包钢轨梁厂2号生产线矫直机电控系统
包钢轨梁厂2#轧钢生产线成功试轧75kg/m钢轨

5 结 束 语
此次改造能如期实施 , 可 以明显地降低工厂的
燃 料 消耗 , 同时节 省 可观 的人 工 及设备 维护 成本 , 提 高无需 常化 工艺 的 钢 管 的生 产 节 奏 , 使 工 厂获 得 的 可 观 的经济 效益 。
参
考
文
献
4 改造 实施后预 测效果
图3 改造 方 案俯视 图
定 目前几 乎所 有产 品规 格 都要 走 再 加 热 炉 , 因此燃
气消耗 指 标 很 高。随着 舛 6 0 m m P Q F连 轧 机 组
2 0 1 2年 8月份 的建 成 投 产 , 届时原 q  ̄ 4 0 0 m m 自动
轧 管 机 组 生 产 的 高 端 产 品 规 格 将 优 化 匹 配 到 d  ̄ 4 6 0 mm P Q F连 轧机 组 , 这 样更 能 突出 q  ̄ 4 0 0 mm的 成 本优 势和新 机组 的 高精 度 高质 量 的优 势 , 形 成 最
[ 2 ] 程 飞 生. 钢 管 生产 线上 各 种 冷 床 的 利 弊 与 选 用[ J ] . 机械 管理 开发 , 2 0 0 9 , 2 4 ( 1 ) : 2 7— 2 9 .
包钢 轨 梁厂 2 样 轧钢 生产 线成 功试2 轧钢 生产线 7 5 k g / m钢轨 首次 成功 试轧 , 不仅 丰 富 了该 生产 线 的轧 制 品种 , 也为整 条生 产 线早 E t 达产 提供 了保证 。为 了保证 2 轧钢 生产 线试 轧成 功 , 轨 梁厂 在 l 轧钢 生 产线 生 产工 艺 的基 础上 做 了
进一步优化 , 采用铸铁轧辊代替原来的钢轧辊 , 进一步提高钢轨表面质量。同时, 该厂认真按照钢轨生产规 范组织 2 轧钢生产线岗位人员进行模拟轧制 , 对发现 的问题一一处理和总结 , 并要求各工序对设备 的每次 运行情况认真记录。通过加热炉 、 B D 1 、 B D 2 、 C C S 、 打印机 、 冷床预弯 、 矫直 、 探伤检测等工序的配合 , 轨梁厂 2 轧钢生产线顺利轧制出 7 5 k g / m钢轨合格断面。试轧产品送交该 厂钢轨检验室检验后表明 , 产品在表面 质量 、 内部质量 、 断面尺寸 、 钢轨性能等方面指标均符合“ 铁标 ” 标准。
包钢重卷分卷机组拉弯矫直机张力辊的受力分析与控制
业出版社,2007年
【3】Shuang Yang。BaoTou Iron&Steel Tension Leveling Line Sequence of Operation,Unico
..155..
2拉伸弯曲矫直机的工作原理
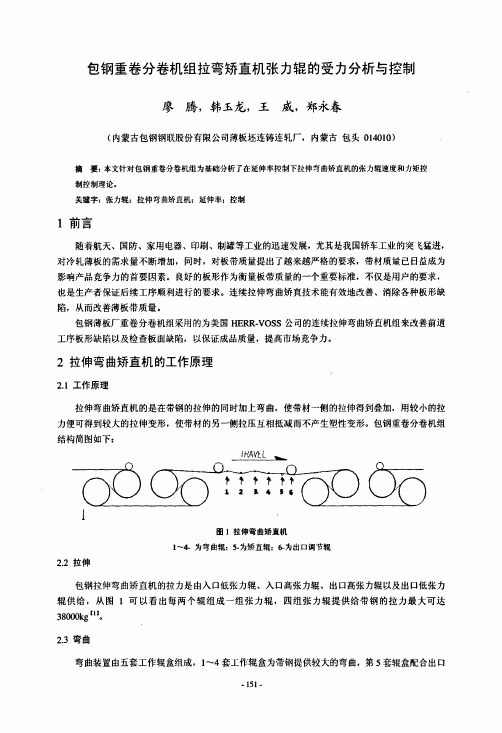
2.1工作原理 拉伸弯曲矫直机的是在带钢的拉伸的同时加上弯曲,使带材一侧的拉伸得到叠加,用较小的拉 力便可得到较大的拉伸变形,使带材的另一侧拉压互相抵减而不产生塑性变形。包钢重卷分卷机组 结构简图如下:
!堂坠!k.
1
图l拉伸弯曲矫直机 l~4-为弯曲辊;5.为矫直辊;6-为出口调节辊
2.2拉伸 包钢拉伸弯曲矫直机的拉力是由入口低张力辊、入口高张力辊、出口高张力辊以及出口低张力 辊供给,从图1可以看出每两个辊组成一组张力辊,四组张力辊提供给带钢的拉力最大可达 38000kgⅢ。 2.3弯曲 弯曲装置由五套工作辊盒组成,I"--4套工作辊盒为带钢提供较大的弯曲,第5套辊盒配合出口
.1S1.
大小由矫直条件决定(带钢的规格,强度,延伸率,矫直速度等等)。 3.1.3出口张力辊 包钢重卷分卷机组出口区域张力辊组由出口高张力辊,出口低张力辊组成,其受力如图4。
图4弯矫直机出口区域
按照(3)式计算,各辊拉力则为:瓦=EP一鹏;弓=瓦P一腴=EP一州岛佩’; 磊=弓P一鹏=EP一∥‘岛+吒+即;墨=瓦P一Ⅳ嚷=EP一声‘岛氓+岛+刚;一般情况下:皖=岛=嚷=p, 而侠因弯曲装置的出口调节辊的压下,岛≯皖。其中F5的大小则完全由矫直条件(矫直带钢的规
图2张力放大作用
图2中其入口张力为F1,出口张力为F2,0为带材与辊面之间的包角,p为摩擦系统时,则两 个张力之间的关系按照欧拉公式可以写成:
.152..
