EdgeCAM与FANUC O-T数控系统的数据通信
FANUC技术使用内嵌以太网口进行程序传输
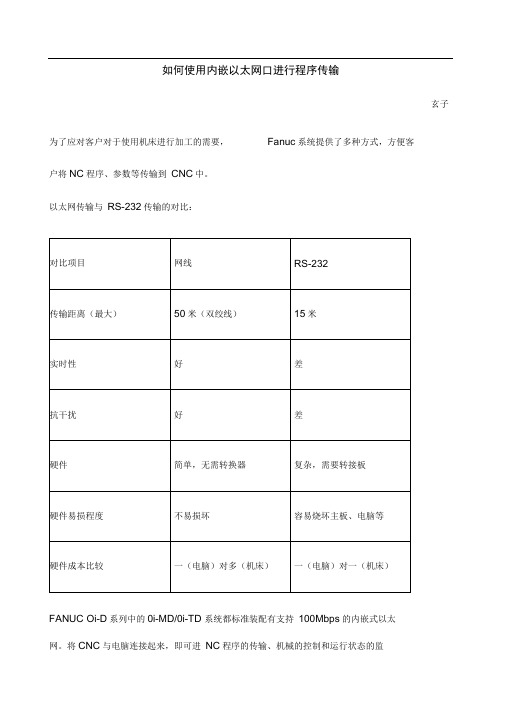
如何使用内嵌以太网口进行程序传输玄子为了应对客户对于使用机床进行加工的需要,Fanuc系统提供了多种方式,方便客户将NC程序、参数等传输到CNC中。
以太网传输与RS-232传输的对比:FANUC Oi-D系列中的0i-MD/0i-TD 系统都标准装配有支持100Mbps的内嵌式以太网。
将CNC与电脑连接起来,即可进NC程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:基于FTP传输功能的NC程序的传输可通过CNC画面的操作来传输NC程序。
电脑侧使用FTP服务器•软件,所以,可以与Windows环境以外的主机一起传输NC程序。
基于FOCAS2/Ethernet的机械的控制和监视可利用i CELL和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件。
此外,也可通过CNC主导信息通知功能,利用NC程序、或者梯图程序发出的指令,从CNC自发地向电脑的应用程序通知信息(CNC/PM(数据)。
可以在线进行基于FANUC LADDER-以及SERVO GUIDE的机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定选择I/O 通道20=99:嵌入式以太网口[SYSTEM严田若干次T[内藏口]T[公共]IP 地址:192.168.1.2子网掩码:255.255.255.0路由器地址:不设置如果错误输入路由器内容,请在MDI键盘上找到[SP],输入即可清除数据[SYSTEM严田若干次—[内藏口] —[FOCA32]TCP:8193UDP:0时间间隔:0[SYSTEM]—[+] 若干次—[内藏口] —[FTP 传输]主机名:192.168.1.1此处输入与CNC连接的个人电脑的IP地址端口号:2121此处输入的端口应与个人电脑上的FTP软件设定的端口相同用户名:WL密码:123可自行设置,应与个人电脑上过的FTP软件设定的用户名、密码相同登陆地址:/NCDATA登陆地址为电脑内所设置FTP专输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
EdgeCAM与FANUC O-T数控系统的数据通信
在 汽 车制 造 业 中 的应 用
广 州本 田汽车有限公司 ( 广东 500 ) 王永辉 170
一
、
E o DC i otl N ⅥA3 o P r 工作原理 n a
ht 服 务器 t p
obx r i
E O I DCm Prl 统是 基于 W b 术 的客 N V A3 o ot 系 a e技
户机/ N务器 (ln Sr r Ci t e e,简称 C S e/ v / )网络结构。 由于 C TA已被全球知名的汽车公司用于汽车的 A I 设计,C TA事实上已成为汽车行业 C D软件标准, AI A 因此我们这里仅讨论 C TA数据的使用,其他格式数 AI
据也是类似 的。
_,当汁算机与 F N CO T系统进行数据通信时就可 r A . U
以使用它。
操作。
一
、
编制通信模块
生成的通信应用程序的快捷方式中可以看到文件的
路径 ,见罔 2 。
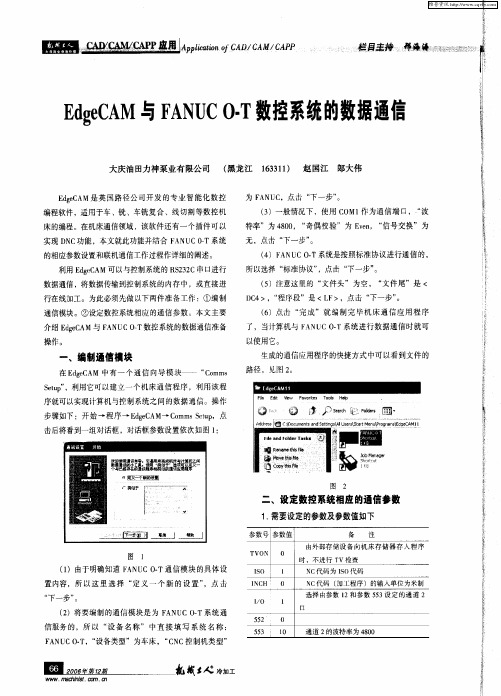
在 E gC M 中有 一 个通 信 向导模 块—— “ o m deA Cm s
St ” e 。 ,利用它可以建立一个机床通信程序,利用该程 u 序就可以实现计算机与控制系统之间的数据通信。操作
步骤如下:开始一程序一 EgC M-C m s e p deA - o m t ,点  ̄ Su 击后将看到一组对话框,对话框参数设置依次如图 1 :
图
2
=、设定数控系统相应的通信参数
1 需要设定的参数及参数值如下 ,
参数 号 数值 参 图 向机床 存储 器存 人程序
雌一 一一一一 一一 一一一 一 涨 一一 一 一 一 一一~ 一肺
v5 务器 服 v 服 务器 4
FANUC 0i MATETC系统的使用与操作
量”软键后系统自动计算出X向刀补值; 4、试切端面后,刀具只沿X向退出并输入“Z0”,按“测量”后得出Z向刀补
