qt00-7检验标准
国家防火建筑材料质量监督检验中心产品质量检验通报

G 5 3 . —2 0 B 156 03
合格
20 —1 6 0 6 —1
消防信号闸阀 口 Z X -10 、S F G 53. —20 S F 0-ZZ X - B 156 03
1O 5 —Z、 S F一 2 0 Z X 0 一Z
合格
20 —1 6 06 —1
挠性沟槽接头 口 X Q C 0 ~A 151 企 业 标 准 Q K J 1 G T 01 6. / XM0 — —2 5 X 2 0 Q / 4 o o 2 6 0 5( B 4 2 o 3 0 4 ; GQT 0 一A— l4 3 . C0 1 1. —2 5
.
—
合格
20 —3 — 0 6— — 8
—
合格
2 0 — 3— 06——8
20) 05
20 —47 中山市凯翔精密阀有限公司 05— 42
沟 槽式 管 件 ( 三通 )口 X Q C 0 一 20 标 B 42O 31 4 正 G T 07 企 业 Q准 4OOM0 6 05( /Q KX 2 — / J 0
l4 3 1 6 1. — .
一
合格
2 0 —1 6 0 6 —2
2 O 1Q O一 6
—20)公司 05— 30
20 —4 l 大众阀门集团有限公司 05 31 20 —46 中山市凯翔精密阀有限公司 05—4 9
消防 闸阀 口 ZZ S F—10 ZZ 0、 S F一 10 5、
—
1 0 1 Q、 5 — 6 XYQ90 3 2 0 8 0 — 0
合格
20—1 6 06 —2
—
—
1Q 6
20) 0 5
电热水器成品确认检验标准
3.1 GB4706.1-1998《家用和类似用途电器的安全第一部分:通用要求》及相应国家标准
3.2 GB4706.12-2006《家用和类似用途电器的安全.贮水式电热水器的特殊要求》
3.3GB4706.11-2004《家用和类似用途电器的安全快热式热水器的特殊要求》
GB4706.1-1998
13.2
1次/年
贮水式电热水器
快热式电热水器
4
输入功率和电流
GB4706.1-1998
10
1次/年
贮水式电热水器
快热式电热水器
5
标志
GB4706.1-1998
7
6
结构
GB4706.12
22.102
1次/年
贮水式电热水器
GB4706.11
22.28
文件制修订记录
NO
制/修订日期
修订编号
制/修订内容
版本
页次
1
2023-03-27
-
新制订
A0
核准
审核
制订
1.目的/Aim:
1.1本程序规定了贮水式电热水器、快热式电热水器成品确认的检验项目、内容、方法及判定准则,确保产品持续满足CCC认证要求.
2.适用范围/Apply Area:
2.1本公司生产的贮水式电热水器、快热式电热水器产品.
4.检验项目及要求/Inspect item and requirements:
序号
试验项目
认证依据标准
标准条款号
检验频次
适用产品
1
接地电阻
GB4706.1-1998
27.5
1次/年
钢筋连接用灌浆套筒
钢筋连接用灌浆套筒1 范围本标准规定了钢筋连接用灌浆套筒(以下简称灌浆套筒)的术语和定义、分类、型号、要求、试验方法、检验规则、标识、包装、运输和贮存。
本标准适用于钢筋混凝土结构中直径为12~40mm的强度为500级及以下热轧带肋钢筋和余热处理钢筋连接用灌浆套筒,不锈钢钢筋及国外钢筋连接用灌浆套筒可参考应用。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 197普通螺纹公差GB/T 228.1金属材料拉伸试验第1部分:室温试验方法GB/T 231.1金属材料布氏硬度试验第1部分:试验方法GB/T 699 优质碳素结构钢GB/T 702 热轧钢棒尺寸、外形、重量及允许偏差GB/T 1220不锈钢棒GB/T 1348球墨铸铁件GB 1499.2钢筋混凝土用钢第2部分:热轧带肋钢筋GB/T 1591低合金高强度结构钢GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备GB/T 3077合金结构钢GB/T 8162 结构用无缝钢管GB/T 9174 一般货物运输包装通用技术条件GB/T 9441球墨铸铁金相检验GB 13014 钢筋混凝土用余热处理钢筋GB/T 13298 金属显微组织检验方法GB/T 14975 结构用不锈钢无缝钢管GB/T 17395无缝钢管尺寸、外形、重量及允许偏差JGJ 107钢筋机械连接技术规程JGJ 355钢筋套筒灌浆连接应用技术规程YB/T 4362 钢筋混凝土用不锈钢钢筋3 术语和定义下列术语和定义适用于本文件。
3.1钢筋连接用灌浆套筒 grout sleeve for rebar splicing采用铸造工艺或机械加工工艺制造,用于钢筋套筒灌浆连接的金属套筒。
3.2全灌浆套筒 whole grout sleeve接头两端均采用灌浆方式连接钢筋的灌浆套筒。
QE QT 主要工作内容

3. 跟进新品导入
3.1 部分跟进内容:
•
• •
参加新产品介绍会、试产准备、总结会等,了解产品类型、用途、客户要 求所属客户、Project Team等信息;
收集产品基本信息、质量要求等; 参与工程样板及试产阶段的生产、制作,熟悉产品在试产阶段出现的问题, 并与PES/NPI团队跟进问题的改善进度;制定临时QCI,指导QA检验产品
学习方式
Thanks!
