硅胶辊制造工艺流程
硅胶辊的生产工艺

硅胶辊的生产工艺硅胶辊是一种常用的卷烟机械设备,广泛应用于卷烟生产中,主要用于卷烟纸的制作过程中。
硅胶辊的生产工艺主要包括原料制备、成型加工、硅胶涂层和固化等环节。
首先是原料制备。
硅胶辊的主要原料是优质的硅胶。
硅胶是一种高分子聚合物材料,具有优异的耐磨、耐温、耐腐蚀等性能。
在原料制备过程中,需要先将硅胶颗粒与其他配方材料进行混合,通过搅拌、加热等方式将材料充分混合均匀,使其达到一定的粘度和硬度要求。
接下来是成型加工。
原料制备好后,需要根据硅胶辊的设计规格和尺寸要求,将硅胶材料进行成型加工。
常见的成型方法有挤出成型、浇注成型和压延成型等。
其中,挤出成型是最常用的方法,即将硅胶材料放入挤出机中,通过挤压力将其挤出成型,再通过模具和切割设备将其切割成所需的长度。
然后是硅胶涂层。
成型加工好的硅胶辊需要经过涂层处理,以增加其摩擦力和耐磨性。
涂层过程中,首先需要将硅胶辊进行清洗和表面处理,以确保涂层的粘附性和牢固性。
然后,将特制的硅胶涂料均匀地涂覆在硅胶辊的表面上,再通过特殊的烘干方式,使涂层能够快速固化和硬化。
一般情况下,涂层需要经过多次涂覆和干燥的过程,以达到理想的涂层厚度和性能要求。
最后是固化。
涂层干燥完毕后,硅胶辊需要进行固化处理,以使其具有更好的耐磨、耐腐蚀和耐高温性能。
固化的方式通常有自然固化和热固化两种。
自然固化是将硅胶辊放置在通风良好的环境中,通过自然气体和温度的作用使其固化。
而热固化则是经过特殊的加热设备进行加热固化处理,可以缩短固化的时间并提高固化效果。
综上所述,硅胶辊的生产工艺主要包括原料制备、成型加工、硅胶涂层和固化等环节。
通过精细加工和处理,硅胶辊能够具备优异的性能,广泛应用于卷烟机械设备中,为卷烟生产提供了重要的支持。
同时,随着技术的不断发展和创新,硅胶辊的生产工艺也将不断完善和改进,以满足不同行业和领域对硅胶辊的需求。
硅胶制品生产工艺流程

硅胶制品生产工艺流程一、硅胶材料特性A.硅胶原料一般为凝胶状,有点类似于橡皮泥,无色半透明,无味。
B.其主要特点是既耐高温(最高300℃)又耐低温(最低-100℃),是目前最好耐寒、耐高温橡胶;同时电绝缘性优良,对热氧化和臭氧的稳定性很高,化学惰性大。
缺点是机械强度较低,耐油、耐溶剂和耐酸碱性差,较难硫化,价格较贵。
使用温度:-60℃~+200℃。
以上是手册中对硅橡胶的说明。
C.使用温度:如上文所叙,一般设定为-40℃——200℃,在短时间作用时可达230℃。
D.老化问题:耐油、耐酸碱性较差,与受力情况关系不大。
E.粘接问题:在未作表面处理前,除用硅胶类产品作粘合剂与硅胶类零件粘合外,与其它零件粘全必须经过表面活化,胶面硫化处理才能粘牢。
凡是能与橡胶发生硫化反应或使之交联的物质统称为硫化剂,又称为交联剂。
硫化剂种类很多,而且还在不断增加,已经使用的硫化剂有硫黄、硒、碲、含硫化合物、金属氧化物、过氧化物、树酯、醌类和胺类等。
F.材料硬度:胶件按邵氏硬度在国内市场上理论上可在10度到80度之间选择。
能方便找到的一般在20度到70度,最常用的是40到50度。
二、硅胶制品生产工艺A原料形状及颜色B 经过配色混炼后由乳白色硅胶变位各种颜色的片料C混炼整形后,将原料压成条,裁成一条一条的料。
D硫化成型E修整,拆边,检查,包装。
F.成品图三、产品尺寸及特性A、极限尺寸:最厚处可做到15~20MM,如果是球体,可做到直径30MM。
一般厚度推荐尺寸为不大于3MM,当大于3MM时,将花费更多的硫化时间而增加成本。
最薄处理论上可达0.2MM,但设计中一般取最薄0.3MM,推荐0.4MM。
B、相对尺寸:在厚度差异上,最薄处与最厚处建议不要超过3倍。
此类问题主要取决于材料硫化时对温度与压力的要求。
C、缩水率。
硅胶材料的缩水率与材料的硬度有关,厂家提供的次料多在1.022~1.042之间,对于40到50度的材料,一般取1.03的缩水率。
硅胶制品生产工艺流程
硅胶制品生产工艺流程
硅胶制品生产工艺流程
硅胶制品是一种由硅胶材料制造而成的产品,常见于日常生活中的各种用品,如手机壳、手表表带、烘焙模具等。
以下是硅胶制品的生产工艺流程:
1. 原料准备:首先需要准备硅胶原料,包括硅胶液体、硅胶固化剂等。
硅胶液体通常是双组分的,需要按照一定的比例混合使用。
2. 模具准备:根据产品的形状和尺寸,制作相应的模具。
