复杂曲面零件机器人磨削装置研究
18年我校江苏研究生培养创新工程研究生科研与实践创新计划
2018年我校江苏研究生培养创新工程研究生科研与实践创新计划附件1 2018年江苏省研究生科研与实践创新计划名单项目编号KYCX18_0230 KYCX18_0231 KYCX18_0232 KYCX18_0233 KYCX18_0234 KYCX18_0235 KYCX18_0236 KYCX18_0237 KYCX18_0238 KYCX18_0239 KYCX18_0240 KYCX18_0241 KYCX18_0242 KYCX18_0243 KYCX18_0244 KYCX18_0245 KYCX18_0246 单位名称南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学申请人宋皓皓祖密密芮菡萏杨晓钰张宇槐武良鹏陈玉玉房银海刘永健张巧可徐燕明吴严生历东平张希媛王浩张义青韦正涛项目名称高端装备制造业生态位和时空分异研究共享发展理念引领消费合宜的实践样态研究协同研制背景下复杂装备可靠性增长GERT网络评价模型大型风机齿轮箱润滑油健康状态预测与故障预警问题研究“大数据”下基于复杂网络的谣言传播机制及其管控策略的研究我国二氧化碳边际减排成本的测算及其应用研究绩效导向的生产者延伸责任合规计划的设计与实现研究平台网络经济运行机理及其演化动力学研究中国城市建设用地价格扭曲研究:成因、影响及治理航空复杂装备研制风险协同管理机制研究文化地理视角下的江苏美丽乡村建设现状调查研究最优码本的构造与循环码重量研究基于变分法理论对分数阶微分方程解的研究柔性复合氧化物薄膜的设计与制备台风作用下大型风力机动态响应与非线性失效机理研究典型二维纳尺度材料的热振动大型空间结构柔性模块自主运送的动力学与控制研究项目类型人文社科人文社科人文社科人文社科人文社科人文社科人文社科人文社科人文社科人文社科人文社科自然科学自然科学自然科学自然科学自然科学自然科学研究生层次硕士博士博士博士博士博士博士博士博士硕士硕士博士博士博士博士博士博士项目编号KYCX18_0247 KYCX18_0248 KYCX18_0249 KYCX18_0250 KYCX18_0251 KYCX18_0252 KYCX18_0253 KYCX18_0254 KYCX18_0255 KYCX18_0256 KYCX18_0257 KYCX18_0258 KYCX18_0259 KYCX18_0260 KYCX18_0261 KYCX18_0262 KYCX18_0263 KYCX18_0264KYCX18_0265 KYCX18_0266 KYCX18_0267 单位名称南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学申请人杨天鹏吴廷洋陈岩付军泉吴兆天罗钊毛婷韩云晓岳小康奚欣欣邵子宴张辰翔张召李龙梁中汉田帅王系众饶志文庄笑厉阳江奕项目名称高超声速热喷流动减阻降热机理研究飞机电热除冰的多层复合材料热力耦合研究一种新型声学超材料的设计及应用基于风洞自飞的翼身融合飞机非定常气动特性研究基于高阶剪切板壳理论的复合材料多模式损伤分析节能型小型化超声辅助MOS的设计理论及其原理研究基于压电驱动的柔性机器人电极悬浮式雾化烧蚀自适应快速铣削加工技术研究电解铣磨高效精密一体化加工技术研究TiAl材料复杂结构高效成型磨削关键技术研究套索人工肌肉驱动软质肘关节外骨骼机器人系统研究微小孔电火花-电解复合加工关键技术研究织构化CVD金刚石/WS2刀具复合涂层的制备与特性研究移动式重载浇注机器人主体机构设计与试验研究基于数字图像相关法的叶片振动参数识别具有增韧机制的cBN/GNCD复合刀具涂层制备及其性能研究切入式电解铣削加工关键技术研究超高速磨削用单层钎焊聚晶CBN砂轮自锐及控制研究基于三维光学成像和深度学习的RFID光电检测关键技术研究热-力-电多场耦合作用对压电叠堆输出特性影响研究激光超声无损检测技术在钢轨滚动疲劳裂纹检测中的研究与应用项目类型自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学研究生层次博士博士博士博士硕士博士硕士博士博士博士博士博士博士博士博士博士硕士硕士博士博士博士项目编号KYCX18_0268 KYCX18_0269 KYCX18_0270 KYCX18_0271 KYCX18_0272 KYCX18_0273 KYCX18_0274 KYCX18_0275 KYCX18_0276 KYCX18_0277 KYCX18_0278 KYCX18_0279 KYCX18_0280 KYCX18_0281 KYCX18_0282 KYCX18_0283 KYCX18_0284 KYCX18_0285 KYCX18_0286 KYCX18_0287 KYCX18_0288 单位名称南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学申请人赵宾吴蓉董泽宇杭爽陶学伟杨汪扬张新磊夏金姣龚浩梁小会章国涛张雅迪张晗谢利娟孙孪鸿刘雨辰李健赵勇李金玉修强韩斌项目名称极区内机载捷联惯性导航系统动基座对准技术研究基于深度神经网络的r光子流场图像层流紊流识别基于Lamb波的甲板梁定位技术研究面向火星着陆大气进入段黑障难题的X射线通信技术研究微量硼元素调控增材制造钛合金组织与性能研究基于氧化钛薄膜的新型柔性晶硅太阳电池研究基于波导光学的小型双源全反射X荧光光谱技术的研究反应磁控溅射制备Y2O3薄膜工艺探索及其结构研究高效光辅助锂-氧电池正极催化剂制备Zn, Co, Ni-MOFs制备掺杂碳基复合材料及其微波吸收性能研究原位碳热还原法制备高强韧性无钴Ti(C,N)基金属陶瓷的研究基于电活性有机材料的钠离子储能体系研究激光增材制造新型稀土增强铝合金组织与性能调控研究纳米TiO2的制备及其气敏特性研究溅射法制备柔性Cu2ZnSn(S,Se)4薄膜及其太阳电池性能的研究加力用扇形喷嘴研究电动汽车用高性能交替极永磁轮毂电机及其控制研究磁电耦合性轴向磁通永磁轮毂电机电动汽车驱动系统研究面向多电飞机模块化级联变换关键技术研究SiC器件对PMSM电机驱动运行特性影响及其改善方法研究基于主动轮廓模型的SAR图像分割项目类型自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学研究生层次博士硕士硕士博士博士博士博士博士博士博士博士博士硕士硕士博士硕士博士博士博士硕士博士项目编号KYCX18_0289 KYCX18_0290 KYCX18_0291 KYCX18_0292 KYCX18_0293 KYCX18_0294 KYCX18_0295 KYCX18_0296 KYCX18_0297 KYCX18_0298 KYCX18_0299 KYCX18_0300 KYCX18_0301 KYCX18_0302 KYCX18_0303 KYCX18_0304 KYCX18_0305 KYCX18_0306 KYCX18_0307 KYCX18_0308 KYCX18_0309 