只=F,e±妒
包钢轨梁厂考察报告

包钢轨梁厂考察报告2009年11月6日,我厂一行三人对包钢100米重轨生产线进行考察。
通过近两个小时的现场参观,我们对大型生产线的平面布置、设备选型等有了更为深刻的认识。
现对考察情况介绍如下:一、包钢轨梁厂平面布置包钢有两条钢轨生产线,一条为老线,生产25米以下的短尺钢轨,新改造一条线可生产100米长尺轨。
2003年12月与SMS MEER公司签订合同引进万能轧机组,非标设备由包头钢铁设计院负责转化,2005年12月轧正式投产并顺利通过测试,从此包钢具备了生产时速为每小时350公里、长度为100米高速钢轨的能力。
产品范围:每米43-75公斤钢轨、每米70-120公斤吊车轨,以及中型H型钢、工字钢、槽钢、乙字钢、方钢等产品。
包钢百米长尺钢轨生产线具有世界先进水平,连铸坯到达轨梁厂后,将依次通过步进式加热炉、高压水除鳞、BD1 开坯机、BD2 粗轧机,随后进入CCS 三架紧凑式万能轨机进行精轧。
轧制后的产品还将进入步进式冷床、矫直机、检测中心、锯钻联合机床、长尺集排等工序。
与国内同类钢厂相比,包钢的百米长尺线具有一些特点:在这条生产线上,包钢专门设有一个四面翻钢检查台,作用是对检测中心检测出来的表面及内部缺陷进行确认,这项工艺目前国内仅包钢采用。
二、包钢轨梁厂设备情况1、加热炉一座,步进梁式,加热能力200吨/小时,最大装料宽度为8米,燃料为混合煤气。
2、开坯轧机。
BD1轧机:最大辊径为∮1100mm,最小辊径∮950mm,辊身长2600mm,BD2轧机:最大辊径为∮850mm,最小辊径∮750mm,辊身长2300mm。
开坯机为2 台结构型式相同的二辊可逆式牌坊轧机,其特点主要有:(1) 上、下辊均设调节装备,下轧辊采用垫片调节,上轧辊设有电动压下装置,压下速度为65 mm/s,正常轧制时下辊固定,上辊压下。
换品种或使用较小直径的轧辊时,设置适当厚度的垫片调节轧辊位置,下辊调节范围为0~175 mm(含垫片) 。
包钢轨梁厂实习报告

实习报告一、实习背景及目的作为一名材料科学与工程专业的学生,为了加深对钢铁工业的认识,提高实践能力,我参加了为期两周的包钢轨梁厂实习。
实习目的是了解轨梁厂的生产工艺及其他主要设备,以便将理论知识与实际生产相结合。
二、实习内容及过程1. 包钢轨梁厂简介包钢轨梁轧钢厂是包头钢铁公司所属的二级生产厂,位于包钢厂区南部。
厂区占地面积较大,拥有现代化的生产设备和先进的生产工艺。
2. 实习内容(1)参观轨梁厂各个车间,了解生产设备及工艺流程。
(2)观察并学习轨梁生产过程中的加热、轧制、冷却等环节。
(3)了解轨梁厂的产品种类、规格及质量标准。
(4)与工人师傅交流,了解他们的日常工作及心得。
3. 实习过程(1)生产工艺流程:实习期间,我跟随指导老师参观了轨梁厂的加热炉、轧机、冷却塔等主要生产设备,并了解了生产工艺流程。
从原材料的加热到成品的冷却,每一个环节都使我深感钢铁生产的复杂性。
(2)产品种类及质量标准:在实习过程中,我了解到轨梁厂生产的产品包括高速铁路用轨、城市轨道交通用轨等,产品质量标准严格,满足国内外市场需求。
(3)与工人师傅交流:在实习过程中,我与工人师傅进行了深入交流,了解到他们在日常工作中的艰辛与收获。
师傅们严谨的工作态度、丰富的实践经验对我产生了很大影响。
三、实习收获及反思1. 实习收获(1)了解了轨梁厂的生产工艺及其他主要设备,将理论知识与实际生产相结合。
(2)认识到钢铁生产的复杂性,提高了对工业生产的敬畏之心。
(3)学会了与工人师傅沟通交流,积累了实践经验。
2. 实习反思(1)在今后的学习中,要更加注重理论知识的学习,为将来的工作打下坚实基础。
(2)提高自己的实践能力,为我国钢铁工业的发展贡献自己的力量。
(3)培养严谨的工作态度,养成良好的工作习惯。
四、总结通过为期两周的包钢轨梁厂实习,我对轨梁生产工艺及其他主要设备有了深入了解,将理论知识与实际生产相结合。
同时,实习过程中的沟通交流、严谨态度等方面也对我产生了很大影响。
二热轧厂横切线矫直机控制系统
二热轧厂横切线矫直机控制系统
陈子鹰;周陈;夏悦
【期刊名称】《武钢技术》
【年(卷),期】2004(42)3
【摘要】武钢第二热轧厂采用新工艺、新设备提高带钢板材质量 ,横切线为 2 2 5 0mm宽板线 ,属国内首条线 ,有 2台矫直机组成 ,每台矫直机采用了当今世界先进的 4个主液压缸作为主压下装置 ,顶部液压缸楔铁位置控制装置 ,底辊液压缸楔铁位置控制装置等多项先进的技术设备 ,矫直机不仅能矫直板材 ,而且还能消除板材的内应力 ,提高板材的质量。
【总页数】4页(P21-24)
【关键词】热轧;横切线;控制系统
【作者】陈子鹰;周陈;夏悦
【作者单位】武钢有限公司设备部
【正文语种】中文
【中图分类】TG333.23
【相关文献】
1.攀钢热轧板厂十七辊矫直机改进分析 [J], 胡学忠;崔登玉
2.2250热轧板厂横切线圆盘剪剪切质量分析 [J], 韩钧
3.热轧厂厚板矫直机矫直力测试分析 [J], 杨征;孙大乐
4.热轧厂横切线矫直机的优化和改进 [J], 贺龙军;李振强;杨舂刚
5.热轧厂1号横切线1号矫直机改造 [J], 刘启胜
