霍尼韦尔质量控制系统_QCS_在造纸行业中的介绍
QCS及稀释水横幅定量控制系统在生活用纸生产上的应用
QCS及稀释水横幅定量控制系统在生活用纸生产上的应用莫建军【期刊名称】《生活用纸》【年(卷),期】2017(017)010【总页数】6页(P51-56)【作者】莫建军【作者单位】绵阳同成智能装备股份有限公司【正文语种】中文1.1 需求是发展的原动力随着生活品质的提高,人们对纸品质量要求越来越高,在造纸生产环节,成品中最重要的几个指标就是纸张的纵向及横向的定量、水分、厚度、灰分等,其中,定量和水分是生活用纸特别需要关注的。
在QCS出现之前,调节纸张的这几个指标是通过稳定上浆的浓度和流量去稳定纵向定量,通过稳定蒸汽压力去稳定水分。
但生产中的纸幅定量和水分含量是无法即时得到的,直到一轴原纸生产完毕,把纸样拿到实验室去测量,才能得到具体数据,然后根据数据再去调整过程参数。
如果发现了问题,那前面生产的整整一轴原纸,是没有办法去修正的,甚至可能成为废品。
QCS的出现解决了这一难题,通过在线的定量、水分测量,可以随时在生产中进行调整。
横幅方向的指标调节,以真空圆网卫生纸机为例,如果要调整横幅定量,需要把网笼撤开,按照实验室数据去一一调校唇口开度。
每个部位要调校多少,全凭操作者的经验。
调校完成后,把网笼复位。
重新开机并生产一轴原纸后,再实验室化验,才能确定唇口调校是否达到效果。
这一周期一般需要4h以上,如果效果不好,可能还要反复调校。
而小唇板经常调整,会带来形变,影响其使用寿命,更换价格不菲。
显然,这种操作方式即无法保证质量,也会影响产量。
稀释水横向定量控制系统的出现,带来了革命性的改观,从QCS获得当前的横幅曲线,可在线即时调整,保证了纸张品质,也不会对唇板造成损伤。
1.2 QCS控制系统1.2.1 工作原理QCS(Quality Control System),质量控制系统,用来在线对纸张品质进行测量和控制。
QCS包括扫描架、传感器、小车运动控制、数据检测处理及通讯、过程控制、数据分享等几个子系统,涵盖了机械加工、传动、检测、控制、数据总线等多种技术,可以说QCS是纸机上技术最复杂,设计要求最高的设备之一。
霍尼韦尔质量控制系统(QCS)在造纸行业中的介绍

霍尼韦尔质量控制系统(QCS)在造纸行业中的介绍QCS系统对于造纸行业作用显著,主要用于纸张参数检测,能帮助客户节约成本。
标签:QCS;造纸;介绍霍尼韦尔质量控制系统在造纸行业中广泛应用。
确保高水准的生产、质量和过程效率对于所有造纸厂都至关重要。
Da Vinci是霍尼韦尔专为纸浆和造纸行业提供的质量控制系统(QCS)。
Da Vinci QCS提供监控、报告和过程分析显示,可帮助用户即时了解造纸机的效率和所生产纸张的质量。
该系统包含了一整套具备快速扫描和数据处理速度的在线传感器,可提供精确、高分辨率的测量数据。
下图为QCS系统在生产工艺中的安装位置。
霍尼韦尔QCS主要对以下六个指标进行检查。
定量、水分、厚度及灰分,光泽度、涂布量其中定量和水分是最基本参数,控制又分横向控制和纵向控制两种。
下图是QCS对于被调参数的控制流程图。
下面是这6个指标各个传感器的简述。
1 定量传感器用于测量运动中纸张单位面积的质量或定量,它利用纸张吸收β射线的原理进行非接触式的测量,系统主机将定量传感器的测量电压转化成定量值,并对影响精度的各种因素进行补偿。
保证了定量测量的高精度。
工作原理:定量传感器包括一个β射线放射源,一个电离室和一个高倍数检测放大器。
测量电压送到主机后,电压频率转换器先将电压信号转换位频率信号,然后由主机定时对脉冲频率采样计数,再对计数值做算法处理。
2 水分纤维等物质对红外线的吸收在所有波长相差不多,但水分子对波长1.9微米的红外线有很强的吸收能力,对1.8微米的红外线则吸收很少。
因此水份传感器以1.9微米为水份的测量波长,以1.8微米为水份的参考波长。
工作原理:根据两处红外线衰减的差值大小对水份进行测量。
实验证明纸张中单位面积的水份重量与测量得到的比值之间有确定的比例关系,再经过一定的修正,可以直接用于计算单位面积纸张中水份的重量。
3 厚度用于测量纸张的厚度,使用橡胶褶式气囊驱动的圆触点来夹住纸的两侧,气囊与不锈钢臂连接,使得它能良好的悬浮在有皱纹卷曲和波动的纸页上。
QCS

“QCS”是“质量控制系统”的英文缩写,它是指对造纸生产过程中定量、水份、灰份和厚度等参数进行在线检测和控制。
造纸生产过程的成纸定量水份控制是提高产品质量、节约原材料、降低成本、提高自动化程度和企业经济效益的重要手段和措施。
它由计算机控制工作站、智能扫描架、传感器、执行机构和控制算法软件等部分组成。
计算机控制工作站根据采集的现场信息,组合成各种形式的显示图表,实时、动态、直观。
以供工艺人员分析。
界面主要包括:工艺流程图、控制画面、纵横幅定量水份分布图、历史趋势等。
同时形成各种报表,如日报表、班报表、卷报表。
日报表有一天三班各班的总产量、抄造总长度、生产时间、停机时间。
班报表有本班每卷的下机时间、卷目标值、平均值、方差等信息。
卷报表有定量给定值、卷均方差值、卷平均值;水份给定值、卷均方差值、卷平均值;整卷纸重、纸长、断纸次数、断纸时间、整卷抄造时间、平均车速、下卷时间、卷号、班号等信息。
并接受操作员的指令,更改定量水份的设定值。
扫描架的电控部分包括控制器、变频器、传感器和外围保护开关。
扫描架控制器有自动和手动两种控制方式;变频器主要控制扫描头的扫描速度;传感器主要检测扫描架的位置和纸机状态;外围保护开关主要保护扫描架安全运行。
控制方式:定量主要通过控制高精度流量阀调节上网绝干浆量的方法控制纸张的定量;水份主要通过控制蒸汽调节阀改变蒸汽压力即烘缸表面温度来控制纸的水份;灰份主要通过控制填料流量阀调节上网填料量的方法控制纸张的灰份;由于纸张定量和水份的控制是纯滞后很大的过程,相互之间的耦合非常重要,所以系统进行了强解耦控制。
为实现优良的控制品质,系统还引入浓度、车速等工艺变量参与前馈控制。
此外,根据生产工艺要求,系统中还设有断纸自动降汽等自动处理功能。
一般情况下水份、定量工作在大闭环全自动状态,无须人工对系统作任何操作QCS系统定量检测需用同位素放射源,一般有Pm147、Kr85、镅241β。
水份用的是红外线放射源。
一个造纸厂的DCS系统的资料
一个造纸厂的DCS系统的资料1.概述第 2 页 2.系统结构第 3 页 3.硬件简介第 13页 4.工程第30页 5.编程第34页 6.界面设计第61页 7.故障处理第67页 8.网络第70页 9.启动、停机和精调第72页 10.维护第75 页 11.文档化第79页1.DCS是计算机技术、控制技术和网络技术高度结合的产物。
DCS通常采用若干个控制器(过程站)对一个生产过程中的众多控制点进行控制,各控制器间通过网络连接并可进行数据交换。
操作采用计算机操作站,通过网络与控制器连接,收集生产数据,传达操作指令。
因此,DCS的主要特点归结为一句话就是:。
