马口铁表面_白斑_缺陷成因分析_王健
马口铁三片罐腐蚀失效原因与应对措施
马口铁三片罐腐蚀失效原因与应对措施
现象,金属薄板的镀层和涂膜或多或少存有微孔,食品饮料会透过微孔,与金属板表面孔隙处的铁作
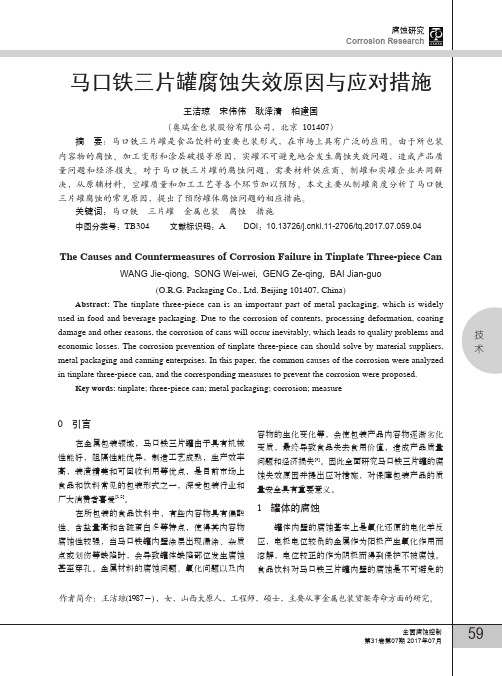
图1 素铁罐内壁腐蚀形貌
局部腐蚀
局部腐蚀又称不均匀腐蚀,由于电化学性能的不均一性,如异种金属、表面缺陷、浓度差异或环境不均匀等因素,形成局部电池而发生腐蚀。
局部腐蚀的阴、阳极可区分,局部腐蚀集中在特定的位
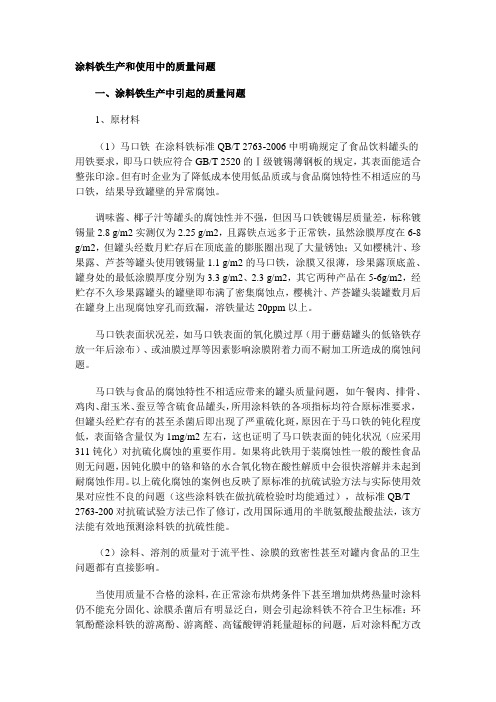
图2 罐体底缩腐蚀形貌
图3 腐蚀穿孔电镜图
罐体腐蚀原因分析
马口铁三片罐生产工艺流程多,在生产中各环节都可能导致罐体的缺陷,从而影响实罐的耐腐蚀性能。
马口铁三片罐应用广泛,在包装不同的食品饮料时,发生的腐蚀类型和程度也不同,系统分析马口
对于腐蚀性强的内容物,空罐生产中在补涂后增加全喷涂工艺,弥补印铁制罐中产生的涂层损伤,可。
涂料铁生产和使用中的质量问题
涂料铁生产和使用中的质量问题一、涂料铁生产中引起的质量问题1、原材料(1)马口铁在涂料铁标准QB/T 2763-2006中明确规定了食品饮料罐头的用铁要求,即马口铁应符合GB/T 2520的Ⅰ级镀锡薄钢板的规定,其表面能适合整张印涂。
但有时企业为了降低成本使用低品质或与食品腐蚀特性不相适应的马口铁,结果导致罐壁的异常腐蚀。
调味酱、椰子汁等罐头的腐蚀性并不强,但因马口铁镀锡层质量差,标称镀锡量2.8 g/m2实测仅为2.25 g/m2,且露铁点远多于正常铁,虽然涂膜厚度在6-8 g/m2,但罐头经数月贮存后在顶底盖的膨胀圈出现了大量锈蚀;又如樱桃汁、珍果露、芦荟等罐头使用镀锡量1.1 g/m2的马口铁,涂膜又很薄,珍果露顶底盖、罐身处的最低涂膜厚度分别为3.3 g/m2、2.3 g/m2,其它两种产品在5-6g/m2,经贮存不久珍果露罐头的罐壁即布满了密集腐蚀点,樱桃汁、芦荟罐头装罐数月后在罐身上出现腐蚀穿孔而致漏,溶铁量达20ppm以上。
马口铁表面状况差,如马口铁表面的氧化膜过厚(用于蘑菇罐头的低铬铁存放一年后涂布)、或油膜过厚等因素影响涂膜附着力而不耐加工所造成的腐蚀问题。
马口铁与食品的腐蚀特性不相适应带来的罐头质量问题,如午餐肉、排骨、鸡肉、甜玉米、蚕豆等含硫食品罐头,所用涂料铁的各项指标均符合原标准要求,但罐头经贮存有的甚至杀菌后即出现了严重硫化斑,原因在于马口铁的钝化程度低,表面铬含量仅为1mg/m2左右,这也证明了马口铁表面的钝化状况(应采用311钝化)对抗硫化腐蚀的重要作用。
如果将此铁用于装腐蚀性一般的酸性食品则无问题,因钝化膜中的铬和铬的水合氧化物在酸性解质中会很快溶解并未起到耐腐蚀作用。
以上硫化腐蚀的案例也反映了原标准的抗硫试验方法与实际使用效果对应性不良的问题(这些涂料铁在做抗硫检验时均能通过),故标准QB/T 2763-200对抗硫试验方法已作了修订,改用国际通用的半胱氨酸盐酸盐法,该方法能有效地预测涂料铁的抗硫性能。
印铁涂层常见缺陷及分析
印铁涂层常见缺陷及分析作者:马口铁哥文章来源:中国金包网点击数:发布时间:2007-5-2714:38:35随着包装技术和涂料工业的飞速发展,马口铁包装的应用范围越来越广,已经广泛应用于食品罐头、饮料、化妆品和石油化工产品的包装。
在食品饮料行业,很多产品具有较强的酸性,如番茄酱、酸黄瓜等,有些食品含有大量的蛋白质,在高温杀菌时会产生S2—离子和H+离子等,对罐内壁具有较强的腐蚀性,不但影响了罐头的货架寿命,而且会影响产品的风味,严重的易使产品腐败变质。
化妆品和石油化工产品也一样,大部分对罐内壁具有较强的腐蚀性,因此其对罐的内涂层都有较高的要求。
为了防止大气和环境介质对罐外壁的腐蚀,避免或减少外表的机械损伤,保护印刷面,提高罐的光泽度等,罐外壁一般有外涂层。
为了增强罐内外涂层的防腐蚀能力,真正实现涂层的功能,就必须预防涂层的各种缺陷。
不良的涂层会使其失去保护作用甚至加速罐的腐蚀,有些还会影响罐的外观。
1 原材料选用不当产生的缺陷马口铁的质量指标有很多,其中镀锡量、调质度、杯突值等指标对机械加工质量的影响较大。
这些指标与产品的机械加工适应性不符时,由于铁皮本身的变形不均会拉裂涂层,出现涂层起皱现象。
马口铁的表面状况与表面质量是影响涂层附着力的主要因素,如果马口铁表面存在伤痕、凹坑、折皱、灰尘、锈迹等缺陷,涂布质量将受到较大影响,会产生涂层厚度不均、附着力不够等缺陷,煮水、煮酸时会产生泛白、起泡、脱落等现象。
为了防止锡层被空气氧化变黄和马口铁生锈,马口铁表面常有一层油膜,这层油膜的存在,会使涂层的附着力大大降低。
在涂布时如果油膜去除不干净,光油层与铁表面的粘附力不够,会产生涂层龟裂脱落。
马口铁的表面粗糙度也是影响因素之一。
马口铁的供货状态主要有光面、石纹面和麻面等几种。