值; 5、同理设定其他的刀补参数;(Z向对刀应不破坏端面,采用手轮方式靠近端
面为宜) 6、在刀补设定后可使用MDI操作方式验证刀补的正确性;
RESET:复位键。按下此键可以使 CNC复位或者取消报警
上一张 下一张 返回
控制按钮功能说明
电子手轮
控制键盘
加工程 序启动 和停止
按钮
急停开关 进给倍率旋钮 主轴倍率旋钮 系统电源开关按钮
上一张 下一张 返回
控制键盘
主轴停轴
模式选择按钮
进给方向键
手脉倍率修调
主轴正转
主轴反 转
手动换刀
切削液开关
按钮
急停开关 进给倍率旋钮 主轴倍率旋钮 系统电源开关按钮
2、功能按钮和按键介绍
(1)、MDI键盘说明; (2)、控制按钮功能说明;
上一张 下一张 返回
程序段结束健
主功能键 翻页键
地址数字键
至数控系统 界面布局图
光标移动键
输入键 程序编辑键
帮助键 复位键
上一张 下一张 返回
地址数字键
共有23个键,用于输入字母、数字及其他符 号。每次输入的字符都显示在CRT屏幕上。
1. 地址键 G、M —准备功能与辅助功能指 令;F—进给量;S—主轴转速;X、Y、 Z—绝对坐标;U、V、W—增量坐标;A、 B、C—移动坐标轴;I、J、K—圆弧圆心 坐标;R—圆弧圆心半径;T—刀具号或 换刀指令;O、P—程序名;N—程序段号。
2. 数字键 由数字及符号组成。
EdgeCAM与FANUCO-T数控系统的数据通信
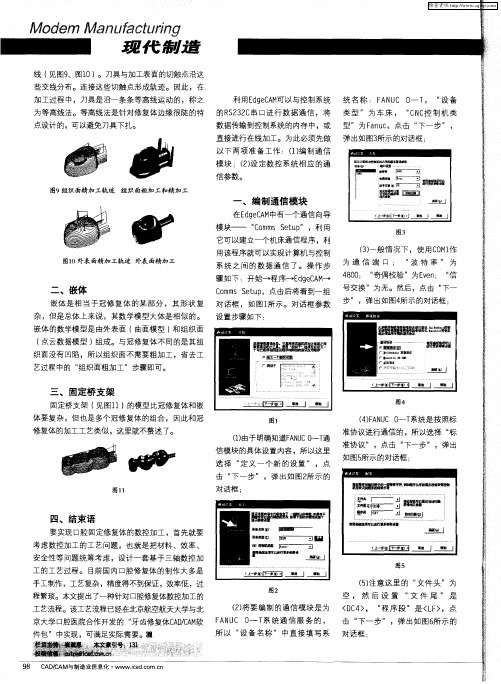
图6
() 7切断 电源重新起动 。
3参数设 定的功 能 . 在F N C 一 T A U 0 系统 进行 了上
述 参数 设定 后 ,系统就做好 了与计
2 . 参数设定 的具体 步骤
() 择M I 1选 D方式 : () 功能按钮 D N SP R M 2按 G OIA A : ( 按 翻 页 键 P GE 钮 , 3) A 按
考虑数控 加工的工 艺问题 ,也就是 把材料 、效率 、
安全性等 问题 统筹考虑 ,设计一套基 于三轴数控 加 工的工 艺过程 。 目前 国内 口腔修复体 的制作大 多是
图5
手工制作 ,工艺复杂 , 精度得不到保证 , 效率低 ,过
程繁琐。本文提 出了一种针对 口腔修复体数控加工的
图2
算机 进行通 信的准备 ,也就 是说 , 控 制系统的通信参数已经 与前面生
成 的 通信 应 用程 序相 匹配 。 通 过
Ed e g CAM是 英
() 击 “ 6点 完成 ”就 编制 完毕 机 床通信 应用程序 了,当计算机与 F N C o - 系统进行数据通信时就 A U _ T
可以使用它了。
国路径公 司 开发的 专
图8 所示 的界 面即可 实现 双 向的数 业智 能化数 控编程 软
直接进行 在线 加工。为此必须先做 弹 出如图3 示的对话框 : 所 以下 两项 准备 工作 :() 制通信 1编 模 块 ;( ) 定数控 系统 相应 的通 2设
信参数 。
、
编 制通信模块
在E g C M d e A 中有一个通信 向导
图3
模块—— “o m S t p C m s e u ”,利 用 它可 以建 立一个机床通信程序 ,利
新一代的智能数控编程系统——edgeCAM

先地位 。为配合 中国市场 的发展 并满足
中国客户 的需要 , 0 2 公司在北 京设 20 年
立 了办 事 处 , 行 Eg C 进 d e AM软 件 系 统 的
即一旦 实体模 型在 C D环境下被修改 , A
简单 易用 的工具 .用户 可 以使 用它完成 任何 控
制 系 统 的 模板 配 置 工作 。 这 样 不 仅 保 证 了
套智能数控编程 系统 ,主要应用 在数
控铣 、数控车和数控线切割等领域 。该 公司成立于 1 8 年 , 2 9 总部位于英 国伯克 郡雷丁市 ,多年从事 C D C M软件 系 A/ A
统 的 研 发 和 技 术 服 务 , 产 品 Eg C 其 d e AM
针对 实体模型加工 的模块包堪称行业 的 ” 标准 ”之作 ,具有极强 的代表 性。
Eg C M针对 实体模型 文件进行编程并 deA 生成 刀具路径之后 , 生成 的刀具路径还 可 以与原 有的 C D环境实现动态关联 , A
是它对其他 C D系统的兼容性;当前 主 A
流 的 CAD 系 统 ( I e O ( )、 如 V t r n n r
・
.