单位名称南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学申请人方小星卿婷胡长雨李黄炎郑旺苟立婷赵焕玥关亚村任建俊雍可南曹腾项目名称基于特征基函数的快速直接求解方法及其应用研究基于光双边带调制的光矢量分析技术深度学习框架下ISAR成像算法研究多功能可重构频率选择表面广义互质阵列二维空间谱估计研究视频SAR实时成像算法研究与GPU实现基于卷积神经网络的SAR图像自动目标识别一类分布参数切换系统的容错控制及其应用LCL型并网逆变器有源阻尼分析与鲁棒设计研究无人机多约束鲁棒制导与控制一体化技术基于学习观测器的近空间飞行器姿态容错控制研究项目类型自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学自然科学研究生层次博士博士博士博士博士硕士硕士博士博士博士博士王村松基于遥测数据的在轨航天器健康评估/预测关键技术研究自然科学博士张洲宇距离信息缺失的低空小型无人机空域冲突感知技术研究自然科学博士徐丽敏基于多源机会导航信息融合的室内精准导航定位关键技术自然科学硕士朱平高超声速飞行器容错控制研究自然科学硕士林海兵HORUS-2B再入多约束制导和半物理仿真验证自然科学硕士李兴鑫高效动态的云中加密数据k近邻查询研究自然科学博士耿传兴开放集合识别及其应用研究自然科学博士宋歌面向大数据检索的深度哈希算法研究自然科学博士张佳乐边缘计算中轻量级隐私数据聚合与安全共享机制研究自然科学博士张夏基于信息流的飞机驾驶舱人机交互安全性建模方法研究自然科学博士项目编号KYCX18_0310 KYCX18_0311 KYCX18_0312 KYCX18_0313 KYCX18_0314 KYCX18_0315 KYCX18_0316 KYCX18_0317 KYCX18_0318 KYCX18_0319 KYCX18_0320 KYCX18_0321 KYCX18_0322 KYCX18_0323 SJCX18_0091 SJCX18_0092 SJCX18_0093 SJCX18_0094 SJCX18_0095 SJCX18_0096 SJCX18_0097 单位名称南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学申请人周迪项目名称飞机电气系统危险识别方法研究项目类型自然科学研究生层次博士任禹蒙数据驱动的多机场先期航班时刻优化研究自然科学硕士苏大成直升机/舰船耦合动态界面流动机理及控制研究自然科学博士张锦昇组合动力单自度可调进气道设计方法及流动机理研究单向SiC/SiC材料在热-力-氧环境失效机理及本构行为研究航空发动机部件级偏导数模型及应用自然科学博士陈西辉自然科学博士庞淑伟自然科学博士张家铭用于航空发动机的电静液作动器研究自然科学博士王海新基于机器学习的室内无人机感知及规划研究自然科学博士孙磊3D芯片堆叠瞬时液相键合焊点可靠性研究自然科学博士刘舒霆碳纤维增强树脂基复合材料自阻电热固化技术自然科学博士赵锦波面向旋翼飞行器的绳驱动机械臂运动规划及鲁棒控制研究自然科学硕士陆燕飞多方位多光谱的肿瘤检测研究自然科学硕士左玉鑫基于3D打印技术铁氧体/聚苯胺复合材料的吸波性能研究自然科学博士叶东鑫低速大迎角机动下进气道与发动机综合控制自然科学硕士段义鑫基于模糊Borda法的“苏科贷”风险补偿运营效率组合评价人文社科硕士刘笑月南京航空航天大学人文历史绘画创作航空航天领域背景下的舞蹈编创分析——以舞蹈《逐梦云天外》为例声乐表演与计算机作曲技法研究基于3D打印技术的直升机桨叶结构与动力学设计方法研究极限工况下人-车-路闭环系统主动安全的评价与协同控制人文社科硕士佟佳慧人文社科硕士李睿人文社科硕士周丞自然科学硕士葛召浩自然科学硕士刘星怡基于深度信念网络的微型涡喷发动机故障诊断技术研究自然科学硕士项目编号SJCX18_0098 SJCX18_0099 SJCX18_0100 SJCX18_0101 SJCX18_0102 SJCX18_0103 SJCX18_0104 SJCX18_0105SJCX18_0106 SJCX18_0107 SJCX18_0108 SJCX18_0109 SJCX18_0110 SJCX18_0111 SJCX18_0112 单位名称南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学申请人严余超项目名称可穿戴式手臂力触觉反馈装置的设计与实现项目类型自然科学研究生层次硕士赵铭鑫基于深紫外光谱特征的串联交流电弧故障检测研究自然科学硕士祝梦婷高速磁悬浮转子不平衡振动抑制方法研究自然科学硕士马歌华基于深度学习的可见光图像静脉分布估计自然科学硕士张凯航空电池储能电源智能管理技术与系统开发自然科学硕士林新平互质阵的空间谱估计算法及FPGA实现海洋环境下Ni-CrSiN涂层的设计及其海水中的摩擦性能研究超精密高响应微型转台控制器的研制自然科学硕士林云根自然科学硕士逯轩自然科学硕士王建华TC4钛合金电流辅助旋压成形技术研究自然科学硕士刘刚强高效电解铣磨加工技术基础研究自然科学硕士金阳新型铝锂合金的激光焊及其接头组织演变自然科学硕士林基伟微纳界面结构核用钢的辐照稳定性及氢损伤机制研究自然科学硕士洪然基于构造恒星几何结构的星敏静态定姿自然科学硕士吴超扫频偏振敏感光学相干层析成像方法与系统研究自然科学硕士严晓婧基于大数据的民机运行可靠性监测自然科学硕士项目编号SJCX18_0098 SJCX18_0099 SJCX18_0100 SJCX18_0101 SJCX18_0102 SJCX18_0103 SJCX18_0104SJCX18_0105 SJCX18_0106 SJCX18_0107 SJCX18_0108 SJCX18_0109 SJCX18_0110 SJCX18_0111 SJCX18_0112 单位名称南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学南京航空航天大学申请人严余超项目名称可穿戴式手臂力触觉反馈装置的设计与实现项目类型自然科学研究生层次硕士赵铭鑫基于深紫外光谱特征的串联交流电弧故障检测研究自然科学硕士祝梦婷高速磁悬浮转子不平衡振动抑制方法研究自然科学硕士马歌华基于深度学习的可见光图像静脉分布估计自然科学硕士张凯航空电池储能电源智能管理技术与系统开发自然科学硕士林新平互质阵的空间谱估计算法及FPGA实现海洋环境下Ni-CrSiN涂层的设计及其海水中的摩擦性能研究超精密高响应微型转台控制器的研制自然科学硕士林云根自然科学硕士逯轩自然科学硕士王建华TC4钛合金电流辅助旋压成形技术研究自然科学硕士刘刚强高效电解铣磨加工技术基础研究自然科学硕士金阳新型铝锂合金的激光焊及其接头组织演变自然科学硕士林基伟微纳界面结构核用钢的辐照稳定性及氢损伤机制研究自然科学硕士洪然基于构造恒星几何结构的星敏静态定姿自然科学硕士吴超扫频偏振敏感光学相干层析成像方法与系统研究自然科学硕士严晓婧基于大数据的民机运行可靠性监测自然科学硕士。
机器人打磨抛光智能控制系统研究与开发探讨
机器人打磨抛光智能控制系统研究与开发探讨作者:周营平来源:《工业设计》2017年第04期摘要:本文结合机器人打磨抛光项目,对机器人打磨抛光系统模块进行了阐述,并对机器人智能打磨抛光控制系统进行了研究与探讨。
论述了当今机器人打磨抛光现状,总结出以恒力打磨抛光装置和分布式控制方式提高工件打磨抛光质量的方法,为机器人智能打磨抛光的应用提供借鉴参考。
关键词:机器人;恒力打磨抛光;智能系统;探讨研究引言提高产品质量、提升生产率、降低生产成本,改善人工作业环境是机器人智能打磨抛光控制系统的出发点。