虽然有些有机涂料在表面越光滑时附着力越强,但由于石纹面和麻面的比表面积增大,有利于涂层与铁皮表面的机械结合和粘附结合,大部分涂料与石纹面或麻面的结合力较强。
本论文以马口铁印刷的涂料涂布作为研究对象
摘要本论文以马口铁印刷的涂料涂布作为研究对象,详细地介绍并分析了影响涂料涂布成膜的各因素及涂布质量的问题。
影响印铁涂料涂布成膜的因素主要有成膜物质、颜料、辅助剂和溶剂。
抓住影响涂料涂布成膜的主导因素,在杭州中粮美特容器有限公司实习期间完成印铁涂料黏度的变化控制实验和铁皮小片膜重的测试实验。
印铁涂料黏度的变化控制实验,得出了涂料黏度值随时间的变化的曲线图;小片膜重的测试实验检测了膜重的分布是否符合正态分布。
关键词:马口铁; 成膜物质; 颜料; 溶剂; 黏度; 膜重ABSTRACTThis thesis draws the opaquing of coatings to be the research object for the coating of the tinplate printing, introducing and analyzing the influence of brushing to draw each factor. The coating becomes the film and draws the problem of the opaquing quantity in a specific way. The factor ,that influence coating opaquing for tinplate become the film, mainly have results to show the material of becoming film, pigment, the assistance agents and solvent. holding tight to affect the predominant factor of the coating make the brushing to become the film, and during the time of practice in Hang Zhou Zhong Liang meter pack & container ltd, completes experiment of the sticky of coating and the testing heavy of the sheet iron crumb films. Finishing to print the variety control experiment of the coating of iron sticks, gets a value of coating with time of the curve diagram; The heavy test experiment of the crumb film examines the film to distribute whether matches distribute of M~N(u,δ2)。
马口铁涂布常见问题及处理方法
马口铁涂布常见问题及其处理方法马口铁印刷原理与平版胶印原理基本类似,只不过马口铁的印刷对象是非吸附性低碳镀锡薄钢板。
印刷前必需在马口铁表面少布一层涂膜,它的主要作用是既能牢固地附着在马口铁表面,同时又能与印刷在其表面的油墨附着、黏合。
对于特殊胜任的印刷马口铁产品还需在其背面涂面一层内涂料,以保护其内容物的品质。
同时要确保马口铁印刷品在转入下一工序时有一定的机械加工性能和使用价值。
目前,有关马口铁平版印刷出现的质量问题已有许多杂志介绍过,本文不再涉及。
下面主要就马口铁涂布过程中常见的质量问题及处理方法进行阐述。
一、马口铁外观质量常见问题的处理1.涂布不匀涂布在马口铁表面的涂烊厚薄不一,在相同的温度、速度下烘干,极易出现涂膜厚处硬化不够、涂膜薄处硬化过度的现象,造成涂膜的附着性、硬度、耐腐蚀性、耐弯折性、抗冲击性等下降,对于有色涂料将看到涂膜颜色深浅不一。
影响涂布不匀的因素有以下几点。
1)滚、辊之间的两端间隙不一。
胶辘滚筒与压涂滚筒、着料辊与胶辘滚、着料辊与传料辊、供料辊与传料辊四组滚、辊之间的间隙调节左右不一致时往往会造成马口铁进料方向上左右涂层厚薄不一。
处理方法:出现此种涂膜厚度不一时,先用塞规检查供料辊与传料辊两端间隙是否一致,再检查着料辊与传料辊两端间隙是否一致,当上光头三辊互相平行时,调整交辘滚筒与压涂滚筒、上光头与胶辘滚筒之间的间隙,使三辊、两滚均互相平行。
2)涂料黏度太大。
涂料黏度太黏,树脂高分子间的内聚力就大,当内聚力大于树脂在马口铁表面的黏附力时,料涂布在马口铁上不能均匀地充展开,且涂布机转速越高,越容易造成马口铁表面无规则涂布不均匀。
处理方法:适当降低涂料黏度,或者有表面张国小的溶剂作稀,春目的是降低树脂高分子间的内聚力,使涂料在马口铁表面均匀地流展开,并减慢涂布速度,吏作料有足够的时间在马口铁表面流展均匀。
