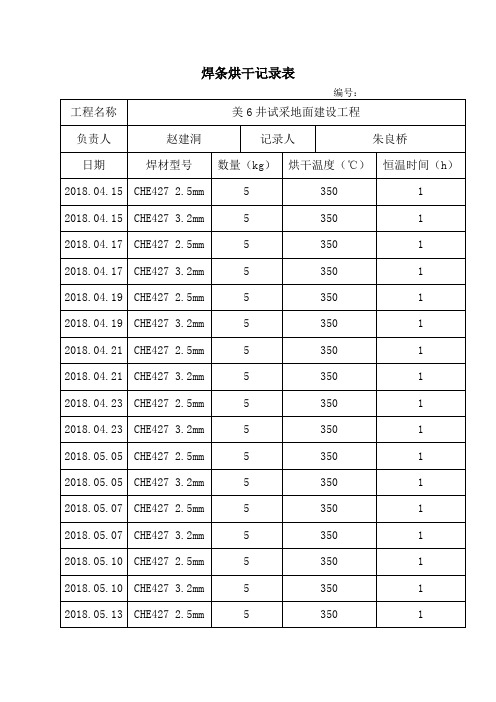
焊条发放记录表
焊条烘干记录表、焊条发放领用记录
编号:
工程名称
美6井试采地面建设工程
负责人
赵建洞
记录人
朱良桥
日期
焊材型号
数量(kg)
烘干温度(℃)
恒温时间(h)
2018.04.15
CHE427 2.5mm
5
350
1
2018.04.15
CHE427 3.2mm
5
350
1
2018.04.17
CHE427 2.5mm
5
350
1
2018.04.17
CHE427 3.2mm
5
350
1
2018.04.19
CHE427 2.5mm
5
350
1
2018.04.19
CHE427 3.2mm
5
350
1
2018.04.21
CHE427 2.5mm
5
350
1
2018.04.21
CHE427 3.2mm
5
350
1
2018.04.23
CHE427 2.5mm
5
350
174009-14
5
2018.05.05
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.05
陈强德
朱良桥
CHE427 2.5mm
174009-14
5
2018.05.09
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.09
陈强德
朱良桥
CHE427 2.5mm
174009-14
焊条烘烤、发放记录
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
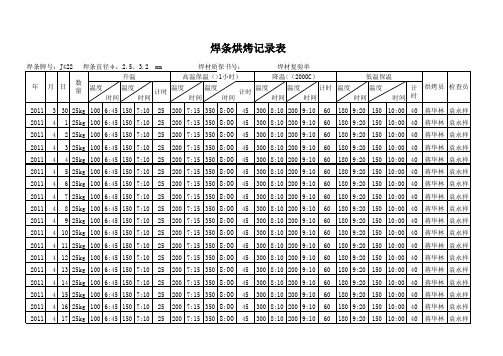
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
08101焊材发放、回收记录
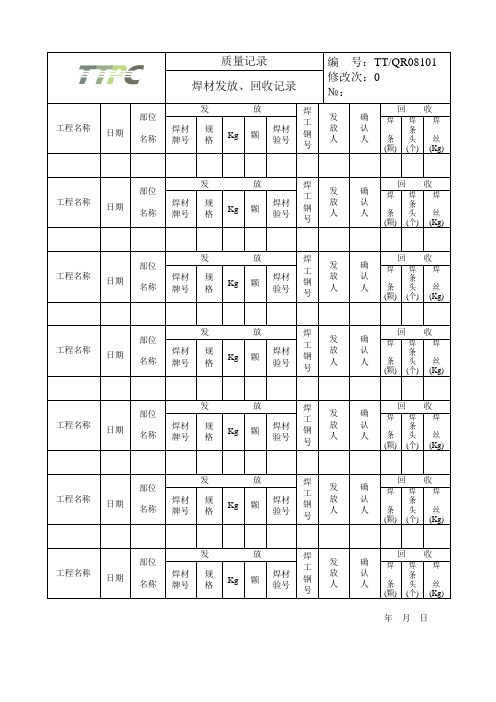
日期
部位
名称
发放
焊工钢号
发
放
人
确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
工程名称
日期
部位
名称
发放
焊工钢号
发
放
人
确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
年月日
质量记录
编号:TT/QR08101
修改次:0
№:
焊材发放、回收记录
工程名称
日期
部位
名称
发放
焊工钢号
发
放
人
确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
工程名称
日期
部位
名称
发放
焊工钢号发放Fra bibliotek人确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
工程名称
日期
部位
名称
发放
焊工钢号
发
放
人
确
认
人
回收
焊材牌号
规格
Kg
颗
焊材验号
焊
条(颗)
焊条头(个)
焊
丝(Kg)
焊条发放记录表

日期:年月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
工程名称
施工单位
分项工程
烘焙温度
恒温温度
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期:年月日
施工员:
日期:年月日
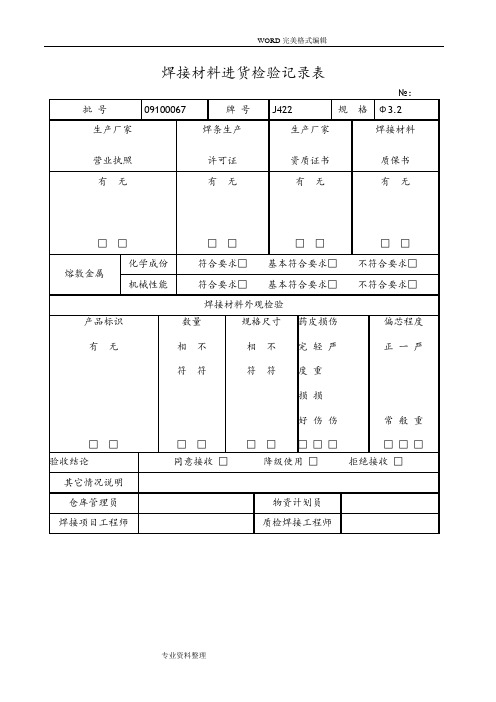
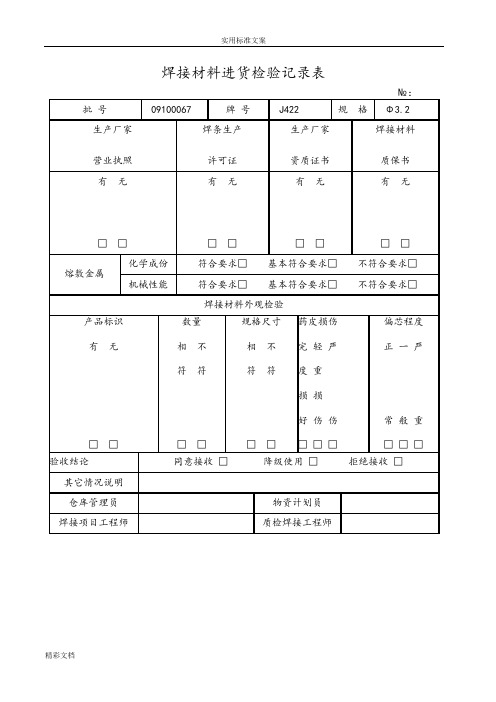
焊接材料进货检验记录表
№:
批号
牌号
规格
生产厂家
营业执照
焊条生产
许可证
生产厂家
资质证书
焊接材料
质保书
有无
□□
有无
□□
有无
□□
有无
□□
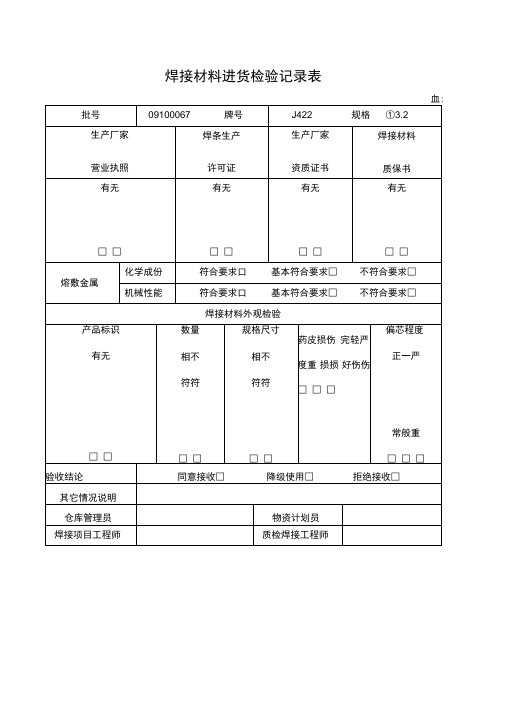
熔敷金属
化学成份
符合要求□基本符合要求□不符合要求□
机械性能
符合要求□基本符合要求□不符合要求□
焊接材料外观检验
产品标识
有无
□□
数量
相不
符符
□□
规格尺寸
相不
符符
□□
药皮损伤
完轻严
度重
损损
好伤伤
□□□
偏芯程度
正一严
常般重
□□□
验收结论
同意接收□降级使用□拒绝接收□
其它情况说明
仓库管理员
物资计划员
焊接项目工程师
质检焊接工程师
焊条发放领用记录
编号
建设单位
工程名称
施工单位
分项工程
烘焙温度
恒温温度
保温温度
烘烤人
牌号规格
焊条烘烤、发放记录
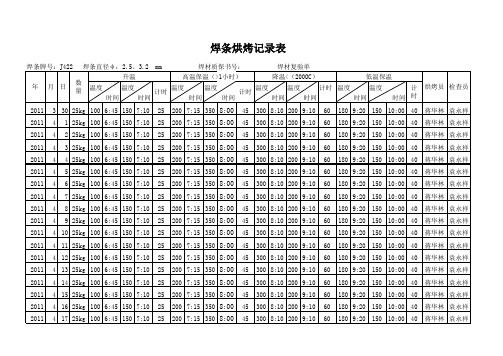