综合考虑市场环境和行业的需要,进行打磨抛光机器人智能控制系统研究与开发探讨是必要的。
1工业打磨抛光市场环境1.1工业打磨抛光现状传统制造行业,抛光打磨是最基础的一道工序,但是其成本占到总成本的30%。
打磨抛光件不但品种繁多而且绝大部分外观复杂,通常工业打磨抛光作业均由人工操作完成,作业劳动强度大,工作效率低,作业环境极差。
市场对少部分规则工件研发的抛光打磨专机仅能完成单一的工艺任务,基本完成不了除原始工艺之外的其他任务,开发过程繁琐且柔性利用性很差,成本昂贵。
1.2打磨抛光机器人需求工业机器人是面向工业领域的多关节、多自由度的机械一体化自动机械装备和系统,它可以接受人类指挥,可以按照预先编排的程序运行,也可根据人工智能技术制定的纲领行动,结合生产线组成单机或多机自动化系统,完成制造过程中某些操作任务,实现无人化作业。
随着人口红利的消失、产品成本降低和产品质量提高等要求因素,高工产研机器人研究所预计未来四年中国抛光打磨市场规模平均增速将超过30%。
使用机器人打磨抛光有如下优点:(1)提高打磨质量和产品光洁度,保证其一致性;(2)提高生产率,一天可24小时连续生产;(3)改善工人劳动条件,可在有害环境下长期工作;(4)降低对工人操作技术的要求;(5)缩短产品改型换代的周期,减少相应的投资设备;(6)可再开发性,用户可根据不同样件进行二次编程。
砂轮两自由度曲面磨削装置设计
毕业设计(论文)题目砂轮两自由度曲面磨削装置设计专业:学生姓名:班级:学号:指导教师:完成时间:摘要伴随机械制造业的飞速发展,各类机床得到了空前的发展。
同时随着磨削技术的发展,磨床在加工机床中也占有相当大的比例。
磨床可以加工各种表面,如内、外圆柱面和圆锥面、平面、渐开线齿廓面、螺旋面以及各种成形表面。
磨床可进行荒加工、粗加工、精加工和超精加工,可以进行各种高硬、超硬材料的加工,还可以刃磨刀具和进行切断等,工艺范围十分广泛。
磨削技术及磨床在机械制造业中占有极其重要的位置。
磨削技术发展很快,在机械加工中起着非常重要的作用。
本文介绍磨床的发展的过程、现状及发展趋势,并分析了其有点及存在的问题。
对各类磨床的总体结构进行了探讨,还对砂轮在制造业中的应用进行了阐述。
本文在查阅了国内外相关资料的前提下,对本次设计的课题进行了总体结构设计、在分析和计算了速度比值及控制策略的同时对部件的结构设计、箱体结构的设计、主要零部件的设计、计算及校核。
利用AUTO CAD二维画图软件进行了零件的设计和装配,以满足加工磨削要求。
选择恰当的主轴支承方式以及轴承选用及润滑等也是相当的重要,同时,主轴组件的安装如何保证精度等,在本课题中有相应的叙述。
本次完成了砂轮两自由度曲面磨削装置设计,满足磨削加工相关零件要求的同时,还具有有较好的性价比,最终达到本次设计的综合训练的目的。
关键词:制造业、磨床、磨削技术、砂轮ABSTRACTWith the rapid development of machines , various types of machine tools has been an unprecedented development. With the development of technology while grinding , grinding machine tools is also in possession of a large scale. Grinder can process a variety of surfaces , such as inner and outer cylinders and cones , plane , involute tooth profile surface , forming helical surface and a variety of surfaces . Grinding can be Hogging , roughing, finishing and super- finishing , and various high-hard , super-hard material machining , grinding tools and can also be cut off , etc., a very wide range of technology . Grinder grinding technology and occupies an extremely important position in the machinery manufacturing industry . Grinding technology has developed rapidly, plays a very important role in machining .This article describes the development process of grinding machines , the status quo and development trends , and analyzes its bit and problems . The overall structure of the various types of grinders are discussed , also used in the manufacturing of wheel are described. In this paper, the relevant information at home and abroad under the inspection of the premise, the subject of this design were the overall structural design, structural design of components designed box structure in the analysis and calculation of the velocity ratio and control strategies at the same time , major zero design components , calculation and check. AUTO CAD use a two-dimensional drawing software design and assembly of parts to meet the requirements of the grinding process . Select the appropriate manner and bearing spindle bearing and lubrication selection is quite important, and , how to ensure the installation of the spindle assembly accuracy , there is a corresponding described in this paper .The completion of the two degrees of freedom surface grinding wheel device is designed to meet the requirements