3)马口铁表面含油量偏高。
马口铁表面的油膜主要是保护马口铁在涂布前不被氧化腐蚀,油膜越厚,涂料树脂高分子在马口铁表面的润湿性愈差,吏作料无法均一附着在马口铁的表面。
马口铁印刷中表面性能及油墨附着力
马口铁印刷中外表性能及油墨附着力.2006年09月14日中国包装网金属印刷的对象是非吸收性的材料一低碳镀锡薄钢板,俗称马口铁。
马口铁印刷原理与平版胶印相类似,但在工艺上又有特殊的一面,比方:1.马口铁经印刷后油墨滞留在外表上,须通过某种形式的热能使之枯燥固化;2.马口铁外表锡层光泽明亮,以光谱特性分析属黑色相。
因而在彩色印刷前,必须在马口铁外表涂上一层白涂料。
当然有时根据产品图案的特殊艺术效果,也可局部涂上白涂料或直接利用马口铁镀锡面本身的外观;3.马口铁印刷成品后。
需转入下道工序进展机械加工,制作成各种形状的容器或其他包装物。
而在其机械加工过程中,马口铁外表的油墨涂层必须耐机械冲击,抗延伸。
特殊产品如罐头容器等,其油墨涂层还要具备耐高压蒸煮的物理性能。
这就要求油墨涂层与马口铁外表之间必须具有优良的附着力。
4.马口铁外表油墨涂层附着力的好坏,一直是专业人员在实践中长期探讨、认真研究的问题。
它关系到马口铁本身的外表性能,印刷过程中使用的油墨、涂料的种类、烘烤温度以及油墨涂层的厚薄等许多方面的因素。
现就如何增强油墨涂层与马口铁之间的附着力的问题,谈谈个人浅薄的看法。
一、马口铁外表性能与油墨涂层附着力的关系马口铁是一种以钢板为基料,两面镀上纯锡,使之光泽明亮的低碳薄钢板。
镀锡薄钢板又以镀锡工艺的不同,分为热浸镀锡板和电镀镀锡板两种。
马口铁的构造是由钢基板、锡铁合金层、锡层、氧化膜和油膜构成的。
从马口铁构造上看,其外表涂有一层极薄的油膜,目的是防止马口铁在储存、运输过程中生锈,以便于在印刷时易于将成垛的马口铁一XX掀开。
油膜成分大多是二辛癸二酸酯或乙酰基三丁基柠檬酸酯。
目前世界各国生产的马口铁对油膜厚薄无一定标准,一般涂油量控制在2~4mg/m2,但也有的在6mg/m2以上。
如果涂油量过多就会影响马口铁冲刷质量,使涂料、油墨层不能完全地润湿马口铁外表,在烘烤固化后的油墨层上生成圆形或椭圆形的孔隙缺陷,俗称“眼孔〞。
马口铁罐封口质量 文档 (2)

影响二重卷边封口质量原因:假卷——卷边身钩与盖钩没有咬合,问题是在罐身的运输与传送过程中引起的翻边损坏,罐身翻边形状不合格,罐盖圆边缺陷或损坏,封口时罐盖未对准罐身等。
大塌边——封罐时由于罐身或罐盖边缘严重碰瘪,使罐身与罐盖没有相互钩合,在卷边下部有明显的罐身翻边露出,原因是在罐身运输的输送过程中造成的翻边损坏,罐身翻边形状不合格,罐盖圆边损坏或圆边过大,封口时罐盖未对准罐身等。
跳封——由于焊缝处卷边较厚,封口滚轮经过罐身焊缝时跳过而未能将卷边压紧,原因是封罐机运行速度太快,二道封口轮缓冲弹簧太软,罐身接缝处太厚等。
卷边不完全——由于罐盖在压头上打滑或封口滚轮转动不良等原因造成的局部卷边未完全压紧,其特点是卷边的一部分有正常的厚度,一部分则超厚。
原因是托盘压力偏小,罐盖与压头的尺寸或锥度不合适,压头磨损,压头轴高度调节不当,与托盘之间间距过大,托盘弹簧失灵,压头或托盘上有油,压头轴向有窜动,定位不准等。
卷边“牙齿”——盖钩和身钩未叠接,在卷边下缘所形成的V形或突出,原因是一道封口轮的封口曲线不理想,预封机或头道封口滚轮调得太松,封口轮磨损。
二道封口轮调得太紧会加剧牙齿缺陷,罐盖造形设计不理想,罐盖在承胶面上有皱纹,卷边内夹人杂物或罐盖内密封胶过多,托盘压力太大,实罐罐装量过多,封口轮轴承运转不灵活等。
卷边碎裂——罐身接缝处卷边外层铁皮断裂,原因是二道封口轮调得太紧,罐盖材料有缺陷,盖内密封过多,卷边内夹人杂物,由于头道封口轮调得太紧,引起罐盖折边过长。
紧密度不符合要求,原因是一道封口轮曲线不合理,封口轮调整不合适,一道封口轮曲线磨损严重,罐盖承胶面形状不合理或罐盖承胶面有皱纹,封口轮轴承运转不灵活等。
卷边损伤——卷边部位外表的损伤或涂层的脱落,原因是一道封口轮曲线不合理,一道或二道封口轮卷封曲面的光洁度低或轮调整紧等。
影响二重卷边主要有以下几个因素:1、合适的卷封压力在相罐身的旋转运动过程中,滚轮沟槽在与罐盖结合处卷封力P是由径向力Pr、轴向力Pa和切向力Pt三个不同方向作用力的合成。
不锈钢带白斑缺陷
後續資料
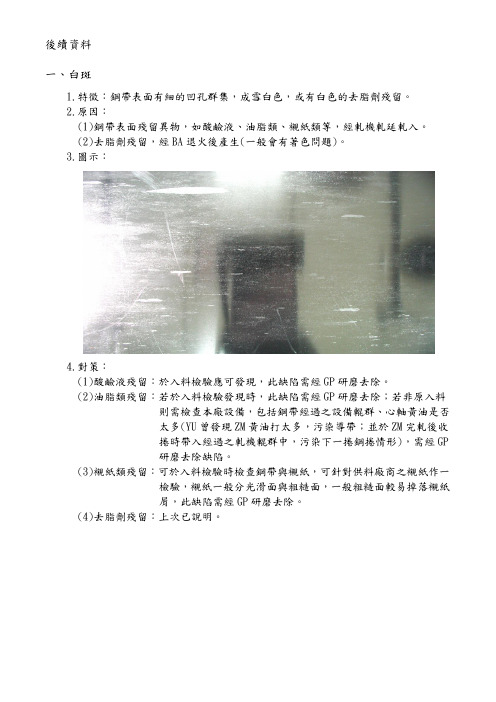
一、白斑
1.特徵:鋼帶表面有細的凹孔群集,成雪白色,或有白色的去脂劑殘留。
2.原因:
(1)鋼帶表面殘留異物,如酸鹼液、油脂類、襯紙類等,經軋機軋延軋入。
(2)去脂劑殘留,經BA退火後產生(一般會有著色問題)。
3.圖示:
4.對策:
(1)酸鹼液殘留:於入料檢驗應可發現,此缺陷需經GP研磨去除。
(2)油脂類殘留:若於入料檢驗發現時,此缺陷需經GP研磨去除;若非原入料