因版权原因,仅展示原文概要,查看原文内容请购买。
包钢的生命周期及应用领域
包钢的生命周期及应用领域1号中型万能轧钢生产线2006年9月,轨梁厂1号中型万能轧钢生产线的建成投产,彻底将轨梁厂生产水平从前苏联时期一举推向国际化时代。
轨梁厂1号中型万能轧钢生产线CCS万能轧机、矫直机等主要设备从德国西马克公司引进。
CCS万能轧机在工艺上采用了三机架万能可逆连轧的新技,该机组即可采用万能模式轧制钢轨、H型钢、工字钢,也可转换成水平二辊模式轧制槽钢、角钢、乙字钢等其它型钢产品。
加热炉采用了世界上最先进的步进式加热炉,加热能力为每小时200吨,炉底结构由活动梁和固定梁组成,操作方便灵活,炉内调焰烧嘴使钢坯受热均匀,节能环保效果突出。
此外,冷区工艺布置采用了长尺轨(100m\50m)、传统轨(25m)、H型钢分开作业的加工工艺,使生产组织灵活、紧凑,提高了有效作业率,其优势在国内独一无二。
2号大型万能轧钢生产线2013年,2号大型万能轧钢生产线建成投产,该生产线具有当今世界最大的轧制、矫直和预弯能力。
核心设备CCS主轧机采用了由UR、E、UF组成的三机架万能往复连轧机组,可以生产钢板桩和当前最大型号腹板宽度为1000毫米的大型H型钢以及60AT2高速道岔、KB1250贝氏体高强度钢轨,是国内和国际上唯一具备生产百米每米75公斤钢轨的厂家;矫直机采用的是双支撑钢轨/型钢CRS型辊式复合矫直机,可实现垂直矫直机离线移位,液压可调使矫直机实现最佳矫直效果、达到残余应力最小、矫直快速重拖;超强的冷床预弯力,可以对大断面模数的钢轨进行预弯。
此外,检测中心超声波探伤系统设置了20个探头,最大限度的达到了欧标和高速铁路标准要求的扫查面积和探伤耦合效果。
在线余热淬火线2014年,2号大型万能轧钢生产线配套项目——设计生产能力40万吨的在线余热淬火线顺利投产,进一步提升了包钢钢轨的强度、韧性和耐磨程度,增强了包钢钢轨的市场占有率和竞争力。
余热淬火线感应加热装置、自动化控制、检测元件、冷却系统等余热淬火设备从西门子意大利分公司成套引进,工艺技术采用风、雾混合冷却方式,利用百米钢轨轧后余热对钢轨轧件进行热处理,满足了市场对高品质钢轨的需求。
连铸拉矫机电气系统的改造
R, ——转子折算到定子每相 电阻 ;
— —
基频 ;
坯。在生产大圆坯 的过程 中, 原拉矫机电气系统经常存在送引 锭杆困难 , 甚至引锭杆送不上、 大规格圆坯拉不动 的情况, 造成
高频启动时 5= , =s, 较大 , 1 f, 转子漏抗较大 , 可以认
为:
筹c
式中 :
时 , 出转矩约为额定转矩 的 5 %, 1Hz 输 0 即 0 时输出最大转矩 约为 T=2 5× 0 =125( I 4 5% 2 . N・3 1 ) .
X ——基于下定子 每相漏抗 ;
— —
,
基于下转子折算 到定子侧每相漏抗 ;
拉矫 3 0m 0 m方坯 时, 均每个拉矫 机需要 转 0 m x3 0m 平
3 z此 时 每 个 拉矫 机 所 需 要 的转 矩 : p v / 7 0 . x H, T= gD2= 90x98 6×00 . 9×04/0 . . 2 0X 1 5 3 4=2 5f m , 然 , 拉 矫 机 电动 机 9 N・ ) 显 原
, ,
启 动 转 矩 为
mI r l 2 P “ 、
1
=
R2
,
s t
数据交换通过现场总线通讯。 压辊直径 : D=4 0 m; 5 m 减速 比: i
=
2 耵
假 尺 ) +
12 :0。
可见 , 启动转矩与频率成正 比, 低频启动时启动转矩极小 。
在 选 型 时 , 特 别 注 意低 频 启 动 转 矩 的 变 化 。生 产 大规 格 要
以改 造 前 生 产 30m ×30mm 方 坯 拉 矫 机 电 机 为 例 , 0 m 0
基于西门子COMOS系统建设攀钢轨梁数字化智能生产管控平台
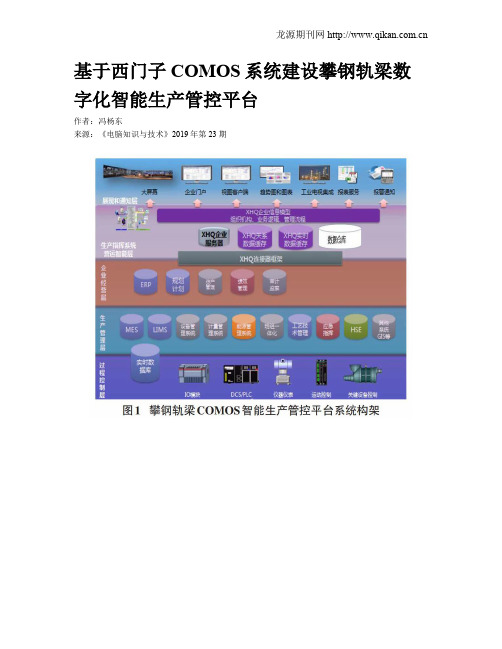
基于西门子COMOS系统建设攀钢轨梁数字化智能生产管控平台作者:冯杨东来源:《电脑知识与技术》2019年第23期摘要:该文用西门子COMOS软件平台搭建攀钢轨梁厂数字化智能生产管控平台,对攀钢轨梁厂万能二线进行数字化产线改造,对于探索建设钢铁行业智能化工厂有很大的现实意义。
基于西门子COMOS软件平台,建成跨设备运行全生命周期的设备智能管控平台,实现工厂的可视化、运维智能(例如设备、质量和工艺)以及部分核心设备的数字化,同时实现操作、点检及生产人员的业务协同,助推攀钢集团智能制造战略的快速实施。
关键词:轨梁;COMOS;智能生产管控平台中图分类号:TP319; ; ; ; 文献标识码:A文章编号:1009-3044(2019)23-0243-02开放科学(资源服务)标识码(OSID):攀钢集团轨梁厂万能二线自2004年建设投运至今,生产线具有西门子先进的一级和二级自动化基础,并具备了订单排程系统、ERP、MES等基础信息系统。
目前国家在推进两化融合建设,轨梁万能二线具备两化融合建设的良好基础,通过技术手段打造智能工厂,在现在的基础上减少设备故障时间,降低设备维修费用,改善产线运行绩效,实现智能管控和运维,最终获取最大的经济效益,同时也在一定程度上避免由于技术人员流失,设备间断性改造,部分设备更新以及员工技术能力出现断层而导致的一系列问题。