模具材料一般选择硅胶或者玻璃纤维等耐高温材料。
3. 模具涂胶:将制作好的模具表面涂上一层脱模液,以便在固化后更轻松地将硅胶制品取出。
4. 硅胶注塑:将混合好的硅胶液体倒入模具中,注意控制每个模具中的硅胶液体用量,以保证产品的质量和尺寸。
5. 气泡除去:使用震动台或真空设备,将模具中的硅胶液体中的气泡除去,以确保制品的表面光滑。
6. 固化处理:将注塑好的硅胶制品放置在恰当的温度下进行固化处理,使硅胶液体变为固体。
7. 脱模处理:硅胶制品固化后,使用合适的工具将其从模具中
取出。
可以根据需要,进行必要的修整和后处理,如修剪边缘或打磨表面。
8. 检查和质量控制:对硅胶制品进行外观检查,确保其质量合格。
如有发现瑕疵或缺陷,可以进行必要的修复或重新制作。
9. 包装和成品检验:将合格的硅胶制品进行包装,并进行成品检验,确保产品符合要求。
10. 出厂销售:硅胶制品通过质检合格后,可以进行销售,用于各类消费者的需求。
以上是硅胶制品的生产工艺流程,每个环节都非常重要,需要严格控制和遵循工艺规范,以保证产品的质量和安全性。
随着科技的不断进步,硅胶制品生产工艺也在不断改进和创新,以适应市场的需求和发展趋势。
胶辊胶圈工艺流程图

胶辊、胶圈工艺示意图
一、胶辊
1、处理辊(84,80-1等)
塑炼(15分钟/车,90度投料)→过滤→明胶→混炼(两包一折,停放8小时以上;1mm 以下四小时一卷)→回练(停放6小时以上;1mm以上四包一卷)→过滤→加硫(静电;两包一折;1mm以下四包一卷)→停放8小时以上,待用
2、不处理辊(60-80B等)
塑炼(第一天;硫磺母胶;15分钟/车;6小时后第二次塑炼)→过滤(第二天;称重及混炼)→混炼(四包一卷;停放6小时后再回练)→吃锌(第三天;过滤后;四包一卷;停放6小时后再回练)→压出(第四天;只限两层堆放;停放2-4小时后)→成型→待用
二、胶圈
101-107圈
塑炼(15分钟/车,90度投料)→热练(165℃±5℃;透明,无白花,不发黄;0.5mm以下出片)→混炼(两包一折;1mm以下四包一卷)→回练(停放8小时后再回练;1mm以下六包一卷)→待用
三、要求
1、所有堆放在生产现场的塑炼胶、皮辊胶、皮圈胶及机头胶都必须标明胶种、型号、日期
及班次。
2、在接到“计划任务书”后,一定要在弄懂工艺的前提下再实施作业。
做到“不懂不开车”,
以防损失。
3、以上内容希各操作工自行对照,整改。
严格自觉遵守工艺,严防“自由操作”倾向。
硅橡胶混炼工艺

硅橡胶混炼工艺硅橡胶混炼工艺:1.开炼机混炼双辊开炼机辊筒速比为1.2~1.4:为宜,快辊在后,较高的速比导致较快的混炼,低速比则可使胶片光滑。
辊筒必须通有冷却水,混炼温度宜在40℃以下,以防止焦烧或硫化剂的挥发损失。
混炼时开始辊距较小(1~5mm),然后逐步放大。
加料和操作顺序:生胶(包辊)—→补强填充剂—→结构控制剂—→耐热助剂—→着色剂等—→薄通5次—→下料,烘箱热处理—→返炼—→硫化剂—→薄通—→停放过夜—→返炼—→出片。
胶料也可不经烘箱热处理,在加入耐热助剂后,加入硫化剂再薄通,停放过夜返炼,然后再停放数天返炼出片使用。
混炼时间为20~40分钟(开炼机规格为φ250mm×620mm)。
如单用沉淀白炭黑或弱补强性填充剂(二氧化钛、氧化锌等)时,胶料中可不必加入结构控制剂。
应缓慢加入填料,以防止填料和生胶所形成的球状体浮在堆积胶的顶上导致分散不均。
如果要加入大量的填料,最好是分两次或三次加入,并在其间划刀,保证良好的分散。
发现橡胶有颗粒化的趋势,可收紧辊距以改进混炼。
落到接料盘上的胶粒应当用刷子清扫并收集起来,立即返回炼胶机的辊筒上,否则所炼胶料中含有胶疙瘩而导致产品外观不良。
增量性填料应当在补强性填料加完之后加入,可采用较宽的辊距。
装胶容量(混炼胶):φ160mm×320mm 炼胶机为1~2 kg;φ250mm×620mm炼胶机为3~5kg。
硅橡胶在加入炼胶机时包慢辊(前辊),混炼时则很快包快辊(后辊),炼胶时必须能两面操作。
由于硅橡胶胶料比较软,混炼时可用普通赋子刀操作,薄通时不能象普通橡胶那样拉下薄片,而采用钢、尼龙或耐磨塑料刮刀刮下。
为便于清理和防止润滑油漏入胶内,应采用活动挡板。
气相白炭黑易飞扬,对人体有害,应采取相应的劳动保护措施。
如在混炼时直接使用粉状过氧化物,必须采取防爆措施,最好使用膏状过氧化物。