1个工作日内回复客户(确认收到客户投诉信息、确定是否需要提供样品,临 时/围堵措施);
3个工作日回复原因分析; 5个工作日回复完整8D报告。 如果需要客户寄样品,则从收到客户样品日期起计算回复8D时间。 1.2 8D报告格式。如客户要求按指定格式填写,则按客户提供的格式填写;如 客户无要求,则统一按8D格式填写。不管国内、国外客户,原则上全部用 英文填写8D。 1.3 8D编写人员:8D报告由工程师编写,工程师可指导技术员一起做分析。 1.4 8D 审核流程 : 工程师完成8D后,发给高工审核(同时CC给经理),高工 审核之后再发给经理审核,经理审核之后根据实际情况,确定是否需高级 经理和/或BU审核。最终审核OK之后,由高工或经理邮件通知QS 将8D发 给客户。
3.2 QA文件要求:试产阶段(ES/EP/PP)制定出临时QCI、PQCI,量产前 (签量产报告书时)制定并发行正式的QCI、PQCI。如客户有要求,则同 时发行QP/PPAP等相关文件。
4. QP、QCI、PQCI制定、更新
文件更新时机:
•
与产品规格、要求有关的变更/更新,例如Prod.spec.、Packing Spec.、 BOM、ECN等。文员不定期发出更新文件通知,工程师/技术员须及时查看 具体的变更内容,并确定是否需要更改QA文件,如须更改,原则上要求一 周内完成相关QA文件的更新。
AOI程式制作判定标准

AOI程式制作判定标准一、AOI 的检测原理1、光線原理AOI是利用數碼成像對比和亮度分佈對比來檢測貼片元件的。
首先來談談光,沒有光線,AOI也無從談起。
在日常生活中,我們談到光線都是相對的,在我們的腦海中並不會存在固定的印象,什麼樣的光線是多亮,但AOI不行,它必須規定什麼樣的光是多亮,所以它是靠數值來定光的。
AOI的光從“0~255”,0表示“暗”,255表示“亮”,數值每加1,光的亮度就亮一點,就像數碼彩顯調光一樣。
當你把光線定為“128”,那麼它就顯現出一種固定的亮度,並不是隨機產生或者隨時變化的。
其次,在一定的光線條件下,AOI通過影像對比來實現檢測,何為影像對比?舉個例子,拿兩個人的照片來看,當這兩人是雙胞胎時,你會覺得他們長得是比較像的;當這兩人沒有任何血緣關係時,你會覺得他們長相沒有多少相似的地方。
AOI正是通過照片對比去檢測現在物體的照片與以前儲存物體的照片的相似程度;而且它必須通過數值來反映,所以AOI中定義這個相似度值從“0~100”;“0”表示一點都不像,“100”表示一模一樣,數值每加1表示更加相像一點,類似于光線增加一點。
2、TR-7100 AOI對各種缺陷檢測的原理a.缺件(側立、墓碑、錯件、極反)在TR-7100程式中,我們通過元件本體的影像對比,通過用分數來限定其影像可變化的範圍。
拿缺件來說,當檢測位置的元件不在了,它現在所拍到的照片與原來元件在時的照片對比,它的相似度會很低。
為什麼呢?舉個例子,給你兩張照片,一張照片上有一張桌子和一個人,另一張照片上只有一張相同的桌子,問你這兩張照片像不像。
當然你會說不像,一張照片少了一個人怎麼可能相像呢?所以,它們的相似度很低,也就是相似度數值低。
其他缺陷也都是相似度數值達不到正常情況下的數值而被b.位移和歪斜對於這兩種缺陷,TR-7100程式是通過在元件本體的參數設置中限制其搜索範圍和上下、左右以及角度方向可偏移的大小來檢測它們的。
常见电子元器件检验标准
A
检查标志是否正确,引脚无氧化痕迹
A
电感量用 LCR 数字电桥测量
用替代法测试叠层电感(31#N、33#N、
4.电感量、偏差
仪器测量 替代测试
34#N、35#N、36#N、38#N) 用测试好的车台 RF 板与遥控器 RF 板上 相同型号的电感元件进行替换测试,接
A
收和发射指标保持相同或超出原指标则
文件编号:XXXXXXXXX
编制:xxx
版本号: A
页 码:6
本页修改序号:00
检验项目 检验方法
检验内容
判定等级
1.型号规格
目检
型号规格是否符合规定要求
A