从结构上划分,DCS包括过程级、操作级和管理级。
过程级主要由过程控制站、I/O单元和现场仪表组成,是系统控制功能的主要实施部分。
操作级包括:操作员站和工程师站,完成系统的操作和组态。
管理级主要是指工厂管理信息系统(MIS系统),作为DCS更高层次的应用,目前国内造纸行业应用到这一层的系统较少。
Toal Plant Alcont 系统原属Alstrom公司自动化部,专门致力于浆纸过程控制,后被Honeywell公司收购。
TPA系统是一个开放型分布式过程控制系统。
它基于单一模块化硬件及软件结构,根据各种控制需要进行组态。
TPA系统能在同一个操作站开放不同的窗口监视现场操作TPA系统可以与不同系统共享数据并支持第三方软件。
2.图1 系统结构2.1.1DCSGus7 Gus8 Gus6 DxM1 Gus1 Gus2 Gus3 Gus4 Gus5 PHDOIM1 OM1 OM2SYSTEMPROCESSPM1 PM2 PM3 PM4 PM5PM5IO1 PM2IO1 PM4IO1 PM3IO1 PM1IO1IOLINEPM2IO2 PM4IO2 PM1IO2 PM3IO2 PM5IO2PM3IO3 PM4IO3PM4IO4图2 纸板机DCS系统简图纸板机共有5个PM:PM1是用于控制浆板机筛选、流送系统; PM2是用于网部、压榨、干燥部分控制; PM3是用于打浆、流送控制;PM4是用于筛选、真空、PM5是用于辅料化学、润滑、干燥控制纸板机和浆板机工段:浆板机筛选、流送系统、浆板机干燥、纸板机打浆、流送、筛选、真空、辅料化学、润滑、干燥2.1.2DCSGus7 Gus8 Gus6 DxM1 Gus1 Gus2 Gus3 Gus4 Gus5 PHDOIM1 OM1 OM2SYSTEMPROCESSPM1 PM2 PM3 PM4PM2IO1 PM4IO1 PM3IO1 PM1IO1IOLINEPM2IO2 PM4IO2 PM1IO2 PM3IO2PM1IO3 PM2IO3 PM3IO3 PM4IO3PM2IO4 PM4IO4图3制浆DCS系统简图 PM1是用于控制蒸煮和公共部分PM2是用于控制漂白;PM3是用于控制氧脱木素和筛选;PM4是用于控制化学品制浆现有的工段为:备料、蒸煮、筛选、化学品;2.1.3DCSGus7 Gus8 Gus8 Gus6 DxM1 Gus1 Gus2 Gus3 PHD Gus4 Gus5 Gus8 OIM1 OM1 OM2SYSTEMPROCESSPM6 PM7 PM1 PM2 PM3 PM4 PM5PM2IO1 PM4IO1 PM3IO1 PM1IO1 PM6IO1 PM7IO1IOLINE PM6IO2 PM7IO2 PM2IO2 PM4IO2 PM1IO2 PM3IO2PM6IO3PM4IO3 PM1IO3PM4IO4图4碱回收、动力DCS系统简图 PM1是用于控制苛化和石灰窑;PM2是用于控制蒸发;PM3是用于碱炉;PM4是用于碱炉、PM5 用于汽轮机通讯;PM6 用于控制锅炉PM7 改造项目用于苛化石灰窑碱回收现有工段:蒸发、碱炉、苛化、石灰窑、锅炉和汽轮机2.22.2.1 OM2.2.1.1 OMOperation MoudleOM由处理器、电源、通讯卡、EMM/NVM存储卡、输入输出卡组成,一般安装在同一卡笼内。
进口抄纸质量控制系统QCS的改造
进口抄纸质量控制系统QCS 的改造一、项目简介本研究成果可应用于对早期进口抄纸过程QCS勺改造。
其核心内容是解剖、吸收、改造和国产化,具体说来可描述如下:针对早期从国外引进的QCS目前存在的问题进行深入研究,透析其对纸张定量水分在线检测勺基本原理和详细补偿措施,并在此基础上对其进行改造,实现对早期进口QCS空制系统硬件的改造以及检测和控制软件的国产化,采用以Siemens S7-300 PLC 为核心的控制系统取代原控制柜,改进数据通讯网络,组成新的QCS用于对抄纸过程的定量、水分的控制。
对进口QCS S行技术改造的合同价约为18万元/台,其中技术服务费、利税等约占40%即:8.0万,而用户的进口QCS被改造后,可正常使用寿命约为6〜8年,不需另行进口,可节汇约18万美元。
若按年改造10台计算,年合同金额为180万元,年利税为72万元,为用户节汇180 万美元/年。
另外,因定量水分控制精度提高及故障停机时间的减少,也可产生约1350万元/年的效益。
通过本研究对进口仪表的消化吸收,基本上掌握了进口QCS定量水分在线检测的核心技术,解决了束缚我国QCS 发展的“瓶颈”问题,为提高我国抄纸过程QCS的质量问题迈出了关键的一步,对制造国产高水平的QCS具有很好的参考价值。
另外,我们已经将相关理论及技术知识通过学术论文发表出来,在我们新近出版的专著中也包含了这部分内容。
这对提高相关科技人员对QCS的兴趣也有一定的促进作用。
二、经济效益分析本项目的研究成果适用于拥有进口抄纸过程QCS设备的厂家,特别是拥有前两代产品的纸厂,经过本项目的技术改造后,可使之更新换代,明显减少故障率,达到当前新一代产品的水平。
目前约有110 台进口QCS 设备适合于运用此技术进行改造。
随着时间的推移,一些目前故障较少的进口QCS也将进入本技术改造的范畴。
因此本研究成果具有一定的推广应用前景。
霍尼韦尔PKS 系统、QCS 系统在工业滤纸定量控制中的应用
霍尼韦尔PKS 系统系统、、QCS 系统在工业滤纸系统在工业滤纸定量定量控制中的应用控制中的应用控制中的应用摘要摘要::我们公司工艺控制的核心是Honeywell 新一代的PKS 过程知识系统,质量控制的关键是QCS 质量控制系统(DaVinci)的准确测量。
工业滤纸除了对分离性能、灰分、强度、滤速等有着严格的要求外,还对定量(BasisWeight)提出了更高的挑战,如何将幅宽1880mm 的滤纸定量控制在80±0.5g 内,通过霍尼韦尔的PKS 系统、QCS 系统有效结合,取得了非常好的效果。
关键词关键词::BasisWeight、DaVinci、OperTune、横向控制、纵向控制一、控制系统控制系统介绍介绍介绍造纸工艺流程复杂多样,对系统和设备都有着较高的要求,尤其是系统的可靠性、稳定性以及较高的实用性,是保证生产工艺顺利进行的前提,下面是对我们公司霍尼韦尔系统的简单介绍1、PKS系统过程知识系统))系统((Experion Process Knowledge System过程知识系统系统硬件:: C200控制器 + PMIO卡件 + FTA端子板 + 电源模块 + 机柜 + 一PKS系统硬件台Server +二台Stations;网络结构::(Fault Tolerant Ethernet容错以太网)FTE网络结构PKS系统软件系统软件::R300软件版本 + CEE组态控制执行环境 + ConfigurationStudio 组态软件 + FlexStation操作员控制流程 + HMIWeb人机操作界面 +Quick builder第三方通讯;系统工程师基本操作::PKS系统工程师基本操作PKS所用的组态工作室软件为Configuration Studio,是一种单一化、集成化的全新系统组态环境。