如在胶料中混有杂质、硬块等,可将混炼胶再通过滤胶机过滤,过滤时,一般采用80~140目筛网采用开炼机混炼,它包括:1)包辊:生胶包于前辊;2)吃粉过程:把需要加入的助剂按照一定的顺序加入,加入时要注意堆积胶的体积,少了难于混合,多了会打滚不容易混炼。
胶辊生产工艺流程介绍
胶辊生产工艺流程介绍胶辊是工业中常用的重要设备部件,是以金属或其他材料为芯,外覆橡胶经硫化而制成的辊状制品。
相对纯金属辊体对比,它具有弹性好,耐腐噪音小、吸水性强、厚度适中等优点,应用于造纸、印刷、印染、冶金、粮食加工等工业领域。
胶辊产品广发应用于我们日常生活中,如办公室的打印机、复印机、相片塑封机等。
根据不同的生产工艺采用不同的橡胶作为包胶层,常用的有天然橡胶、硅胶、三元乙丙橡胶、氟橡胶等不同胶的品类。
胶辊的成形方法有积层法、挤出法、浇注法等成型方式。
檬胶胶辊的成型过程与其他固体橡胶制品相类似的是混炼胶的制备,即首先需用大功率开炼机对某些生胶进行塑炼,赋予生胶塑性,便于以后的成型加工然后将生胶或塑炼胶与各种配合剂放人密炼机中进行均匀混合。
因为胶辊表面要求很高,胶料中不能混人任何杂质,否则会严重影响其使用性能,因此胶料混炼后必须进行过滤,而后是压片、压延,即压出薄厚均匀的胶片,以备下道成型工序使用,成型工序是胶辊生产中的一个重要环节,其方法也多种多样,本文将在后面着重介绍成型工序中的成型方法及特点最后一道工序是将已成型胶辊包上布、并用铁丝扎紧,送人硫化罐硫化。
硫化后还需车磨,以保证餃辊表面的光洁度和尺寸精度。
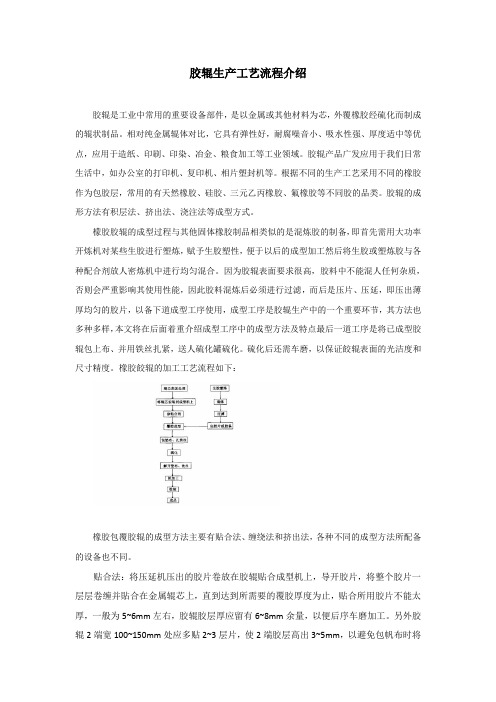
橡胶餃辊的加工工艺流程如下:橡胶包覆胶辊的成型方法主要有贴合法、缠绕法和挤出法,各种不同的成型方法所配备的设备也不同。
贴合法:将压延机压出的胶片卷放在胶辊贴合成型机上,导开胶片,将整个胶片一层层卷缠并貼合在金属辊芯上,直到达到所需要的覆胶厚度为止,贴合所用胶片不能太厚,一般为5~6mm左右,胶辊胶层厚应留有6~8mm余量,以便后序车磨加工。
另外胶辊2端宽100~150mm处应多贴2~3层片,使2端胶层高出3~5mm,以避免包帆布时将胶层变薄。
滚压贴合成型法的关键技术是在缠卷贴合时应避免将空气夹人胶层之间另外此法由于受胶片宽度的限制,不能用于成型长度较长的胶辊。
胶辊贴合成型机如图所示:整个胶辊貼合成型机主要由支座、貼胶辊、垫布卷取轴、胶片导开轴、以及主传动装置组成·该设备有2套胶片导开及垫布卷取装置,分别用于贴合腔辊的底餃胶片和面胶胶片。
硅胶辊包胶工艺

硅橡胶辊包胶加工是指客户提供胶辊铁芯或者胶辊厂加工铁芯,然后将铁芯包胶、硫化、打磨等,最后按客户要求把胶辊加工到要求的尺寸、颜色、硬度等。
具体工艺如下:
1、清洗胶辊铁芯
如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净,如果是旧的胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。
2、胶辊铁芯表面粗糙处理
把铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
3、喷砂处理
将粗糙处理过的铁芯进行喷砂处理,喷砂会根据胶辊铁芯的材质选择不同性质的砂来进行处理,喷砂是为了让胶辊表面更粗糙,包胶后胶与铁芯粘合更好。
4、包胶
涂刷硅橡胶粘合剂后,对经过上述处理的胶辊铁芯按客户要求进行包胶,包胶材料的不同则达到的要求也不同,胶辊硫化;包胶后的胶辊一般需要硫化时间,经过硫化后胶辊铁芯与包胶会紧密粘合,一个包胶的胶辊形成。
5、胶辊打磨
按客户要求尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面打磨。
以上就是有关硅胶辊包胶生产工艺的一些相关介绍,希望对您进一步的了解有所帮助。
最新胶辊生产、制造及应用技术、工艺流程专利技术实用手册