ds e 等模型文件 ,甚 至是 一些 大
的应 用程 序 ,无论 是界面的风格还是操
作 习 惯 都 很 容 易 被 接 受 。这 归 功 于 英 国
的 装 配 件 ,也 可 以直 接 加 载 到 E gC d e AM 中 , 底 结 束 了从 C D环境 下输 出 中 间 彻 A
路径 公司与微软合 作重新更换 了软件开 发平台。三维图形化的刀具库和众多辅
FANUC 0 itd系统的指令详解

FANUC 0-TD系统G 代码命令代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码组别解释G00 01 定位(快速移动)G01 直线切削G02 顺时针切圆弧(CW,顺时钟)G03 逆时针切圆弧(CCW,逆时钟)G04 00 暂停(Dwell)G09 停于精确的位置G20 06 英制输入G21 公制输入G22 04 内部行程限位有效G23 内部行程限位无效G27 00 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 01 切螺纹G40 07 取消刀尖半径偏置G41 刀尖半径偏置(左侧)G42 刀尖半径偏置(右侧)G50 00 修改工件坐标;设置主轴最大的RPMG52 设置局部坐标系G53 选择机床坐标系G70 00 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73 成形重复循环G74 Z 向步进钻削G75 X 向切槽G76 切螺纹循环G80 10 取消固定循环G83 钻孔循环G84 攻丝循环G85 正面镗孔循环G87 侧面钻孔循环G88 侧面攻丝循环G89 侧面镗孔循环G90 01 (内外直径)切削循环G92 切螺纹循环G94 (台阶) 切削循环G96 12 恒线速度控制G97 恒线速度控制取消G98 05 每分钟进给率G99 每转进给率代码解释G00 定位1. 格式G00 X_ Z_ 这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
(完整版)发那科0I-C系列数控系统数据传输方法
(完整版)发那科0I-C系列数控系统数据传输方法发那科0I-C系列数控系统(有关数据传输)1.发那科系统:(Oi系列)1.1存储卡的操作需要准备的存储卡配件:CF卡:卡不能在电脑里进行格式化;容量一般在1G之内使用。
PCMCIA卡适配件:CF卡转PCMCIA插槽(系统侧使用)。
CF卡读卡器:CF卡转USB接口(电脑侧使用)。
参数设置:20号参数:设为4138号参数:第七位DNM设为1通道转换:按功能键SYSTEM显示系统画面,依次按软键PMC,?,MONIT,ONLINE显示在线监视设定画面。
使用光标键修改第二项为RS-232C = USE(光标反黑为选定)一般要求:使用卡进行机床数据的备份和恢复时,因使用绝对值编码器,首先应对各轴进行回零操作,防止参考零点的丢失。
利用卡进行加工程序的输入和输出1.把卡上的程序输入到系统里:◆按下机床操作面板上的EDIT(编辑)软键。
◆按下功能键(PROG)。
◆按下右边的软键(?).◆按下软键(卡),显示卡的存储情况。
◆按下软键(操作)◆按下软键(F读取)。
◆输入文件号,并按下软键(F设定)。
◆输入程序号,并按下软键(O设定)。
◆按软键(执行)即可。
2.把系统上的程序输出到卡里:◆按下机床操作面板上的EDIT(编辑)软键。
◆按下功能键(PROG)。
◆按下右边的软键(?).◆按下软键(卡),显示卡的存储情况。
◆按下软键(操作)。
◆按下软键(输出)。
◆按下软键(执行)即可。
利用卡进行DNC加工:选择DNC加工方式。
按下功能键(PROG)。
按下右边的软键(?),找到软键(DNC-CD)并选择。
输入要执行DNC加工的文件号。
按下软键(DNC-ST)。
按下循环启动即可。
1.2使用传输线的操作1、通道转换:按功能键SYSTEM显示系统画面,依次按软键PMC,?,MONIT,ONLINE显示在线监视设定画面。
使用光标键修改第二项为RS-232C = NOT-USE(光标反黑为选定)2、须准备传输电缆和传输软件2.1,如果机床侧配的是9孔的232接头,可直接到电脑市场上购买:9针对9孔的串口线即可。
EdgeCAM

2、易学易用,真正Windows环境下的应用程序
基于Windows平台开发,完全符合Windows界面下的应用习惯,多种界面风格,可自定义当前的风格主题,动态菜单工具条,工作界面直观简洁,无限制的Redo/Undo,多视图窗口显示(支持SpaceBall),中英文界面随时切换。
3、实体加工的标准,人性与智能的结合
可直接读取装配模型,指定被加工零件;自动查找实体模型的加工特征,自动识别特征参数 ,辅助功能自动加载,自动优化刀具路径,与CAD环境动态关联并自动更新刀具路径
4、丰富高效的加工方法 满足不同的工艺需求
车端面、外圆到螺纹车削多种车削方式,毛坯轮廓裁减刀具路径,任意指定起点和终点位置,提供了从简单的平面铣、孔加工、轮廓铣到复杂的曲面粗加工、精加工、残料加工、清根铣、投影加工等数十种生成刀具路径的加工方法。曲面加工计算时间短,速度快,多种刀具导入导出与连接方式,具有适合高速加工的参数选项,加工时间即时显示。
EdgeCAM v9.75最新发布,发布时间2005.5月份初。EdgeCAM的目标应是使数控加工普及起来,特别是在中国,今年EdgeCAM明显加大了在中国市场的投入
1.产品定位清晰,独立的加工软件提供商,可以直读市面上多种三维模型,并能完成模型与加工编程的联动;这一点对很多工厂很有诱惑。
5、三维实体刀具库——方便、直观地建立刀具模型
显示三维实体刀具,直观准确;内置专家系统提供加工参数;车、铣刀具过滤器分类显示;支持各种自定义成型刀具并同时生成刀具模型,支持ISO标准刀具
任意增加刀具备注,可定义刀具的安装状态,可从Sandvik的刀具数据库中直接调用刀具和刀套图形。
6、动态实体模拟加工——直观、逼真、随心所欲