在中国智能制造2025大背景下,在攀钢集团轨梁厂万能二线实施智能制造势在必行,提高生产效率,降低设备维护成本,优化人力资源,实现智能运维等目标成了重中之重。
下面对整个智能管控平台方案进行介绍:1 攀钢轨梁万能二线构成以及工艺介绍攀钢轨梁厂万能二线是生产高速铁路用轨的生产基地,产品完全满足铁路运输高速(350km/h)、重载化的需要,达到国际先进标准的要求,钢轨质量实现了高纯净度、高尺寸精度、高平直度和高表面质量,年生产能力: 1139000 t/a,产品长度: max. 100m,轧制长度 105m。
最终版VS1100重轨矫直机机架设计说明书

摘要轧件在加热、轧制、热处理及各种精整等工序加工过程中,由于塑性变形不均、加热和冷却不均、剪切以及运输和堆放等原因,必然产生不同程度的弯曲、瓢曲、浪形、镰弯和歪扭的塑性变形,或内部产生残余应力,这在成为合格的产品之前,都必须采用矫正机进行矫正加工,矫正轧件形状和消除内应力。
所以,矫直机是轧制车间和精整线上必不可少的重要设备,而且也广泛用于以轧材做坯料的各种车间。
本次设计主要通过分析矫直机架的设计,从而对重轨矫直机的结构进行了简单的设计。
设计中,通过参考现有矫正机的文献资料,确定设计的思路与方案。
综合考虑本次设计的技术要求,利用材料力学的基本知识,并采用基本的力学模型进行设计计算。
同时参考轧机机架的强度,刚度计算和校核方法,对矫直机机架和工作辊进行了设计和校核。
关键词:重轨矫直机;机架;IVS1100 heavy rail straightening machine erectionAbstractRolling in the process of heating, rolling, heat treatment and finishing processes, due to the uneven plastic deformation, heating and cooling uneven shear as well as transport and stacking, and other reasons, will inevitably produce different degrees of bending, buckling , the plastic deformation of the wave-shaped, sickle bent and contorted, or internally generated residual stress, before becoming a qualified products must be straightening machine correction processing, correction of rolling shape and the elimination of internal stress. Therefore, the straightening machine is essential for rolling workshop and finishing line equipment, but also widely used in a variety of workshops to roll billets.The design by analysis of the rack of The straightening machine and the assemble of the lower roll. During the design, I refer to the straightening machine;’s existing literature to determine the design ideas and programs. Considering the technical requirements of the design, the use of basic knowledge of mechanics of materials, and basic mechanical model of the design calculations.Meanwhile,I refer to the strength calculation and examination of the rolling mill’s rack and do the design and examination of the rack of the rolling mill.Key words: Heavy rail straightening machine; rack;II目录摘要 (I)引言 (1)1 绪论 (2)1.1 高速铁路的发展 (2)1.1.1 国外高速铁路发展概况 (2)1.1.2 国内高速铁路发展概况 (3)1.2 高速铁路对重轨的要求 (4)1.2.1 高速铁路重轨断面及钢种 (4)1.2.2 对重轨尺寸精度的要求 (5)1.2.3 对重轨表面质量的要求 (6)1.3 国内高速铁路重轨生产工艺及主要设备 (8)1.3.1鞍钢大型厂 (8)1.3.2攀钢轨梁厂 (8)1.3.3包钢轨梁厂 (10)1.4 矫直机在轧钢机中的作用和分类 (12)1.4.1 矫直机的作用 (12)1.4.2 矫直机的分类、工作原理及特点 (12)1.5 辊式矫直机的工作原理 (13)1.6 辊式矫直机的发展趋势 (14)1.7 新型重轨矫直机 (14)2 总体方案设计 (16)2.1 矫正机的调整形式 (16)2.2 辊式矫正机的矫正方案 (16)2.3 支承辊的布置形式 (17)2.4 矫正机的机座形式 (17)2.5 工作辊的材质 (17)2.6 传动系统的形式 (18)3 矫直机主要参数计算 (20)3.1 vs1600重轨矫直机主要设计参数 (20)3.2 辊式矫直机基本参数的确定 (20)3.2.1 辊距t (20)3.2.3 辊身长度L (20)3.2.4 辊数n (21)3.2.5 矫直速度v (21)3.3 矫正机力能参数的计算 (21)3.4 矫直力矩的计算 (23)3.5 矫直功率的计算 (24)4 机架的设计与校核 (26)III4.1 机架的设计 (26)4.1.1 机架设计准则 (26)4.1.2机架设计的一般要求 (26)4.1.3设计步骤 (27)4.2 机架的强度计算 (27)4.2.1 几点假设 (27)4.2.2 求静不定力T (28)4.2.3 机架和横梁的强度校核 (31)结论 (34)参考文献 (35)附录 (37)外文文献 (37)中文翻译 (45)致谢 (53)IV引言平直度是衡量钢轨实物质量的主要指标之一,钢轨平直度直接影响列车运行速度、安全性及舒适性。
浅析国内外轨梁车间

摘 要: 介绍 国内攀钢 、 包钢著名轨粱 厂以及 国外的韩国 I N I s t e e l 公 司等轨梁轧 钢厂 生产工艺 、 设备 、 技改等情
况。
关键词 : 轨粱车间 ; 生产设备 ; 工艺
An a l y s i s o f d o me s t i c a nd i n t e r na t i o n a l r a i l wo r ks h o p
L i Hu a q i an g
( X i l i n I r o n& S t e e l G r o u p , A c h e n g I r o n& S t e e l C o m p a n y ,H a r b i n 1 5 0 3 0 0 C h i n a )
51
黑
龙
江
冶
金
第3 4卷
图1 所示。
表1 高速 铁 路 用钢 轨 的 质量 要 求
铸机 , 采用 了结 晶器 液 位 自动 控 制 、 液压振动 、 结 晶器 电磁 搅 拌 、 二 冷 水 动 态 控 制 和 凝 固末 端 动 态
r a i l b e a m p l a n t s o f P a n z h i h u a I r o n a n d s t e e l C o . ,L t d . a n d B a o t o u I r o n a n d s t e e l C o . ,L t d .a n d b e a m
Abs t r ac t : Pr o d u c t i o n p r o c e s s,e q ui pme n t ,t e c h n o l o g i c a l t r a n s f o r ma t i o n e t c .a r e i n t r o d u c e d f o r f a mo u江 冶 金
矫直机电气控制发展趋势
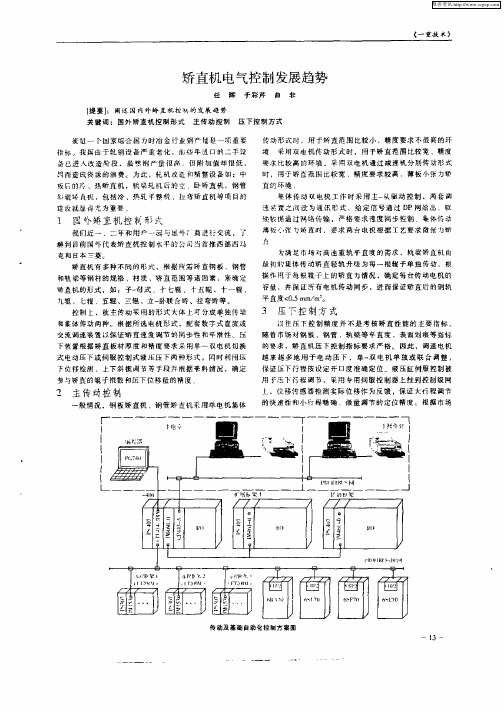
2 主传 动 控 制
一
般 情 况 ,钢 板 矫 直 机 .钢 管矫 直机 采 用 单 电机 集体
l j r 曼 川 l 蝙 鼻 H 。里 兰 苎 一 ■ 葡 i 墨
,
-t 一)
一
画
g 。
T —
l f / / / / 1
=
o
l I J ’ ¨ c nI 1
锁 数 据通 过 网络 传 输 ,严 格 要 求 速 度 同 步 控 制 集 体 传 动 薄 板 0张 匀矫 直 时 .要 求 两 古 电 机 根 据 工 艺 要 球 散 辩 力矫 、 直 为满 足 市场 对 高建 重 轨 乎 直 度 的 需 求 ,轨 梁 矫 直机 由 最 初 的集 体 传 动 矫 直 轻 轨 升 级 由 每 一根 辊 子 单 独传 动 ,根
指 标 我 唇 由 于轧 钢 设 备 严 重 老化 , 前些 年 进 口 的二 手 设
传动形式时 .用于矫直范围 比较小 、精度要求不很高的环
境 采用 双 电机 传动 形 式 时 ,用 于 矫 直 范 围 比较 竞 、精度 要 求 比较 高 的环 境 采 用 双 电 机 通 过 减 速 机 舟 j 传 动 形 式 ; f } 时 ,用于 矫 直 范 围 比较 宽 、精 度 要求 较 高 、薄 板 小 张 力矫
越 来越多地 用于电 动压下 .单一 电机 单 独或联台 调整 , 双
