SPC系统安装操作说明
spc数据采集与管理系统

惠州市维拓自动设备有限公司 SPC 系统简介1SPC 软件介绍1、什么是 SPC 2、SPC 的作用 3、SPC 的主要内容 4、SPC 系统对企业的帮助 5、SPC 系统需要的软硬件配置可采集内容 6、SPC 系统运作流程 7、SPC 系统功能介绍 8、SPC 系统的实施21、什么是 SPCSPC 即统计过程控制(Statistical Process Control)。
SPC 主要是指应用统计分析技术对 生产过程进行实时监控,科学的区分出生产过 程中产品质量的随机波动与异常波动,从而对 生产过程的异常趋势提出预警,以便生产管理 人员及时采取措施,消除异常,恢复过程的稳 定,从而达到提高和控制质量的目的。
32、SPC 的作用找出什么时候会发生异常(WHEN) 找出发生什么具体异常(WHAT) 分析出异常的具体原因(WHY) 得出解决异常的方法(HOW) 建立起预防方案(HOW)42、SPC 的作用 – 具体表现分析共同原因 分析共同原因与 共同原因与特殊原因 改善的 的评估 改善 减少报表处理 减少报表处理的工作量 报表处理的工作量 找出最大品质问题 找出最大品质问题原因 品质问题原因, 原因,以便工作更有绩效 减少数据在人员传递的过程中的变异 减少数据在人员传递的过程中的变异 分辨数据的真实性 分辨数据的真实性 从宏观到微观全面真实 从宏观到微观全面真实地了解品质状况 全面真实地了解品质状况 建立一个与品质有关部门的沟通 建立一个与品质有关部门的沟通平台与管道 的沟通平台与管道53、SPC 的作用主要内容主要分为: 主要分为:计数值与 计数值与计量值两种 计量值两种 过程涉及: 过程涉及:1.数据采集 1.数据采集 2.数据分析 3.报警 3.报警 4.现场处理 4.现场处理 5.图形分析 5.图形分析 6.持续改善 6.持续改善 64、SPC 系统对企业的帮助帮助企业在质量控制 帮助企业在质量控制上作到 企业在质量控制上作到" 上作到"事前" 事前"预防和控制 降低企业成本 降低不良率 降低不良率, 不良率,减少返工和浪费 提高劳动生产率 提供核心竞争力 赢得广泛客户 更好地理解和实施质量体系75、SPC 系统所需的软硬件配置软件配置数据库服务器: 数据库服务器:Windows 2000 Server 版或以上 数据库平台: 数据库平台:Microsoft SQL Server 2000 版或以上 邮件服务器: 邮件服务器:可以发送和接收邮件用于邮件报警 工作站: 工作站: Windows XP 版或以上, 以上,Offiecs 软件 语言环境: 语言环境:简体中文、 简体中文、繁体中文、 繁体中文、英文 接口: 接口:RS-232485接口, 接口,用于连接测量工具自动采集 数据 85、SPC 系统所需的软硬件配置硬件架构图RS-232接口 现场测量工具 管理者查看质量报表 及现场品质状况 数据库服务器 现场测量工具 工序数据采集 工程师进行数据 分析得出改善方法工序数据采集公司网络 RS-232接口95、SPC 系统所支持的采集项目/ 系统所支持的采集项目/终端可采集判断项目:1: 视觉激光外型尺寸,硬度,光洁度,体质重量数据采集 2:电气性能线路板电测 电流 电压 内阻 高压 通断 等电气性能安全数据采集 3: 家用电器实验数据采集监测 4:物理化学工程实验数据采集,分析 5: 车辆工程现场,故障诊断数据采集,失效判断 6:家居生活用品实验判断数据采集,判断 7:食品安全数据采集 8: 公司现场生产环境数据采集,控制(如:环境,温度,静电,化学浓度等) 9:现场产能计算,流程分析,失效判断 10: 支持一切可量化的非标定制采集嵌入式模块数据采集支持通信接口RS232 485 I/O支持查看处理方式:PC 手持终端 智能手机 WEP远程客户端106、SPC 系统运作流程117、SPC 系统功能介绍一、工作站的数据库连接配置本系统支持连接多个数据库服务器,如有网络支持您可以在同一地点通过 数据库切换看到每间工厂的状况。
SPC监控程序