目录001、橡胶辊筒p13002、抗挠表面不处理纺纱胶辊的生产配方p4003、并条机、精梳机用表面不处理胶辊p7004、纺织胶辊表面化学处理新工艺p7005、橡胶辊和使其端面相态转化方法p8006、玻璃纤维短切机用胶辊及制造方法p7007、胶辊热贴合的生产方法及其加压器p10008、一种耐热胶辊p8009、工业胶辊胶套填充硫化工艺方法p9010、一种丁腈胶辊制造方法p5011、聚氨酯砻谷机胶辊制造方法p7012、用于速印机的合成树脂胶辊及其制作方法p12013、硅橡胶胶辊的制备方法p9014、可赋予导电性及非粘着性的组合物、利用该组合物的涂料和胶辊p36015、直径可变的刀辊或涂胶辊p16016、印刷胶辊的生产工艺p5017、树脂型保护组合物的涂布法、用于此法的涂胶辊及该组合物p10018、单支承砻谷胶辊钢板铁芯的生产工艺p7019、双支承砻谷胶辊钢板铁芯的生产工艺p7020、四组份纺织胶辊涂料p8021、热塑性弹性体组合物和由其组成的橡胶辊p27022、热塑性弹性体组合物、其制备方法及由该组合物形成的橡胶辊p12023、导电橡胶组合物及使用该组合物的导电橡胶辊筒和橡皮带p18024、导电性橡胶组合物、导电性聚合物的组合物、导电性硫化橡胶、导电性橡胶辊筒及导电性橡胶带p31025、一种纺纱胶辊成型工艺p4026、8导电橡胶辊p30027、6半导电橡胶辊31028、4泡沫橡胶辊29029、8橡胶辊制造设备和显影辊p17030、1胶辊砻谷机变速装置p6031、8冷轧硅钢无铬绝缘涂层的涂敷方法及涂层胶辊和涂层液p10032、3导电橡胶辊和转印辊p20033、6橡胶辊脱壳机p8034、8一种用于纺纱机牵伸装置的高利用率胶辊p7035、冶金酸洗胶辊p5036、辗米机胶辊的胶筒p4037、胶辊砻谷机传动调速装置p8038、一种纺纱机新型上罗拉胶辊轴承密封端盖及标识圈p5039、变速胶辊砻谷机p4040、一种用于巴布剂成型机的药贴输送胶辊p5041、导流胶辊结合件p4042、大辊径高效胶辊砻谷机p7043、胶辊砻谷机自动松紧辊装置p7044、胶辊内热式过塑机p7045、胶辊砻谷机传动装置p6046、一种碾米机胶辊p5047、组合式橡胶辊射轮p5048、塑封机胶辊p4049、卷烟接嘴机供胶辊p7050、含油纺纱胶辊p6051、聚胺酯胶辊机p5052、洗削拔磨多功能胶辊机p5053、一种不脱壳纺织胶辊p6054、组合式工业胶辊p5055、纺织工业用挂浆胶辊p4056、用于稻谷脱皮的砻谷胶辊p6057、油印机胶辊母机p9058、塑料工业用印花胶辊p4059、阻燃胶辊p5060、微套差防脱壳防中凹胶辊p7061、紫外线照射胶辊机的运动机构p17 062、一种方便定位的印刷胶辊p5063、胶辊式皮革辊涂机p10064、带式输送机组合胶辊p6065、短纤维橡胶胶辊p5066、套管式印刷胶辊p4067、一种印刷胶辊p5068、胶辊球磨机p7069、胶辊砻谷机快、慢辊皮带传动机构p10 070、8复合胶辊p5071、服装粘合机的胶辊液压机构p6072、胶辊砻谷机机头p6073、一种控制靠版胶辊轴向窜动的机构p6 074、卷烟包装设备胶辊清洗机p14075、一种靠版胶辊p6076、一种分离式胶辊p5077、低套差纺纱胶辊p4078、胶辊砻谷机轧距自动跟踪装置p7 079、一种纺纱用胶辊p4080、单支承砻谷胶辊钢板铁芯p5081、双胶辊翻面涂塑复合装置p6082、调频胶辊砻谷机p5083、覆面机的环形涂胶辊p7084、9一种胶辊砻谷机p6085、砻谷胶辊硫化模p6086、胶辊刷布机p6087、优速变换胶辊砻谷机传动装置p6 088、单式高效胶辊砻谷机p5089、套筒式砻谷胶辊p5090、快换式可调节蜂窝纸芯涂胶辊p6091、印花上光胶辊p5092、包氟胶辊模具p5093、8低温胶辊砻谷机p9094、9一种烟草包装机小盒单胶辊商标纸上胶装置p12 095、3胶辊直径测量和控制装置p7096、9粘尘胶辊p7097、9玻璃清洗机用双面错位齿轮胶辊p7098、6改进型输蛋橡胶辊p7099、5一种用于胶辊砻谷机的双列磁性线圈式振动喂料器p6 100、6一种用于胶辊砻谷机的气压式振动喂料器p6101、7砻谷机胶辊支承装置p9102、1砻谷机的胶辊部件p5103、4一种印刷机的胶辊轴支架p8104、3胶辊砻谷机变速装置p6105、1用于粘黏昆虫的胶辊p7106、2胶辊与异形齿的玉米剥皮机p5107、改良结构的辊式梳棉机p14108、3圆盘式双胶辊双向可调式收料压辊装置p9109、9磨胶辊机气路p5110、1打印机芯胶辊的改进结构p10111、1高精度数控螺纹橡胶辊磨床p14112、印花上光胶辊113、整经胶辊p4114、橡皮布胶辊清洗恢复液罐标贴p3115、胶辊砻谷机p5116、胶辊(碾米机)p3117、碾米机胶辊p5118、砻谷胶辊p4119