保证 压下 行 程 接 设 定 开 口度 准确 定位 液 压 缸伺 服 控 制 被 用 于压 下 行 程 坷 节 ,采 用 专 用 伺 服 控 制 器上 挂 到 控 制 级 同 上 .位移 传 感 器 检测 实 际 位 移 作 为反 馈 ,保 证 大行 程 调 节 的快 速 性 和 小 行 程 精 确 、微 量 j 节 的 定 位 精 度 。根 据 市场 胃
科研先进工作者事迹材料

科研先进工作者事迹材料科研先进工作者事迹材料范文(通用6篇)在日常生活或是工作学习中,大家一定都接触过事迹材料吧,借助事迹材料可以很好地体现先进对象的先进思想、精神,以及特定的时代特征。
写事迹材料的注意事项有许多,你确定会写吗?下面是小编帮大家整理的科研先进工作者事迹材料范文,希望能够帮助到大家。
科研先进工作者事迹材料篇1在大学党委的领导下,按照学校的统一部署,科技处认真学习并深入领会中国特色社会主义核心价值观和党的十八届三中、四中全会精神,积极参加群众路线教育实践活动,廉洁自律,立足岗位学习实践科学发展观。
积极应对国家科技项目政策的调整、省政府及各厅局取消有关政府设立科技项目和成果奖励等诸多新形势和新要求,克服困难,在继续深入贯彻落实既定科技工作战略的基础上,引导和鼓励广大科技工作者将工作重点向基础研究与应用技术研究并重和科技成果转化进行适时调整。
围绕学校年度重点工作任务、阶段性重点工作、临时性重要工作,切实履行岗位职责,保质保量并超额完成了年初制定的各项工作目标。
一、加强政治理论与业务知识学习,改善工作作风,提高服务能力与水平。
科技处利用每周三下午支部活动的时间,开展政治理论和业务知识学习,理论联系实际,提高学习的针对性和实效性。
通过学习,提高认识,克服急躁情绪,改进工作方式方法,进一步改善服务态度,提高服务质量;强化全局意识,从学校科技工作大局着眼,提高从全处整体角度看待和处理问题的能力,把工作做得更加深入细致。
结合实践教育活动,突出整改重点,落实整改实效,克服为难情绪,提高驾驭复杂局面和处理复杂问题的能力,开拓性开展工作;加强一岗双责和党风廉政建设,强化工作纪律和作风建设,完成了科技处岗位风险责任制度的建设,坚决认真落实执行中央八项规定和省委九项规定。
针对广大教师就科技处班子、个人和科研管理工作提出的问题,进行了认真的研究,分别不同的情况,及时进行了整改和反馈。
二、业务管理工作。
1、科研项目获批国家社会科学基金项目(含专项)3项、国家自然科学基金项目7项。
包钢钢轨厂生产流程

包钢钢轨厂生产流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!包钢钢轨厂生产流程一、原料准备阶段。
在包钢钢轨厂开始生产之前,要进行充分的原料准备工作。
中厚板矫直机控制系统的开发与研究
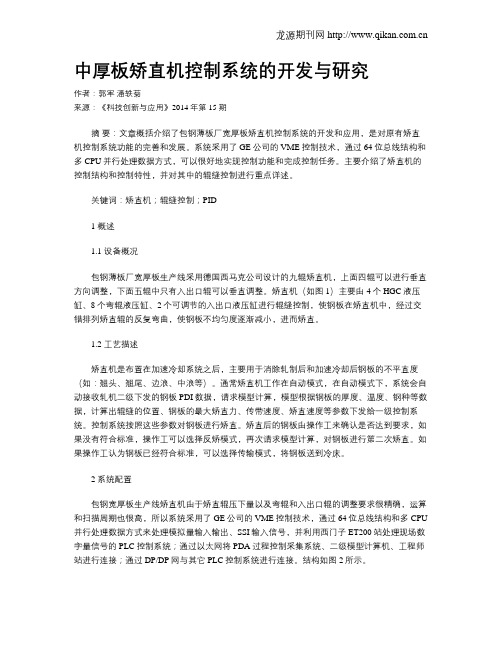
中厚板矫直机控制系统的开发与研究作者:郭军潘轶菊来源:《科技创新与应用》2014年第15期摘要:文章概括介绍了包钢薄板厂宽厚板矫直机控制系统的开发和应用,是对原有矫直机控制系统功能的完善和发展。
系统采用了GE公司的VME控制技术,通过64位总线结构和多CPU并行处理数据方式,可以很好地实现控制功能和完成控制任务。
主要介绍了矫直机的控制结构和控制特性,并对其中的辊缝控制进行重点详述。
关键词:矫直机;辊缝控制;PID1 概述1.1 设备概况包钢薄板厂宽厚板生产线采用德国西马克公司设计的九辊矫直机,上面四辊可以进行垂直方向调整,下面五辊中只有入出口辊可以垂直调整。
矫直机(如图1)主要由4个HGC液压缸、8个弯辊液压缸、2个可调节的入出口液压缸进行辊缝控制,使钢板在矫直机中,经过交错排列矫直辊的反复弯曲,使钢板不均匀度逐渐减小,进而矫直。
1.2 工艺描述矫直机是布置在加速冷却系统之后,主要用于消除轧制后和加速冷却后钢板的不平直度(如:翘头、翘尾、边浪、中浪等)。
通常矫直机工作在自动模式,在自动模式下,系统会自动接收轧机二级下发的钢板PDI数据,请求模型计算,模型根据钢板的厚度、温度、钢种等数据,计算出辊缝的位置、钢板的最大矫直力、传带速度、矫直速度等参数下发给一级控制系统。
控制系统按照这些参数对钢板进行矫直。
矫直后的钢板由操作工来确认是否达到要求,如果没有符合标准,操作工可以选择反矫模式,再次请求模型计算,对钢板进行第二次矫直。
如果操作工认为钢板已经符合标准,可以选择传输模式,将钢板送到冷床。
2 系统配置包钢宽厚板生产线矫直机由于矫直辊压下量以及弯辊和入出口辊的调整要求很精确,运算和扫描周期也很高,所以系统采用了GE公司的VME控制技术,通过64位总线结构和多CPU 并行处理数据方式来处理模拟量输入输出、SSI输入信号,并利用西门子ET200站处理现场数字量信号的PLC控制系统;通过以太网将PDA过程控制采集系统、二级模型计算机、工程师站进行连接;通过DP/DP网与其它PLC控制系统进行连接。
包钢钢联轨梁厂重轨精整生产线改造简介
包钢钢联轨梁厂重轨精整生产线改造简介
马换珍;杨波;葛鲁静
【期刊名称】《包钢科技》
【年(卷),期】2003(029)002
【摘要】本文重点介绍了包钢钢联轨梁厂重轨精整生产线改造的主要内容、设备特点、生产能力及自动化水平.