of grinding related parts also have a better cost-effective, comprehensive training and ultimately achieve this design goal.Keywords : Manufacturing , grinder, grinding technology , wheel目录摘要 (I)ABSTRACT (II)第1章绪论 (3)1.1 磨床的发展概述 (4)1.2 磨床的类型与用途 (5)1.2.1 磨床的类型及其特点 (5)1.2.2 磨床的用途 (5)1.2.3 磨削方法 (6)1.3 磨床的研究现状及发展趋势 (8)1.4 砂轮及其装夹 (8)1.4.1 砂轮的结构及特性 (8)1.4.2 砂轮的安装与修整 (12)1.5 磨削液的选用 (12)1.6 课题研究的意义及内容 (12)第2章总体及部件结构设计 (14)2.1 磨床的技术规格 (14)2.2 磨床总体布局设计 (14)2.3 主要结构及其说明 (14)第3章速度比值及控制策略的确定 (16)3.1 速度比值的确定 (16)3.2 控制策略的确定 (17)第4章箱体结构及主要零部件设计 (18)4.1 箱体结构的设计 (18)4.2 主轴的设计及校核 (21)4.3 轴承的选择 (22)4.4 齿轮的设计及校核 (22)第5章磨床的操作方法及维护保养 (27)5.1 磨床的操作方法 (27)5.2 磨床的维护保养 (27)第6章结论 (29)致谢 (30)参考文献 (31)第1章绪论1.1 磨床的发展概述所谓磨床简单的说就是利用磨具对工件表面进行磨削加工的机床。
适合用加工中心加工的主要零件类别
适合用加工中心加工的主要零件类别加工中心适宜于加工复杂、工序多、要求较高、需用多种类型的普通机床和众多刀具夹具,且经多次装夹和调整才能完成加工的零件。
其加工的主要对象有箱体类零件、复杂曲面、异形件、盘套板类零件和特殊加工等五类。
(1)箱体类零件箱体类零件一般是指具有一个以上孔系,内部有型腔,在长、宽、高方向有一定比例的零件。
这类零件在机床、汽车、飞机制造等行业用的较多。
箱体类零件一般都需要进行多工位孔系及平面加工,公差要求较高,特别是形位公差要求较为严格,通常要经过铣、钻、扩、镗、铰、锪,攻丝等工序,需要刀具较多,在普通机床上加工难度大,工装套数多,费用高,加工周期长,需多次装夹、找正,手工测量次数多,加工时必须频繁地更换刀具,工艺难以制定,更重要的是精度难以保证。
加工箱体类零件的加工中心,当加工工位较多,需工作台多次旋转角度才能完成的零件,一般选卧式镗铣类加工中心。
当加工的工位较少,且跨距不大时,可选立式加工中心,从一端进行加工。
(2)复杂曲面复杂曲面在机械制造业,特别是航天航空工业中占有特殊重要的地位。
复杂曲面采用普通机加工方法是难以甚至无法完成的。
在我国,传统的方法是采用精密铸造,可想而知其精度是低的。
复杂曲面类零件如:各种叶轮,导风轮,球面,各种曲面成形模具,螺旋桨以及水下航行器的推进器,以及一些其它形状的自由曲面。
这类零件均可用加工中心进行加工。
比较典型的下面几种:①凸轮、凸轮机构作为机械式信息贮存与传递的基本元件,被广泛地应用于各种自动机械中,这类零件有各种曲线的盘形凸轮,圆柱凸轮、圆锥凸轮、桶形凸轮、端面凸轮等。
加工这类零件可根据凸轮的复杂程度选用三轴、四轴联动或选用五轴联动的加工中心。
②整体叶轮类这类零件常见于航空发动机的压气机,制氧设备的膨胀机,单螺杆空气压缩机等,对于这样的型面,可采用四轴以上联动的加工中心才能完成。
③模具类如注塑模具、橡胶模具、真空成形吸塑模具、电冰箱发泡模具、压力铸造模具,精密铸造模具等。
机器人柔性抛光系统研究
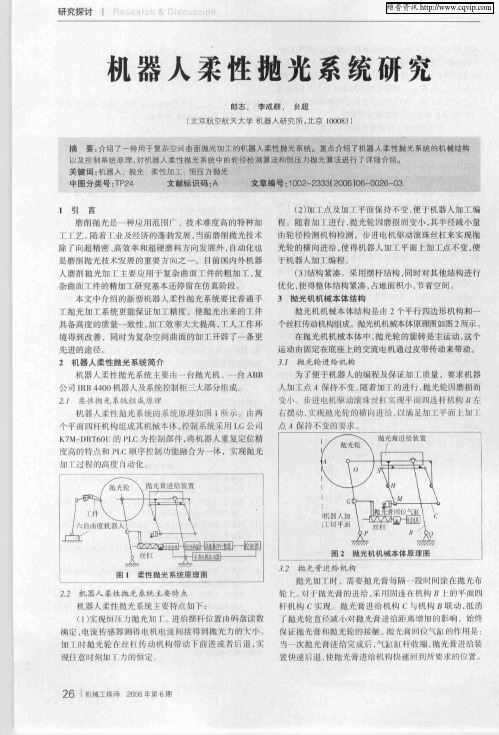
磨削抛光足 - 种应用范闱广、技术难度高的特种加 程 随 着加 f ‘ . 进行 抛光 轮堋 磨搠 而变 小. 其半 径减小 世
- l艺 随 着工业 发经 济的蓬勃 发展 , 磨削抛 光技 术 由轮径 检Nt 构检 测 .步进 电机驱 动滚珠 丝 缸来实 现抛 l - : 当前 J L 使得机 _ 人加 r平面 卜加 一点 不变 , 器 r : 便 除 _l超精 密 r古 】 高效 率 和趟硬 孵料 方 向发展外 . 自动化也 光 轮的横 向进 给 . 是 磨削 抛光 技术发 展 的重要 方 向之一 。 目前 国 内外机 器 于 机器人 加工编 程 。 人 磨 削抛 光加 1 主要 应用 于 复杂 曲丽工 件 的粗 加 工 , : 复 ( ) 构紧 凑 。采用 撰杆结 构 . 3结 同时对 其他 结构进 行 杂 曲面 工件的精 加工 研究 基本还 停 留在仿真 阶段 优 化 , 得褴体结 构 紧凑 使 占地两积 小 , 节省空 间。 本 文中介 绍的新 型机 器 人柔性 抛光 系统 要比 酱通手 3 抛光机 机械本 体结构
工抛光加 系统更 能保 址加 工精 度 .使 抛光 出来 的工件 先 进的途 径 2 机器 人柔性 抛光 系统简 介 机器 人柔 抛 )系统 事要 时 一台抛 光机 、一台 A B 匕 { B 公 ・ IB40 d R 40机 器人 硬系统托制 人部 分组成
2 / 朵性抛 光 系统组 戍 幢理 .
运 动由 固定在底 座 L的交 流电机通 过皮带 传动来 带动 。
, . 抛光轮 进给机 构
为 r便 于机器 人 的编程 致保 证力 ’ ¨1 质照 ,要求 机器 人加 T ‘ 保 持不 随着加 I 点 蓬 的进 行 , 光轮闲 瞒搠而 抛
, 盐小 步进 电机 础滚球 札 戎脱半 I ,迅杆 机构 日左 1t ] ̄ iL I 彳 动 . 眦 她 J轮的槠 进 给 . 匕 以满 址 I 点 ^保 持 奁 的 K l埘 I :
机械工程中复杂曲面加工技术的研究与应用

机械工程中复杂曲面加工技术的研究与应用一、引言机械工程是一门应用科学,涉及到各种材料的加工与制造。
在制造过程中,对于复杂曲面的加工一直是一个具有挑战性的问题。
近年来,随着科技的不断发展,机械工程领域中的复杂曲面加工技术也不断取得了突破性的进展。
二、复杂曲面加工技术的研究进展1. 数控加工技术的应用数控加工技术是机械工程中复杂曲面加工的重要手段之一。
通过数控机床,可以对工件进行精确的加工控制,实现复杂曲面的加工。
在数控加工技术的应用中,还涌现出了一批创新的曲面加工工艺,如铣削、磨削、电火花加工等,使得曲面加工变得更加高效和精确。
2. 铣削加工技术的发展铣削是一种将工件表面削去一层材料的加工方法,用于获得所需形状的复杂曲面。
随着材料科学的发展,新型刀具材料的研发使得铣削的加工速度和精度不断提高。
同时,机床控制技术的进步也为复杂曲面的加工提供了良好的保障。
采用先进的刀具和机床控制技术,可以实现高效、精确的曲面加工。
3. 光学加工技术的应用光学加工技术是近年来机械工程中的一项新兴技术,被广泛应用于复杂曲面的加工。
光学加工技术具有非接触、无损伤和高精度等优点,可以实现对复杂曲面的微观加工。
光电子技术的发展使得光学加工技术在工业界得到了广泛应用,为复杂曲面加工提供了新的解决方案。
三、复杂曲面加工技术的应用案例1. 航空航天领域在航空航天领域,复杂曲面的加工一直是制造高性能航空航天器件的关键技术之一。