則需檢查本廠設備,包括鋼帶經過之設備輥群、心軸黃油是否
太多(YU曾發現ZM黃油打太多,污染導帶;並於ZM完軋後
收捲時帶入經過之軋機輥群中,污染下一捲鋼捲情形),需經
GP研磨去除缺陷。
(3)襯紙類殘留:可於入料檢驗時檢查鋼帶與襯紙,可針對供料廠商之襯紙作一
檢驗,襯紙一般分光滑面與粗糙面,一般粗糙面較易掉落襯紙
屑,此缺陷需經GP 研磨去除。
(4)去脂劑殘留:上次已說明。
二、色澤不均:
1.特徵:鋼帶表面色澤不同,一般分為固定間距與非間距。
2.原因:
(1)固定間距:一般為輥群轉印。
(2)非間距:一般為原板表面粗糙不均一。
3.圖示:
ZM 4-roll 間距 ZM 背輥間距
原板表面粗糙度不均一
118 16
118 16 40 16 118 150 70 150 70 150 70
4.對策:
(1)若為固定間距,需針對相關輥群粗糙度作一適當管制,輥群粗糙度也可能受
原板粗糙度影響而改變原來粗糙度。
(2)若為原板粗糙度不均一,唯有GP研磨去除一途。
(3)原板板形可能是一種方向。
马口铁涂布中常见问题的原因与对策
技 术 导 航
的几率较 大 对 策 :降低 涂料 黏 度 或添 加表 面 活性 剂来 降低 表 面 张 力 ,这种 方 法往 往很 有效 。如果 是 白色涂 料 .可 以
专题报道
幻影 现 象和 原 因 :烘 干 时 ,会在 马 口铁 涂布 表面 形成 像 花铁 架 的铁 条栅 形状 的 条纹 ,涂 布的 色相 变淡
,
在离 心 力
如
,
的作 用下 飞散 。 一般来 说 .黏 性大 的涂 料 出现 飞 墨现象
果齿轮 磨损 ,需要 更换 新齿 轮 ,如果 涂 布胶辊 不合 适 需要更 换合适规 格 的涂布胶 辊 。 涂布 不均 匀
现象 和原 因 :正 常情况 下 涂 布作 业 时通过 给 料辊 和 匀料辊 之 间的 涂料应 当在 两辊 之 间均 等分 配
,
隐 约 能
提 高颜料 浓度 或 含量 ,降 低湿 状 态涂膜 层 的厚 度 ,也 可 作为 防止分 离 时形 成液 滴状 的方法 。
背脏 现 象 和 原 因 :当刮 刀 刮过 后 压 印 辊 上 残 留 的 少 量 涂 料 涂 到 被 涂 马 口铁 等 材 料 的 背 面 称 为 背
看见 铁条 栅形 状 条纹 的现 象 。这是 因为热 量被 花铁 架 吸
收 ,造 成 此处 溶剂 蒸发 变 慢 ,烘干 不充 分 ,其他 涂 布部 分 受到 影 响 整个 涂 布层 变薄 色 相变 淡 。涂布 量越 大 这种 现 象越容 易被 看到 。
对策 :花铁 架放入 烘房 前最 好事 先预热 。
维普资讯
专题报道
技 术 导 航
● 东营胜德制罐有限公 司 蔡史明
马 口铁涂 布 中常 见 问题 的
马口铁表面_白斑_缺陷成因分析_王健
( , , ; 1 . T a n a n T e c h n o l o C e n t e r H e b e i I r o n &S t e e l G r o u T a n s h a n 0 6 3 0 0 9, C h i n a g g g g y p g , , , ) 2 . H e n s h u i T h i n S t e e l P l a t e C o . L t d . H e b e i I r o n &S t e e l G r o u H e n s h u i 0 5 3 0 0 0, C h i n a g p g
” C a u s e A n a l s i s o n“ W h i t e S o t S u r f a c e D e f e c t o f T i n l a t e y p p
1, 1, 2, 1 WANG J i a n DU M i n s h a n WANG F e n F ANG J i n c h a o - - g g
0 1 3 年 8 月出版 2
能为冷轧或平整 过 程 中 轧 辊 老 化 , 轧辊表面粘有 细小的铁粉颗粒 , 在后续的轧制过程中压入钢卷 表面而造成 。 为 此 , 制定了铁粉压入类缺陷的预 防措施 : ) ( 优 化 轧 辊 负 荷 分 配, 防止道次轧制力过 1 大, 避免轧辊老化加快 。 ( ) 适当减少轧辊的轧制吨位 。 2
可溶性锡阳极上 , 这些发黑物质由于受力不平衡 而从阳极表面脱落并随镀液流动黏附到沉没辊表 然后随着沉没 辊 转 动 经 过 带 钢 与 沉 没 辊 的 挤 面, 压留在带钢表面 , 经过余下的电镀行程及电阻软 。 熔后变成为白色的斑块 , 称之为 “ 白斑 ” “ 白斑” 缺 陷 主 要 发 生 在 镀 锡 后, 位于钢卷 上、 下表面, 缺陷较细小, 没 有明显的 规律性, 在 表 面 粗 糙 度 高, 通过 镀锡之前该位置存在色 差, 镀锡后在 高 倍 下 观 察 缺 陷, 发现白斑位置存在 “ 漏镀的 现 象, 白 斑” 缺陷及高倍下观察的白斑 缺 陷 见 图 2。