路径公司执行总裁raf lobato先生说:“我们的edgecam产品在市场上有着很高的声誉,在金属加工制造业特别是高级产品加工领域,更是被认同为行业的领导者。我很高兴在这个时候成为路径公司的掌舵人,我将会与我的团队继续努力工作,拓展我们的全球市场。”
数控车床的edgecam的操作流程
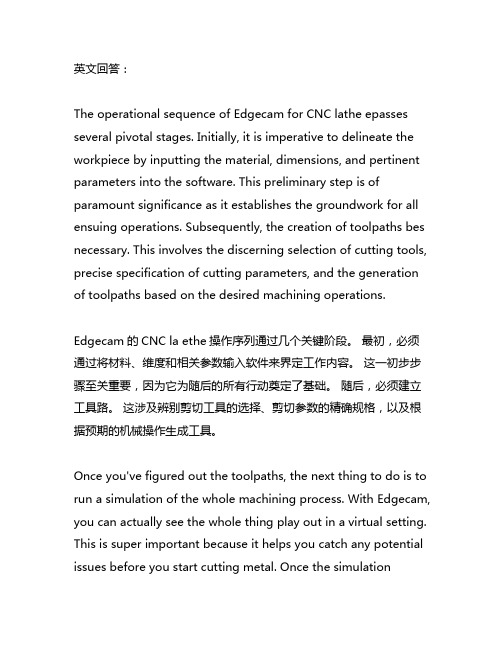
英文回答:The operational sequence of Edgecam for CNC lathe epasses several pivotal stages. Initially, it is imperative to delineate the workpiece by inputting the material, dimensions, and pertinent parameters into the software. This preliminary step is of paramount significance as it establishes the groundwork for all ensuing operations. Subsequently, the creation of toolpaths bes necessary. This involves the discerning selection of cutting tools, precise specification of cutting parameters, and the generation of toolpaths based on the desired machining operations.Edgecam的CNC la ethe操作序列通过几个关键阶段。
最初,必须通过将材料、维度和相关参数输入软件来界定工作内容。
这一初步步骤至关重要,因为它为随后的所有行动奠定了基础。
随后,必须建立工具路。
这涉及辨别剪切工具的选择、剪切参数的精确规格,以及根据预期的机械操作生成工具。
Once you've figured out the toolpaths, the next thing to do is to run a simulation of the whole machining process. With Edgecam, you can actually see the whole thing play out in a virtual setting. This is super important because it helps you catch any potential issues before you start cutting metal. Once the simulationchecks out, the last step is to generate the CNC code. Edgecam has a bunch of different post-processors that can whip up CNC code for all sorts of machines, making sure everything works smoothly with different CNC systems.一旦你找到工具下一步就是模拟整个机械工艺通过Edgecam,你可以看到整个事情在虚拟环境中进行。
数控系统外设通讯fanuc-0i-mate-mctc

数控系统外设通讯数控系统外设通讯一.FANUC 控制单元与PC 电脑通讯电脑通讯1.1.借助借助RS232接口完成与PC 电脑间的通讯电脑间的通讯(1)(1)建立超级链接建立超级链接建立超级链接①[程序程序]]→[附件附件]]→[通讯通讯]]→[超级链接超级链接]]→[([(在“默认在“默认Telnet 程序”对话框,选“是”程序”对话框,选“是”)])]→(进入“建立超级链接对话框”进入“建立超级链接对话框”));②[([(“名称”“名称”“名称”= = = 任意起名;任意起名;“图标”“图标”= = = 任选任选任选)])])]→→[([(进入“连接到”对话框进入“连接到”对话框进入“连接到”对话框)])])]→→[选“中国”,“区号、电话号”任选,“连接时使用”“连接时使用”= COM1]= COM1]= COM1]→→[([(进入“进入“进入“COM1COM1属性”对话框属性”对话框)])])]→→[“每秒位数”数”=9600=9600=9600;;“数据位”“数据位”=8=8=8;;“奇偶校验”“奇偶校验”==无;“停止位”“停止位”=1=1=1;;“数据流控制”“数据流控制”=Xon/Xoff]=Xon/Xoff]=Xon/Xoff]→→[([(确认后,则所起名命名的链接被建立确认后,则所起名命名的链接被建立)])]→→(进入“命名连接”窗口进入“命名连接”窗口));③[文件文件]]→[属性属性]]→(进入“命名属性”对话框对话框)),或:[程序程序]]→[附件附件]]→[通讯通讯]]→[超级终端超级终端]]→[([(命名连接窗口命名连接窗口命名连接窗口)])])]→→[文件文件]]→[属性属性]]→(进入“命名属性”对话框进入“命名属性”对话框));④[([(选择“设置”选项卡选择“设置”选项卡选择“设置”选项卡)])])]→→[选择“选择“ASCII ASCII 码设置”按钮码设置”按钮]]→[([(进入“进入“进入“ASCII ASCII 码设置”框码设置”框)])]→[([(勾选全部,勾选全部,或“将换行符附加到传入行末尾”不勾选,其余全选其余全选)])])]→→[“确定”退出“ASCII 码设置”框码设置”框]]→[“确定”退出“命名属性”对话框]。
EdgeCAM与FANUC O-T数控系统的数据通信
… H…
情况下 使 用
C M1 为通 O 作
个 机 床 通信 程 序 .利 用 该 程 序就 可 以