例如,在飞机的机翼、气动外型以及航天器的热防护结构等部件中,都需要进行复杂曲面的加工。
通过应用先进的数控加工技术和铣削工艺,可以实现对这些部件的高精度加工,提高飞机和航天器的性能和可靠性。
2. 汽车制造领域在汽车制造领域,复杂曲面的加工也被广泛应用。
例如,在汽车的车身板件加工过程中,常常需要对汽车表面进行复杂曲面的加工,以实现汽车车身的美观和空气动力学性能。
通过先进的数控加工技术和光学加工技术,可以实现对汽车复杂曲面的精确加工,提高汽车外观的质量和性能。
抛光打磨机器人控制系统的电气设计
抛光打磨机器人控制系统的电气设计摘要:着各行业工艺水平的进步,加工制造业对零部件的表面精度要求越来越高,研磨和抛光工艺也就越来越多的成为零件加工的最后一道工序。
人工打磨拋光由于对人体的高危害和效率低下,使得传统制造型企业对机器人应用需求不断提高。
抛光打磨机器人,用于替代传统人工打磨,主要用于工件的表面打磨、去毛刺、焊缝打磨以及螺孔去毛刺等工作。
基于此,笔者结合自身工作实践,主要对抛光打磨机器人控制系统的电气设计进行分析,以供参考。
关键词:抛光机器人;PLC;控制系统当今工业机器人在机床上的应用己成为加工制造业发展的一大趋向。
机器人的机械手臂灵活多样,通过对工人的动作进行分析与实验,提取打磨过程参数,编程控制机器人,能够模拟工人的动作,从而达到替代人工的目的。
为了扩展机器人的应用领域,紧跟国际上机器人技术的研究趋势,下面笔者主要结合自身经验,本文设计了一套打磨机器人电气控制系统,分析打磨机器人电气控制系统的功能设计要求和设计。
1抛光打磨机器人电气控制系统的功能设计要求抛光打磨机器人的电气控制系统的功能在很大程度上决定着抛光打磨机器人的整体功能的实现。
根据对工业现场的了解,抛光打磨机器人电气控制系统应具备以下功能:1.1对机器人的运行状态进行控制,包括控制机器人各个伺服电机的启动与停止、正转与反转,各个气缸控制,电气比例闽的控制,让机器人的各个转动关节协调地工作。
1.2抛光打磨机器人应当具有供电安全控制功能,并且电源供电的状态能在面板上显示出来。
1.3抛光打磨机器人控制系统应当具备显示功能,通过触摸屏来进行提供用户各种控制操作接口,并且可以显示出机器的运行状态,同是还能让用户更加方便简单的了解控制系统状态以及抛光打磨机器人的相应的设定工作方式。
1.4抛光打磨化器人应当具备检测异常以及声光报警的功能,同时需要在机械限位前加上光电限位开关,为了防止控制系统出现意外故障时致使机器的机械结构出现损坏,或者电机的转动速度超过最大速度,当检测到异常信号后,立即做出相应的停机处理并给出声光报警信号,以防事故的发生。
复杂曲面FSS加工系统研究
第26卷 第4期航 空 学 报Vol 126No 14 2005年 7月ACTA A ERONAU TICA ET ASTRONAU TICA SIN ICA J uly 2005收稿日期:2004206202;修订日期:2005204221基金项目:国家自然科学基金重点项目(90305026)资助 文章编号:100026893(2005)0420524204复杂曲面FSS 加工系统研究吕明云,祝 明,王焕青,武 哲(北京航空航天大学513教研室,北京 100083)Digital Machining System of Complex Curved 2Surface FSS L U Ming 2yun ,ZHU Ming ,WAN G Huan 2qing ,WU Zhe(Faculty 513,Beijing University of Aeronautics and Astronautics ,Beijing 100083,China )摘 要:为了解决大型复杂曲面FSS (Frequency Selective Surface )加工中的关键技术,研究并开发了5自由度机器人数字化加工系统。
与传统的5轴联动加工方法相比,提出的分区加工和浮动电主轴模糊定位相结合的快速加工方法大大提高了系统的加工效率。
利用建立的数字化加工系统加工了复杂曲面FSS 雷达罩试件和平板FSS 试件。
对比测试了不同加工工艺条件下平板FSS 的频率传输响应特性,验证了该加工系统的有效性。
关键词:复杂曲面;频率选择表面;数字化加工;传输响应特性中图分类号:V261;T H161 文献标识码:AAbstract :To solve the key technology of fabrication of large complex curved FSS (Frequency Selective Sur 2face ),a 52DOF robotic digital machining system is studied and developed.Surface partition and f uzzy positio 2ning method improve the machining efficiency of large complex FSS greatly as compared to the traditional ma 2chining technology.A sample of large curved 2surface FSS and several planar FSSs are machined with the devel 2oped system.The measured transmission performances of the machined planar FSSs are compared with that of the printed planar FSSs ,and the validity of the machining system is proved.K ey w ords :complex curved 2surface ;f requency selective surface ;digital machining ;transmission performance 频率选择表面(Frequency Selective Sur 2faces ,简称FSS )结构是在金属薄膜上有规律地刻蚀孔径单元或粘贴金属贴片单元,形成“电振子结构”,从而对电磁波具有按频率呈现带通(开孔型)或带阻(贴片型)的特性。
复杂曲面人工磨抛行为的机器人模仿学习方法

人工磨抛行为的感知与认知
人工磨抛行为的感知
人工磨抛行为的感知是指人类通过触觉、视觉、听觉等感官系统对磨抛过程的信息进行获取和分析的 过程。在感知过程中,人类可以实现对磨抛工具的位置、速度、压力等参数的实时监测和调整。
人工磨抛行为的认知
人工磨抛行为的认知是指人类在感知的基础上,对磨抛过程的信息进行理解和判断,并采取相应的决 策和行动的过程。在认知过程中,人类可以根据加工要求和质量标准等因素,对磨抛工艺和参数进行 调整和优化。
04 实验与结果分析
实验对象与环境设置
实验对象
复杂曲面人工磨抛行为
环境设置
室内实验环境,温度25℃,湿度50%
机器人控制系统与硬件平台
控制系统
基于ROS(Robot Operating System) 的自定义控制系统
硬件平台
6自由度工业机器人,负载能力10kg,重 复定位精度0.05mm
训练过程与结果展示
02 复杂曲面人工磨 抛行为分析
磨抛行为的定义与分类
磨抛行为的定义