检查包装是否符合要求
A
2.包装、数量
目检
清点数量是否符合
A
3.外形尺寸、 封装、标志
十分微小的破裂, 测量外形尺寸,检 但不会破坏密封
B
目检
查表面有无破损 破裂处暴露出零件 内部
页数 4 5 6 7 8
9、10 11、12 13、14
15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
36
xxxxxxxxxxxxxxxxxxxxxxxxxx
QA 规范 来料检验
文件编号:XXXXXXXXX
编制:xxx
版本号: A
页 码:3
本页修改序号:00
名称:电阻器
检验项目 1. 型号规格
检验方法
检验内容
目检
检查型号规格是否符合规定要求
判定 等级
A
2. 包装、数量
3. 外形尺寸、 色环、封装、标志
目检 目检
重庆市计量检定收费标准

390
C-014-014
三针
0,1级
φ:(0.118~6.585)mm
组
40
C-015—015
万能工具显微镜
±(1m+L/100)
(200×100)mm
台
590
大型工具显微镜
±3m
(150×50)mm
台
390
小型工具显微镜
±3m
(75×50)mm
台
360
C—016—016
光切显微镜
台
220
干涉显微镜
光时域反射计
UL=2×10—5L(m)
UA=0。04dB/dB
U入=2nm
工作计量器具
1310nm窗口
1310nm窗口
1550nm窗口
台
670
C-042-042
数控机床(三轴)
0.01㎜
≤2.5m
台
3300
C—043—043
千分尺
0、1级
≤300mm
支
45
0、1级
>(300~500)mm
支
175
0、1级
(75~500)mm
支
50
C—007-007
研磨平尺
0。2m
200mm
个
180
300mm
个
180
500mm
个
350
序号
计量器具名称
准确度等级
测量范围
收费
单位
收费标准(元)
备注
C-008-008
卡尺
≤300mm
支
40
(0~500)mm
支
90
(0~1000)mm
铸铁铸件技术标准及接收准则
铸铁铸件技术标准及接收准则The document was finally revised on 2021铸铁铸件技术标准及接收准则 ***/***—20**1.目的为确保公司铸铁铸件生产、检验、接收时有所依循并适合公司质量方针。
2.适用范围本标准适用于本公司生产的顾客没有提供或没有提供全部(有明确要求的及时纳入《顾客要求—材质》记录表中)技术标准和接受准则的灰铸铁铸件的检验和接收。
3.技术要求材料力学性能采用国家标准:灰铁GB/T9439—88、球铁GB1348--88。
3.1.1注:1.验收时,n牌号铸铁,其抗拉强度应在n 至(n+100)MPa的范围内。
2.要求本体性能请客户明确取样部位和性能要求。
3.1.2金相组织采用国家标准:灰铁GB/T7216-87(石墨形态、长度;金属基体;碳化物等)。
球铁GB9441-88 (球化分级、球化率;石墨大小;金属基体;渗碳体等)。
对于金像组织,用户有要求时,由供需双方商定,用户无要求时不作为验收依据。
3.1.3化学成分(%)铸铁的化学成分一般不作为铸件验收依据。
用户有要求时,由供需双方商定。
在保证抗拉强度、硬度及金相组织的前提下,上列各元素允许在如下范围内波动: C±% Si±% Mn±% 。
3.1.4根据铸件性能要求,针对铸件重量、壁厚、冷却条件等不同对我公司生产的铸件外观质量要求3.2.1铸字(包括铸造日期代码、生产厂家标志、模具编号、铸件号等)要清晰可辩并符合图纸要求或用户要求。
3.2.2铸件必须质地均匀、无裂纹以及影响产品性能的缺陷。
3.2.3铸件加工表面上,允许存在加工余量范围内的砂眼、气孔、渣眼等孔洞类铸造缺陷。
3.2.4铸件非加工表面上允许存在以下规定范围内的表面缺陷:在ф50mm范围内,允许存在3处—ф2mm×1.5mm的孔洞类缺陷,允许用铸造修补胶对其填塞修补,修补处刷硝基黑漆(按规定配比稀释后使用),然后防锈处理。