【总页数】3页(P20-22)
【作者】马换珍;杨波;葛鲁静
【作者单位】包钢(集团)公司设计研究院,内蒙古,包头,014010;包钢(集团)公司设计研究院,内蒙古,包头,014010;包钢(集团)公司设计研究院,内蒙古,包头,014010【正文语种】中文
【中图分类】TG335.21
【相关文献】
1.包钢轨梁厂重轨联合矫直新工艺及设备 [J], 文永录
2.包钢轨梁厂重轨矫直工艺与力能参数关系的测试研究 [J], 彭建忠
3.对包钢U74重轨钢中大型夹杂物种类及其成因的探讨 [J], 黄启民;赵秀芬
4.PLC网络在攀钢轨梁厂重轨精整线控制系统中的应用 [J], 杨雪;田小果;高富强
5.包钢钢联将新建轨梁轧机 [J], 谢艳峰
因版权原因,仅展示原文概要,查看原文内容请购买。
调整SMS矫直机矫直工艺降低钢轨残余应力
调整S MS矫直机矫直工艺 降低钢轨残余应力Ξ李 国,付学义,刘 莉(包钢(集团)公司技术中心,内蒙古 包头 014010)摘 要:文章论述了新进德国S MS矫直机矫直工艺的试验过程,从而找出了一组最佳的方案,其目的是在保证钢轨平直度的前提下,调整矫直机的压下量,优化矫直工艺,最终使钢轨内部的残余应力值低标准水平。
关键词:钢轨;矫直后;残余应力;压下量中图分类号:TG11515 文献标识码:B 文章编号:1009-5438(2006)S0-0070-04Adjust Straightening Technology of the SMS Straightenerto R educe R esidual Stress of the R ailsLI Guo,FU Xue-yi,LIU Li(Technical Center o f Baotou Steel(Group)Corp.,Baotou014010,Nei Monggol,China) Abstract:The paper introduces the test procedure of straightening technology of new S MS straightener made in G ermany.Ad2 justing the press-down quantity of the straightener and optimising the straightening technology reduce the residual stress inside the rails to low level on the condition to ensure the straightening level to the rails. K ey w ords:rail;after straightening;residual stress;press-down quantity 当发生塑性变形的载荷去掉已后,物体内只消失了基本应力;基本应力决定弹性变形的值,卸载以后,便立即消失,因为负应力是互相平衡的,并不与外界发生关系。
包钢连轧钢管厂计算机控制系统的结构分析

包钢连轧钢管厂计算机控制系统的结构分析
李丽贤;李丽芬
【期刊名称】《内蒙古科技与经济》
【年(卷),期】2004(000)018
【摘要】包钢连轧钢管厂热轧线计算机控制系统采用多种型式的局域网络,将Decnet、TCP/IP、TPL网络互联组建成多级网络系统,采用Open VMS、Unix、Windows操作系统支持下的GKS、Motif、RDB、C、Fortran、LabView等多种语言编制开发,完成多进程的实时控制,从而实现了过程控制和生产管理的自动化.【总页数】2页(P49-50)
【作者】李丽贤;李丽芬
【作者单位】包钢连轧钢管厂,内蒙古,包头,014000;内蒙古工业大学,内蒙古,呼和浩特,010060
【正文语种】中文
【中图分类】TP273:TG335.13
【相关文献】
1.包钢无缝钢管厂PQF机组二级过程控制系统 [J], 康静;王乐乐;兰天
2.酒钢200万吨薄板连铸连轧控制系统结构分析 [J], 王苍林
3.酒钢200万吨薄板连铸连轧控制系统结构分析 [J], 王苍林
4.包钢薄板坯连铸连轧厂物流计算机控制系统 [J], 陈淋艳;杨文君
5.包钢热连轧卷取机自动控制系统的研究 [J], 殷文龙
因版权原因,仅展示原文概要,查看原文内容请购买。
2轨梁

4实习内容4.1轨梁厂4.4.1实习时间及地点: 6月24号上午包钢轨梁轧钢厂。
4.1.2实习目的:详细了解钢轨生产的工艺流程及主要设备4.1.3 轨梁厂简介包钢轨梁轧钢厂是包头钢铁公司所属的二级生产厂, 座落在包钢厂区南部, 全厂占地面积为25万平方米,设备总重量21 0 万吨, 电机容量97 2k w , 现有职工2564人, 部门有:生产部、品种技术质量部、办公室、设备工程部、工会、党工部、热轧部、精整部、电淬火生产部、电气自动化部、检修部、吊检部、轧辊加工部,共计13个部室。
目前,能够生产铁路用各种钢轨(包括百米高速钢轨)、起重机钢轨、电淬火轨、310乙字钢、工槽钢、方钢产品等。
是我国最大的轨梁材生产厂家之一。
包钢轨梁厂于1 9 6 9 年1 月23 日投产,到94 年底已为国家提供了16 0 0 万吨钢材。
厂内的绝大多数设备为原苏联产品, 近年来也相继引进了一些西方先进国家的生产设备。
现已达到了年产1 20 万吨的生产能力, 包钢轨梁厂现有重轨、型钢、方圆钢及管坯三条生产作业线, 目前我国铁路主要干线铺设的60 k g / m 钢轨的5 0 肠, 28 号工槽钢的8 。
%都是由轨梁厂生产, 其中许多大型号「布曹钢至今仍为轨梁厂独家生产。
近些年来, 轨梁厂通过不断采用先进技术和先进设备进行技术改造,技术装备水平和产品质量迅速提高。
钢轨的加工质量已达到国际U IC 标准。
1994年,6okg/m重轨获得了全国用户满意产品, 而且在1995年又被评为内蒙古自治区名牌产品。
轨梁厂生产的产品广泛用于铁路、桥梁、高层建筑、电站锅炉、衡器、起重设备, 港口、煤矿和机车制造等各个行业, 产品销往国内外。
4.1.4 钢轨生产工艺流程情况:24日上午我们首先来到轨梁厂1#中型万能轧钢生产线,熟悉了钢轨生产工艺流程。
流程如下:【旧线钢轨】:连铸坯→加热→高压水除鳞→950开坯→800轧制→850精轧→热锯锯切→热打印→冷床冷却→上垛→矫直→联合锯钻加工→(轨端淬火)→探伤→检查→入库【新线钢轨】:万能轧机高速钢轨生产线:连铸坯上料→步进炉加热→高压水一次除鳞→BD1开坯→BD2开坯→热锯切头→高压水二次除鳞→CCS万能轧制→热打印→热锯切头→预弯步进冷床→长尺矫直→检测中心→长尺加工→长尺检查→剖分锯→加工2m长钢轨→入库【热处理钢轨】:合格钢轨(素轨)→钢轨淬火→调直→检查→入库。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打印区、 冷 床预 弯 区 、 矫 直 区 和 冷 锯 区 及 编 组 码 垛 收 集 区组 成 。 矫 直 机 是 2号 生 产 线 的 关 键 设 备 , 是 保 证 钢轨 及 型材精 度 的重要 环节 [ 1 ] 。矫 直 机 机 械 设 备 由德 国西 马克公 司设 计 、 供货 , 分 别 由 水 平 矫 直 机 和 垂 直矫 直机 组成 , 可 分 别 矫 直 重 轨 及 型 钢 产 品 。 电 控 系统 由西 门子公 司设计 、 供货, 相 应 的 配 套 传 动 设 备 均 由 西 门 子 公 司 制 造 。 矫 直 过 程 及 换 辊 实 现 了 控 制 的 全 自动 化 操 作 , 是 一 条 现 代 的 自 动 化 生 产 线 中
2 0 1 5年 1 O月
内 蒙 古 科 技 与 经 济
I n n e r Mo n g o l i a S c i e n c e Te c h n o l o g y & Ec o n o my
Oc t o b e r 2 O l 5
No. 20 Tot a I No .3 42
~
一
●
通讯 。由于传 动 及 子站 与 P I C 间 有 大 量 的 信 号 进 行交 换 , 同时 远程设 备 多 , 且 有 些 远 程 设 备 在 地 理 位 ห้องสมุดไป่ตู้置 上 比较 集 中 , 为 了 减 少 以太 网 的 通 讯 负 担 , 保 证 信 号 的实时性 , 所 以 各 传 动 与 PI C 之 间 采 用 PR( ) FI — Bus— DP 网 络 进 行 通 讯 。 这 种 通 讯 结 构 保 证 了 系 统整 体快 速 响应 , 大大 降低 布线 成本 , 是 一 个 性 价 比
的一部 分 。 1 电 控 系 统 构 成
1 .1 电 控 系 统 的 通 讯 结 构
务 器口 ] , 这样可 减 少网络 负荷 , 同时 减少 维护 。
…………一 ; : : :
。
j
.