磨抛行为是指通过施加摩擦力和抛光剂等手段,对物体表面进行精细加工和修整 的过程。根据应用场景和目的的不同,磨抛行为可以分为多种类型。
磨抛行为的分类
根据不同的分类标准,可以将磨抛行为分为多种类型。例如,根据加工对象的材 质和形状,可以将磨抛行为分为金属磨抛、宝石磨抛、陶瓷磨抛等;根据加工过 程的特点,可以将磨抛行为分为机械磨抛、化学磨抛、物理磨抛等。
训练过程与参数设置
要点一
训练过程
机器人模仿学习算法的训练过程包括数据的采集和处理 、模型的训练和优化、策略的更新和调整等步骤。在训 练过程中,需要保证数据的质量和多样性,同时还需要 保证模型的稳定性和泛化能力。
HZ-088CNC大型直线滚动导轨精密曲面成形数控磨床精密磨削工艺优化及应用研究
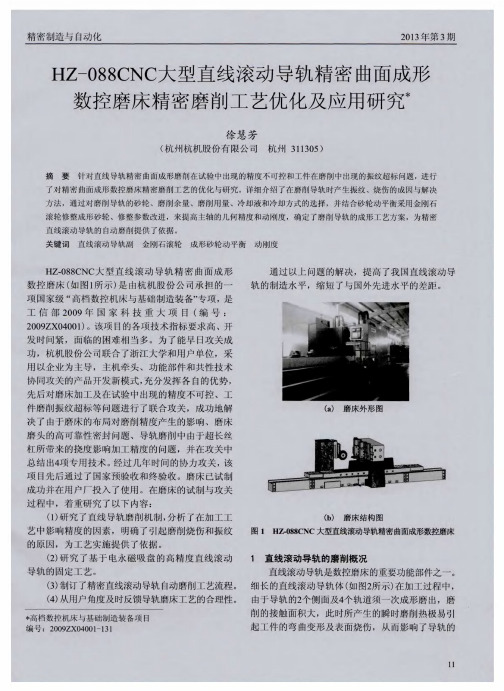
( 8 ) 冷 却 不 当致 使砂 轮钝 化和 堵塞 ; ( 9 ) 工艺参 数选 择不 当 。 磨削 导轨 时消 除振 纹 的措施有 以下 几种 : 1 ) 砂轮 的正确选 择 导轨 的材质 采用 的是 轴承 钢 ,两侧表 面 经感应 淬 火达 到 5 8  ̄6 3 HR C。在精 磨之 后 ,要求 滚道 粗糙
徐慧芳
HZ - 0 8 8 C NC大型 直线 滚动 导轨 精密 曲面 成形 数控 磨床 精密 磨 削工 艺优化 及应 用研 究
地 调整 切削 参数 。在 精磨 工序 中 的粗 加工 工序选 择 砂 轮速 度 为 2 5 m/ s 、磨 削深度 为 0 . 0 5 mr n / 刀 、直线 导轨 的进给 速度 为 8 m/ mi n ;精加 工工序 砂轮 的速 度为 3 0 m/ s 、磨削 深度 为 0 . 0 0 5  ̄ 0 . 0 1 m m/ 刀 、直线 导 轨 的进给速 度 为 1 5 m/ mi n ,经过 切 削试验 ,磨削 烧 伤得 到 了有效 地控 制 。 2 . 2 . 4 磨 削导轨 时对 所用 冷却 液和冷 却方 式 的选择 在 磨 削过程 中 ,冷却 液可 以有 效地 降低磨 削 区
中粘结剂 的含 量成正 比,砂 轮 的硬度越 高,粘结剂 的
含量越大 ,这 时砂轮 的多孔性就越差 。因此 ,在使用 高硬度 的砂轮 进行磨削 时,砂轮砂 粒问的孔 隙就会很 快地被堵塞 。硬度 高的砂轮 自锐性较差 ,磨钝 的磨粒
不 易脱落 ,此 时就会 造成 砂轮 与工 件 之 间的挤 光现
1 . 5 MP a ,可 以大 大 提 高砂 轮 的 耐 用 度 和 磨 削 效 率 , 并最 大程度 地 减小磨 削烧 伤 。
旋轮磨结构

旋轮磨结构1. 简介旋轮磨结构是一种常用于工业生产中的机械结构,主要用于对工件进行磨削加工。
它由旋转的砂轮和固定的工件之间的相对运动来实现对工件表面的磨削处理。
该结构具有高效、精确和稳定的特点,被广泛应用于金属加工、汽车制造、航空航天等领域。
2. 结构组成旋轮磨结构主要由以下几个部分组成:2.1 砂轮砂轮是旋转磨削操作中最关键的部件之一。
它通常由砂粒和粘结剂混合而成,具有不同的硬度和颗粒大小。
根据不同的加工需求,可以选择合适的砂轮进行使用。
在旋转时,砂轮通过与工件接触,将其表面不需要的材料磨掉,从而实现对工件形状和尺寸的加工。
2.2 砂轮支撑装置为了保持砂轮稳定运转并提供足够的切削力,需要使用砂轮支撑装置。
通常,这种装置由支撑架和轴承组成,可以使砂轮旋转时保持平衡,并且能够承受产生的切削力。
2.3 工件夹持装置工件夹持装置用于固定工件,使其与砂轮保持一定的相对位置和姿态。
这样可以确保工件在加工过程中不会发生松动或偏移,从而保证加工精度和质量。
常见的夹持装置包括磁性吸盘、机械夹具等。
2.4 运动控制系统为了实现旋轮磨结构的运动控制,需要配备相应的系统。
这个系统通常由电机、传动装置和控制器组成。
电机提供驱动力,传动装置将电机输出的转速和扭矩传递给砂轮和工件夹持装置,控制器则用于调节和监控整个加工过程中各个参数的变化。
3. 工作原理旋轮磨结构的工作原理是通过砂轮与工件之间的相对运动来实现对工件表面的磨削处理。
具体步骤如下:1.将工件夹持在工件夹持装置上,确保其位置和姿态的准确性。
2.启动电机,通过传动装置将动力传递给砂轮。
3.砂轮开始旋转,与工件表面接触。
4.在砂轮旋转的通过控制器调节砂轮与工件之间的间隙和运动速度。
这样可以控制砂轮对工件表面的切削深度和加工速度。
5.砂轮与工件表面的相对运动会产生摩擦,使得工件表面的材料被磨削掉。
通过喷洒冷却液来降低加工过程中产生的热量,避免对工件和砂轮造成损坏。
6.经过一段时间的加工,达到预定的加工要求后,停止电机和砂轮的运转。
机器人打磨工作站产品介绍
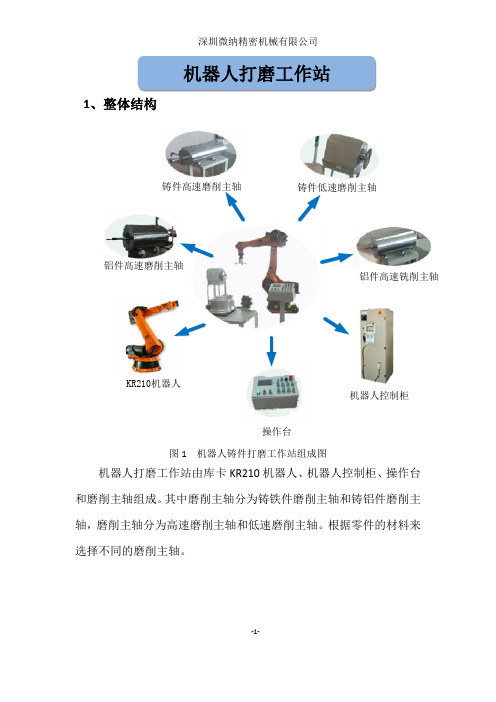
-1-1、整体结构KR210机器人铝件高速磨削主轴操作台机器人控制柜铝件高速铣削主轴铸件低速磨削主轴图1 机器人铸件打磨工作站组成图机器人打磨工作站由库卡KR210机器人、机器人控制柜、操作台和磨削主轴组成。
其中磨削主轴分为铸铁件磨削主轴和铸铝件磨削主轴,磨削主轴分为高速磨削主轴和低速磨削主轴。
根据零件的材料来选择不同的磨削主轴。
机器人打磨工作站2、产品应用机器人打磨工作站主要应用于铸铁件的打磨、抛光和去毛刺。
铸-1--2-铝件的倒角、去毛刺和打磨。
机器人铸铁打磨工作站在工厂生产中有大量的应用,能够打磨汽车缸体盖、飞轮盖、离合器壳体和链条盖等零件。
如图2所示:图2 机器人铸铁件工作站打磨零件机器人铸铝打磨工作站在生产中能够打磨摩托车轮毂铸铝件、钢板倒角去毛刺等。
如图3所示:图3 机器人铸铝件工作站打磨零件3、详细参数机器人打磨工作站可以根据零件的特征进行设计打磨方案,根据方案对机器人进行编程。
下面介绍铸铁件打磨工作站的方案,其打磨方案示意图如图4所示:-3-图4 铸铁件打磨工作站方案组成图机器人打磨工作站详细配置如表1所示,方案中的配置可以根据方案的设计对相应的零部件进行调整。
表1 机器人打磨工作站详细配置产品型号 GZZ-ZT-210 GZZ-ZL-210 应用范围 铸铁毛刺打磨 铝件毛刺打磨 机器人 KR210-2 KR210-2 机器人底座 DZ210 DZ210 铸铁低速主轴 ZT8-03 GL-8K 铸铁高速主轴 ZT18-50/24GH-28K 铝件倒角主轴--ZL18-D铝件铣削主轴-- ZL18-X交换工作台JH-200 JH-200气动夹持装置QJ-100 QJ-100操作台CJT-00 CJT-01控制软件标配标配砂轮SLD50/SLD24 --切割片SLD300/SLP300 --铣刀X-12倒角刀XZC-06机器人打磨工作站的打磨精度主要靠磨削主轴控制,因此磨削主轴是打磨工作站中重要的部件。
数控线切割加工模具曲面装置的改造研究

0 引 言
电火 花线切 割 利用 脉 冲火花放 电产生 局部 瞬 间高 温蚀 除材 料 , 广泛应 用 于模具 制造 行业 。 由于电极 和工
中 图分 类 号 :G 6 T 61
文 献 标识 码 : A
d i1. 6/i n10 - 2 5 0 0 . 1 o: 0 9 9 .s. 6 70 . 1. 0 3 js 0 2 16 3
任成高, 申晓龙, 皮智谋. 数控线切割加工模具 曲面装置的改造研究[. J 中国农机化, 0 1 ( : 2 ~ 2 】 2 1,6 12 15 )
收稿 日期 :0 1 7月 1 21 年 5日
修 回 日期 :0 1年 9月 8 日 21