球墨铸铁国家标准(摘要)
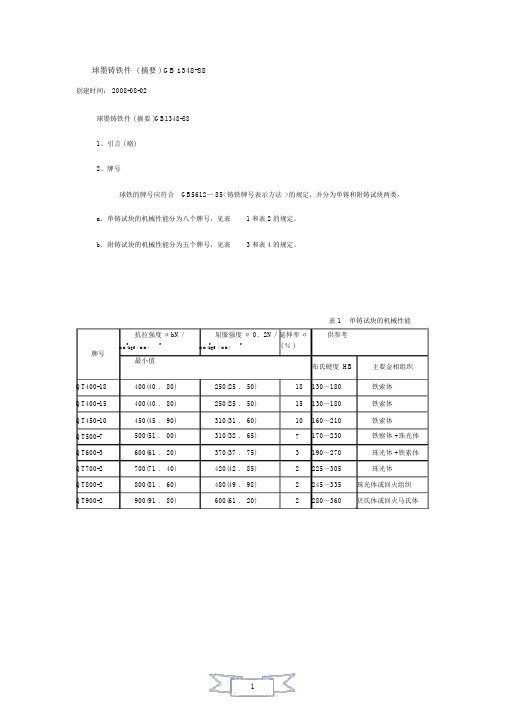
球墨铸铁件 ( 摘要 ) GB 1348-88创建时间: 2008-08-02球墨铸铁件 ( 摘要 )GB1348-881、引言 ( 略)2、牌号球铁的牌号应符合GB5612— 85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表 1 和表 2 的规定。
b.附铸试块的机械性能分为五个牌号,见表 3 和表 4 的规定。
表 1单铸试块的机械性能抗拉强度σbN/屈服强度σ 0.2N/延伸率σ供参考2222( % )mm(kgf /mm)mm(kgf /mm)牌号最小值布氏硬度 HB主要金相组织QT400-18400(40 . 80)250(25 . 50)18130~180铁索体QT400-15400(40 . 80)250(25 . 50)15130~180铁索体QT450-10450(45 . 90)310(31 . 60)10160~210铁索体QT500-7500(51 . 00)310(32 . 65)7170~230铁察体 +珠光体QT600-3600(61 . 20)370(37 . 75)3190~270珠光体 +铁素体QT700-2700(71 . 40)420(42 . 85)2225~305珠光体QT800-2800(81 . 60)480(49 . 98)2245~335珠光体或回火组织QT900-2900(91 . 80)600(61 . 20)2280~360贝氏体或回火马氏体表 2 单铸试块 V 型缺口试样的冲击值22最小冲击值 a K J / cm(kgf . m /cm)牌号室温 23±5℃低温 -20 ±2℃三个试样平均 个别值三个试样平均值个别值值QT400 —18 14(1 .43)11(1 .12)QT400 —18L12(1 .22) 9(0 .92)注:字母“ L ”表示该牌号在低温时的冲击值。
球墨铸铁中外牌号对照表
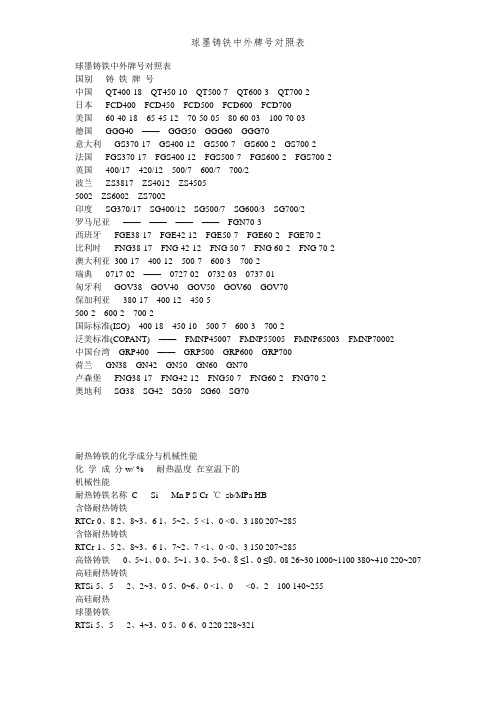
球墨铸铁中外牌号对照表国别铸铁牌号中国QT400-18 QT450-10 QT500-7 QT600-3 QT700-2日本 FCD400 FCD450 FCD500 FCD600 FCD700美国60-40-18 65-45-12 70-50-05 80-60-03 100-70-03德国GGG40 —— GGG50 GGG60 GGG70意大利 GS370-17 GS400-12 GS500-7 GS600-2 GS700-2法国FGS370-17 FGS400-12 FGS500-7 FGS600-2 FGS700-2英国400/17 420/12 500/7 600/7 700/2波兰ZS3817 ZS4012 ZS45055002 ZS6002 ZS7002印度SG370/17 SG400/12 SG500/7 SG600/3 SG700/2罗马尼亚———————— FGN70-3西班牙 FGE38-17 FGE42-12 FGE50-7 FGE60-2 FGE70-2比利时FNG38-17 FNG 42-12 FNG 50-7 FNG 60-2 FNG 70-2澳大利亚300-17 400-12 500-7 600-3 700-2瑞典0717-02 —— 0727-02 0732-03 0737-01匈牙利GOV38 GOV40 GOV50 GOV60 GOV70保加利亚380-17 400-12 450-5500-2 600-2 700-2国际标准(ISO) 400-18 450-10 500-7 600-3 700-2泛美标准(COPANT) —— FMNP45007 FMNP55005 FMNP65003 FMNP70002中国台湾 GRP400 —— GRP500 GRP600 