SPC监控程序监控程序的设置SPC监控程序的设置是确保制造过程的稳定性和一致性的关键。
以下是一些设置步骤:1. 确定要监控的关键参数:根据产品质量要求和生产过程的特点,确定需要监控的关键参数。
这些参数可能包括温度、压力、速度、物料配比等等。
2. 确定控制界限:通过分析历史数据或经验知识,确定每个关键参数的上下控制界限。
这些控制界限将作为判断生产过程是否处于正常状态的标准。
3. 确定采样频率:针对每个关键参数,确定采样的频率。
这取决于生产过程的稳定性、参数变异的速度以及对实时控制的要求。
4. 建立监控系统:根据监控需求和技术条件,选择合适的监控设备和软件。
确保监控设备的准确可靠,并能实时采集和存储数据。
监控程序的实施和维护一旦监控程序设置完成,就需要实施和维护监控系统。
以下是一些建议:1. 数据收集和分析:定期按照设定的采样频率收集数据,并使用统计方法进行分析。
将数据与控制界限进行比较,及时检测和响应任何异常情况。
2. 异常处理:当出现超出控制界限的情况时,立即采取适当的措施进行处理。
这可能包括调整生产参数、检修设备或检查原材料等。
3. 纠正措施评估和改进:对每次异常情况进行评估和分析,找出根本原因,并采取措施以防止再次发生。
通过不断改进监控程序,提高生产过程的稳定性和一致性。
4. 培训和意识提升:定期进行员工培训,加强他们对监控程序的理解和重要性的认识。
确保所有相关人员都能正确操作监控设备和软件,并能有效处理异常情况。
结论SPC监控程序是确保生产过程质量稳定的重要工具。
通过合理设置监控参数、准确采样和及时响应异常情况,可以提高生产过程的可控性和一致性,从而确保产品质量的稳定和符合要求。
以上是关于SPC监控程序的简要介绍,希望对您有所帮助。
SPC质量控制管理系统

SPC质量控制管理系统SPC是英文Statistical Process Control的缩写,是一种借助数理统计方法的过程控制工具,中文一般译成“统计过程控制”。
SPC质量控制的基本元素是控制图。
控制图是对生产过程中产品质量状态进行控制的统计工具,是质量控制中最重要的方法。
人们对控制图的评价是:“质量管理始于控制图,亦终于控制图”。
由于它把产品质量控制从事后检验改变为事前预防,对于保证产品质量,降低生产成本,提高生产效率开辟了广阔的前景,因此它在世界各国得到了广泛的应用。
控制图的主要用途是:(1) 分析判断生产过程的稳定性,统计控制状态.(2) 及时发现生产过程中的异常现象和缓慢变异,预防不合格品发生.(3) 查明生产设备和工艺装备的实际精度,以便作出正确的技木决定.(4) 为评定产品质量提供依据。
控制图的分类:(1) X-R控制图(均值-极差控制图)。
(2) X-S控制图(均值-标准差控制图)。
(3) 工序能力指数图(4) Xmed-S中位数极差图(5) 合格品率的控制图-P图(6) 不合格品数的控制图-Pn图(7) 不合格数的控制图-C图(8) 单位不合格数控制图-U图系统功能1.基本设置基本设置具有线型定义、控制图类型定义、刀具种类定义、刀具参数定义、模具定义、加工缺陷定义、加工设备定义、计量器具定义、计量单位定义、工艺过程定义、工位定义、SPC系统参数等。
2.控制类型切换在每次进入以后具体的控制图之前,如果没有设定过本次的控制类型,系统会自动调用“控制类型切换”,供用户选择;如果用户已经工作在具体的控制类型下,则可以通过“控制类型切换”进入到不同的控制类型模式下。
工作在不同的控制类型下,用户建立的控制图是不同的。
初始能力用于在分析阶段对设备、工序投入生产时的能力的评价;机工能力用于生产过程中的控制阶段设备、工序的稳定性监控。
3.控制图系统提供控制图建图、控制图采样数据自动输入和人工输入、缺陷数据录入等功能。
SPC系统说明