基 金 项 目: 南省 教 育 厅 科 学 研 究项 目(0 0 1)湖 南省 科 技 厅 2 1 科 技 计 划 项 目(0 1 K 0 0 湖 1C 13; 01 2 iG 3 9 ) 任 成 高 , ,9 6年 生 , 南 岳 阳人 , 南 工业 职 业 技 术 学 院 副 教授 ; 究 方 向 为机 械 制 造 与 自动化 、 控技 术 。 女 16 湖 湖 研 数 申晓 龙 , ,94年 生 , 南邵 阳人 , 学 硕 士 , 南 工 业 职业 技 术 学 院 副 教授 ; 究 方 向 为机 械 工 程 , 控 技 术 。 男 16 湖 工 湖 研 数 皮 智 谋 , ,9 4年 生 , 南 益 阳人 , 南 工 业 职业 技 术 学 院 副 教 授 ; 究 方 向 为机 械 制 造 数 控 技术 。 男 l6 湖 湖 研
如图 1 示。 所
复杂曲面零件加工加工路径规划研究

复杂曲面零件加工加工路径规划研究在现代制造业中,复杂曲面零件的加工与制造是一项非常重要的任务。
随着科技的不断发展和各行业对零件精度和质量的要求不断提高,如何有效地进行复杂曲面零件加工成为了一个具有挑战性的问题。
为了提高加工效率和质量,研究人员一直在探索并改进加工路径规划技术。
1. 加工路径规划的重要性复杂曲面零件由于其曲面形状复杂多变,传统的加工方法难以满足要求。
而加工路径规划作为一种高级加工方法,可以根据零件的几何形状、材料性质和加工要求,通过优化路径来实现高效加工。
合理的路径规划可以最大限度地减少加工时间、降低加工成本,并保证加工质量,因此具有重要的实际意义。
2. 加工路径规划的难点复杂曲面零件加工路径规划的难点在于如何确定最优路径。
首先,需要根据零件的几何形状和加工要求,构建加工模型。
然后,在考虑加工介质和工具的情况下,通过算法优化得到最优加工路径。
这一过程中需要充分考虑多种因素,如切削力、切削热、刀具磨损等,以及零件上的不同曲面特征,如曲率半径等。
同时,由于复杂曲面零件的加工时间往往较长,对路径规划的实时性要求较高。
3. 加工路径规划的方法目前,常用的加工路径规划方法主要包括基于光学成像的方法、基于矢量法的方法以及基于仿真模拟的方法等。
基于光学成像的方法通过光学传感器对零件进行扫描和测量,从而获取其几何形状和曲率半径等信息,再进行路径规划。
而基于矢量法的方法则通过构建加工模型,并计算刀具的最佳轨迹,以实现路径规划。
基于仿真模拟的方法可以在计算机上建立零件的虚拟模型,并利用特定算法进行路径模拟和仿真,最终生成最优加工路径。
4. 加工路径规划的应用领域加工路径规划技术在航空航天、汽车制造、船舶制造等领域有着广泛的应用。
例如,在飞机的涡轮叶片制造过程中,采用加工路径规划技术可以实现高效率、高精度的加工,进而提高涡轮叶片的性能和可靠性。
另外,在汽车车身的冲压过程中,通过加工路径规划可以有效地减少试验模具制造成本,提高生产效率和产品质量。
一种行星式磨削装置的研究
Ke wo ds:Hu e S i d e;Re ar y r g pn l p i;Be rn o a in;Grn i g a gL ct i o idn
大 型 回转 设 备 ( 大 型 风 机 、 电机 、 轮 机 、 如 发 水 汽 轮机等 ) 主轴 是它 们 的关 键 零 部件 之 一 , 的 其精 度 高 , 技术要求 严格 , 体积 大 、 量 大 。在 使 用 过程 中 , 且 重 主
的过程 、 适用领 域 和特点 , 针对 大型 主轴 现场修 复 的特 点及 主 要 问题 , 计 了一 种 行星 磨 削装 置 , 设 阐 述 了装 置的工 作原 理和 结构特 点 , 为大 型主轴 的现 场修 复提供 了一 种可行 的技 术 。
关键 词 : 型主轴 大 修复 轴颈 磨削
Re e r h o Pln t — r dn q ime t s a c n A a e —g i ig E up n n
H UANG e Zh n,Z OU Z x o g,M AO n H hiin Co g
( ol eo c a i l n uo oi nier g H n nU i ri ,C a gh 0 2 C N) C l g f e Meh n a a dA t t eE g ei , u’a nv sy h nsa4 8 , H c m v n n e t 1 0
维普资讯
R g daen改装与维修 nn i a a n c Mf e n
一
种 行 星 式 磨 削 装 置 的研 究
黄 震 周 志雄 毛 聪
( 湖南大 学机械 与汽车 工程 学院 , 湖南 长沙 40 8 ) 10 2
摘
精密复杂曲面零件多轴数控加工技术研究进展
精密复杂曲面零件多轴数控加工技术研究进展多轴数控加工是现代工业中的标志性加工技术,在能源、动力、国防、运载工具、航空航天等高端制造领域的关键零部件加工中占据着主导地位。
随着中国在这些制造领域的不断拓展,涌现出一大批加工难度大、性能指标要求苛刻的精密复杂曲面零件,如大型航空运载工具的精密壳体、天线罩、航空发动机的机匣及叶片、整体叶轮和叶盘等,因其超常规的使役环境,常以导流、透波、抗疲劳特性以及气动特性等性能指标为主要制造要求。
为满足性能指标要求,此类零件的形状及结构日趋复杂,通常具有薄壁悬垂、极端大尺度比等特点,而且壁厚变化剧烈并且有着严格的控制要求,加工精度不断提高,其制造已由以往单纯的形位精度加工,跃升为形位与性能指标并重的高性能加工,给目前的复杂曲面数控加工技术带来了严峻的挑战。
数控加工是由模型曲面上的加工路径直接驱动,因而高效加工路径设计方法成为提高加工效率,保证零件表面成形精度的关键。
然而,传统路径规划方法却拘泥于单纯几何学层面的逐点路径设计和离散调整,从运动学及切削特性层面考虑加工路径拓扑几何形状的方法较少,无法兼顾曲面几何物理特性、难以实现路径的整体调控。
在复杂曲面的数控加工中,运动规划也非常重要,特别是在复杂零件的高速高精度加工中,适应性进给率定制技术是加工精度和加工效率保证的有效手段[4]。
目前,进给率定制局限于在前瞻预读框架下构建不同形式的弧长-时间及进给率-弧长映射的常规方法,尚未完全建立起轨迹内在几何特性与进给率运动特性间的联系,其定制过程通常需要多次反复,以求在多种约束许可范围内获得尽可能高的速度,并在提高加工效率的前提下保证加工精度。
数控加工既是一个零件的几何成形过程,也是一个复杂的动态物理切削过程,特别是随着高档数控机床切削速度不断提高,对数控加工技术的研究不能仅关注常规几何学层面的走刀路径设计和运动学层面的运动规划,必须转向实际的物理加工过程,解决大进给量、高转速所带来的刀具负载波动、变形、破损失效,特别是解决加工过程中由于切削力变化所引起的切削系统的不稳定等问题。
机器人打磨技术交流(一)

3.4打磨机器人技术要点
5、砂带机设计制造及组合方式、上下料机构以及工艺布局等都是影响机器人打磨精度、效 率及系统稳定性的重要因素。 6、力/位混合控制技术或策略国内尚未成熟应用。 7、针对工件的研磨、抛光或去毛刺的工艺路线难以确定。 综上几点,可以说,没有深厚的行业工艺经验和技术积累,想做出稳定可靠的机器人打磨系 统,难度很大,因此说,面对庞大的打磨市场,除了成本因素外,技术实施难题也是影响机 器人系统向该领域普及推广的重要问题。
二、主要分类 三、技术要点与难点
2
1.1 打磨(磨削)工艺简介