实现计算机 与控制系统之间的数据通讯。
操 作 步骤 如 下 :开 始 一程 序 一 EgC M de A
就做好 与计算机进行通信 的准备 .也就是说 .控制系统
通 道 2的波 特 率 为 4 0 80 的 通讯 参数 已经 与前 面 生 成 的通 讯 应 用 程 序 相 I ̄ 。通 : g r c 过 下 面 的 界 面 即 可 实现 双 向 的数 据 通 讯 。在
i 3
1 0
参数 的设定
7 中 机 工 26 第lg 4 国 电 业 0 年 ol 0 l
维普资讯
二 、设定数控 系统相应的通信参数
需要设定 的参 数及参数值如下 :
:
按 钮 , 时 会 显 示 P S o } 警 . 必 理 会 它 一 按 翻 页 键 此 / to E 不 P G 按 钮 . 到 C T 示 含 有 所 要 设 定 参 数 的 画 面 按 A E 直 R显 光标移动键 C R O U S R按 钮 .使 光 标 移 动 到 要 修 改 数 据 的
/N O
由 外 部 存 储 设备 向机 床存 储 器 存入 程 序 时 不进行 T V检 查
O
1
N C代 码 为 IO代 码 S
C H O
2
0 1
O
N C代 码 ( 工 程 序 )的 输 入 单 位 为 公 制 加 选 择 由 参 数 1 和 参 数 5 3 定 的通 道 2口 2 5设
Fanuc0-TD系统传输设定
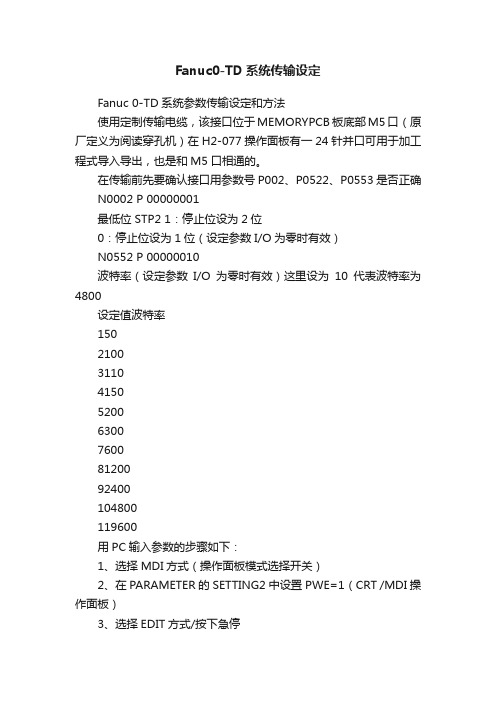
Fanuc0-TD系统传输设定Fanuc 0-TD系统参数传输设定和方法使用定制传输电缆,该接口位于MEMORYPCB板底部M5口(原厂定义为阅读穿孔机)在H2-077操作面板有一24针并口可用于加工程式导入导出,也是和M5口相通的。
在传输前先要确认接口用参数号P002、P0522、P0553是否正确N0002 P 00000001最低位 STP2 1:停止位设为2位0:停止位设为1位(设定参数I/O为零时有效)N0552 P 00000010波特率(设定参数I/O为零时有效)这里设为10代表波特率为4800设定值波特率1502100311041505200630076008120092400104800119600用PC输入参数的步骤如下:1、选择MDI方式(操作面板模式选择开关)2、在PARAMETER的SETTING2中设置PWE=1(CRT /MDI操作面板)3、选择EDIT方式/按下急停4、选择PARAM(CRT /MDI操作面板)5、按下INPUT键6、PC端打开PCIN软件,选择DATE OUT 文件路径c:\DATEP Y/N?按Y 显示传输字节数7、传输完毕选择MDI方式8、在PARAMETER的SETTING2中设置PWE=0(CRT /MDI操作面板)9、按RESET键消除P/S001报警(若出现000报警,请关闭电源)参数输出到PC1、确认接口用参数号P002、P0522、P0553是否正确2、选择EDIT方式3、按PARAM键4、PC端打开PCIN软件,选择DATE IN 文件路径c:\DATEP Y/N?按Y 等待接收数据5、按output键、PC端显示传输字节数参数输入EDIT方式/紧急停止PARAM INPUT偏置输入EDIT方式OFSET INPUT程序输入EDIT/AUTO方式PRGRM INPUT参数输出EDIT方式PARAM START/OUTPUT偏置输出EDIT方式OFSET START/OUTPUT全部程序输出EDIT/AUTO方式PRGRM O9999 START/OUTPUT。
FANUC_0i_Mate_数控系统主轴驱动的连接..
FANUC 0i Mate 数控系统主轴驱动的连接FANUC 0i Mate系统主轴控制可分为主轴串行输出/主轴模拟输出(Spindle serial output/Spindle analog output)。
用模拟量控制的主轴驱动单元(如变频器)和电动机称为模拟主轴,主轴模拟输出接口只能控制一个模拟主轴。
按串行方式传送数据(CNC给主轴电动机的指令)的接口称为串行输出接口;主轴串行输出接口能够控制两个串行主轴,必须使用FANUC的主轴驱动单元和电动机。
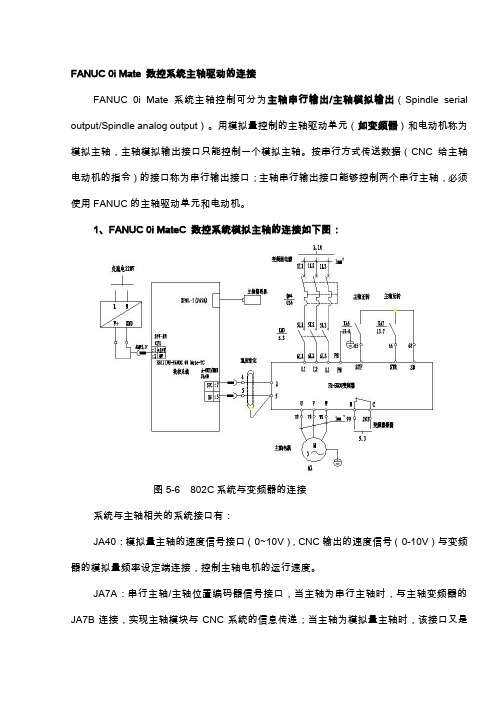
1、FANUC 0i MateC 数控系统模拟主轴的连接如下图:图5-6 802C系统与变频器的连接系统与主轴相关的系统接口有:JA40:模拟量主轴的速度信号接口(0~10V),CNC输出的速度信号(0-10V)与变频器的模拟量频率设定端连接,控制主轴电机的运行速度。
JA7A:串行主轴/主轴位置编码器信号接口,当主轴为串行主轴时,与主轴变频器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码的主轴位置反馈接口。
2、FANUC Oi Mate主轴相关参数表5.7 FANUC Oi Mate主轴相关参数3743 第三挡主轴最高速度O3744 第四挡主轴最高速度O3751 第一至第二挡的切换速度3752 第二至第三挡的切换速度3771 G96的最低主轴速度O3772 最高主轴速度O4019/7 主轴电机初始化O4133 主轴电机代码O1)FANUC 0i的模拟主轴设置和siemens802s/c的模拟主轴设置基本类似,也可以分为单极性主轴和双极性主轴。
单/双极性主轴的设置首先通过CNC主轴参数3706#6、#7设置极性。
TCW、CWM为主轴速度输出时电压极性。
其次,通过变频器参数选择频率控制输入信号的类型,以FUJI FRENIC-Multi为例,设置F01为1。
F01,C30 分别是频率设定1,频率设定2选择频率设定的设定方法。
EdgeCAM软件
EdgeCAM软件在数控加工中的应用数控加工是现代机械加工领域的重要分支,而则是数控加工中不可或缺的一款软件。
在数控加工中的应用得到了越来越广泛的认可和应用。
本文将从EdgeCAM的功能特点、应用场景以及未来发展方向三个方面进行解析。