GRP700荷兰GN38 GN42 GN50 GN60 GN70卢森堡FNG38-17 FNG42-12 FNG50-7 FNG60-2 FNG70-2奥地利SG38 SG42 SG50 SG60 SG70耐热铸铁的化学成分与机械性能化学成分w/ % 耐热温度在室温下的机械性能耐热铸铁名称C Si Mn P S Cr ℃sb/MPa HB含铬耐热铸铁RTCr-0、8 2、8~3、6 1、5~2、5 <1、0 <0、3 180 207~285含铬耐热铸铁RTCr-1、5 2、8~3、6 1、7~2、7 <1、0 <0、3 150 207~285高铬铸铁0、5~1、0 0、5~1、3 0、5~0、8 ≤1、0 ≤0、08 26~30 1000~1100 380~410 220~207 高硅耐热铸铁RTSi-5、5 2、2~3、0 5、0~6、0 <1、0 <0、2 100 140~255高硅耐热球墨铸铁RTSi-5、5 2、4~3、0 5、0-6、0 220 228~321高铝铸铁1、2~2、0 1、3~2、0 0、6~0、8 <0、2 <0、03 Al:20~24 900~950 110~170 170~200 高铝球墨铸铁1、7~2、2 1、0~2、0 0、4~0、8 <0、2 <0、01 Al:21~24 1000~1100 250~420 260~300铝硅耐热球铁(其中Al+Si为2、4~2、9 4、4~5、4 <0、5 <0、1 <0、02 Al:4、0~5、0 950~1050 220~275 -8、5~10、0%)。
10国材料牌号标准
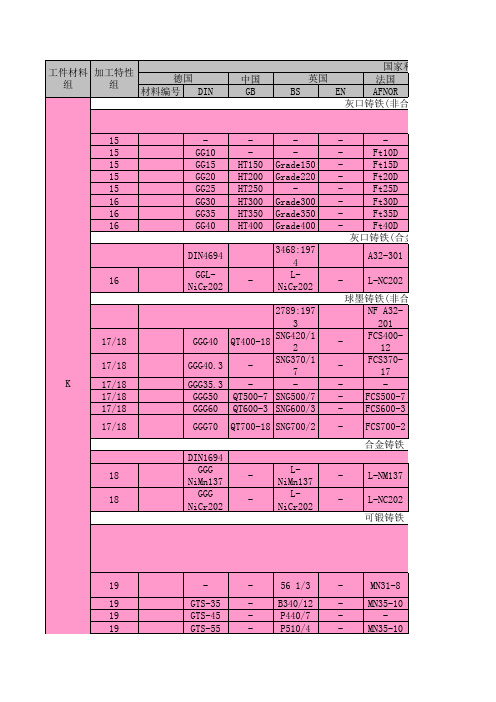
中国 GB 0Cr13; 1Cr12 1Cr13 1Cr17 2Cr13 4Cr13 1Cr17Ni2 Y1Cr17 1Cr17Mo 4Cr9Si2 0Cr13Al Cr17 8Cr20Si2 Ni 2Cr25N
材料对照表 不锈钢 国家和标准 英国 法国 BS EN AFNOR 403S17 410S21 430S15 S62 420C29 420S45 431S29 434S17 425C11 316C16 401S45 403S17 430S15 443S65 304S15 303S21 304S12 56A 60 56B; 56C 56B 56D 57 52 60 59 58E 58M Z6C13 Z10C14 Z8C17 Z20C13 Z20C13M Z40CM Z38C13M Z15CNi6. 02 Z10CF17 Z8CD17.0 1 Z4CND13. 4M Z45CS9 Z10C13 Z10CAS18 Z80CSN20 .02 Z10CAS24 Z6CN18.0 9 Z10CNF18 .09 Z2CN18.1 0
S18-1-2- W18Cr4VC 5 o5 S6-5-2 W6Mo5Cr4 V2 W18Cr4V
P
10月11日
1.3343
BM2
-
10月11日 10/11
1.3348 1.3355
S2-9-2 S18-0-1
BT1
-Z-
10/11 10/11 10/11
1.3355 -
S18-0-1 S6-5-3 -
比利时 NBN -
瑞典 SS 2301 2302 220 2304 2321 2383 2325 2322 2332 2346 2352
西班牙 UNE F.3110 F.8401 F.3401 F.3113 F.3401 F.3405 F.3427 F.3117 F.8414 F.322 F.311 F.3113 F.320V F.3551; F.3541; F.3504 F.3508 F.3503
金相检测合格判定标准
金相显微镜
室温5-40℃;相对湿度<65%;防尘,防磁场,防高频电场、无震动、无阳光直射无强腐蚀性气体。
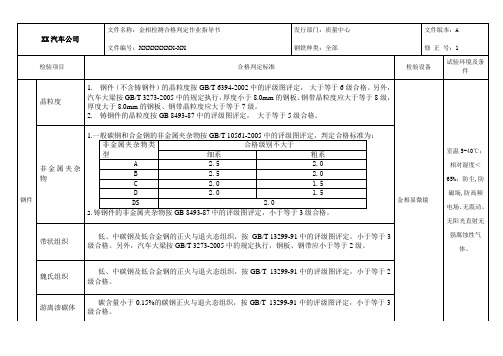
非金属夹杂物