马口铁空罐各种卷边缺陷及产生原因、分类

二道卷边滚轮弹簧压力太大
头道卷边滚轮上、下支持不良
二道卷边滚轮上、下支持不良
密封胶过多,干燥不良
接缝焊锡过多
滑口
调节不到
机件不良
压头和托底盘间距过大
托底盘压力太小★
头道卷边滚轮靠得太紧
二道滚轮靠得太紧★
卷边滚轮定时不好★
头道滚轮运转不光滑
二道滚轮运转不光滑★
压头磨损
压头直径太小
托底盘弹簧失灵
托底盘上面磨损
托底盘支持不稳
托底盘和压头不完全平行
罐高较高、身钩较少
跳封
调节不良
机件不良
空罐缺陷
其它
二道卷边滚轮弹簧压力太小★
二道卷边滚轮弹簧失灵★
接缝处叠接过多
卷边速度太快
特别当滚轮直径较大时
橡胶挤出
调节不到
空罐缺陷
其它
头道靠得太紧
二道靠得太紧
橡胶过多、干燥不好★
橡胶对内容物不适应★
橡胶填料润涨
假封
压头和托底盘间距过小★头道卷边滚轮靠得太紧
托底盘压力太大
头道卷边滚轮靠得太紧
二道卷边滚轮靠得太紧
二道卷边滚轮弹簧压力太大★
轴承螺母紧固不好
头道卷边滚轮沟磨损
头道卷边滚轮上、下支持不良
压头磨损
接缝焊锡过多
接缝快口
卷边断裂
调节不良
机件不良
空罐缺陷
卷边滚轮位置过高
压头位置过低
托底盘压力太大
头道卷边滚轮靠得太紧
滚轮位置过高★
压头位置过低★
压头和托底盘间距过大★
托底盘压力过大
头道滚轮靠得太松★
头道滚轮沟磨损★
头道滚轮沟过细
马口铁印刷常见问题解析
2009/336马口铁印刷常见问题解析天津科技大学 顾 翀中粮包装(天津)有限公司 郑功昊马口铁的印制加工过程通常包括涂布、印刷、上光等主要步骤。
其中,涂布和印刷是最为重要,也是最容易出现问题的两个环节,本文将分别对这两个环节中的常见故障进行分析。
涂布过程中的故障分析及解决方法马口铁的涂布工艺,即在马口铁表面涂布涂料,主要分为内涂和外涂两种方式。
内涂工序可以保护、延长马口铁的使用寿命。
而外涂工序一方面可以提高马口铁表面的吸附能力,使其适于印刷,另一方面又可以提高马口铁的后加工性能,有利于制罐。
涂布过程中的常见问题有以下几个。
(1)滴料产生原因:接料盘边缘有部分白可丁涂料没处理干净,当涂布其他涂料(如光油)时,没处理干净的白可丁就有可能滴到某张马口铁上,那么通过橡皮滚筒就会把这部分白可丁转移到其他马口铁上,造成产品之间的污染。
处理方法:把接料盘外围的垃圾彻底清洁干净。
(2)甩料产生原因:滚筒的空隙里有涂料,在高速运转过程中会把涂料甩到马口铁上。
处理方法:把滚筒空隙里的涂料擦拭干净。
(3)带料产生原因:刮刀没有把底辊上的涂料刮干净,导致多余涂料被印到马口铁表面。
处理方法:调整刮刀、辅助刮刀和羊毛毡的压力,或者更换稀释剂。
(4)鱼眼产生原因:涂料中的蜡附着在马口铁表面,使涂料涂布不实。
解决方法:在工艺允许的范围内,适当增加涂料膜重。
(5)麻点产生原因:来料铁在加工过程中沾染了油污、杂质等,造成涂料涂布不实。
区分“麻点”和“鱼眼”的根本方法是在涂布过程中,把马口铁转180°进行涂布,如果出现“小点”的位置在马口铁上的位置不变则为“麻点”,否则是“鱼眼”。
一般来说,“麻点”在马口铁上出现的位置相对固定,而“鱼眼”出现的位置则比较随机。
解决方法:可以先进行烘烤,再进行涂布,烘烤温度调为180℃即可。
(6)针眼产生原因:滚筒压力太小,涂料膜重低、涂料黏度低。
解决方法:加大滚筒压力,提高膜重和涂料黏度。
某马口铁空罐内壁线状异常微观分析

(O.R.G. Packaging Co., Ltd. Beijing 101407, China) Abstract:The three-piece tinplate can is widely used in food and beverage packaging due to many unique advantages. The inside coating quality of tinplate can has important impact on food and beverage cans in the shelf life. Microscope and scanning electron microscope are effective tools to observe and analysis ms paper, we observed a tinplate three-piece can by microscope and scanning electron microscope, in order to find the cause of problem and provide an example to detect metal packaging. Keywords: metal packaging; tinplate can; microscope; microscopic analysis 0 前言
经验交流 Experience Exchange