一、的功能特点是一款由英国Pathtrace公司开发的,集设计和生产于一体的机床编程软件。
是一种即时性机床编程软件,可以对数控机床及自动化生产流程进行全面管理,其功能特点有以下几点:1、全面的数控编程功能:可以自动完成加工程序的输入,从而实现快速的数控编程。
2、灵活的工件规划:可以自动进行工件规划,根据工序自动生成加工路径和参数,在保证精度的同时提高生产效率。
3、多样化的加工策略:提供了多种不同的加工策略,可以满足不同工件加工的要求。
比如常见的有粗加工、半精加工、精加工等。
4、多种编程方式:支持由CAD直接生成机床程序的直接编程方式,也支持由机床程序生成CAD文件的逆向编程方式,还支持手工编程。
5、全面的模拟功能:提供了全面的加工过程模拟功能,包括夹具、主轴、刀具和工件的动态模拟,让操作者可以更好地掌握加工过程。
二、的应用场景的应用场景非常广泛,在各个行业中都有着广泛的应用。
比如,在汽车制造领域,可以有效地完成发动机缸体、曲轴、传动轴、转向器和发动机零部件等的加工。
在航空航天领域,可以用于加工涡轮叶片、压缩机叶轮、液压缸体和金属件等。
除此之外,在工具制造、重型机床制造、模具制造等领域都有着广泛的应用。
以汽车轮毂的加工为例,利用可以实现换刀加工、自动编程、自动检测等生产环节的自动化控制,极大地提高了轮毂的生产效率和加工精度。
因此,可以看出,在各个加工领域都发挥着重要的作用。
三、的未来发展方向随着数控技术的不断发展,也需要不断地适应新的技术趋势和市场需求,保持竞争力和领先地位。
在未来的发展中,可以在以下几个方面继续创新发展:1、智能化加工:在加工过程中,使用人工智能控制系统,利用大数据技术分析数据,实现智能加工机床的控制和优化。
EDGE系统、三菱PLC在数控切割机中的应用
1概述
为了满足非标成台产品结构件加工的需要,尤 其是复杂形状的钢板的切割,通常采用道轨式数控 切割机,这种切割机的结构图如图1所示。
与控制信号之间的X/y AxIS DRV/ENC I/O通 讯,采用二只标准的圆形CPC接头,该接头采用特 殊的工业设计及具有抗电磁干扰/射频干扰的金属 绝缘性,能有效防止等离子大电流/高频引弧对数 控的干扰。
2.1手动方式
按一下手动键进人手动方式视窗,这时鼠标箭 头变成小手形状,使用箭头键,可以在8个方向任意 移动切割机。如果在设置菜单中使用手动键的锁 定功能,只要按一下方向键,切割机就可以在连续 运动,直到再一次按手动键为止。
2.2自动切割方式
在执行切割之前,要首先设置切割方式、割缝 值和切割速度。切割方式有三中选择:演示方式、 氧燃气方式、等离子方式。在演示方式时,按下 STAI汀键将使切割机按编程速度跟踪切割路径, 但切割没有被激活;在氧燃气方式时,视窗下部出 现“增加”、“设定”、“取消”三个按键。视窗右下部 显示预置的时间延时,按“增加”键将延长预热时 间,直到按“设定”键或“释放”键为止。按“设定”键 将保存新的预热时间,按“释放”键不保持新设定 值。不论氧燃气方式还是等离子方式,视窗下部显 示“增加速度”、“减少速度…‘观察全图”按键:按下 “观察全图”控制器随时显示切割的中心位置,按
第33卷第1期 2005年2月
江苏冶金 Jiangsu Metallurgy
Vol-33 No.1 Feb.2005
EDGE系统、三菱PLC在数控切割机中的应用
钱立伟
(宝钢集团常州冶金机械厂常州。213019)
摘要:介绍了采用EDGE系统数控切割机的构造、Ⅱ)GE系统的各种功能以及数控切割机控制系统的结构。 关键词:数控切割;EDGE系统;伺服系统 中图分类号:TG48
FANUC 0i Mate TC系统车床编程详解.pdf
FANUC 0i Mate TC系统车床编程详解内部资料 仅供参考四川精锐机电有限公司二○○六年六月前言沈阳第一机床厂生产的CAK-D系列数控机床,以其广泛的用途和优越的性能,深受广大用户的欢迎和赞誉。
为使广大用户朋友正确、合理的使用机床,充分发挥数控机床的效能,尽快创造出经济效益,特编写了《FANUC 0i Mate TC系统车床编程详解》。
本书主要是根据沈阳第一机床厂CAK-D系列机床的《技术说明文件》和《FANUC 0i Mate TC操作编程手册》,以及实践经验而编写,其特点是从实际应用出发,内容详细、实用,加工实例图文并茂,通俗易懂,相信它一定会对您有所帮助。
由于作者水平有限,不正与蔬漏之处在所难免,恳请您批评指正,实际请以机床随机《技术说明文件》和《FANUC 0i Mate TC操作编程手册》为准。
编者:王新2006年6月目 录一、G 代码 (1)1、G00快移定位 (2)2、G01直线插补 (2)3、G02/G03圆弧插补 (2)4、G04 暂停 (3)5、G32螺纹切削 (4)6、G32/G76/G92多头螺纹切削 (5)7、G40/G41/G42刀尖半径补偿功能 (6)8、G54~G59工件坐标系选择 (7)9、G70精加工循环 (8)10、G71外圆粗车固定循环 (8)11、G72端面车削固定循环 (9)12、G73成型加工复式循环 (10)13、G74 端面啄式钻孔、Z向切槽循环 (11)14、G75外经/内径啄式钻孔、X向切槽循环 (11)15、G76螺纹切削循环 (12)16、G90内外直径的切削循环 (13)17、G92切削螺纹循环 (14)18、G94台阶切削循环 (16)19、倒角和拐角R (17)20、直接图纸尺寸编程 (20)21、多重循环(G70~G76)注释 (24)22、G96/G97/G50恒线速度控制和高转速限制 (25)23、G98/G99切削进给速度 (26)二、刀具功能(T功能) (27)三、辅助功能(M功能) (27)四、车床对刀 (27)1、直接用刀具试切对刀【推荐】 (27)2、用G50 设置工件零点 (28)3、G54~G59 设置工件零点 (28)五、加工实例 (28)1、G90 内外径切削循环 (28)2、G90 锥面切削循环 (28)3、G92 