2011 4 5 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 6 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 11 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 12 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 11 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 12 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 1 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 2 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
焊材发放回收记录

பைடு நூலகம்焊材
验号
焊条(颗)
焊条头(个)
焊丝(㎏)
产品
编号台号
日
月
节
点
号
发放
焊工钢号
发放人
确认人
回收
焊材
牌号
规格
㎏
颗
焊材
验号
焊条(颗)
焊条头(个)
焊丝(㎏)
产品
编号台号
日
月
节
点
号
发放
焊工钢号
发放人
确认人
回收
焊材
牌号
规格
㎏
颗
焊材
验号
焊条(颗)
焊条头(个)
焊丝(㎏)
产品
编号台号
日
月
节
点
号
发放
焊工钢号
发放人
确认人
发放人
确认人
回收
焊材
牌号
规格
㎏
颗
焊材
验号
焊条(颗)
焊条头(个)
焊丝(㎏)
产品
编号台号
日
月
节
点
号
发放
焊工钢号
发放人
确认人
回收
焊材
牌号
规格
㎏
颗
焊材
验号
焊条(颗)
焊条头(个)
焊丝(㎏)
回收
焊材
牌号
规格
㎏
颗
焊材
验号
焊条(颗)
焊条头(个)
焊丝(㎏)
产品
编号台号
日
月
节
点
号
发放
焊工钢号
发放人
确认人
回收
焊材
焊条放记录表格
Q/SY 1564—2013
SYG03—A008
单项工程名称
产品油储罐区异构化储罐
单项工程编号
2300
发放日期
(月日)
厂家
牌号
批号
规格
mm
使用部位
发放数量
回收时间及数量
焊工代号
领用人
发放人
回收人
根
kg
时间
根
kg
焊接工程师:
年月日
中国石油云南
1000万吨/年炼油项目
Q/SY 1564—2013
下午
上午
下午
上午
下午
责任工程师:
年月日
记录人:
年月日
中国石油云南
1000万吨/年炼油项目
Q/SY 1564—2013
SYG03-A005
记录日期
年月
日期
时间
温度
℃
湿度
%
记录人
日期
时间
温度
℃
湿度
%
记录人
时
分
时
分
1
17
2
18
3
19
4
20
5
21
6
22
7
23
8
24
9
25
10
26
11
27
12
28
13
29
14
30
15
31
16
责任工程师:
年月日
中国石油云南
1000万吨/年炼油项目
Q/SY 1564—2013
SYG03—A006
单项工程名称
产品油储罐区异构化储罐
焊条发放记录文本表
黄石市城市集中供热工程
150℃
领用人 刘军
发放人 王军
刘军
王军
刘军
王军
刘军
王军
刘军
王军
2
刘军
王军
2 3
刘军 刘军 刘军
王军 王军 王军
刘军
王军
3
刘军
王军
WORD 完美格式编辑
J422
Φ3..2
09100067
15
10 2
3
刘军
王军
J422
Φ3..2
09100067
10
10 9
3
刘军
王军
3
刘军
王军
J422 J422 J422
Φ3..2 Φ3..2 Φ3..2
09100067 09100067 09100067
10 25 20
10 3 10 3 10 3 10
4 5
刘军 刘军 刘军
王军 王军 王军
J422
Φ3..2
09100067
55
10 3 11
刘军
王军
J422
Φ3..2
09100067
10 1 刘军 王军 16 J422 Φ3..2 09100067 20 10 1 刘军 王军 17 J422 Φ3..2 09100067 150 10 1 刘军 王军 18 备注: 当天用不完的焊条必须退回入库 ,第二天参加回烘后方可使用 ,回烘不得超过两次, 否则降级使用.
专业资料整理
WORD 完美格式编辑
WORD 完美格式编辑
焊接材料进货检验记录表
№: 批 号 生产厂家 营业执照 有 无 09100067 牌 号 焊条生产 许可证 有 无 J422 生产厂家 资质证书 有 无 规 格 Φ3.2 焊接材料 质保书 有 无
焊条发放记录
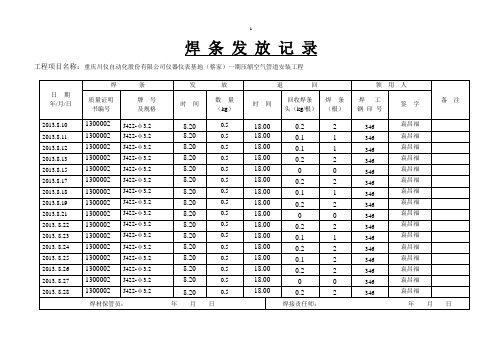
焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.8.10 1300002J422-φ3.2 8.20 0.5 18.00 0.2 2 346 袁昌福2013.8.11 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.8.12 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.8.13 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.8.15 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013.8.17 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.8.18 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.8.19 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.8.21 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013. 8.22 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 8.23 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013. 8.24 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 8.25 1300002J422-φ3.2 8.200.5 18.000.1 2 346 袁昌福2013. 8.26 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 8.27 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013. 8.28 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.9.5 1300002J422-φ3.2 8.20 0.5 18.00 0.2 2 346 袁昌福2013.9.10 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.9.11 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.9.12 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.9.13 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013.9.15 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.9.17 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.9.18 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.9.19 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013.9.21 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.22 1300002J422-φ3.2 8.20 0.5 18.000.1 1 346 袁昌福2013.9.23 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.24 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.25 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.26 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.27 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.10.5 1300002J422-φ2.5 8.20 0.5 18.00 0.2 2 346 袁昌福2013.10.10 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013.10.11 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013. 10.12 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 10.13 1300002J422-φ2.5 8.200.5 18.000 0 346 袁昌福2013. 10.15 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 10.17 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013. 10.18 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 10.19 1300002J422-φ2.5 8.200.5 18.000 0 346 袁昌福2013. 10.21 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.22 1300002J422-φ2.5 8.20 0.5 18.000.1 1 346 袁昌福2013. 10.23 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.24 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.25 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.26 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.27 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.11.5 1300002J422-φ2.5 8.20 0.5 18.00 0.2 2 346 袁昌福2013.11.10 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013.11.11 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013. 11.12 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 11.13 1300002J422-φ2.5 8.200.5 18.000 0 346 袁昌福2013. 11.15 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 11.17 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013. 11.18 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 11.19 1300002J422-φ2.5 8.200.5 18.000 0 346 袁昌福2013. 11.21 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.22 1300002J422-φ2.5 8.20 0.5 18.000.1 1 346 袁昌福2013. 11.23 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.24 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.25 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.26 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.27 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.12.5 1300002J422-φ3.2 8.20 0.5 18.00 0.2 2 346 袁昌福2013.12.10 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.12.11 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013. 12.12 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 12.13 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013. 