某马口铁空罐内壁线状异常微观分析
宋伟伟 黄 巍 王洁琼 柏建国 (奥瑞金包装股份有限公司,北京 101407) 摘 要:马口铁三片罐由于具有机械性能好,阻隔性能优异,制造工艺成熟,生产效率高,装潢 精美和可回收利用等优点,是目前市场上食品和饮料常见的包装形式之一。马口铁罐内壁的涂层质 量对所装内容物在货架寿命期内的食品安全有重要影响。常规显微镜和更高级的扫描电子显微镜是 进行金属包装微观形貌观测和成分分析的有效手段。本文通过对某食品包装用马口铁三片罐内壁线 状异常的微观分析,分析查找了产生问题的原因和生产环节,为金属包装产品进行微观分析测试提 供了案例。 关键词:金属包装 马口铁罐 显微镜 微观分析
马口铁
Page - 7 -
国内镀锡板的价格
2011年12月广东市场镀锡板最新价格行情:
Perfetti Van Melle Confectionery (China) Co. Ltd
Page - 8 -
2012年国际镀锡板价格走势
欧洲:需求削减,产能下降,钢厂预计提价40-60欧元/吨
欧洲地区关于2012年上半年镀锡板价格的谈判被拖延。往年通常在10月份或最迟11月 份结束,但此次钢厂试图通过减产等措施改善供需关系为提价创造基础,各钢厂想将 报价上调40-60欧元(55-80美元),因此虽已入11月中旬,钢厂还在为谈判而努力。 此外,另一个分歧在于钢厂希望签署半年一续的合同,而罐头制造商则希望签署全年 的合同。 据悉,安赛乐米塔尔欧洲公司关闭三条镀锡板生产线;塔塔钢铁欧洲公司关闭一条生 产线;德国Rasselstein公司计划削减产能10%。但尽管如此,供需关系并未有多大改 善,因需求下降幅度大于产能削减幅度。鉴于此,欧洲钢厂开始对中美和南美洲等地 增加镀锡板出口,欧元的贬值本应有利于其出口,但以美元计算的价格并未上涨。
亚洲:需求旺季来临,价格将随之回升
如果欧洲地区明年上半年的镀锡板定价上涨,将对亚洲市场产生积极作用。亚洲地区 本季度镀锡板价格低迷,主要由于进入需求淡季,但通常在下一个季度需求将开始改 善,价格亦随之回升。日本钢厂预计将在下一季度的价格谈判中维持现在的价格水平 或稍有上调。即使欧洲钢厂价格谈判被拖延至12月份,只要其价格上调将为日本钢厂 下季度的谈判创造一个上升的势头。
马口铁材料特性及优点:1. 不透光性 2.良好的密封性 3.锡的还原作用 4. 提供有效铁的来源 5. 可回收,再利用.符合国际环保要求,符合未来产品趋 势 6. 坚固、保护性好,不变形、耐震、耐火,可耐高温及高压 。 马口铁生产流程:
BN1G冷轧不锈钢表面白点缺陷的分析
BN1G冷轧不锈钢表面白点缺陷的分析节镰型奥氏体不锈钢,减少了贵金属線的含量,使用较高含量的猛、氮等奥氏体形成的元素,在室温下获得单一的奥氏体组织。
此类不锈钢在具备优良机械性能的同时,因低碌而大幅降低了合金成木, 且在弱腐蚀环境如器具、厨具、室内表面装饰等普通用途领域可被广泛使用,对線资源比较缺乏的国家而言,这类不锈钢的研发并且工业化就显得更为重要。
宝钢型号BN1G不锈钢就是节線型奥氏体不锈钢中的一种,应用于表面装饰,经抛光处理后,带钢表面存在•麻点”或者称为。
砂眼”之类的缺陷,视觉上为无规则密集白点缺陷。
经过粗糙度检测明显高于其他企业的同类产品,不能满足抛光质量要求。
本文将对BN1G钢种的口点缺陷产生原因及相应的处理方法进行分析。
1缺陷形貌分析1.1白点缺陷的表面形态宝钢德盛BN1G钢种2B表而成品的工艺路径主要为:四机架连轧、脱脂、退火、酸洗和平整。
在生产过程中,通过细砂纸均匀轻抛平整后的带钢表而能检查到白点缺陷。
白点缺陷发生的分布形态、程度或位置各异,有偶发单点状、密集汇聚后的块状、位于带钢局部位置的连断续状等。
1.2白点缺陷的表面微观形貌为了解白点缺陷的具体成因,对口点缺陷的单个形态进行实验室微观形貌观察,发现每个白點呈现岀表面坑点的形貌特征,样板中坑点尺寸约为5〜10 Lim,而通过扫描电镜,对正常表面与坑点的底部进行成分对比观察,发现坑点内并无氧化物、夹杂物等异常成分,也未见晶界的贫铭腐蚀,如表2所示。
由此可见,市场反应的BN1G带钢表而经抛光后出现的密集口点缺陷,就是材料表面的坑点痕迹。
当带钢经过混酸酸洗钝化后,其整体表而色泽呈金属银口色,而在实施干磨抛光处理后,带钢表而的色泽被打磨去除,金属光泽度大幅提升,而抛光处理对带钢基体的去除量仍不足以磨去坑点,故最终坑点与表面形成鲜明对比,呈现坑点边际线,即口色点状缺陷。
口点缺陷呈密集存在,直接导致带钢表面粗糙度增加。
2白点缺陷的发生原因冷轧带钢表而坑点的形成,通常主要影响因素包括:退火酸洗过程发生的过氧化、原料表而粗糙状态在冷轧后消缺不良和机械外力损伤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白斑 ” 缺陷产生的原因 3 “