切削螺纹循环 (28)4、G92 锥螺纹循环 (29)5、G90+G92内园锥螺纹 (29)6、G94 台阶切削循环 (29)7、G71+G70 粗、精加工循环 (30)8、G71+G70 粗、精加工循环 (30)10、G72+G70 端面车削固定循环 (31)11、G73+G70 成型加工复式循环 (31)12、G73+G70 成型加工复式循环 (32)13、G74 端面啄式钻孔循环 (32)14、G74轴向切槽循环 (32)15、G75 外径/内径切槽循环 (33)16、G75径向切断 (33)17、G76 直螺纹切削循环 (33)18、G76 锥螺纹切削循环 (33)19、综合例题 (34)六、参考点的设置 (36)七、数控车床编程如何确定加工方案 (37)(一)确定加工方案的原则 (37)(1)先粗后精 (37)(2)先近后远 (37)(3)先内后外 (37)(4)走刀路线最短 (38)(二)加工路线与加工余量的关系 (38)(三)车螺纹时的主轴转速 (38)八、编程注意事项 (39)九、数控工艺知识 (40)十、刀具一般知识 (45)(一)车削加工切削条件的影响 (45)(二)车削加工刀具各部分的作用 (47)(三)刀尖圆弧半径 (51)一、G 代码CAK-D系列数控机床G代码含义G代码功能G代码功能选择工件坐标系3*G00 定位(快速移动) G56选择工件坐标系4 G01 直线切削 G57选择工件坐标系5 G02 圆弧插补(CW,顺时针) G58选择工件坐标系6 G03 圆弧插补(CCW,逆时针) G59G04 暂停 G70精加工循环X平面选择 G71内外圆粗车循环G18 Z台阶粗车循环G20 英制输入 G72成形重复循环G21 公制输入 G73向端面钻孔循环G27 参考点返回检查 G74Z向外圆/内孔切槽循环G28 参考点返回 G75X螺纹切削复合循环G30 回到第二参考点 G76内外圆固定切削循环G32 螺纹切削 G90螺纹固定切削循环*G40 刀尖半径补偿取消 G92端面固定切削循环G41 刀尖半径左补偿 G94G42 刀尖半径右补偿 G96恒线速度控制恒线速度控制取消G50 坐标系设定/恒线速最高转速设定 *G97每分钟进给*G54 选择工件坐标系1 G98G55 选择工件坐标系2 *G99每转进给带 * 者表示是开机时会初始化的代码1、G00快移定位○1格式:G00 X__ Z__;这个指令把刀具从当前位置移动到指令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
浅谈EdgeCAM在车削中心的运用
浅谈EdgeCAM在车削中心的运用2007/7/18/09:50现有网友评论0条进入论坛EdgeCAM是英国Planit Holdings 集团开发研制的一套智能数控编程系统,这套系统能不断帮助用户提高生产效率。
针对同一个零件,采用不同的编程方法所需要的加工时间可能差异很大,而且编程人员的编程质量和效率对生产效率的影响也越来越大,本文将主要讲述EdgeCAM在车铣复合加工过程中的应用,使大家能够真切的体验到EdgeCAM带给我们更加高效的数控编程手段。
由于不同的数控系统其编程指令代码有所不同,因此应根据设备类型进行编程。
以我厂的车铣中心设备为例,控制系统是FANUC系列,并对我公司的产品“ 21079产品”进行实例编程。
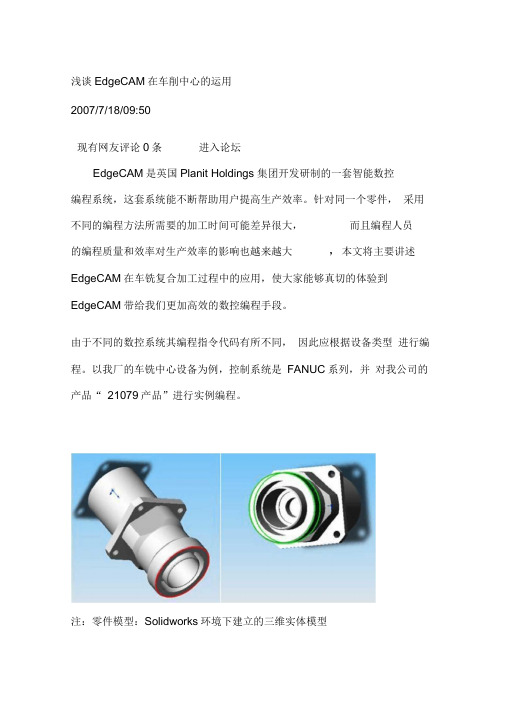
注:零件模型:Solidworks环境下建立的三维实体模型机床配置:单主轴,单刀架带丫轴,C轴和每个刀位可安装径向或轴向动力刀具该零件的加工工艺流程主要分为如下三个主要部分:1. 车削加工,包括端面、外圆的粗精加工;2. 中心的孔加工,包括初始的钻孔、镗孔等;3. 铣法兰端面和六角。
由于EdgeCA对Solidworks文件有直读接口,因此我们的Solidworks 模型数据在EdgeCAM勺环境下保持完整,而且还可以利用自动定义毛坯的功能,根据零件的外轮廓尺寸自动地建立毛坯模型;同样也可以利用软件提供的自动特征查找功能,查找出车削加工的轮廓特征。
这些功能的自动化让我们可以很快地完成加工的准备工作。
另外,在选择加工刀具的时候,EdgeCAM提供的刀具库可以直接输入车刀的标准代码。
由于我厂使用的大部分是Sandvik的刀具,因此只需要输入刀具的编号,就可以获得刀具的三维模型,减少了建立刀具的过程在车削过程中,为了减少换刀次数,在加工条件允许的前提下,我们采用了一把双刃刀具来完成所有的车削加工内容。
加工的刀具路径如下:在孔加工过程中,我们采用了“ 15.8mmDrill ”和“ 7.0mmDrill ”两个钻头,其中15.8m m的钻头为组合钻头,不仅将7.0m m钻头加工出来的底孔加工成所需要的尺寸,而且端面的沟槽也一次完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
52 5
53 5
1 通道 2的波特率为 4 0 0 80
() 2 参数的设定 。
a . 参数设定需要注意 的问题 。参数可 由C TM I R / D 操作面板设定 , 由于这些参数通常不允许修改 , 因此在
修改之前 , 请务必将想要修改的原数据记录并备案。
b . 参数设定 的具体步骤。 选择 M I D 方式_ 按功能 ÷
按钮 D N SP R M_ 按 翻页键 P G G O /A A ÷ A E按 钮 ,直到 C T显示设 定参数 画面 (S T IG 画面 ) R “E TN ” 按光 标移
FN CO T A U _ ,设备类 型 为车床 , N C C控制机类 型为
・
5 6・
《 模具制造)07 20 年第 1 期
维普资讯
・
模 具 制 造 技 术 ・
防锈剂- 清洗剂
II I II I
II I I
∞ I
图 3 连 接
sse a d wo p o eso n l e a c s te DNC y tm n A r c s fo -i c e s h n
.