2.3 建立我的收藏
键 选择 夹 称 夹 图
建立我的收藏图 - 更改Favorite chart的名称 - 删除选定的Multiple chart -复 -› 加 -删 选 Favorite chartG) 它IDº group ›ð认 Chart Chart
QA 10
2. Define
2.4 更新Chart
删
将 Group设 为Main Gr. 设
QA
4
2. Define
2.1.2创建Chart
在对应的Group下建立Chart
QA
5
2. Define
2.1.2创建Chart
选择与主机台下面相应的管制特性 定义Chart名称; 对Chart具体情况进行文字描述; 键入Chart建立者 选择CP上规定的控制图; 输入相应的Spec.
QA 13
3.Utility
3.1.3 其它参数设定
Data His:是否进行点的备份, Raw His:是否保留均值图的原 始数据 Data His:是否进行点的备份, Raw His:是否保留均值图的原始 数据 Report 功能中CPK Monthly Report Or Weekly Report汇总 时间设定 可以设定Ca,Cp,CPK计算结果的 等级,计算的结果可以在Report中 显示
QA
6
2. Define
Байду номын сангаас
2.1.3 设定控制限
设定相应的控制限(3σ) 设定相应的警告限(2σ)
QA
7
2. Define
2.1.4 确定判异准则
按照既定的判异准则 进行选择
QA
8
2. Define
SPC操作手册

广州太友计算机科技有限公司
QSmart SPC Monitor 操作手册 P 控制图 P 图是通过观察产品的为合格品率来控制质量的,P 图单独使用,是计数型数据控制图中比较常 用的一种。
NP 控制图 不合格品数的 NP 控制图 NP 控制图和 P 控制图基本相同,不同之处在于 NP 控制图中各样本容量应恒定。
[注意事项] 如果控制图还未输入数据,此时系统会提示控制图没有数据;
广州太友计算机科技有限公司
QSmart SPC Monitor 操作手册 查看检验规则 查看任一控制图选择了哪些判异规则进行控制 1. 选择需要查看判异规则的控制图; 2. 从“信息查看”菜单下点击“判异规则”菜单;
[注意事项] 每一控制图的判异规则可能都不相同,系统对每一控制图可以单独设置规则进行判断。
良品率推移图 Y 图属于非标准的休哈特控制图,其主要对产品的合格率及产品的不良项目进
广州太友计算机科技有限公司
QSmart SPC Monitor 操作手册 行统计控制,红色虚线为良品率的目标值,没达到目标值的点均为异常点,良 品率目标值可以根据历史数据得到,也可设定为部门产品的品质目标值。 Y 图的适用场合: §1、只需对产品的良品率和不良项目进行一般性监控的场合。 §2、当用其它计数值控制图进行控制不适合的场合。 §3、对于 Y 图的选用,企业可以根据实际的情况而定。 排列图 柏拉图(排列图):表示每种缺陷在选择时间段的数量及累加后所占的百分比,系统显示前 9
QSmart SPC Monitor 操作手册
前言
随着我国经济的不断地发展及经济全球化的趋势,SPC 作为一种有效的质量管理工具已逐 渐被大家所熟悉,但如何结合企业的实际状况推行 SPC 确是很多企业面临的一个大问题,其中 有品质知识普及的问题,企业内部信息化程度的问题,企业竞争中的实施低成本等要求,根据企 业的实际需求,太友科技特推出 QSmart SPC Moinitor 及 QSmart SPC Analyst 分析软件产品,为 中小企业质量的过程控制提供全面的解决方案,从软件系统到质量管理的知识培训,太友科技将 为用户提供全程的服务支持。
SPC操作手册(详细完整版)
SPC质量控制系统解决方案