3 . 1 扫描电镜分析 为分析 “ 白斑 ” 缺陷位置成分 , 采用扫描电镜分 发现 “ 白斑” 部位既会有夹杂物成 析白斑处的成分 , 因此对不同的扫描 分又含有非夹杂物类成分物质 , 。 结果进行了分析研究 , 扫描电镜照片见图 3 3 . 1 . 1 夹杂物 “ 通过分析发 现 , 白 斑” 部位存在夹杂物成分 如图 3b 所示 , 夹杂类表面缺陷是在轧制过程中 并暴露出来 , 皮下非金属夹杂物由于变形而破裂 , 夹杂 物 被 碾 碎 、 拉 长, 呈颗粒状分布在金属表面, 形成表面缺陷 , 由扫描电镜成分分析认为应为保 为了进一步分析夹杂物的来源 , 取中包 护渣卷入 , 保护渣进行成分对比 , 保护渣成分如表 1 所示 。 “ 对比发现 , 白 斑” 处扫描成分与保护渣成分 基本一致 , 因此可 以 肯 定 此 类 缺 陷 是 保 护 渣 卷 入 引起的 。 结晶器 保 护 渣 卷 入 的 主 要 原 因 : 一是连 铸过程拉速波动导致结晶器液面波动加剧从而发 生卷渣 ; 二是由于 连 铸 过 程 产 生 蓄 流 导 致 结 晶 器 的水口出现偏流 , 改变了结晶器钢液的流场从而
白 斑” 缺陷的特 2 马口 铁 的 生 产 流 程 及 “ 征
马口铁生产工艺复杂 、 技术难点多 , 生产工艺 流程为 : 炼钢一热轧一酸洗一冷轧一连续退火 ( 或 电解脱脂一罩式退 火 ) 一平整( 或二次冷轧) 一钢 卷准备作业一电镀锡 。 其生产流程及控制要点见 图 1。 在电镀锡过程中 , 经常有些发黑物质吸附在
收稿日期 : 2 0 1 2-1 2-2 6
, , 作者简介 : 王 健( 男( 汉族 ) 河北 唐山 人 , 助理工程师 。 1 9 8 4- )
第3 马口铁表面 “ 白斑 ” 缺陷成因分析 0 卷 · 第 4 期 王 健等 :
·1 7·
图 2 “ 白斑 ” 缺陷示意图
锡薄板的表面质量一直是马口铁生产厂的主要关 其对上 游 工 序 — 基 板 生 产 的 技 术 要 求 非 常 注点 , 严格 。 本文对镀锡板出现的表面 “ 白斑 ” 缺陷从炼 钢至镀锡 整 个 工 序 进 行 了 一 系 列 的 分 析 , 为“ 白
2] 。 斑” 缺陷的控制提供了参考依据 [
图 1 马口铁基板生产工艺流程及控制要点
7] 。 生 “ 白斑 ” 缺陷 [
表 1 保护渣成分
保护渣成分 比例/% 全C a 2 0 . 8 1 M O g 1 . 7 8 S i O 2 3 2 . 8 C 7 . 0 9 T i O 2 0 . 1 7 M n O 0 . 0 7 K 2O 0 . 2 6 N a 2O 1 4 . 3 5 A l 2O 3 3 . 6 9
可溶性锡阳极上 , 这些发黑物质由于受力不平衡 而从阳极表面脱落并随镀液流动黏附到沉没辊表 然后随着沉没 辊 转 动 经 过 带 钢 与 沉 没 辊 的 挤 面, 压留在带钢表面 , 经过余下的电镀行 陷 主 要 发 生 在 镀 锡 后, 位于钢卷 上、 下表面, 缺陷较细小, 没 有明显的 规律性, 在 表 面 粗 糙 度 高, 通过 镀锡之前该位置存在色 差, 镀锡后在 高 倍 下 观 察 缺 陷, 发现白斑位置存在 “ 漏镀的 现 象, 白 斑” 缺陷及高倍下观察的白斑 缺 陷 见 图 2。
0 1 3 年 8 月出版 2
能为冷轧或平整 过 程 中 轧 辊 老 化 , 轧辊表面粘有 细小的铁粉颗粒 , 在后续的轧制过程中压入钢卷 表面而造成 。 为 此 , 制定了铁粉压入类缺陷的预 防措施 : ) ( 优 化 轧 辊 负 荷 分 配, 防止道次轧制力过 1 大, 避免轧辊老化加快 。 ( ) 适当减少轧辊的轧制吨位 。 2
图 3 “ 白斑 ” 缺陷扫描电镜照片
) “ ) ) ) 白斑 ” 缺陷 ; a b 1# 部位 ; c 3# 部位 ; d 4# 部位
现, 部分缺陷部位仅有铁元素 , 如图 3 该缺 d 所示 , 陷 可能为镀锡过程中夹杂物脱 落 后 造 成 的 , 也可
·1 8·
轧 钢
果。 ( ) 酸洗工序适当提高酸液温度 , 降低酸洗速 6 度减少氧化铁皮残留 。 3 . 3 镀锡工序原因 由 “ 白斑 ” 的形成机理可知 , 成块的发黑物质 是形成 “ 白斑 ” 的 根 本 原 因, 而发黑物质究竟是何 物质 , 又 是 如 何 产 生 的 呢? 从 P S A和E N S A的 生产工艺中了解到 , P S A 制备过程中会产生副产 物D D S, E N S A 在制备 过 程 中 亦 会 产 生 低 E O的 另外 , 电镀 锡 液 中 的 E 光照 E N S A; N S A 受 温 度、 和电流等 作 用 可 能 会 发 生 化 学 或 电 化 学 降 解 反 —CH 应, 其乙氧基团 ( 断裂 , 也会 形 成 2 CH 2 O—) 而D 低E O的E N S A, D S 和低 E O的E N S A 水溶 性较差 , 为疏水性物质 , 经送样外检发现黑色物质 层除了有上述的 D 还有 D S 和低 E O的E N S A 外,