1 引 言
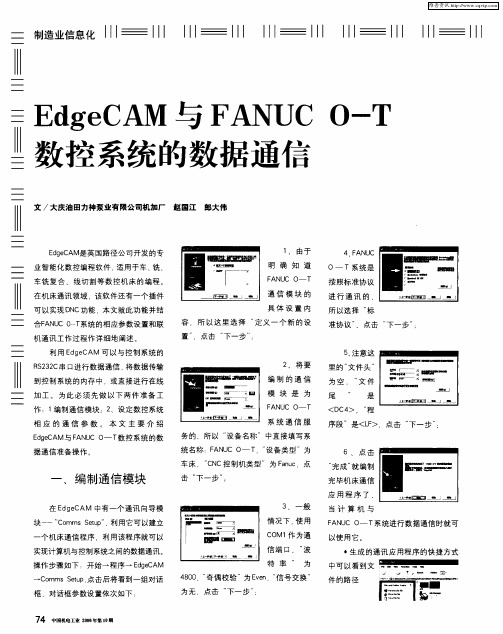
F n c点击 “ au , 下一步”见图 2 , 所示。
E gC M是英 国路径公 司开发 的专业 智能化数 de A 控编程软件 , 适用 于车、 、 铣 车铣复合 、 线切 割等数控
维普资讯
防 锈剂・ 清洗剂
・
模 具 制 造 技 术 ・
E g C M与 F N C O T数控系统的数据通信 de A A U -
大庆油 田力神泵业有限公司机加厂( 黑龙江大庆 13 1 ) 63 1 赵国江 郎大伟 【 摘要】 在机床通讯领域 , E gC M一个插件可以实现 D C功能 , 该 de A N 本文就此功 能并结合 F N CO T系统的相应参数设置和联机通讯工作过程作详细地 阐述。 A U _ 关键词  ̄ d e A E g C M; A U _ 数控 系统 ; 据 通信 F N C O T; 数
设置步骤如下 :
图 2 命令
() 1 由于明确知道 F N C O T通信模块 的具体 A U —
设置 内容 , 以这里选择 “ 所 定义 一个新 的设置 ”点击 , “ 下一步”见 图 1 , 所示。
() 3 一般情 况下 , 使用 C M1 为通信端 口, 波 O 作 “
特率 ” 40 ,奇偶校验 ” Ee ,信号交换 ” 为 80 “ 为 vn“ 为无 ,
0 N C代码 ( 加工程序) 的输 入单位为公制
I / 0
l
O
选择由参数 l 2和参数 53 5 设定的通道 2
() 5 注意 这 里 的 “ 件 头 ” 空 , 文件 尾 ” < 文 为 “ 是 D 4 ,程序段” L > 点击 “ C> “ 是<F , 下一步”见 图 5 , 所示。
图 1 定 义一 个 新 的 设 置
统 的数据通信准备操 作。
2 编 制通 信 模 块
在 E gC M 中 有 一 个 通 讯 向 导 模 块—— de A
“ o m e p , C m sSt ”利用它可 以建立一个机 床通信程序 。 u 利用该程序就可以实现计算机 与控 制系统之 间的数 据 通 讯 。操作 步 骤 为 :开 始_ 程 序 _ E gC M + + + de A _ C m sSt , o m e p 点击后将 看到一组对话框 , u 对话 框参数
机床 的编程。
利用 E gC M可 以与控 制系统 的 R 2 2 de A S 3 C串 口
进行数据通信,将 数据传输到控制系统的内存 中, 或 直 接进行在线加工 。为此必须 先做 以下 2 件准备工
作 : 编制通信模块 ; ① ②设定 数控系统相应 的通信参
数 。本文主要介绍 E gC M 与 F N C O T数控 系 de A A U _
c mbn a a trst n fF o ig p rmee et g o ANUC O i
fn t ni ttd i eal u ci s e d ti o s a n . Ke r s d e AM ;F y wo d :E g C ANUC O- T;n meia o t l y tm ;d t o u rc c nr se l os aac mmu iain nc t o
3 设 定 数控 系统 相 应 的通 信 参 数
() 1需要设定 的参数及ห้องสมุดไป่ตู้数值如表 1 所示。
表 1 需 设 定 的参 数 及 参 数值
参数号 参数值 TO V N I S O IC NH O 1
T 检 查 V
备
注
由外部 存储设备 向机床存储器存入 程序 时 ,不进行 N C代码为 I S O代码
Da a Co t mm u ia in Be we n Ed e n c to t e g CAM n a d FANUC T O— Nu e ia n r l S se m rc l Co t o y t m
【 bt c】 nm c i e oka a a de A hg i u iclraz t N ntn A s at I ahn nt r r , gC M p — n a le h D Cf co. r e w e E n t le i e u i
点击“ 下一步 ”见 图 3 , 所示 。 ()A U _ 4F N C O T系统是按 照标准协议进行通讯 的 , 以选择 “ 所 标准协 议 ”点 击 “ 一步 ”见 图 4所 , 下 ,
示。
() 2 将要编制 的通信模 块是为 F N C O T系统 A U _ 通信服务的, 以“ 所 设备名称” 中直接填写系统名称为