在Server工程师站进入Configuration Studio后,选择服务器System后点击连接,输入用户名和密码,同时选择域;选择Control Strategy_Configure process control strategies过程控制策略,就进入了Control builder界面进行组态。
DCS和QCS在造纸蒸汽冷凝系统的综合应用_单方平
DCS和QCS在造纸蒸汽冷凝系统的综合应用单方平(民丰特种纸股份有限公司 浙江嘉兴 314000)摘 要:本文介绍了本公司纸机蒸汽冷凝系统的控制方案。
关键词:DCS QCS PID 温度曲线 硬件 软件 组态 串级控制1 引言在现代化高速纸机中,最长的就是干燥部。
干燥部的重量为纸机重量的60%—70%,设备费用和消耗均占整个纸机的一半以上,蒸汽消耗占纸的生产成本5%—10%,所以合理的设计纸机干燥部,对于节省纸机投资成本,提高潜在生产能力,保证产品质量和降低生产成本是非常重要的。
最近二三十年中,研究开发了不少在普通烘缸系统中改善传热、干燥效率、能量效率、横幅水分均匀以及纸张质量的新技术。
总的来说,纸机的干燥能力和干燥效率应该尽量的高,而干燥能力消耗则尽可能的低。
由于纸机干燥部是整个工厂能力消耗最大的部位,节约能耗对于降低生产成本,提高市场竞争力尤为重要。
影响纸机干燥部性能的关键因素包括蒸汽和冷凝水系统的设计和操作,恰当的选用干网,安装有效的通风系统以及良好的汽罩等。
本文主要介绍蒸汽和冷凝水系统的设计和操作,在现代化纸机中人工去操作已经不能满足控制要求,下面以正常工作车速500m/min、纸宽3300mm、定量在28—40g/m2的纸机为例来讨论DCS和QCS在造纸蒸汽冷凝系统的综合应用。
2 工艺介绍与控制方案2.1 工艺介绍在整个造纸生产过程中,蒸汽冷凝系统是不可缺少的组成部分,用于给烘缸加热,并对其进行压力控制,从而达到控制温度。
因此温度控制的良莠对纸的水分以及纸的质量有直接的影响。
动力车间产生的过热蒸汽即不饱和蒸汽,难以控制其温度,而且烘缸表面温度会比较高。
对于薄型纸机来说,温度不能太高,因此在一般情况下将不饱和蒸汽处理成饱和蒸汽后才使用。
饱和蒸汽由压力或差压控制控制阀来控制各烘缸组的蒸汽用量。
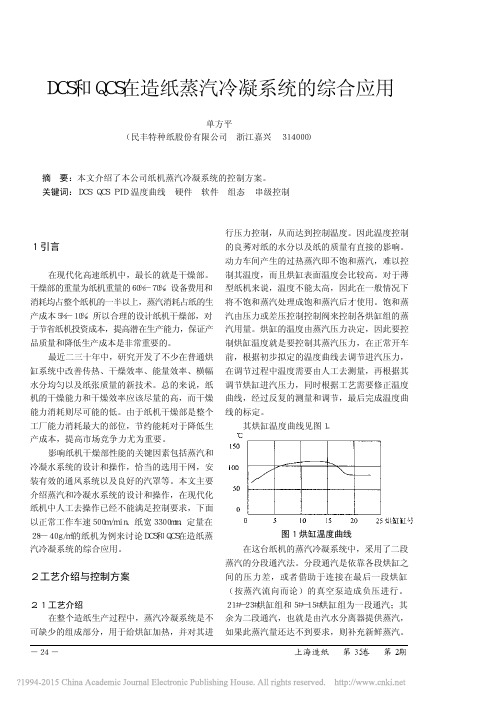
烘缸的温度由蒸汽压力决定,因此要控制烘缸温度就是要控制其蒸汽压力,在正常开车前,根据初步拟定的温度曲线去调节进汽压力,在调节过程中温度需要由人工去测量,再根据其调节烘缸进汽压力,同时根据工艺需要修正温度曲线,经过反复的测量和调节,最后完成温度曲线的标定。
剖析Honeywell数据采集器应用领域

剖析Honeywell数据采集器应用领域Honeywell数据采集器也称手持终端,PDA等,Honeywell数据采集器的应用领域随着社会的发展,如供应链领域、制造业领域、港口与联运、仓储&分销、室外数据采集等等,无一不表明Honeywell数据采集器的应用之广泛。
下面是针对Honeywell数据采集器应用领域的详细说明。
1、供应链从制造业终端到销售终端,节约每一秒时间至关重要。
艾韦迅手持终端可以通过三种形式为您节约这重要的分分秒秒。
首先,我们将先进的影像技术和工业专用处理器与强大的无线通信和支持服务相结合。
其次,我们将10年来对供应链工作人员的研究经验应用于产品设计中,确保最佳的用户体验,提高生产力。
最后,我们确保我们的技术与产品足够坚固,能够经受得住最严苛的应用环境2、制造业资产追踪、质量控制、检查监测、维修维护和过程控制都是移动数据处理带来可衡量工作效率和快速投资回报的机会。
无论是条码数据采集还是替代固定PC工作站,霍尼韦尔解决方案都能给制造商一个完整的作业管理全景3、港口与联运了解世界十大港口中的六大港口、知道世界上300多家港口及联合运输机构的需求,霍尼韦尔将对他们独特需求的了解融入到产品开发中去并超越期待。
随着紧密交织的全球经济越来越多地强调和关注全球供应链的效率,我们的解决方案能够帮助港口抓住这个机遇,实现快速发展4、仓储&分销从接收到发货,从分拣到装运,每一个仓储工作流程都是独一无二的,不同的员工执行不同的任务。
霍尼韦尔端到端的完整产品系列能够满足不同行业的供应链专员的需求,实现工作流程的最优化,提高工作效率和准确性5、室外数据采集室外数据采集工作充满挑战。
雨水、灰尘和阳光都会干扰工作效率。
我们的产品在设计时就考虑到这些问题,为工人提供履行职责所需的移动数据处理方案。
我们的许多产品都支持WWAN连接,使公用事业、农业、森林、采矿、及其它行业的工作者都可以时刻保持网络连接,以进行关键的数据传输.。
QCS在纸机及涂布工艺的应用
水分 控制 是依 靠改 变前 后干燥 部 的烘箱 内的 蒸 汽压力 来 实现干 燥功 能 的 。压 力测 量是 使用 日
本横 河 E A4 0智能 压力 变送 器 。执 行机 构 则 是 J 3 KOS ) ( 气动 调节 阀 。当发 生 断 纸 时 , 统 自动 降 系
低蒸 汽压 力。
之 间 的浆 种 。H 因 子 在 1 0 8 0左 右 。
发 实用 的数学 模型 , 使生 产科 学化 、 范化 是技 术 规
进 步 的必 由之路 。
[ 参 考 文 献 ]
[ ] 郭 长裕 . 网 子计算 尺 原理及 应 用[]纸和 造纸 ,93 1:] 1 H J. l8() 1. [ ] 郭 长 裕 , 善 桂 . P 法 问 歇 蒸 煮 小 放 气 控 制 的 数 学 模 型 2 刘 K
控制 方式 分本 地 控 制 和远 程 控 制 , 程 控 制 远 有 含 串级控 制 和单 闭环 控 制 。正 常 工作 时 , 作 操 人 员 在 操 作 员 站 上 设 定 定 量 、 分 、 分 的 工 艺 水 灰 值, 控制 器根 据扫 描 架 测 量 的值 对 执 行机 构 进 行
的 定 量 减 去 原 纸 定 量 , 次 涂 布 量 就 是 二 次 涂 布 二 后 的定量 减去 一次 涂布 后 的定量 。
Acu a l 9 cr y 1 0系统 能 合 理 地 对 纸 面 的定 量 、 水 分 、 分 实 现 控 制 , 高 纸 张 的 成 品 率 和优 质 灰 调 率, 减少纸 病 , 节约原 辅料 和能 源 , 降低成 本 , 高 提 公 司效益 。在 日常 维 护检 查 中 , 注 意 清洁 扫 描 要
4 7 最 多 可 以带 四个 传 感器 , 量 传 感 器 、 - m, 定 水 分 传感 器 、 灰分 传感 器 、 度传感 器 。 厚
霍尼韦尔DCS系统在制浆造纸的应用_控制系统_工业自动化控制_1277

霍尼韦尔DCS系统在制浆造纸的应用_控制系统_工业自动化控制Experion PKS PMD DCS系统是美国霍尼韦尔公司的产品。