、单式高效胶辊砻谷机p6120、单胶辊多色印刷机p5121、橡胶辊缠绕包胶装置p7122、纺纱中上罗拉的金属衬橡胶辊p5123、一种卷烟防伪涂胶辊p5124、过胶机上胶辊轴的固定装置p6125、一种卷烟卷制局部涂胶辊p5126、一种卷烟竖条式涂胶辊p5127、嵌入式橡胶辊p14128、高线压橡胶辊生产工艺p7129、一种橡胶辊p5130、带轴头的中空橡胶辊p6131、单胶辊多色印刷机p5132、橡胶辊缠绕包胶装置p7133、胶辊砻谷机p6134、凹痕胶辊p5135、2组合立式布线衬胶辊装置及衬胶方法p13136、0车床型胶辊衬胶机及其衬胶方法p5137、8导电橡胶辊p30138、5气压自动胶辊砻谷机p5139、1环保涂胶辊p4140、8导电性橡胶辊及其制造方法p13141、0半导体橡胶组合物及导电橡胶辊p26142、2超大型硅胶辊的生产方法p6143、5弹性体组合物和由弹性体组合物构成的橡胶辊p15144、4一种胶辊的胶筒p5145、0砻谷胶辊芯p3146、2一种整体式高寒耐油胶辊制造方法p6147、6印钞胶辊自动清洗设备及其清洗方法p19148、6用聚胺酯制作纺织胶辊方法p6149、7导电性橡胶辊制造方法和电子照相装置用辊p49150、1聚氨酯橡胶纺纱胶辊p7151、6成像装置用橡胶辊p14152、5一种带间歇式胶辊调节机构的印刷机p16153、3砻谷机胶辊的轴向调节机构p5154、6一种间隙式涂胶辊p7155、9一种胶辊用常温固化氟碳涂料p10156、0一种免处理胶辊及其制造方法p7157、5橡胶辊胶面花纹制造方法p5158、0油墨印刷适性仪的胶辊移动机构p11159、6瓦楞纸涂胶辊上浆机构p6160、1导电性橡胶辊、转印辊和图像形成设备p20161、7一种印刷胶辊专用高性能弹性体复合材料及其制备方法p11162、1涂胶辊片材p7163、5胶辊形电极组件、具有该组件的锂二次电池以及用于制造锂二次电池方法p16 164、7弹性体组合物和橡胶辊p14165、9辊筒用橡胶组合物及使用该组合物的离子导电性橡胶辊筒p18166、5弹性体组合物及使用该组合物的橡胶辊p14167、2导电性橡胶辊p11168、0热塑性弹性体组合物和由其制成的橡胶辊p26169、0聚氨酯胶辊p6170、0抗静电免处理胶辊的配方和加工工艺p7171、6橡胶辊的制造装置、制造机构、以及橡胶辊制造方法p29172、4砂光机的粗磨胶辊p6173、9新型胶辊砻谷机p6174、0纸箱印刷模切机的胶辊速差自动补偿装置p5175、2加筋砻谷胶辊钢芯p5176、2双分离式砻谷胶辊p6177、3纸箱印刷开槽机用的双层送纸胶辊p5178、3纺纱机摇架胶辊隔距定规p6179、0覆膜机橡胶辊加热器及覆膜机p6180、2胶辊p6181、7鼓形胶辊车床p6182、1胶辊输送式割晒机183、2一种可叠式胶辊砻谷机p5184、2输送机用传动胶辊p4185、3过胶机胶辊p5186、7防臭氧涂层胶辊p5187、0一种包胶辊轮p7188、4专用橡胶辊生产装置p4189、2卷烟机胶辊齿轮拆卸专用工具p5190、6活芯砻谷胶辊p5191、3一种纺纱精梳、并条机胶辊芯轴防尘密封结合件p5 192、6一种辊筒可重复使用的胶辊p5193、3一种胶辊砻谷机的紧辊压力调节装置p6194、5车床型胶辊衬胶机p5195、4组合立式布线衬胶辊装置p11196、6智能输稿器驱动专用胶辊总成p11197、4设有送纸橡胶辊快速更换装置的印刷开槽机p9 198、5用于过胶机的快速加温胶辊组件p6199、7用于过胶机的外置发热体胶辊组件p7200、8胶辊自动清洗机p7201、8一种高强快速冷包胶橡胶辊筒p5202、9一种新型胶辊砻谷机p6203、8胶辊缠绕机斜压轮p5204、8淋膜机胶辊p6205、2一种间隙式涂胶辊p7206、5覆膜机胶辊升降调节装置p9207、3一种压印胶辊的快换机构p8208、6定时胶辊防逆转传动装置p7209、0全自动高速多功能复膜机的上胶辊p6210、4下托式套胶辊机p6211、0快速加热胶辊组件p5212、4胶辊成型夹具p5213、1一种改进的排布机压胶辊减小纱线阻力的装置p5 214、1凹印印刷机胶辊的轴驱动部件p5215、8橡胶辊辊面轴向槽专用刨刀p7216、0纸箱机械中的胶辊快换调整装置p5217、5一种用于纺纱机牵伸装置的多动程胶辊p7218、1 一种可翻转的塑封机胶辊装置。
胶辊生产工艺流程介绍