试、软件操作使用又应简便易行,容易掌握。
2.2.2.经济性与实用性
在先进、可靠和充分满足系统功能的前提下,体现高性价比。采用经济实用的技术和设
备,充分利用现有资源,综合考虑系统的设计、建设、升级和维护。充分考虑用户实际需要
SPC
解决方案
北京XX科技发展有限公司
1.
XX科技
2.整体削方法7
2.1.设计依据7
2.2.设计原则9
2.2.1.先进性与适用性9
2.2.2.经济性与实用性9
2.2.3.可靠性与稳定性10
2.2.4.安全性和保密性10
2.2.5.开放性与标准性10
2.2.6.蒯俗口可扩展性10
2.2.7.系统可移植性要求11
北京、天津、西安设有研发中心;同时在日本、韩国、新加坡等多个国家设有分支机构,专
注于工⅛软件的自主研发、市场营销和服务,面向全球制造业提供两化融合的智能制造解决
方案。
XX科技可为广大设备层厂商、自控系统集成商、MES实施商、最终用户提供实时数
据采集平台、生产监控平台、生产过程数据存储平台和管控一体化全组态平台全系列产品线
GB/T 50087-2013《工业企业噪声控制设计规范》;
GBT 20720-2()06《企业控制系统集成》
GBT 25485-2010《工业自动化系统与集成制造执行系统功能体系结构》
SP95ISA-95《企业系统与控制系统集成国际标准》
《国家智能制造标准体系建设指南》(2018年版)
2.2.设计原则
方案设计时,以SPC分析为主,辐射相关业务,扩展其他业务为辅。
3.2.框架逻辑设计
Woodward SPC 安装和操作手册说明书

SPC安装和操作手册目 录第一章 基本信息 (3)第二章 安装 (4)第三章 SPC规范 (17)第四章 SPC用户指南 (20)第五章服务选择 (74)第一章 基本信息伺服位置控制器(SPC)是一个伺服阀驱动器,它接收来自系统控制器的DeviceNet或4-20mA 位置指令信号,并能精确定位比例型或积分型伺服阀。
SPC能够满足蒸汽透平或燃气透平燃料控制阀所要求的控制精度、响应性和冗余性的要求。
SPC可接收1路或2路(冗余)交流或者1路直流阀门位置反馈信号。
SPC服务工具用于配置、校正、调整、监控和排除一个SPC。
SPC运行在PC端和通过一个串行连接与SPC相连。
串行端口连接器是一种9-pin sub-D套接字,并使用一个直流电缆连接到个人电脑。
如果需要新的电脑但是没有9-pin系列连接器(P / N 8928 - 463),伍德沃德会提供一个USB 9-pin串行适配器套装。
该工具包包含一个USB适配器,软件,和一个1.8米(6英尺)的串行电缆。
(见第四章对SPC安装服务的工具说明)。
SPC配置通过使用SPC服务工具的配置文件编辑器创建一个文件,然后加载到SPC。
SPC服务工具也可读取一个现有的配置从一到配置文件编辑器SPC。
参见第四章、程控用户指南,运用SPC的详细说明服务的工具。
第一次SPC已经连接到一个驱动器,它必须被校准动器的位置以反馈给传感器。
用户通过服务工具引导校准过程。
校准也可通过柔性控制链接来进行。
校准过程可以在GAP文件中找到参考。
第二章 安装功率要求SPC需要电压源范围是18到32 v,最大的电流容量是 1.1A。
如果一块电池是用来提供操作功率,那么电池充电器是必须要保持一个稳定的电源电压。
电源线的基本要求是保护一个5,125 V 保险丝并且能够承受一个20A,100 ms 运行时功率的正常应用。
位置要求在为SPC选择安装位置时需要考虑以下这些要求: (1)适当的通风制冷(2)用于维修及检修的空间 (3)保护避免直接接触水(4)避免接触高压高电流的设备或装置,避免产生电磁干扰 (5)避免振动(6)所选择的位置要能满足操作温度范围 -40至+70°C(-40 至+ 158°F)保护和接地一个保护的终止是提供了接线盒的每个信号。
SPC系统操作手册