:
,
一
. 宣兰 | - l , _ 鍪一
~蔓 一■ ~曼 ■ 篓 一
包 钢 轨 梁 厂 现 有 2条 生 产 线 , 是 以 钢 轨 为 主 打 产 品 的轧钢 厂 。其 产 品 主 要 包 括 5 O k g、 6 O k g 、 7 5 k g 的 重轨 , QU 1 0 0 、 QU 1 2 0起 重 机 轨 和 各 种 规 格 的 工 字钢、 槽钢、 3 1 o 乙 字 钢 和 H 型 钢 。 生 产 的 产 品 广 泛 用于铁 路 、 桥梁、 高 层建 筑 、 电站锅 炉 、 起 重 设 备 及 港 口煤 矿 等 行 业 , 其 主 营 的 百 米 钢 轨 等 产 品 的 市 场 占 有 率 目前 在 国 内 居 于 领 先 地 位 。 2 0 1 1年 , 包 钢公 司 根据 轨梁 厂实 际生 产 状 况 及 市 场 需求 , 对 旧 有 的 横 列式 轧机 生产 线 实施 技 术 改 造 , 建 设 了 一 条 年 产 1 O 0万 t大 型 型 钢 生 产 线 , 主要产 品为 H 型钢 、 钢 轨 、 钢板 桩 等 , 最 大 可 生产 1 0 0 0 am × 4 r 1 0 am 的 型 r
蠢
I
:
;
:
:
嘞
畦_ ,
通 过对 矫 直机控 制对 象 、 实现 功能 进行 划分 , 配 置 了 一 套 PL C分别 用于 传动 控制 和位 置控 制 ; 同 时 配 置 了 一 台 戴 尔 普 通 商 用 机 作 为 客 户 机 用 于 控 制 系 统 的检测 。客 户 机 的 配 置 为 : 3 GH z的 处 理 器 、 2 G 的 内存 , 安装 的软件版本是 P CS 7 . 0。 一 级 自 动 化
第2 O期 总 第 3 4 2期
包钢 轨 梁 厂 2号 生产线矫 直机 电控 系统
惠 丽峰 , 刘 宪超
( 1 . 内蒙古科技大学 矿业与煤炭学 院; 2 . 包 钢集团稀土钢板材公司 , 内蒙 古 包 头 0 1 4 0 1 0 )
摘 要 : 以 包 钢 轨 梁 厂 2号 生 产 线 矫 直 机 为 例 , 介 绍 S 7 —4 0 0和 P CS 7软 件 组 成 的 电 控 系 统 及 其 功
控 制 系 统 PI C 是 由 主 机 架 部 分 与 远 程 ET2 0 0子 站 组 成 。 主 机 架 通 过 配 置 CP 4 4 3 ~ 1模 板 与 一 级 服 务 器进 行通 讯 、 配 置 CP 4 4 3— 5模 板 与 现 场 设 备 进 行
图 1 以太 网结 构
钢 。 包 钢 轨 梁 厂 2号 生 产 线 由 加 热 区 、 热轧 区 、 钢 轨
采 用 的 协 议 类 型 为 TCP/ I P协议 。P I c与 P DA 服 务器、 传动、 ET2 0 0站 及 传 感 器 通 过 P ROFI BUS— DP 总 线 进 行 通 讯 , 此 网 络 结 构 的 优 点 是 可 减 少 网 络 的负 荷 、 更 能节 省 投 资、 减 少 在 使 用 中 的 维 护 量 _ 2 i , 是一 个最 优 的配置 ; h - 案 。
能 。
关键 词 : 电 控 系统 ; 自动 化 ; 控 制 ; 软 件 中 图分类 号 : TP 2 7 3 ( 2 2 6 ) 文献标 识码 : A 文 章编 号 : 1 O O 7 — 6 9 2 1 ( 2 0 1 5 ) 2 O — O O 7 8 一O 2 g - 器 的通 讯 是 通 过 E TH ERNET ( 以太 网) 进 行 的 ,
1 . 2 . 1 ETH ERNET 结 构 。 以 太 网 包 括 两 部 分 :
PL C 和 一 级 计 算 机 分 支 。 PI C 分 支 是 矫 直 机 与 冷 床 及编组 区之 间通 讯 的通 道 , 区 域 之 间 交 换 的 信 息 主 要包括 主 机状 态 、 区域 交 界 设 备 的 控 制 信 号 等 。 级计 算 机 分 支 是 客 服 系 统 的 通 讯 通 道 , 矫 直 机 PL C与一级 服 务器通 讯 , 操 作 台 上 的 客 户 机 访 问 服