镀工艺也还处于试验阶段。
从宁波渔业钢丝绳厂的生产实践来看,单镀工艺的产品质量还有不尽如人意之处:第一,在相同的速度下,钢丝热浸镀GALFAN合金的镀层重量只有镀锌钢丝的55%~60%。
虽然GAL FAN合金镀层有较纯锌镀层提高l倍以上的抗蚀能力,但两种不同镀层厚度的渔用钢丝绳在海水中的实际寿命是基本相同的,有时GALFAN合金镀层略好一些,优点不明显。
第二,表面漏镀问题很难解决,约有7%的产品漏镀而不合格。
与多根钢丝同时热浸镀相反,世界上带钢和单根钢管的单浸镀GALFAN工艺却用得很普遍,这是因为这些产品的镀层重量要求不像钢丝那么高(一般多在200克/平方米以上)。
例如,电器用薄镀层镀锌钢板的镀层重量只有25~30克/平方米,汽车镀锌板一般也只要45克/平方米。
还有,一根带钢或一根管子在热浸镀时,镀层漏镀不易出现,即使有也易于解决,如钢板制品采用森吉米尔法就可以避免镀层表面的漏镀问题。
放线—前处理—助镀—热浸镀锌—冷却—热浸镀GALFAN合金—冷却—收线。
对钢丝来说,双浸镀工艺的优点:一是先镀锌后镀GALFAN合金工艺宽容度大,表面漏镀问题可以避免;二是得到的镀层较厚,在《锌-5%铝-混合稀土合金镀层钢丝、钢绞线》标准中,热镀锌钢丝的A、B、C级和钢绞线的A、B、C、D、E级镀层重量都可以达到。
因为采用双镀工艺,GALFAN合金镀层厚度可以做到和纯锌镀层一样,所以在实际使用时,耐腐蚀寿命可以提高l倍以上。
结构新拉索—封闭索与Galfan镀层拉索总结
结构新拉索—封闭索与Galfan镀层拉索提纲一、Galfan镀层拉索特性二、封闭索特性三、Galfan镀层拉索与封闭索的工程应用四、有待研究问题环境污染拉索腐蚀换索封闭索与Galfan镀层拉索一、Galfan镀层拉索特性Galfan (锌‐5%铝‐混合稀土合金)镀层钢丝螺旋线绞合而成,相邻层钢丝捻向相反。
锌‐5%铝‐混合稀土合金成分质量百分数%除Sb 、Cu 、Mg 、Zr 、Ti ,其他元素的质量分数均小于0.02%,其他元素总量小于0.04%。
AlRe Fe Si Pb Cd Sn Zn 4.7~6.20.03~0.1≤0.075≤0.015≤0.005≤0.005≤0.002余量4、抗扭能力与径向抗压能力强★镀层熔点低;相邻层交互捻5、夹持能力好★PE索需要剥除PE层夹持,Galfan镀层拉索可直接夹持6、防火性能好★施工完后可直接涂防火涂层7、规格★Galfan拉索直径范围6mm~165mm(1x3~1x817)二、封闭索特性全封闭索封闭索半封闭索2、优点异形钢丝面接触,相邻层捻向相反,形成封闭光滑的表面轴向刚度及破断力大延伸率小密实系数可达0.9抗扭性能好夹持性好,抗滑移能力强耐久性好,使用寿命长耐磨性好,抗疲劳能力强自锁性,断丝不易跳出3、生产能力★制造困难,工艺复杂,多使用国外生产的产品(欧洲、美国、日本等)。
★如果制作不好,在使用中易出现波浪形变形。
三、工程应用太原煤炭交易中心(索穹顶)新加坡圣淘沙博物馆(张弦结构)上海火车站改造(张弦梁)深圳宝安体育场(车辐式张拉结构)Galfan镀层拉索工程应用徐州奥体中心(索网格结构)鄂尔多斯伊金霍洛旗全民健身中心(索穹顶)呼伦贝尔体育馆葫芦岛体育中心Galfan镀层拉索工程应用重庆国际博览中心江苏镇江体育会展中心印度新德里T3航站楼浙江绍兴体育中心体育馆Galfan镀层拉索工程应用盘锦体育场英国Newport City Footbridge德国BayArena Leverkusen 韩国Inchon Munhak Stadium封闭索工程应用新加坡Singapore Flyer 葡萄牙布拉加市政球场法国Loire 桥英国Tamar 桥封闭索工程应用四、有待研究问题Galfan 镀层拉索将逐渐代替PE 索,封闭索的应用将逐渐增多。
两种助镀工艺热浸镀Galfan合金的比较
热浸镀 Galfan( 锌- 5%铝- 稀土) 合金是对各种 钢铁材料进行防腐蚀的非常有效的手段,是一种比 较新的防腐保护法。它的热浸镀温度低于镀锌温 度,耐腐蚀性是镀锌板的 2 ̄3 倍,并且对裸露的边棱 和镀层划 破部分有极 好的电化学 保护作用[1, 2]。
×100 图 12 杆部抛光后裂纹表面的形态 Fig.12 Morphology of cracks on stem surface
after polishing
在这些部位形成氧化并加速氧化过程。循环应力 对裂纹的形成及氧化过程有促进作用。
由此可知, 进气阀断裂是由于工件在工作过 程中受到外部氧化气氛的作用发生氧化锈蚀, 导 致产生氧化腐蚀疲劳断裂。为此在渗氮过程中应 适当增大渗氮气氛的氮势, 以使表面形成致密的 ε相。但应注意严格控制渗氮工艺, 以防氮势过 度, 导致表面脆性过大, 影响使用。
( 1) 化学助镀 也就是通常所说的水溶液助镀; 不过助镀剂 不是传统的锌氨溶液, 而是 NaF 和 ZnCl2 的混合 溶剂, 成分配比为 20g/L NaF+350g/L ZnCl2。 氯化锌在溶剂烘干过程中与水化合的产物在 热浸镀时具有溶解铁氧化物的能力,使铁氧化物转 变为易挥发的铁氯化物。氯化锌沸点较高,而熔点 较低,所以可作为助镀剂的主要组分。氟化钠熔点、 沸点都高,在热浸温度下很稳定,它不但保护了钢丝 表面不被氧化,而且能够改善铁与镀液的润浸性。 ( 2) 电解助镀 电解助镀剂成分为 140g/LZnCl2+65g/LHCl。 电解助镀实际上是在基体上预先电镀上薄锌层, 使活化后的基体在热浸镀前与外界隔绝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光 泽 性 很 暗 淡 平整度 ≥ 1 O 漏 镀 很 多 均 匀 性 ≥ 8 O