品质方案 -构筑品质分工体系 -确立标准 -事先预防
➢通过品质程序的标准化确立世界品质经营体系 ➢ 工厂和部门间,随着供应商的系统适用构筑品质联络
People
外部要因 -管理项目标准化 -构筑LOT 跟踪系统 -品质合格和竞争力强化
SPC 系统 登录 方法 1.在浏览器收藏夹内选择SPC点击,如右图所示:
SPC系统操作手册
2020/11/26 1
SPC系统 简介
品质管理方案的革新和构筑最佳契合的系统,因品质管理体系不足,要减少不良,通过树立标准,提高品质水准 和达成领先品质品牌
构筑品质管理体系
Product
Process
核心要领 -不要事后管理要事先预防
-迅速支援可靠性资料
-妨碍品质的原因分析和改善
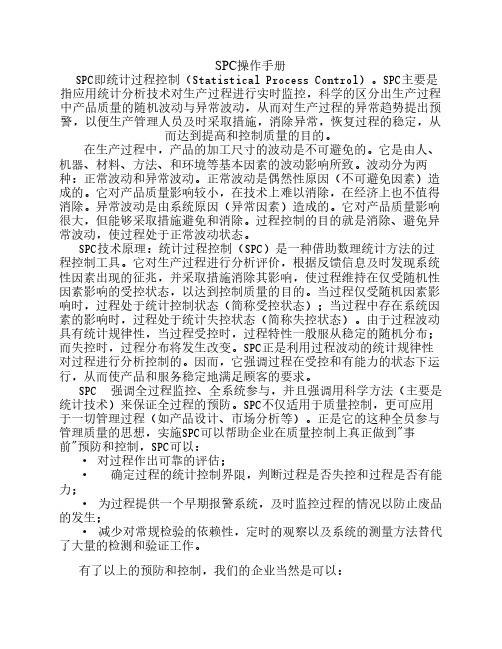
相应的品质控制参 数
产品异常曲线 XBAR曲线上的点 全在控制中心线以 下
从图表上可以看出产品虽然合格,极差值也不大,稳定性也很好,但曲线上的点全在下极限附近波动,有 超下限的风险,且不符合SPC管控要求。
每日异常处理 方法
针对上述异常我们有两个方向进行调整: a.对生产进行管控要求,让测量点数据回归到中间值附近波动 b.调整上下管理值范围
点击系统管理
输入异常产品详细信息,点击搜索
点击进入
调整管控值上下限及其计算 方法
3.系统进入单个产品管理参数:
CL、UCL、LCL计算公式供参考如 下:
内部管理值信息, 输入要修改的管控 上下限及管理极差
此处备注修改内容及修改日期,方便追溯
点击修改
新增车种及新的管理项 方法 1.点击系统管理,出现以下界面:点击登录。
筛选要查看的选 择项,
点击“查看”
显示要查看的选 产品异常信息索引
SPC系统使用说明

点击
可输出Trendreport.xls报表
17
Histrogram 直方图
18
每一行代表一块 PCB板的直方图。 直方图的意义由 下方的勾选项决 定
19
Pad 焊盘历史汇总页
20
在焊盘分布图中单击某一个焊盘,下方会显示这个焊盘历史上检测结果。
21
BE YOUR DAEDAL EYES !
复蝶SPC系统说明书
0
首页:Line
1
上图是选择SPC数据的起始时间和结束时间. 点击图标
展开日历进行选择
也可勾选
,将当前日期时间作为结束时间.
2
ModelName: 机种名称. TotalCount: 已测总板数. YieldRate: 良品率, 直通OK板+误报板/总板数 PassRate: 直通率,直通OK板/总板数 OKCount: 直通OK板数 NGCount: NG不良板数 FCCount: FalseCall误报板数 NGPPM: NG PPM, NG焊盘数/总焊盘数 FCPPM: 误报PPM, 误报焊盘数/总焊盘数
22
11
NG 页
12
这是多锡NG的示意图。横坐标是PCB板序数,纵坐标是每块板发生多 锡的次数。
13
NG饼状图显示了各种NG所占的比例14Trend 实时趋势显示
这块板 出现少 锡NG
实时显示检测结果
15
Xbar Chart: Xbar曲线 Max Chart: 最大值曲线 Min Chart: 最小值曲线 Mean Chart: 平均值曲线 Range Chart: 范围(最大值-最小值)曲线 Sigma Chart:标准方差曲线 以上曲线横坐标是板子序数,纵坐标是值。
FESTO SPC11软停止系统用户手册说明书