在Experion平台下的PKS过程知识系统,可将所有过程控制与安全管理(包括非霍尼韦尔系统)纳入一个独立,统一的结构中,形成统一标准的过程系统结构。
Experion PKS PMD DCS的组成基于霍尼韦尔过程知识系统PKS(Process Knowledge System)技术,其中PMD(Process Machinery and Drives)DCS意为整合DCS,PLC,DRIVE 等系统知识于一体的DCS控制系统。
DCS应用系统结构本文基于广州造纸厂一台年生产能力16万吨的新闻纸造纸机和配套的废纸脱墨生产线。
该纸机以100%的废纸脱墨浆生产45g/m2优质新闻纸,设计车速1500 m/min。
该纸机和脱墨生产线均采用霍尼韦尔公司的Experion PKS PMD DCS 系统进行过程控制。
本文结合实际应用对该DCS系统的网络构成,主要硬件和软件,系统结构等方面的主要特性进行描述。
一、Experion PKS PMD DCS系统网络结构对于DCS的系统网络来说,它必须满足实时性的要求,即在确定的时限内完成信息的传送。
同时系统网络还必须非常可靠,无论在任何情况下,网络通信都不能中断。
容错以太网在DCS系统中,通讯问题关系整个系统工作的可靠性,网络的瞬间中断都可能导致数据丢失而造成一些不可预见的问题。
Experion PKS PMD DCS整个系统网络的关键结构是容错网络,容错网络是基于以太网、容错技术的TCP/IP网络,又称为容错以太网。
霍尼韦尔 PKS网络上所有节点均为容错以太网节点,容错以太网的最大特征是两条通讯线路一起工作,同时另外两路备份,如果其中一路出错会给出报警,但整个网络不会出现中断的情况。
原理设计是保证不出错,预防在先。
而一般的网络冗余设计是指两条通讯线路一条工作另一条备份,如果出错则另一条切入, 原理设计是出错后再补救,补救在后。
造纸过程QCS系统的应用和研究

格产品下降,降低了原材料消耗和减轻工人的劳 动强度,提高了企业的经济效益,使产品提高到新 档次。实践表明该QCS系统是性能优越的质量控 制系统。■
[参考文献] [1]杨庆宾.制浆造纸设备的发展趋势[J].国际造纸,
1998,17(1)3~7
Appl ication of QCS System in Paper Making Process WANG Xiu—qing,LI Jin—shan
自动化与仪表 AUTOMATION AND INSTRUMENTATION 2001,16(4) 0次
参考文献(1条) 1.杨庆宾 制浆造纸设备的发展趋势 1998(01)
相似文献(4条)
1.学位论文 原亮 年产4万吨生活卫生纸QCS系统设计及实施 2008
在造纸生产过程中,成纸的质量是关键,特别是在大规模自动化生产的今天,一台大型的造纸机年产量可以达到40万吨以上。相当于每个小时就有将近 45吨纸被生产出来。
1概述 造纸过程是一个多变量的复杂的对象,造纸
机生产过程的主要被调参数有:纸页定量,包括与 之有关的上网浆料的浓度、流量、PH值;纸页水 分,包括与之有关的蒸汽和冷凝水系统的压力、压 差等;流浆箱液位压力和唇口开度;造纸机的正常 运行参数包括车速、网位移(跑偏)、纸页断头处理 等。对于合格纸的产品质量,主要控制4个指标, 即定量、水分、厚度及灰分。而定量和水分是纸张 质量的最基本的物理指标,稳定成纸定量和水分 这两个参数是十分必要的。
纸机QCS控制方案DOC
建议不采用静刀和外旋式,其精度低于动刀5倍。且稳定性差。
(2)、成浆池浓度受来自网下坑浆浓度影响,网下坑浆池要严格人工掌握加水量。
(3)、高位箱浆浓度按2.5%自动调节。
(4)、上料操作:
a、启动网部运行,开高压水洗网,人工开网下白水池补充白水,成浆池S闸板阀处于关闭状态,启动白水泵循环白水,白水箱控制阀人工开启一定开度,启动冲浆泵,白水自身循环。
5.The Sensor carriage传感器移动平台
Sec. 3
电子和电气原件
1.The Motor电机
2.The Electronic Drive system电子驱动系统
3.220Vac/24Vac Transformer220Vac/ 24Vac的变压器
4.Scanner control electronics扫描架控制电气
8.66 t/h85.3 % 58.28 kwh 59.28 kwh
C9.03 kwh/t 10.08 kwh/t
6.88 t/h
80.68 %
3.65M 4.28 M
L28.86 A白水泵L
贮浆池 浆泵 贮浆池
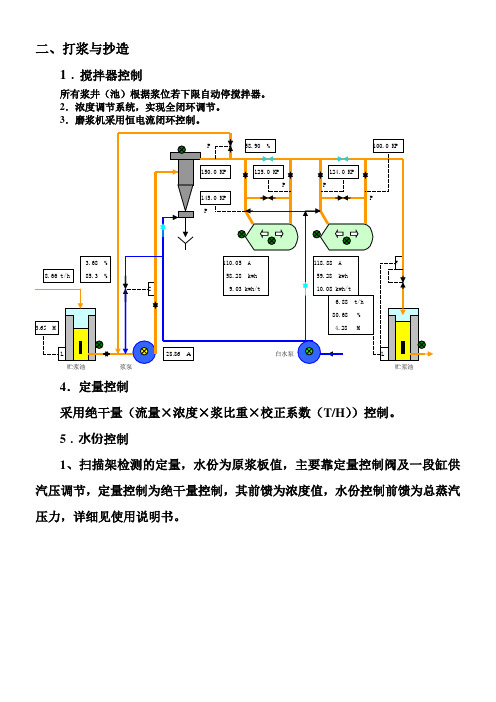
4.定量控制
采用绝干量(流量×浓度×浆比重×校正系数(T/H))控制。
5.水份控制
1、扫描架检测的定量,水份为原浆板值,主要靠定量控制阀及一段缸供汽压调节,定量控制为绝干量控制,其前馈为浓度值,水份控制前馈为总蒸汽压力,详细见使用说明书。
(5)定量控制阀:
本套系统我们选用ZBJV型电动V型球阀,其特点:
结构紧凑----步进电机执行机构,比其它任何执行机构更紧凑、更可靠、传动效率高。
间隙小----采用精密滚珠丝杠及多种手段将传动机构的间隙降至最小。
Voith QCS在纸机上的应用
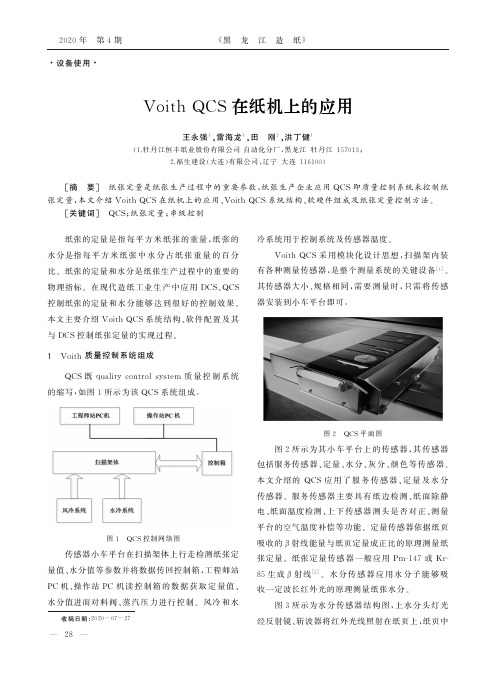
设备使用V o i t hQ C S 在纸机上的应用王永强1,雷海龙1,田㊀刚2,洪丁健1(1.牡丹江恒丰纸业股份有限公司自动化分厂,黑龙江牡丹江157013;2.福生建设(大连)有限公司,辽宁大连116100)[摘㊀要]㊀纸张定量是纸张生产过程中的重要参数,纸张生产企业应用Q C S 即质量控制系统来控制纸张定量,本文介绍V o i t hQ C S 在纸机上的应用㊁V o i t hQ C S 系统结构㊁软硬件组成及纸张定量控制方法.[关键词]㊀Q C S ;纸张定量;串级控制收稿日期:2020-07-27㊀㊀纸张的定量是指每平方米纸张的重量,纸张的水分是指每平方米纸张中水分占纸张重量的百分比.纸张的定量和水分是纸张生产过程中的重要的物理指标.在现代造纸工业生产中应用D C S ㊁Q C S 控制纸张的定量和水分能够达到很好的控制效果.本文主要介绍V o i t hQ C S 系统结构㊁软件配置及其与D C S 控制纸张定量的实现过程.1㊀V o i t h 质量控制系统组成㊀㊀Q C S 既q u a l i t y c o n t r o l s y s t e m 质量控制系统的缩写,如图1所示为该Q C S 系统组成.图1㊀Q C S 控制网络图㊀㊀传感器小车平台在扫描架体上行走检测纸张定量值㊁水分值等参数并将数据传回控制箱,工程师站P C 机㊁操作站P C 机读控制箱的数据获取定量值㊁水分值进而对料阀㊁蒸汽压力进行控制.风冷和水冷系统用于控制系统及传感器温度.