” C a u s e A n a l s i s o n“ W h i t e S o t S u r f a c e D e f e c t o f T i n l a t e y p p
1, 1, 2, 1 WANG J i a n DU M i n s h a n WANG F e n F ANG J i n c h a o - - g g
: , A b s t r a c t B m e a n s o f S EM, m e t a l l o r a h e x a m i n a t i o n a n d c o m a r s i o n a n a l s i s t h e c a u s e s a n d c o n t r o l m e a s u r e s o f y g p p y , w h i t e s o t o n t h e t i n l a t e s u r f a c e w e r e i n v e s t i a t e d . B a s e d o n i tw h i c e s o t d e f e c t w a s o b v i o u s l r e d u c e d . p p g p y : ;w ; ; ; K e w o r d s t i n l a t e h i t e s o t d e f e c t i n c l u s i o n s i r o n s c a l e c o u n t e r m e a s u r e p p y
( ) 优化轧制润滑系统 , 减少轧辊磨损 。 3 3 . 1 . 3 清洗液污染导致的板面残留物 分析 “ 白 斑” 缺 陷 的 成 分 还 发 现, 其中含有 、 该成分与冷轧酸洗及脱脂液成 N a K、 C l等成分 , 碱洗 ) 一致 , 分析认为是清洗液受到污染 , 导致 分( 镀锡板表面残留 清 洗 液 污 染 物 颗 粒 , 在镀锡后产
马口铁表面 “ 白斑 ” 缺陷成因分析
王 健1, 杜明山1, 王 锋2, 房锦超1
( 河北钢铁集团唐钢公司技术中心 , 河北 唐山 0 1. 6 3 0 0 9; ) 衡水板业有限责任公司 , 河北 衡水 0 2. 5 3 0 0 0 摘 要: 针对某马口铁生产厂生产的镀锡板存在镀锡后表面 “ 白斑 ” 缺陷的问题 , 采用扫描电镜 、 金相显微镜等 试验设备对比分析了马口铁表面 “ 白斑 ” 缺陷的成因及控制 措 施 , 通过相关措施的实施, 镀锡板表面的“ 白斑” 缺陷明显减少 。 “ 关键词 : 镀锡板 ; 白斑 ” 缺陷 ; 夹杂物 ; 氧化铁皮 ; 措施 ( ) 中图分类号 : T G 3 3 5 . 2 2 文献标识码 : B 文章编号 : 1 0 0 3-9 9 9 6 2 0 1 3 0 4-0 0 1 6-0 4
] 3-6 。 因此针对该夹杂物缺陷类 “ 白斑 ” 导致卷渣 [
制定了如下预防措施 : ) ( 稳定浇铸状态 , 避免拉速变化过大 、 过频 。 1 ( ) 选择合适的保护渣 。 保护渣黏度过高 , 会 2 使保护渣的润滑 效 果 变 差 , 增大拉漏和产生裂纹 的可能 , 必须选择合适黏度的保护渣 。 ( ) 优化浇铸工艺参数 , 如调整浸入式水口出 3 口角度及浸入深度 , 选择合适的吹气量 , 以得到合 防止钢水液面波动过大而造成夹 理的钢水流场 , 渣缺陷 。 3 . 1 . 2 铁粉 通过扫描电镜分析 “ 白斑 ” 缺陷部位的成分发
3 . 2 氧化铁皮原因 通过追踪存在 “ 白斑 ” 缺陷热卷的产品表面质 量, 发现在酸洗过程中部分钢卷存在酸洗麻坑 ( 下
, 表面严重 ) 麻坑 内 残 存 有 氧 化 铁 皮 , 麻坑缺陷如 图 4 所示 。
图 4 酸洗带钢下表面麻坑缺陷
在冷轧过程中带钢麻坑部位的表 跟踪发现 , 面粗糙度较大 , 在脱脂后表面存在色差 ( 麻坑部位 , 分析 “ 白斑 ” 缺陷卷对应的热轧生产工艺发 变暗 ) 现, 该缺陷卷均处于精轧机轧制末期 , 对精轧机轧 辊表面进行检查发现 精 轧 机 组 F 2 ~F 4 机架的轧 辊表面磨损较严 重 且 下 辊 面 磨 损 更 严 重 , 该现象 与带钢酸洗后下 表 面 麻 坑 严 重 相 对 应 , 分析认为 是精轧机轧辊严 重 磨 损 , 导致轧辊表面粘附氧化 在酸洗工序部分氧化铁皮未被清 铁皮压入热卷 , 洗掉而造成 。 为 此 , 制定了氧化铁皮压入的预防 措施 : ( ) 严格控制精轧机轧制吨位 , 保证轧辊表面 1 状况 。 ) ( 优化精轧机烫辊制度 , 保证烫辊质量 。 2 ( ) 优化工作辊冷却水及轧制油制度 , 减少轧 3 辊磨损 。 ( ) 优 化 板 坯 温 度 制 度, 降低氧化铁皮产生 4 量。 ( ) 适 当 提 高 高 压 水 除 鳞 压 力, 保证除鳞效 5