sponding output for 50 ms
Intermediate positions can be approached from both sides
Travel to fixed stops without shock absorber
Stop position: parameterisable functionality, e.g. fixed stop with very short braking ramp; adaptation on/off
Max. 20 Nm
142642 en 2023/06 – Errors and omissions excepted
18...80 mm • Stroke:
1...8500 mm
Pneumatic linear drives DDLI/DGCI with built-in displacement encoder, optionally with moment compensator or slide. • Diameter:
Product Short Information
Electronic end-position controller Soft Stop SPC11
Highlights
• Shorter cycle times • Minimised vibrations • 2 freely selectable intermediate positions
1 Drive with electronic end-position controller SPC11 2 Drive with shock absorber a Acceleration t Time
光学平台控制系统操作说明书

Number
Meaning
Contents
3n9 SPC ALARM: n AXIS PULSE COD- The n axis pulse coder has a fault. ER
D The details of serial pulse coder alarm No.3n9
The details of serial pulse coder alarm No. 3n9 are displayed in the diagnosis display (No.760 to 767, 770 to 777) as shown below.
It was attempted to select or delete in the background a program being selected in the foreground. (Note) Use background editing correctly.
NOTE Because it uses the background editing function, a background editing alarm may be issued during MDI operation B.
3n3 APC alarm: nth–axis framing
nth–axis APC framing error. Failure in data transmission. Possible causes include a faulty APC, cable, or servo interface module.
STB : the serial pulse coder encountered a communication error. The pulse coder, feedback cable, or feedback receiver circuit is defective.
2024版SPC基础教程(精选)

SPC实施意义与价值
提高产品质量
通过实时监控生产过程并发现潜在问 题,SPC有助于企业及时采取措施改 进生产过程,从而提高产品质量和稳 定性。
提升客户满意度
优质的产品质量是提高客户满意度的 关键因素之一。通过实施SPC,企业 可以确保产品质量稳定可靠,从而提 升客户满意度和忠诚度。
降低生产成本
通过减少产品不良率和浪费,SPC有 助于企业降低生产成本并提高生产效 率。
增强企业竞争力
在激烈的市场竞争中,具备稳定、高 质量产品的企业更容易获得市场份额 和客户认可。实施SPC有助于企业提 升品牌形象和市场竞争力。
PART 02
测量系统分析与评价
REPORTING
测量系统组成及影响因素
测量系统组成
包括测量仪器、测量标准、测量方法、 测量环境等要素。
影响因素
包括测量设备的精度、稳定性、重复 性,测量环境的影响,操作人员的技 能水平等。
SPC在持续改进中应用实 践
REPORTING
识别问题并确定改进目标
通过数据分析识别问题
利用SPC控制图、直方图等工具对生产过程数据进行统计分析,识别出存在的问题,如 产品质量不稳定、生产效率低等。
确定改进目标
根据问题的性质和严重程度,确定具体的改进目标,如降低产品不良率、提高生产效率 等。
制定改进计划并实施措施
VS
改进方向
针对过程能力不足的问题,可以从以下几 个方面进行改进
过程能力评价与改进方向
2. 加强设备维护和保养, 确保设备处于良好状态;
4. 加强员工培训和管理, 提高员工素质和操作技能;
3. 提高原材料和零部件的 质量稳定性;
5. 引入先进的过程控制技 术和方法,提高过程控制 精度和稳定性。