㊀㊀V o i t hQ C S 采用模块化设计思想,扫描架内装有各种测量传感器,是整个测量系统的关键设备[1].其传感器大小㊁规格相同,需要测量时,只需将传感器安装到小车平台即可.图2㊀Q C S 平面图㊀㊀图2所示为其小车平台上的传感器,其传感器包括服务传感器㊁定量㊁水分㊁灰分㊁颜色等传感器.本文介绍的Q C S 应用了服务传感器㊁定量及水分传感器.服务传感器主要具有纸边检测㊁纸面除静电㊁纸面温度检测㊁上下传感器测头是否对正㊁测量平台的空气温度补偿等功能.定量传感器依据纸页吸收的β射线能量与纸页定量成正比的原理测量纸张定量.纸张定量传感器一般应用P m G147或K r G85生成β射线[2].水分传感器应用水分子能够吸收一定波长红外光的原理测量纸张水分.图3所示为水分传感器结构图,上水分头灯光经反射镜㊁斩波器将红外光线照射在纸页上,纸页中82图3㊀放射源原理图的水分子吸收红外线后,剩余的红外线经扩散器被传感器探头接收.传感器将信号转换成电信号经放大器㊁通信板卡传到P C 机.下水分头中有4个信号探测器,可接收不同波长的红外线,分别用来测量水分㊁水分基准㊁纤维和纤维基准.2㊀C o m C o r e 软件应用㊀㊀C o m C o r e 软件是V o i t hQ C S 上位机监控软件,其用户界面清晰,功能全面,便于检测值及故障报警信息的查询.C o m C o r e 软件支持多种通讯协议,方便与其他系统及设备进行数据交换.C o m C o r e 软件应用P r o f i b u s 总线与西门子从站E T 200S 通信,进行上浆流量㊁浓度等信息的读取,应用C A N 总线与扫描架体通信,应用T C P /I P 协议与D C S ㊁M I S等系统通信.图4为C o m C o r e 软件主页,该页大概分为5部分组成,既S c a n n e rD a t a ㊁S c a n n e r m e s s a g e s ㊁S c a n Gn e r i n f o r m a t i o n㊁扫描架控制及横向曲线.通过软件主页可以了解到扫描架的基本信息及简单操作.图4㊀Q C S 主页面㊀㊀S c a n n e rD a t a 部分主要描述了扫描架测头的位置信息,P h o t o c e l l 为纸边开关,当为o n 时,测头会自动检测纸边,对纸幅进行反复扫描.当为o f f 时,测头会进行定位置扫描,既按照B a c kR e v e r s e P o s i Gt i o n ㊁F r o u n tR e v e r s eP o s i t i o n 所指定的位置区间进行反复扫描.P o s i t i o n 为测头当前位置,S a m p l e P o s i t i o n 和S a m pl eP o s .f r o m B S 为采样位置,通过对标准纸样的采样,校正传感器的测量值.F i x92po i n t 为固定点扫描位置,即固定点扫描按钮被按下时,测头按照F i x p o i n t 指定的位置进行单点扫描.W e bw i d t h 为测头扫描时测量的纸幅幅宽值,R e Gm a i n i n g T i m e t o S t d z 为距离下一次标准化的时间.标准化是指测量小车回库,在无纸状态下进行测量,得到标准化电压并在下一次测量中参与实时值的计算,定期执行标准化可以减小机械量的位移㊁放射源的衰变㊁空气的微小变化㊁灰尘在测量窗口的堆积等因素对实时值的影响.㊀㊀图5所示为扫描架体的一些参数配置,该页面主要实现的功能有位置区间扫描的参数配置,标准化时间的参数配置,测量小车移动速度的参数配置,冷却系统水箱温度的参数配置,扫描架的位置保护开关及扫描架工作状态指示.通过该页面可了解扫描架的相关配置信息及其工作状态.扫描架工作异常时,可查看S C A N N E RS T A T E 中扫描架的工作状态.如扫描架停止工作,R E E DS W I T C H 报警变为红色时,既工作人员需检测上下测头是否对齐.如C O O L I N G W A T E R 报警变为红色,工作人员则需要查看冷却水系统温度是否过高,压缩机工作状态等设备.由于软件页面及功能较多,本文不再一一详述.图5㊀Q C S 内部参数3㊀D C S 与Q C S 纸张定量控制的实现㊀㊀D C S 与Q C S 均可实现纸张定量的控制,由于定量控制具有较大的时间常数和滞后时间,P I D 单回路控制效果不理想,浆料流量的波动是其主要干扰因素,因此,采用串级控制,消除干扰,从而改善控制质量,使生产能够稳定可靠.㊀㊀图6所示为仪表控制回路,将Q C S 系统测量到的定量实时值应用O P C 技术传回D C S中流量控制图6㊀仪表控制回路03回路,既流量控制回路的给定值是定量控制回路的输出.然后通过流量控制,控制料阀的开度,进而控制定量.㊀㊀图7所示为D C S功能块程序图,本文所用D C S 系统为浙江中控E C S 700系统,应用其P I D扩展功能块,P A T控制功能块完成定量的串级回路控制[3].图7㊀D C S功能块程序图4㊀总结㊀㊀本文主要介绍V o i t h质量控制系统的系统结构㊁软硬件组成以及串级控制纸张定量的控制过程.该系统检测精度高,结合串级控制㊁高精度执行机构用来控制纸张定量能够达到良好的控制效果,满足生产需要.[参㊀考㊀文㊀献][1]㊀王伟.纸张质量控制系统(Q C S)应用技术研究[D].济南:山东轻工业学院,2012.[2]㊀陆平.达芬奇质量控制系统在特种纸机上的应用[C]\中国造纸学会.2019中国制浆造纸自动化技术与智能制造研讨会论文集,2019:365G377.[3]㊀E C S700系统说明书[Z].2012.A p p l i c a t i o no fV o i t h Q C S i nP a p e rM a c h i n eW A N GY o n gGq i a n g1,L E IH a iGl o n g1,T I A NG a n g2,H O N GD i n gGj i a n1(1.A u t o m a t i o nb r a n c ho f M u d a n j i a n g H e n g f e n g P a p e rC o.,L T D,M u d a n j i a n g157013,C h i n a;2.F u s h e n g C o n s t r u c t i o n(D a l i a n)C o.,L T D,D a l i a n116100,C h i n a)A b s t r a c t:P a p e rr a t i o ni sa ni m p o r t a n t p a r a m e t e r i n p a p e r p r o d u c t i o n,p a p e r p r o d u c t i o ne n t e r p r i s e su