1.一般碳钢和合金钢的非金属夹杂物按GB/T 10561-2005中的评级图评定,判定合格标准为:
非金属夹杂物类型
魏氏组织
低、中碳钢及低合金钢的正火与退火态组织,按GB/T 13299-91中的评级图评定,小于等于2级合格。
游离渗碳体
碳含量小于0.15%的碳钢正火与退火态组织,按GB/T 13299-91中的评级图评定,小于等于3级合格。
XX汽车公司
文件名称:金相检测合格判定作业指导书
文件编号:XXXXXXXX-XX
4~7级
≤10%
≤2%
≤1.0%
QT500-7
1~3级
4~7级
≤45%
≤2%
≤1.0%
QT600-3
1~3级
4~7级
≤70%
≤2%
≤1.5%
检测标准参照GB/T1348-2009;GB/T9441-2009。
金相显微镜
室温5-40℃;相对湿度<65%;防尘,防磁场,防高频电场、无震动、无阳光直射无强腐蚀性气体。
发行部门:检测中心
钢铁种类:全部
文件版本:A
修正号:0
检验项目
合格判定标准
检验设备
试验环境及条件
球磨铸铁件
球铁牌号
检测项目
石墨球化率
石墨大小
珠光体数量
碳化物数量
磷共晶数量
QT400-15
1~3级
4~7级
≤5%
≤2%
≤0.5%
回火作业指导书-球墨铸铁
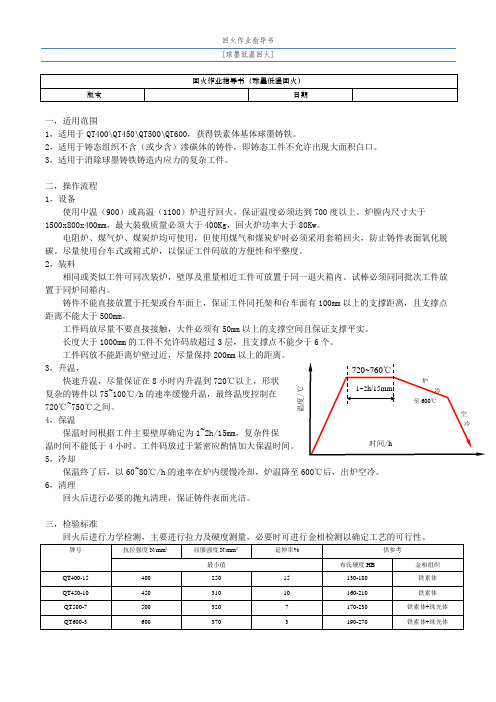
回火作业指导书 [球墨低温回火]回火作业指导书(球墨低温回火)版本日期一,适用范围1,适用于QT400\QT450\QT500\QT600,获得铁素体基体球墨铸铁。
2,适用于铸态组织不含(或少含)渗碳体的铸件,即铸态工件不允许出现大面积白口。
3,适用于消除球墨铸铁铸造内应力的复杂工件。
二,操作流程 1,设备使用中温(900)或高温(1100)炉进行回火,保证温度必须达到700度以上。
炉膛内尺寸大于1500x800x400mm ,最大装载质量必须大于400Kg ,回火炉功率大于80Kw 。
电阻炉、煤气炉、煤炭炉均可使用,但使用煤气和煤炭炉时必须采用套箱回火,防止铸件表面氧化脱碳。
尽量使用台车式或箱式炉,以保证工件码放的方便性和平整度。
2,装料相同或类似工件可同次装炉,壁厚及重量相近工件可放置于同一退火箱内。
试棒必须同同批次工件放置于同炉同箱内。
铸件不能直接放置于托架或台车面上,保证工件同托架和台车面有100mm 以上的支撑距离,且支撑点距离不能大于500mm 。
工件码放尽量不要直接接触,大件必须有50mm 以上的支撑空间且保证支撑平实。
长度大于1000mm 的工件不允许码放超过3层,且支撑点不能少于6个。
工件码放不能距离炉壁过近,尽量保持200mm 以上的距离。
3,升温, 快速升温,尽量保证在8小时内升温到720℃以上,形状复杂的铸件以75~100℃/h 的速率缓慢升温,最终温度控制在720℃~750℃之间。
4,保温保温时间根据工件主要壁厚确定为1~2h/15mm ,复杂件保温时间不能低于4小时。
工件码放过于紧密应酌情加大保温时间。
5,冷却保温终了后,以60~80℃/h 的速率在炉内缓慢冷却,炉温降至600℃后,出炉空冷。
6,清理回火后进行必要的抛丸清理,保证铸件表面光洁。
三,检验标准回火后进行力学检测,主要进行拉力及硬度测量,必要时可进行金相检测以确定工艺的可行性。
牌号抗拉强度N/mm ²屈服强度N/mm ²延伸率%供参考最小值布氏硬度HB 金相组织 QT400-15 400 250 15 130-180 铁素体 QT450-10 450 310 10 160-210 铁素体 QT500-7 500 320 7 170-230 铁素体+珠光体 QT600-36003703 190-270铁素体+珠光体炉 冷至600℃空 冷温度/℃时间/h 1~2h/15mm 720~760℃。
球墨铸铁水篦子执行标准

球墨铸铁水篦子执行标准
一、材质
球墨铸铁水篦子采用球墨铸铁QT500-7材质制作,此种材质的强度、耐磨性、耐腐蚀性均优于普通铸铁,能够满足长期使用的要求。
二、铸造标准