磨削加工:对工件的表面进行精加工,使其在精度 和表面粗糙度等方面达到设计要求的工艺过程。按 磨削精度分 粗磨、半精磨、精磨、镜面磨削、超精 加工。 粗磨:对工件表面进行粗加工,粗磨精度可达到IT9 ~IT8,表面粗糙度Ra为10~1.25μm 精磨:对工件表面进行精磨,去除粗磨留下的加工 纹路,为抛光、电镀加工作准备精磨精度可达到Ra 为0.4~0.2μm
(7)西班牙MEPSA公司: 一家世界领先的自动机械设备设计和制造公司,专门生产金属零件和 其他材料抛光,研磨,去毛刺,拉丝处理设备。
9
目录
一、机器人打磨概述
二、打磨机器人主要分类 三、机器人打磨技术要点与难点
10
2.1打磨机器人的分类
1.工具型打磨机器人
2.工件型打磨机器人
3.机器人+磨床 机器人负责上下料,磨削由磨床完成。
7
1.5 打磨抛光集成商简介
德国SHL公司: 打磨和抛光工艺自动化的先驱者之一。自1989年以来携手各专业领域的技术人 才研发了半自动和全自动表面处理高科技解决方案。迄今为止,我们为全球不同行业的公司 提供了1100多台自动化设备。其中包括卫浴设备、家具、门把、家电、医疗和汽车行业制造 商。
数控磁性研磨装置的设计与研究
3科技资讯科技资讯S I N &T NOLOG Y I NFORM TI ON 2008N O.23SC I ENC E &TEC HNO LO GY I N FO RM A TI ON 工业技术随着科学技术的发展,模具的种类和数量逐渐增加,对模具的质量和寿命的要求也越来越高。
模具的使用寿命与模具的制造精度,特别是模具型腔的精度和表面粗糙度有着密切关系。
但是,一般模具型腔经过机械加工或电火花加工后,往往留下了刀痕和电火花的“白亮层”,这些缺陷必须经过模具型腔的精整加工来解决。
模具型腔的精加工工序是模具加工的最后一道工序,是直接影响模具质量好坏的最重要的一环,因此倍受国内外专家的重视。
在我国尽管模具加工的大部分工序(车、铣、刨、磨、电火花、线切割等)已经实现了高度的自动化,但模具的精整加工大部分仍采用手工加工的方式,在一定程度上严重地影响了我国模具工业的发展。
所谓精整加工就是在保证零件型面精度的前提下,降低零件表面粗糙度值的加工方法。
手工抛光是最常用的精整方法,因为手工抛光运动灵活,可以加工任何复杂的型腔,但同时该方法的劳动强度大,生产效率低,产品的质量没有保障。
磁性研磨精加工方法克服了以上的弊端,它是把磁场应用于传统的研磨技术中所开发出的一种新的研磨技术。
该技术在我国的研究和推广仅在最近几年才进行,由于它的柔性、自适应性,在加工复杂的模具型腔表面方面具有独到的效果。
1磁性研磨技术的发展与研究现状磁性研磨加工这一概念是由前苏联工程师K ar -gol ow 于1938年首先提出。
从20世纪60年代开始,前苏联有不少学者如Knoova l ov 、B ar on-M .等对磁性研磨加工进行了大量的研究。
保加利亚从70年代中期开始一直在发展磁性研磨加工技术,并举办了多次国际性专题学术会议。
80年代中期以后,日本的很多学者如ut s unom i ya 大学的Shi nm ur a T 和Y am aguchi H 等作了大量实验研究,使得这项技术得到了进一步的发展。
什么叫打磨机器人打磨机器人是从事打磨的工业机器人打磨机器人

什么叫打磨机器人打磨机器人是从事打磨的工业机器人打磨机器人什么叫打磨机器人打磨机器人是从事打磨的工业机器人。
打磨机器人,主要由工业机器人本体和打磨机具、抓手等外围设备组成,通过系统集成,由总控制电柜将机器人和外围设备的软硬件连接起来,统一协调,实现各种打磨功能。
机器人打磨主要有两种方式:一种是通过机器人末端执行器夹持打磨工具,主动接触工件,工件相对固定不动,因此这种打磨机器人可称为工具主动型打磨机器人;另一种是机器人末端执行器夹持工件,通过工件贴近接触去毛刺机具设备,机具设备相对固定不动,因此这种打磨机器人也称为工件主动打磨机器人。
打磨机器人的基座和执行机构,包括臂部、腕部和手部,还包括行走机构。
打磨机器人系统集成一般采用6轴机器人,机器人有6个自由度,因此工业机器人有类似人的行走腰转,大臂小臂伸缩,手腕旋转,手爪夹持等功能。
打磨机器人的第1关节实现末端执行器前后移动,第2关节实现末端执行器的左右移动,第3关节实现末端执行器的上下移动,第4-6关节实现末端执行器的姿态调整。
这样打磨机器人就可以像人一样通过变换身体和手腕姿态,完成一系列的打磨工作。
打磨机器人控制系统能按照输入程序对驱动系统和执行机构发出指令信号、进行控制。
因此打磨机器人通过示教和离线编程,控制打磨机器人位置、腰部姿态、腕部角度和爪手位置,充分满足各类工件的不同部位,完成打磨、抛光、去毛刺的各种工艺加工。
打磨机器人单元布局图打磨机器人替代人工的优越性通过打磨机器人的系统集成,可以建成一个机器人打磨单元(工作站)。
打磨机器人的系统组态,通过ERP技术应用,可以实现打磨的自动化工厂。
不仅机器人替代人工打磨,同时机器人还能完成打磨的上下道工序工作,包括上料工作的输送,加工过程中的工艺工序转换工件搬运等一系列工作。
(一)、人工打磨缺点人工打磨就是通过人手把握打磨工具完成工件打磨、抛光、去毛刺加工;或者人手把握工件在打磨机具上完成打磨、抛光、去毛刺加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复杂曲面零件机器人磨削装置研究
随着自动化技术的不断发展,复杂曲面零件表面加工质量要求越来越高。
但传统的加工对人体危害较大,且难以保证零件表面质量。
通过机器人磨削装置进行磨削加工,可以提高生产效率,在确保零件表面质量的同时减少工作环境对人体的危害。
本文基于工业机器人,开展复杂曲面零件机器人磨削装置研究。
主要内容包括:(1)对课题研究背景和意义进行阐述,分析总结出砂带磨削技术存在的不足和机器人砂带磨削技术的优点,确定本课题主要研究内容。
(2)复杂曲面零件磨削装置结构设计。
对磨削装置系统结构分析,设计出砂带磨削机,并进行磨削机器人内撑式卡爪夹具设计;以ER20-C10机器人本体为例,对机器人砂带磨削系统性能参数及控制系统进行选型计算;通过KEBA控制器分析,表明设计的机器人砂带磨削系统满足性能需求。
(3)ER20-C10磨削机器人运动学分析。
基于ER20-C10型机器人,通过矩阵变换及连杆参数变换公式,推导运动学方程,建立机器人运动学正逆解模型。
采用Matlab软件仿真得到砂带磨削机器人工作空间,结果表明其最大工作半径1.5m,满足工作需求;以机器人初始位姿为例,进行运动学求解分析,结果表明正逆解正确。
(4)复杂曲面零件机器人磨削轨迹规划。
采用三次插值多项式、抛物线插值多项式、五次插值多项式对砂带磨削机器人关节空间轨迹规划进行计算;通过Matlab Robotic Toolbox进行轨迹规划仿真,运用现代工程上较为成熟的ER-Factory仿真软件对理论结果进行验证;对比两种轨迹规划结果,分析得出两种软件轨迹规划的误差趋势基本相同。
(5)复杂曲面
零件机器人磨削工艺分析及路径规划。
根据水龙头砂带磨削加工工艺,结合内撑式卡爪气动夹具的状态,划分水龙头磨削加工区域;以五次
插值多项式为基础,用ER-Factory工程仿真软件对磨削路径进行规划,结合现有设备平台,实现水龙头的实物零件的生产,验证了机器人砂带磨削装置的作业性能,对同类型产品加工具有借鉴价值。