s e Q C S t h a t i s t h e q u a l i t y c o n t r o l s y s t e mt o c o n t r o l p a p e r q u a n t i t a t i v e,t h i s p a p e r i n t r o d u c e s t h e a p p l i c a t i o n o f V o i t hQ C So n p a p e rm a c h i n e,V o i t hQ C Ss y s t e ms t r u c t u r e,s o f t w a r e a n dh a r d w a r e c o m p o s i t i o n a n d p a p e r q u a n t i t a t i v e c o n t r o lm e t h o d.K e y w o r d s:Q C S;p a p e r r a t i o n;c a s c a d e c o n t r o l声明㊀㊀本刊现入编 中国期刊全文数据库 ㊁ 中国学术期刊综合评价数据库来源期刊 ㊁ 万方数据――数字化期刊群 和 中国核心(遴选)数据库 ,凡投稿本刊或允许本刊登载的文章或信息,均视为已同意本刊授权合作媒体使用.本刊支付的稿酬中已包含授权费用,不再另行发放,作者如不同意将文章入编,投稿时敬请说明.13。
霍尼韦尔燃烧产品手册

霍尼韦尔燃烧控制产品手册燃烧安全控制器燃气阀门组7800 系列燃烧安全控制器Satronic 系列燃烧安全控制器Honeywell 锅炉及燃烧器控制产品目录7800 - 系列燃烧程序控制器 (5)EC7800 / R M7800 - 燃烧程序控制器..........................................................................................5Q7800 - 通用接线座...............................................................................................................5S7800A - 吹扫时间定时卡......................................................................................................5S7800 - 工作状态显示板.........................................................................................................5S7810 - 数据通讯板..................................................................................................................5S7820A - 远端复位板...............................................................................................................5R7800 - 火焰信号放大器............................................................................................................5其它常用燃烧程序控制器 (6)R4343D/E - 火焰开关型控制器......... ................................................................................................6FC1000A/B-火焰开关型控制器...................................................................................................6RA890F/G - 基本型燃烧安全控制器.......................................................................................6火焰探测器 (7)C7015A - 红外滤波型火焰探测器.............................................................................................7C7027A - 一体化紫外型火焰探测器.............................................................................................7C7035A - 紫外型火焰探测器(紫外探测管可更换)........................................................................7C7061A/F-紫外,自检型火焰探测器................................................................................................7C7012A/C/E/F - 紫外型火焰探测器(可带探头自检及防爆)...............................................................7Satronic 燃烧安全控制器 (8)数字微处理器型燃油燃烧程序控制器.......................................................................................8数字微处理器型燃气燃烧程序控制器..........................................................................................8模拟型燃油燃烧程序控制器................................................................................................8模拟型燃气燃烧程序控制器...................................................................................................8点火变压器..................................................................................................................8火焰探测器.........................................................................................................8风门执行器 (9)MT4000 - 中小型燃烧机用风门或蝶阀执行器..............................................................................9LKS - 系列风门执行器...............................................................................................................9MODUTROL I V - 大中型燃烧器用风门执行器..............................................................................9MODUTROL I V - 系列执行器通用配件.......................................................................................9压力开关及压力控制器............................................................................................................10 L404-锅炉压力控制开关 (10)L91B - 锅炉蒸汽压力控制器...................................................................................................10P7800 - 锅炉蒸汽压力控制器................................................................................................10C6097A - 燃气、空气压力开关.............................................................................................10燃气电磁阀(UGV系列) (11)VE400AA - 系列点火电磁阀 (11)VE4000A1 -无流量调节功能,通断,常闭,快开螺纹连接电磁阀 (11)VE4000B1 -具有流量调节功能,通断,常闭,快开螺纹连接电磁阀 (11)VE 4000B3 -具有流量调节功能,通断,常闭,快开法兰连接电磁阀 (12)VE4000 C1- 具有流量调节和缓慢开启功能的通断常闭阀 (12)VE5000及V5055 -系列电液执行器型电动阀 (12)VQ400 -系列 “A”级 组合电磁阀 (13)VR400 -系列组合“A”级电磁阀 (14)VQ465、VQ480 -系列大口径组合电磁阀 (15)VG400、VG4000 -系列手动复位“A”级电磁阀 (16)BT-BC -系列大口径电磁阀 (16)VF 5000 - 系列燃气调节蝶阀 (17)HUPF -带过滤器的调压器,HUF -过滤器 (17)HUPF- 带过滤器的调压器 (17)HUF -过滤器 (17)HUG -燃气连接软管 (18)A4021A -燃气阀门泄漏检测器 (18)小型家用及商业用燃气电磁阀及控制器 (19)CVI 控制系统 (19)VR4605AB/CB 系列电磁阀及 S4560 系列控制器 (20)阀门流量曲线图 (21)VE400及VE4000 - 系列电磁阀流量曲线图 (21)VE4000及VE5000 -系列电磁阀流量曲线图......................................................... (22)VQ400 -系列组合电磁阀流量曲线图 (22)VQ465/VQ480 - 系列电磁阀流量曲线图 (23)VF5000A -系列蝶阀流量曲线图 (24)HUPF -系列调压器流量曲线图 (25)HUF -系列过滤器流量曲线图 (25)产品型号索引 (26)本产品手册如与出厂资料不同,请以出厂资料为准。
Honeywell先进控制软件介绍PPT课件

Profit Optimizer
Profit Bridge w/ Process Models
联
Profit Controller
Profit SensorPro, Early Event Detection, Profit Toolkits
Profit Loop, Profit PID, Loop Scout
Advanced Solutions
先进控制与优化软件层次架构
ProfitMax
Profit Optimizer
Profit Controller
Profit SensorPro, Early Event Detection, Profit Toolkits
Profit Loop, Profit PID, Loop Scout
» 全球25个最大的炼油厂有24个使用了Honeywell的集成系统
• 在化工行业
» #1 在乙烯装置,全球超过50%的乙烯装置 » #1 在芳烃装置,全球超过50%的芳烃装置 » #1 在合成氨装置,全球超过40%的合成氨装置
• 与UOP联合开发石化应用
8 Honeywell Proprietary and Confidential
协调优化
• 对非线性严重的过程采取增益调度(通过 Profit Bridge) 直接朝利润最大的方向移动 在可能情况下,进行全局优化
与 Profit Controller 应用共享模型
根据过程的动态特性和响应时间计算
控制器的优化速度 专利桥模型技术:在整个优化范围内,完全的动态关
ProfitMax
Industry Solutions Systems, Sales, & Support
霍尼韦尔的DCS、SIS、CCTV系统在神华包头煤制烯烃项目中的应用

霍尼韦尔的DCS、SIS、CCTV系统在神华包头煤制烯烃项目中的应用霍尼韦尔的DCS、SIS、CCTV系统在神华包头煤制烯烃项目中的应用:简单介绍了神华包头煤制烯烃项目中应用的霍尼韦尔公司的DCS、SIS、CCTV 等主要产生监控系统的系统结构,以及各系统间的集成。
并介绍了生产调度指挥中心如何实现全厂生产数据的采集、数据处理及显示。