球墨铸铁水篦子的铸造需符合国家标准GB/T1348-2009《球墨铸铁件》,此标准规定了球墨铸铁的化学成分、力学性能、工艺性能以及检验规则等。
三、承载能力
球墨铸铁水篦子的承载能力需根据不同规格进行设计,以满足不同流量及使用场景的需求。
一般来说,球墨铸铁水篦子的承载能力应不小于15kN/m²。
四、力学性能
1.抗拉强度:球墨铸铁水篦子的抗拉强度应不低于500MPa。
2.屈服强度:屈服强度应不低于300MPa。
3.延伸率:延伸率应不低于10%。
4.冲击韧性:冲击韧性应不低于15J/cm²。
五、表面质量
1.球墨铸铁水篦子的表面应平整,无裂纹、砂眼、气孔等缺陷。
2.表面粗糙度应符合设计要求,一般应不大于Ra
3.2。
3.镀锌层应均匀,厚度不小于50μm。
六、防锈处理
1.球墨铸铁水篦子的表面应进行防锈处理,以防止锈蚀。
2.防锈处理应符合国家相关标准,如GB/T11376-2009《机械产品环境技术要求与试验方法》等。
球墨铸铁国家标准摘要

球墨铸铁件摘要 GB 1348-88创建时间:2008-08-02球墨铸铁件摘要GB1348-881、引言略2、牌号球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类;a.单铸试块的机械性能分为八个牌号,见表1和表2的规定;b.附铸试块的机械性能分为五个牌号,见表3和表4的规定;表1 单铸试块的机械性能表2 单铸试块V型缺口试样的冲击值注:字母“L”表示该牌号在低温时的冲击值;表3附铸试块的机械性能表3 附铸试块的机械性能试块测定的性能;表4 附铸试块V型缺口试样的冲击值3技术要求3.1生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定;但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标;对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定;3.2机械性能3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据;3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据;3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据;3.2.4如果以硬度作为验收指标时,按附录A的规定进行;3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定;3.3金相组织如果需方要求进行金相组织检验时,可按GB9441—88球墨铸铁金相检验的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定;球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决;3.4球铁件的几何形状及其尺寸公差3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定;3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行;有特殊要求的可按图样或有关技术要求的规定进行;3.5 球铁件表面质量3.5.1球铁件表面的粘砂、氧化皮等应清除干净;3.5.2球铁件浇冒口、出气孔、多肉、飞翅和毛刺等应符合图样的规定除掉其残根;3.5.3球铁件表面粗糙度应按GB6060.1—85<表面粗糙度比较样块铸造表面的规定,由供需双方商定标准等级;3.6球铁件的缺陷及修补3.6.1球铁件的加工面上允许存在加工余量范围内的表面缺陷;不允许有影响铸件使用性能的铸造缺陷如裂纹、冷隔、缩孔、夹渣等存在;球铁件非加工面上及铸件内部允许的缺陷由供需双方按铸件的要求商定;3.6.2不影响球铁件使用性能的缺陷可以修补焊补和其它方法修补技术要求