胶辊生产工艺流程介绍胶辊是工业中常用的重要设备部件,是以金属或其他材料为芯,外覆橡胶经硫化而制成的辊状制品。
相对纯金属辊体对比,它具有弹性好,耐腐噪音小、吸水性强、厚度适中等优点,应用于造纸、印刷、印染、冶金、粮食加工等工业领域。
胶辊产品广发应用于我们日常生活中,如办公室的打印机、复印机、相片塑封机等。
根据不同的生产工艺采用不同的橡胶作为包胶层,常用的有天然橡胶、硅胶、三元乙丙橡胶、氟橡胶等不同胶的品类。
胶辊的成形方法有积层法、挤出法、浇注法等成型方式。
檬胶胶辊的成型过程与其他固体橡胶制品相类似的是混炼胶的制备,即首先需用大功率开炼机对某些生胶进行塑炼,赋予生胶塑性,便于以后的成型加工然后将生胶或塑炼胶与各种配合剂放人密炼机中进行均匀混合。
因为胶辊表面要求很高,胶料中不能混人任何杂质,否则会严重影响其使用性能,因此胶料混炼后必须进行过滤,而后是压片、压延,即压出薄厚均匀的胶片,以备下道成型工序使用,成型工序是胶辊生产中的一个重要环节,其方法也多种多样,本文将在后面着重介绍成型工序中的成型方法及特点最后一道工序是将已成型胶辊包上布、并用铁丝扎紧,送人硫化罐硫化。
硫化后还需车磨,以保证餃辊表面的光洁度和尺寸精度。
橡胶餃辊的加工工艺流程如下:橡胶包覆胶辊的成型方法主要有贴合法、缠绕法和挤出法,各种不同的成型方法所配备的设备也不同。
贴合法:将压延机压出的胶片卷放在胶辊贴合成型机上,导开胶片,将整个胶片一层层卷缠并貼合在金属辊芯上,直到达到所需要的覆胶厚度为止,贴合所用胶片不能太厚,一般为5~6mm左右,胶辊胶层厚应留有6~8mm余量,以便后序车磨加工。
另外胶辊2端宽100~150mm处应多贴2~3层片,使2端胶层高出3~5mm,以避免包帆布时将胶层变薄。
滚压贴合成型法的关键技术是在缠卷贴合时应避免将空气夹人胶层之间另外此法由于受胶片宽度的限制,不能用于成型长度较长的胶辊。
胶辊贴合成型机如图所示:整个胶辊貼合成型机主要由支座、貼胶辊、垫布卷取轴、胶片导开轴、以及主传动装置组成·该设备有2套胶片导开及垫布卷取装置,分别用于贴合腔辊的底餃胶片和面胶胶片。
硅胶制品的生产工艺
硅胶制品的生产工艺
硅胶制品是一种以硅胶作为主要原料制成的工业产品,广泛应用于生活和工业领域。
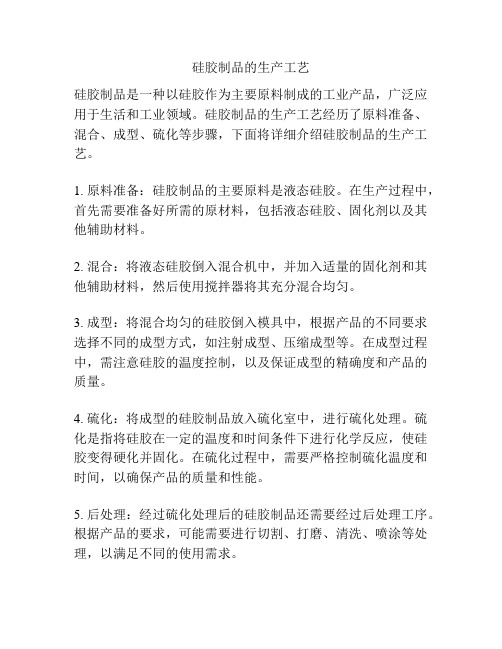
硅胶制品的生产工艺经历了原料准备、混合、成型、硫化等步骤,下面将详细介绍硅胶制品的生产工艺。
1. 原料准备:硅胶制品的主要原料是液态硅胶。
在生产过程中,首先需要准备好所需的原材料,包括液态硅胶、固化剂以及其他辅助材料。
2. 混合:将液态硅胶倒入混合机中,并加入适量的固化剂和其他辅助材料,然后使用搅拌器将其充分混合均匀。
3. 成型:将混合均匀的硅胶倒入模具中,根据产品的不同要求选择不同的成型方式,如注射成型、压缩成型等。
在成型过程中,需注意硅胶的温度控制,以及保证成型的精确度和产品的质量。
4. 硫化:将成型的硅胶制品放入硫化室中,进行硫化处理。
硫化是指将硅胶在一定的温度和时间条件下进行化学反应,使硅胶变得硬化并固化。
在硫化过程中,需要严格控制硫化温度和时间,以确保产品的质量和性能。
5. 后处理:经过硫化处理后的硅胶制品还需要经过后处理工序。
根据产品的要求,可能需要进行切割、打磨、清洗、喷涂等处理,以满足不同的使用需求。
6. 检验和包装:在生产过程中,应对硅胶制品进行严格的检验,对产品的尺寸、外观、性能等进行检测,确保产品符合质量标准。
合格的产品经过检验后,还需进行包装,以防止在运输和储存过程中受到损坏。
总结起来,硅胶制品的生产工艺包括原料准备、混合、成型、硫化、后处理、检验和包装等步骤。
这些步骤严格控制下,可以保证硅胶制品的质量和性能,为人们的生活和工业生产提供高质量的产品。
胶辊知识分享与硅胶辊的生产工艺流程

胶辊知识分享与硅胶辊的生产工艺流程一、胶辊的概念及用途胶辊是以金属或其他材料为芯,外覆橡胶经硫化而制成的辊状制品。
胶辊作为橡胶工业制品中的一个主要品种,扮演着极其重要的角色。
广泛用于冶金、造纸、纤维纺织、印刷印染、木材加工、塑料加工、办公设备等行业,胶辊同工业连续化和效率化有着密切的联系。
一根胶辊一般由外层胶、硬质胶层、金属芯、辊颈和通气孔组成。
二、各种材质胶辊性能比较根据外层胶的材质不同我们通常会做以下分类:1、乙丙胶辊:具有优异的耐臭氧老化、耐气候性,能在-65℃—140℃使用环境温度下长期工作,绝缘性能优良,该胶辊可以用于塑料印刷机械、制革机械等通用领域。