:控制系统;数据采集;实时数据库1神华包头煤制烯烃项目,于2006年12月获得国家发展和改革委员会核准,总投资165亿元,是迄今为止经国家核准的唯一的煤制烯烃项目,也是世界首套煤制烯烃工业化生产示范基地。
项目建设规模:180万吨/年煤制甲醇、60万吨/年甲醇制烯烃、30万吨/年聚乙烯、30万吨/年聚丙烯、4套6万立方米/小时空分制氧、3套480吨/小时蒸发量的热电站以及辅助生产设施和公用工程等。
核心技术采用国内自主知识产权的甲醇制烯烃技术,其他主要工艺装置均采用世界先进的煤化工/石油化工技术,包括GE水煤浆气化技术、德国林德公司低温甲醇洗技术、英国DAVY公司甲醇合成技术、美国DOW公司聚丙烯技术、美国UNIVATION公司聚乙烯技术等。
2为了确保系统的完整性、协调性和工程进度,本项目控制系统的采购采用了MAV(Main Automatic Venders)方式。
MAV与业主签订框架协议,在项目执行中由EPC与MAV供货商分别签署采购合同。
最终霍尼韦尔公司中标。
MAV的供货范围包括DCS、SIS、GDS、工业CCTV、DLP大屏幕显示系统以及相关的安全栅、机柜和就地控制室仪表盘等。
序号系统/设备名称生产厂商1 DCS HONEYWELL2 SIS HONEYWELL3 CCTV HONEYWELL4 GDS 德尔格5 DLP BARCO6 安全栅 MTL7 机柜 RITTAL33.1 DCS3.1.1 DCS本项目采用联合控制室(UCR)和现场机柜室(FRR)结合的配置方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
- 67 -
ÄÅÇ!ÂÉÁ"Ã#ÆÈÄ$)&0ÅÆÇÈ2ÂÉÄ1'&(34%B5&Å!1Ç#ÄÂÉ'678Æ(9@A科技创新
2013 年第 25 期 科技创新与应用
霍尼韦尔质量控制系统(QCS)在造纸行业中的介绍
武 星 1 薛小乐 2
(1、霍尼韦尔天津有限公司,天津 300457 2、顶新集团生产工艺组,天津 300457)
3 厚度 用于测量纸张的厚度,使用橡胶褶式气囊驱动的圆触点来夹住 纸的两侧,气囊与不锈钢臂连接,使得它能良好的悬浮在有皱纹卷 曲和波动的纸页上。这个应用广泛,在新闻纸,文化用纸,板纸上应
用广泛。厚度传感器有多种类型,有机械式,有 laser 式等。
4 灰分
灰分传感器用于检测运动中纸张的灰份含量,所谓灰份是指纸
信度 95%时,查 F 值表,F 表=19.00,F 计<F 表故两种方法的精密度没 有显著性差异;查 t 表,t 表=2.78。因 t 计<t 表故两种方法的准确度没有 显著差异,说明改进后方法准确可靠,能完全替代原分析法。
3 结束语 由以上讨论可看出,采用了新的方法后,环氧乙烷中的微量 CO2 分析具有灵敏度高、结果准确、可靠优点,能够满足指导生产, 有较大的实用价值。
表 4 两种方法测定二氧化碳结果比较
F
!
!
#$%
& ’
&
F 计=S12/S22=0.62/0.22=9 S 合=0.40准确性试验 取一个 10mg/kg 标样,用两种分析法分别进行平行测定,测定
结果见表 4。 根据表四数据证明,改进后方法比原分析法标准偏差小,当置
下图为 QCS 系统在生产工艺中的安装位置。
吸收很少。因此水份传感器以 1.9 微米为水份的测量波长,以 1.8 微 米为水份的参考波长。
工作原理:根据两处红外线衰减的差值大小对水份进行测量。 实验证明纸张中单位面积的水份重量与测量得到的比值之间有确 定的比例关系,再经过一定的修正,可以直接用于计算单位面积纸 张中水份的重量。
张燃烧后留下的残渣。一般来说残渣的多少反映了人们在纸浆中为
ÁÁ霍尼韦尔QCS主要对以下六个指标进行检查。定量、水分、厚
度及灰分,光泽度、涂布量其中定量和水分是最基本参数,控制又分 横向控制和纵向控制两种。
下图是 QCS 对于被调参数的控制流程图。
下面是这 6 个指标各个传感器的简述。 1 定量传感器 用于测量运动中纸张单位面积的质量或定量,它利用纸张吸收 β 射线的原理进行非接触式的测量,系统主机将定量传感器的测量 电压转化成定量值,并对影响精度的各种因素进行补偿。保证了定 量测量的高精度。 工作原理:定量传感器包括一个 β 射线放射源,一个电离室和 一个高倍数检测放大器。测量电压送到主机后,电压频率转换器先 将电压信号转换位频率信号,然后由主机定时对脉冲频率采样计 数,再对计数值做算法处理。 2 水分 纤维等物质对红外线的吸收在所有波长相差不多,但水分子对 波长 1.9 微米的红外线有很强的吸收能力,对 1.8 微米的红外线则
摘 要:QCS 系统对于造纸行业作用显著,主要用于纸张参数检测,能帮助客户节约成本。 关 键 词:QCS;造纸;介绍
霍尼韦尔质量控制系统在造纸行业中广泛应用。确保高水准的 生产、质量和过程效率对于所有造纸厂都至关重要。Da Vinci 是霍 尼韦尔专为纸浆和造纸行业提供的质量控制系统(QCS)。Da Vinci QCS 提供监控、报告和过程分析显示,可帮助用户即时了解造纸机 的效率和所生产纸张的质量。该系统包含了一整套具备快速扫描和 数据处理速度的在线传感器,可提供精确、高分辨率的测量数据。
了达到某种纸张性能或纸张的经济效益而加入的化学品的多少,通 常所加入的化学品,如二氧化钛,磁土,碳酸钙等都具有比纤维更高 的分子量,纤维是由分子量较轻的氢和碳组成。
灰份传感器能够直接检测纸张中的灰份含量,系统软件将灰份 测量值除以绝干定量计算值就得到了灰份百分比含量。
5 光泽度 纸张的感光性能,根据纸张反射光的不同,传感器统计接收的 不同量的光。计算光泽度。 6 涂布量 涂布量采用步进马达控制单位平方米纸张涂布量的多少。Da Vinci QCS 系统的基础是应用服务器,用于运行性能控制并支持各 个精密平台扫描仪和精密测量传感器。Da Vinci 采用了先进多变量 预测控制技术,可提高纵向和横向的纸张质量,并最大限度地减少 等级变化造成的损失。每个精密平台都采用了一个专用的精密测量 处理器(PMP),PMP 是一种高速信号处理器,通过专用以太网进行 通信,以提供先进的性能。除了传统的定量传感器,它还支持高灵敏 度的钷 147,以提供更高的精度。为了便于进行过程分析,Da Vinci 提供了多种显示方式,包括彩色地图(Color Map)、3D 地图和属性频 谱(Profile Spectrum)。该产品是 Experion 架构的组成部分之一,集成 的用户界面有助于从多种不同的应用服务器进行管理。Da Vinci QCS 提供较高的分辨率,并可对纸张特性进行准确的在线检测。该 系统可帮助纸浆和造纸行业最大限度地减少浪费,降低生产的不合 格率,同时缩减能耗开支。该系统对于保证纸张质量的一致性具有 关键作用。 7 结束语 QCS 系统具有反应迅速,对于生产中的问题,调整快,能够很好 的稳定产品的质量(定量,水分)配合霍尼韦尔的 DCS 系统,可以便 于控制,为工厂节省成本,是可以信赖的系统。