12.15 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 12.17 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013. 12.18 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 12.19 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013. 12.21 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.22 1300002J422-φ3.2 8.20 0.5 18.000.1 1 346 袁昌福2013. 12.23 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.24 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.25 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.26 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.27 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2014.1.5 1300002J422-φ3.2 8.20 0.5 18.00 0.2 2 346 袁昌福2014.1.10 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2014.1.11 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2014. 1.12 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2014. 1.13 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2014. 1.15 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2014. 1.17 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2014. 1.18 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2014. 1.19 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2014. 1.21 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日。
焊材发放与回收及焊条烘干记录记录表
对接
J422
Ø3.2
1
6包
J422
Ø3.2
6
2021.10.11
V
对接
ER50-6
Ø2.4
1
2盒
ER50-6
Ø2.4
3
2021.10.11
V
对接
J422
Ø3.2
1
6包
J422
Ø3.2
3
2021.10.12
V
对接
ER50-6
Ø2.4
1
2盒
ER50-6
Ø2.4
5
2021.10.12
1
6包
J422
Ø3.2
4
2021.10.14
V
对接
ER50-6
Ø2.4
1
2盒
ER50-6
Ø2.4
5
2021.10.15
V
对接
J422
Ø3.2
1
6包
J422
Ø3.2
3
2021.10.15
V
对接
ER50-6
Ø2.4
1
2盒
ER50-6
Ø2.4
5
2021.10.16
V
对接
J422
Ø3.2
1
2包
J422
Ø3.2
V
对接
ER50-6
Ø2.4
1
2盒
ER50-6
Ø2.4
3
2021.10.25
V
对接
J422
Ø3.2
1
3包
J422
Ø3.2
2
2021.10.26
焊条发放记录簿表
10 4 18
刘军
王军
J422Φ3..2
09100067
15
10 4 19
刘军
王军
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期:年月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
09100067
5
10 5 6
刘军
王军
J422Φ3..2
09100067
30
10 5 7
刘军
王军
J422Φ3..2
09100067