暗淡
正 常
光 亮
较 光 亮 很 光 亮 Fra bibliotek<8
有
<6
正常
<4
细 微
< 2 无 锌瘤
无 明 显 尤 漏镀
6 ~ 8 4 ~ f 2% ~ 4% < 2 无 残余 O 0 o ; o o o 0
Al , l 熔 点高 不 易熔 化 , 着在 钢 丝 的表 面 , A O{ 附
降低 了钢丝 与锌液 的浸 润性 , 造 成漏 镀 。 易 因此 应 采
2 试 验 结 果 与 分 析
在 本试 验 中采用 氨 气分 解产 物 H。 N 和 的混合
用保护性强 的气体来保护 G ln合金液不被 氧化i 。 aa f
目前 , 镀 Ga a 单 l n合 金钢 丝存 在 的 主要 问题 是 f 镀层 表面质 量 的控制 。 本文 采用 工业 化生 产工序 , 利
气 体作 为抹拭 气 体 , 通 过 调 节 电流 密 度 与走 线 速 并 度 而做一 系 列实验 , 析 表 面质 量与 其 关系 。 分
无气体抹拭 、 混合气体抹拭及混合气体点燃 , 对这 3 种不
同情况对表面质量的影响进行 比较分析 , 如图 1 所示。
2 0
1 试 验 方 法 及 表 面质 量 评 价体 系设 计
s ra e q aiY u fc u l t
中 图 分类 号 : TG1 4 4 7.3
文献标识码 : A
抹拭技 术是 控制镀 层 表 面质 量 的关 键 环节 。 所 谓 的抹拭 就是 利用某 物 体 刮 擦 镀 层 液 态表 面 , 提 以
高镀层 的表面 质量 。 目前 主要 用气 刀抹拭 。 刀是 一 气
i s de , n e e s r c uly i o t n ya js n urn d n i ,tepd i p e n ii rcs. s t i a db t r u f eq a t s b i b dut g c r t es y h a d g sed a d w p g p es u d t a i a e d i e t n n o
性。 制定 相对 评 分标 准 , 各项 分 为 5分 , 具体 如 表 1 。
表 1 镀 层 表 面 质 量 评 定 表
个 特殊 的喷气设 备 , 气体 从 它 的缝 形 喷嘴 中喷 出 连 续 的扁平 气体 , 这种 气 体 可 以发挥 像 刀 刃 一 样 的 作 用, 用来 刮平或 刮除 液态类 的物 质口 。 ]
走 线速度 , 抹拭 方 式等 工 艺参 数 来获得 良好 的表 面质 量 ; 试验 表 明 : 电流 密度 在 6 5k m 当 . A/
左 右 , V 值在 2 8c ・ / n时 , 用液氨 分解 的混 合 气体在 点燃 情 况下表 面质 量最好 。 D 8 m rmi 并
关键 词 单镀 Gafn 抹 拭工 艺 l a 液 氨分解 气 表 面质 量
E p r n ss o Oafn s e l t e fc u fc u l y i o ti e n e h p ig c n i o fee tii e st x e i t h w l t h p r t ra eq ai b a d u d rt e w pn o d t n o lcr t d n i me a wi e s t s n i i cy y
维普资讯
单镀 Ga a 丝抹拭 工 艺的研 究* l n钢 f
河 北 工 业 大 学材 料 学 院 (0 1 0 庞 建 超 曹 晓 明 303) 温鸣
中国民用航 空学院 (0 30 张骞 300 )
【 要】主要 研 究 了钢 丝 单镀 Ga a 摘 l n舍 金液氨 分 解 气体 抹拭 的工 艺 原理 , 过调 整 电流 密度 、 f 通
S u y o i n c o o y o e s e o — i pe a f n S e lW j e t d n W pi g Te hn l g f On - t p H td p d G la te r
Ab t a t Th pn eh oo yo n -tph t ipn avnzdg l nse l r t rc e iudar ]nag s sr c ewiig tc n lg f ese o- p igg l i af te wiew hca k l i r o i a o d a e a i d q m
2 1 走线 速度 对镀 层 表面 质 量 的影 响 . 在试验 中, 电流密度为 65k / , 选取 . A 并分别进行
用液 氨分 解气 体 抹 拭 对镀 Oafn钢 丝 进 行表 面质 l a
量控 制 , 考察 各个 影 响 因素 之间 的相 互作 用 , 终得 最
到高 品质 的 Gafn合 金镀 层钢 丝 。 l a
biga o t65 m2 a dn e c y2 8cn・rri n s g cak q i mmo i g s e b u . k A/ ,pd igv l i 8 r n ot /nna d ui rc e l uda n d i na a.
Ke wo d o ese h tdp e g l n se l y rs n - tp o ip d af te wie wiig tc n lg , ca k d l ud a a r, pn e h oo y r c e i i mmo i g s q na a ,