胶辊厂制革辊、印刷胶辊较常用。
2、天然胶辊:此类胶辊具有优异的弹性和机械强度,较好的耐碱性,常用于造纸皮革、纺织、包装等设备中压紧型胶辊及冶金、矿山等行业牵引型胶辊。
3、丁腈胶辊:优良的耐油性,而且耐磨、耐老化、耐热性能也较好,用于印刷、印染、化纤、造纸、包装、塑料加工等设备及其它接触油及脂肪烃类溶剂的场合。
4、聚氨脂胶辊:硬度30°~100°,具特高的机械强度和耐磨性、耐腐蚀性、耐老化性和耐油性,常用于冶金工业、造纸纸张上光、化纤、木材加工、塑料加工、印铁上光等机械。
高级印刷胶辊、印铁辊、冶金辊常用。
5、硅橡胶辊:胶辊厂利用其具有耐高温、耐高压、耐臭氧、化学惰性及对塑料的不粘附性,用于加工热粘产品,如聚乙烯压延、压纹、印染及薄膜和织物的涂复胶粘剂、塑料复合,电晕处理等机械,也有用作食糖生产和包装机上的释料辊及无纺布制造等。
6、氯丁胶辊:胶辊厂的该类胶辊具有优良的抗磨性,较高的耐火、耐油、耐老化性,较好的耐热、并且耐酸碱性,可制造成印刷胶辊、印铁辊、制革辊、涂布辊等。
用于印制板腐蚀机、塑料、制革、印刷、食品印铁、普通涂布机等设备。
7、丁基胶辊:高的耐化学溶剂,较好的耐热性(170℃),优良的耐酸碱性,适用于彩色印刷机械、制革机械、涂布设备等。
硅胶辊制造工艺流程是什么

硅胶辊是工业中常用的重要设备部件之一,是以金属或其他材料为芯,外覆橡胶经硫化而制成的辊状制品。
由于相比纯金属辊体具有弹性好,耐腐噪音小、吸水性强以及厚度适中等优点,现被广泛应用于造纸、印刷、印染、冶金以及粮食加工等工业领域。
那么该产品是如何制作而成的呢?
1、混炼
硅胶辊的包胶原料硅橡胶比较柔软,具有一定的可塑性,可不经塑炼而直接采用开炼机或密炼机进行混炼。
2、压延
压延机一般采用立式三辊压延机,用于压延的胶料必须正确控制其反炼程度,最好在炼胶机上先不充分返炼,一起在压延过程中获得足够返炼,这样可避免硅橡胶在压延过程中,因返炼过度而粘辊。
硅橡胶的配方对压延也有一定的影响。
采用补强性填充剂的胶料压延工艺性能较好。
3、涂胶
涂胶是把硅橡胶胶浆或刮胶的方法均匀的分布在织物上,用以改进薄膜制品的强力和屈饶性能,使织物耐潮、耐高温的电绝缘材料。
织物经胶粘连剂表面处理后,即可用涂胶机将胶浆均匀涂在织物上,然后经干燥、硫化即成。
硫化一般分两段进行,一段温度为120度至130度,二段温度为230度,涂层的厚度可以通过改变胶液的粘度或调节织物通过涂胶槽的速度来控制。
4、黏合
耐热硅橡胶能与很多材料黏合,包括金属、塑料、陶瓷、纤维、硅胶本身以及其他一些橡胶黏合。
采用能与硅橡胶本身同时硫化的胶黏剂可使硅橡胶与被涂层之间获得最好的黏合。
5、硫化
耐热硅胶辊的硫化工艺不是一次完成,分二个阶段进行的,胶料在加压下或常压下进行加热定型,称为一段硫化,在烘箱中高温硫化,以进一步稳定硫化胶各项物理性能,称为二段硫化。
以上就是为大家整理有关硅胶辊的制造流程,希望对大家进一步的了解有所
帮助。
印刷胶辊的制作方法

由于一些高分子材料的应用和生产,印刷胶辊作为生产设备的关键配件,其质量可靠性直接影响到产品的质量。
因此对于这种胶辊的加工工艺流程以及方式也有着不断的变化。
近年来胶辊成型硫化设备使胶辊生产逐渐走上了机械化和自动化。
胶辊对工艺操作和生产质量极为严格,其很多类产品已列为精细制品的范畴,其中橡胶、塑料材质的选用和产品尺寸精度的控制是关键。
要求胶辊在整个生产工艺过程中,必须保持绝对清洁和精工细作,实现操作统一化、技术标准化。
橡胶塑料与金属芯的结合、粘贴和注射成型、硫化研磨等工序都因此成为高技术含量的工艺。
其主要工艺流程如下:
1.混合:控制各成分的含量、热烘温度等,使硬度、成分稳定。
2.过滤:使胶体均匀、无杂质。
这一点对于高速印刷机尤为重要:在高速运转中受力均匀,传递能量均匀由于各种因素造成膨胀或收缩时,仍能保持均匀一致,这样仅依靠调节就可减轻或避免不利影响。
3.固化:通过加温加压及硫化处理,稳定赠速剂,使橡胶受外力时收缩降到最小程度。
将松软并有延展性能的化合物变成坚实,而又有一定柔软度的材料,从而更适合油墨的传递和转移。
4.研磨及抛光:决定胶辊尺寸精度及表面积的关键,尤其是酒精水辊的弧度处理。
橡胶表面看起来是光滑的,但在高倍放大镜下,有很多细小的凸起和凹陷部分。