10
10 5 8
刘军
王军
J422Φ3..2
09100067
55
10 5 23
刘军
王军
J422Φ3..2
09100067
30
10 5 21
刘军
王军
J422Φ3..2
09100067
55
10 3 11
刘军
王军
J422Φ3..2
09100067
5
10 3 18
刘军
王军
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期:年月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
焊接
烘焙温度
150℃
恒温温度
150℃
焊材发放记录
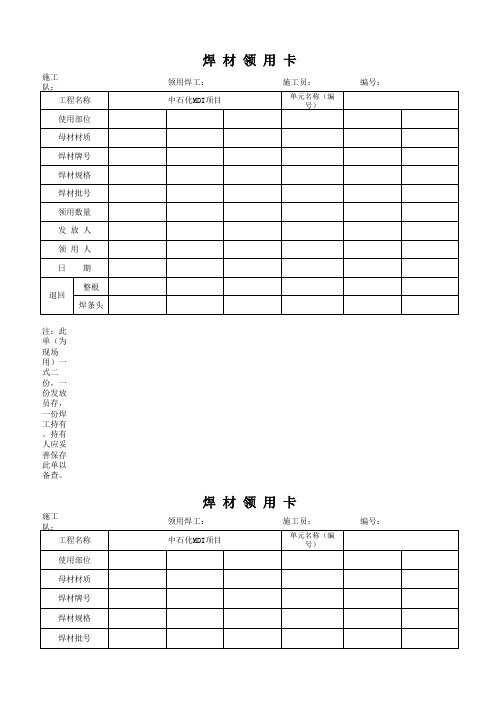
施工队: 工程名称 使用部位 母材材质 焊材牌号 焊材规格 焊材批号 领用数量 发 放 人 领 用 人 日 退回 焊条头 注:此单(为现场用)一式二份,一份发放员存,一份焊工持有。持有人应妥善保存此单以备查。 期 整根 领用焊工: 中石化MDI项目 施工员:
单元名称(编号)
编号:
焊 材 领 用 卡
施工队: 工程名称 使用部位 母材材质 焊材牌号 焊材规格 焊材批号 领用数量 发 放 人 领 用 人 日 期 整根 退回 焊条头 注:此单(为现场用)一式二份,一份发放员存,一份焊工持有。持有人应妥善保存此单以备查。 领用焊工: 中石化MDI项目 施
焊条发放记录簿表
烘烤人
牌号规格
批号|数量(kg)
日期
领用人
发放人
J422①3..2
09100067
75
10 1 26
刘军
王军
J422①3..2
09100067
45
10 1 28
刘军
王军
J422①3..2
09100067
35
10 1 29
刘军
王军
J422①3..2
09100067
30
10 1 30
刘军
王军
J422①3..2
刘军
王军
J422①3..2
09100067
10
10 5 8
刘军
王军
J422①3..2
09100067
55
10 5 23
刘军
王军
J422①3..2
09100067
30
10 5 21
刘军
王军
J422①3..2
09100067
30
10 5 22
刘军
王军
J422①3..2
09100067
65
10 5 25
刘军
J422①3..2
09100067
5
10 5 6
刘军
王军
J422①3..2
09100067
30
10 5 7
刘军
王军
J422①3..2
09100067
10
10 5 8
刘军
王军
J422①3..2
09100067
55
10 5 23
刘军
王军
J422①3..2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
相不
符符
□□
药皮损伤
完轻严
度重
损损
好伤伤
□□□
偏芯程度
正一严
常般重
□□□
验收结论
同意接收□降级使用□拒绝接收□
其它情况说明
仓库管理员
物资计划员
焊接项目工程师
质检焊接工程师
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
施工单位
江苏天利建设有限公司
分项工程
焊接
45
09 12 25
刘军
王军
J422Φ3..2
09100067
10
09 12 26
刘军
王军
J422Φ3..2
09100067
5
09 12 27
刘军
王军
J422Φ3..2
09100067
5
09 12 28
刘军
王军
J422Φ3..2
09100067
5
09 12 30
刘军
王军
J422Φ3..2
09100067
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
09100067
75
10 1 26
刘军
王军
J422Φ3..2
09100067
45
10 1 28
刘军
王军
J422Φ3..2
09100067
35
10 1 29
刘军
王军
刘军
王军
J422Φ3..2
09100067
45
10 1 28
刘军
王军
J422Φ3..2
09100067
35
10 1 29
刘军
王军
J422Φ3..2
09100067
30
10 1 30
刘军
王军
J422Φ3..2
09100067
20
10 1 31
刘军
王军
J422Φ3..2
09100067
15
10 2 1
刘军
25
10 4 18
刘军
王军
J422Φ3..2
09100067
15
10 4 19
刘军
王军
备注: 当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期: 年 月 日
施工员:
日期: 年 月 日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
15
10 5 14
刘军
王军
J422Φ3..2
09100067
40
10 5 15
刘军
王军
J422Φ3..2
09100067
10
10 5 16
刘军
王军
J422Φ3..2
09100067
10
10 5 17
刘军
王军
J422Φ3..2
09100067
10
10 5 19
刘军
王军
备注: 当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
09100067
55
10 5 23
刘军
王军
J422Φ3..2
09100067
30
10 5 21
刘军
王军
J422Φ3..2
09100067
30
10 5 22
刘军
王军
J422Φ3..2
09100067
65
10 5 25ห้องสมุดไป่ตู้
刘军
王军
J422Φ3..2
09100067
15
10 5 26
刘军
王军
J422Φ3..2
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
09100067
20
10 5 1
刘军
王军
J422Φ3..2
09100067
15
10 4 29
刘军
王军
J422Φ3..2
09100067
5
10 4 30
刘军
王军
J422Φ3..2
09100067
15
10 5 2
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422 Φ3..2
09100067
35
09 12 17
刘军
王军
J422Φ3..2
09100067
55
09 12 18
刘军
王军
J422Φ3..2
09100067
35
09 12 19
刘军
王军
J422Φ3..2
09100067
09100067
15
10 3 2
刘军
王军
J422Φ3..2
09100067
10
10 3 9
刘军
王军
J422Φ3..2
09100067
10
10 3 4
刘军
王军
J422Φ3..2
09100067
25
10 3 5
刘军
王军
J422Φ3..2
09100067
20
10 3 10
刘军
王军
J422Φ3..2
09100067
焊接检验员:
日期: 年 月 日
施工员:
日期: 年 月 日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
09100067
25
10 3 19
09100067
50
10 4 9
刘军
王军
J422Φ3..2
09100067
5
10 4 13
刘军
王军
J422Φ3..2
09100067
50
10 4 14
刘军
王军
J422Φ3..2
09100067
15
10 4 16
刘军
王军
J422Φ3..2
09100067
10
10 4 17
刘军
王军
J422Φ3..2
09100067
15
09 12 31
刘军
王军
J422Φ3..2
09100067
15
10 1 1
刘军
王军
J422Φ3..2
09100067
25
10 1 16
刘军
王军
J422Φ3..2
09100067
20
10 1 17
刘军
王军
J422Φ3..2
09100067
150
10 1 18
刘军
王军
备注: 当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
J422Φ3..2
09100067
30
10 1 30
刘军
王军
J422Φ3..2
09100067
20
10 1 31
刘军
王军
J422Φ3..2
09100067
15
10 2 1
刘军
王军
J422Φ3..2
09100067
15
10 2 2
刘军
王军
J422Φ3..2
09100067
20
10 2 3
刘军
王军
J422Φ3..2
刘军
王军
J422Φ3..2
09100067
20
10 3 21
刘军
王军
J422Φ3..2
09100067
30
10 3 22
刘军
王军
J422Φ3..2
09100067
20
10 3 23
刘军
王军
J422Φ3..2
09100067
5
10 3 27
刘军
王军
J422Φ3..2
09100067
20
10 3 28
刘军
刘军
王军
J422Φ3..2
09100067
15
10 5 3
刘军
王军
J422Φ3..2
09100067
35
10 5 5
刘军
王军
J422Φ3..2
09100067
5
10 5 6
刘军
王军
J422Φ3..2
09100067
30