这些凸起和凹陷的部分增大了胶辊的表面积,使得其具有优越得油墨转移、传递性能。
目前国内许多的行业比较依赖于胶辊产品,胶辊的生产技术含量在不断提高,逐渐步入高新技术领域,使得产品在性能方面有了很大的提升。
硅胶制品生产工艺流程

0.2~0.5 的负偏差。
四、模具结构
A.模具厚度上限,暂定 250mm,尺寸可达 500X500,产品在模具区最大可做到 400X400。模 具
相对于塑胶,硅胶制品不会因缩水而产生类似的 明显表面缺陷。
D、尺寸精度:因硅胶制品多为一模多穴, 相对于塑胶制品其穴数非常多。因此在尺寸控制 上没有塑胶制品那样方便。一般精度为正负 0.1, 高精度产品为正负 0.05。当配合用于与塑胶件的 孔与按键之间的配合时,间隙最小取单边 0.1, 推荐值为单边 0.2。
E.形状:硅胶产品在表面完整的时候韧性很
道送德芙巧克力的意思,特别是对于自己更是有特殊的意义。可是木子又害怕
大,但一但存在裂缝,在外力作用下裂缝将迅速 扩
张。也就是说,硅胶制品对裂缝非常敏感。 考虑到这些问题,在硅胶零件设计时应注意:所 有位置不能有尖角,以免应力集中产生裂缝。开 口处 R 角不能小于 0.5
55°以下的产品可做到 2-3 倍,需强制脱模的部 位不可以存在裂口及开口处的尖角。因硫化时要 求在摄氏 180 度的温度下,脱模的除模具自身的 上下分开外,几乎全是手动。因此在零件设计时 应考虑脱的方便快速。以免因脱模时间过长而影 响零件的硫化质量和生产效率。因硅胶的脱模方 式主要为手动,其顶板的动作行程也很小,所以 硅胶模具与塑胶模具相比没有斜顶。一般也不设 置抽芯。
C.使用温度:如上文所叙,一般设定为-40℃ ——200℃,在短时间作用时可达 230℃。
D.老化问题:
耐油、耐酸碱性较差,与受力情况关系不大。
E.粘接问题:在未作表面处理前,除用硅胶 类产品作粘合剂与硅胶类零件粘合外,与其它零 件粘全必须经过表面活化,胶面硫化处理才能粘 牢。凡是能与橡胶发生硫化反应或使之交联的物 质统称为硫化剂,又称为交联剂。硫化剂种类很 多,而且还在不断增加,已经使用的硫化剂有硫 黄、硒、碲、含硫化合物、金属氧化物、过氧化 物、树酯、醌类和胺类等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硅胶辊简单来讲就是一种以金属或其他材料为芯、外层覆盖硅橡胶。
一般是指热转印机上的胶辊,现广泛应用于玩具、电子、工艺礼品、烫金产品热转印上的图案印刷专用胶辊。
那么该产品的制作工艺是什么呢?
首先将辊芯架在调好的设备上,然后加入调好的硅胶,当硅胶流动到辊芯上时,滚动的辊芯加上设计好的刮板就会将硅胶均匀的涂刷在辊芯上面。
因为液体硅胶是流动的,在辊芯转动的时候,胶层就会越积越厚,因此为了防止硅胶从辊芯上脱落下来,还要装上烘烤的设备,在涂刷的同时就得给胶辊加温。
做硅胶辊的液体胶是加成型的,在高温的情况下就会快速的交联,这样就可以防止流动的胶水往下掉落。
特点
1、卓越的耐高低温性能,工作温度范围-100至350度。
优异的耐臭氧老化、耐氧老化、耐光老化和耐天候老化性能。
硅胶辊在自由状态下置于室外数年性能无变化,因此很多行业使用到硅胶辊也是其方便之处之一。
2、优异的电绝缘性能,硅胶辊的电绝缘性能在受潮、频率变化或温度升高
时变化较小,燃烧后生成二氧化硅仍然是绝缘体,因此在一些需要绝缘的环境下,硅胶辊使用频率也较高。
此外,硅胶辊分子结构中碳原子少,而且不用炭黑做填料,所以在电弧放电时不易发生焦烧,因而在高压场合使用非常可靠。
其耐电晕性和电弧性极为良好,耐电晕寿命是聚四氯乙烯的1000倍,耐电弧寿命是氟橡胶的20倍。
3、硅胶辊有特殊的表面性能和生理惰性,硅胶辊的表面能比大多数有机材料低。
因此它具有低吸湿性,长期浸泡于水中,其吸水仅有1%,物理机械性能补下降,防霉性能良好,因此硅胶也用于水下作业或者潮湿的环境。
此外硅胶辊与许多材料不粘连,可起隔离作用,
4、硅橡胶无味无毒对人体无不良影响,机体反应轻微,具有优良的生理惰性和生理老化性。
5、高透气性,硅胶辊和其他的高分子材料相比具有极为优越的透气性,室温情况下对空中的透过率是天然橡胶的30-40倍,此外硅胶辊还具有对气体的
选择性,对不同的气体的透气性不同。
以上就是有关硅胶辊制造工艺以及特点的一些相关介绍,希望对您进一步的了解有所帮助。