由供需双方商定;经补焊后的球铁件应进行消除内应力热处理;4试验方法4.1试块制备4.1.1单铸试块试块的形状和尺寸由供需双方商定,可从图1、表5、图2、表6或图3中选择;图1、图2的斜影线部位为切取试样的位置;单铸试块应与该批铸件以同一批量的铁水浇注,并在每包铁水的后期浇注;试块的冷却条件与所代表的铸件大致相同,试块的开箱温度不应超过500℃;如果在腔内进行球化处理时,试块可以与铸件有共同的浇冒口系统的型腔内浇注,或在装有与铸件工艺接近的带有反应室的腔内单独浇注;需热处理时,试块应与铸件同炉热处理;表5 U型单铸试块尺寸注:①“Y”尺寸数值供参考;②U型单铸试块中较小数值的I型试块尺寸一般只用于薄壁件;表6 Y型单铸试块尺寸注:Y数值尺寸仅供参考4.1.2附铸试块当铸件质量等于或超过2000kg,而且壁厚在30~200mm范围时,一般采用附铸试块,附铸试块的形状和尺寸如图4、表7所示;附铸试块在铸件上的位置,应由供需双方商定,要以不影响铸件的使用性能,铸件外观质量以及试块致密为原则;附铸试块应在热处理后从铸件上切取;表7 附铸试块mm注:①在特殊情况下,表中L t可以适当减少.但不得少于125mm;②如用较小尺寸的附铸试块时应按下式规定;b=0.75a,c=a/24.2试样4.2.1抗拉试样均在单铸试块的剖面线部位或铸件本体上切取;4.2.2抗拉试样的形状和尺寸如图5所示;注:④夹持试样端部的方法及总长度I,t,可由供方和需方商定;②l 0原始测量长度标距这里l 0=5d;d——试样原始直径;Lc——平行段长度lc>l0由供方和需方商定;It——总长,根据Lc和Lt;如果因技术原因,需要采用其它直径的试样,应符合下列公式:l 0 =5.65 S01/2或l 0 =5d式中:l 0——试样原始标距长度:S0——试样原始断面积;d——试样原始直径;4.2.3冲击试样的形状及尺寸如图6所示;4.3机械性能试验4.3.1抗拉试验抗拉试验应按GB 228—76<金属拉力试验法>的规定进行;4.3.2冲击试验冲击试验按GB Z 106—80金属夏比V型缺口冲击试验方法的规定进行;试验时应选用能量同球铁性能相适应的试验机;4.3.3硬度试验布氏硬度试验应按GB 231—84<金属布氏硬度试验法的规定进行;硬度试验根据供需双方确定,可在铸件上或试样上的一个部位或几个部位上进行;5.检验规则5.1批量的划分5.1.1由同一包铁水浇注的铸件为一个批量;5.1.2每批铸件重量为2000kg算为一个批量;5.1.3如果一个铸件重量大于2000kg时,就单成为一个批量;5.1.4当连续不断地熔化大量同一牌号的铁水时,以两小时内所浇注的铸件为一个批量;5.1.5除5.1.1条规定外,如经供需双方商定同意,也可把若干个批量并成一组验收;在此情况下,生产过程中应有其它连续检测方法如金相检验、断口检验、弯曲检验等,并确实证明各次球化处理稳定、符合要求;5.2试验次数,试验结果的评定和复验5.2.1检验抗拉强度或冲击值时,先用一根抗拉试样或一组三根冲击试样进行试验;试验结果符合要求,则该批铸件为合格,如果试验结果达不到要求,再用双倍同批试样进行重复试验;5.2.2当重复试验结果都能达到要求时,则该批铸件为合格,如果双倍重复试验有1/2达不到要求时,则该批铸件为不合格;若因热处理不当造成不合格时,允许再次热处理,但重复热处理的次数不得超过两次;5.2.3铸件如果以铸态供货时,性能达不到要求,经需方同意,供方可将铸件和其代表的试块进行热处理后重新试验;5.3试验的有效性;如果不是由于铸件本身的质量问题,而是由于下列原因之一造成试验结果不符合要求时,则试验无效;a.试样在试验机上装卡不当或试验机的操作不当;b.试样有铸造缺陷或试样切削加工不当;c.拉伸试样在标距外断裂;d.试样拉伸、冲击后在断口上有铸造缺陷;5.4铸件的检验5.4.1铸件表面、外观用目测方法逐件进行检验或抽验;5.4.2首批铸件和重要铸件,应按图样规定逐件检查尺寸和几何形状;一般铸件及用保证尺寸稳定性方法生产出来的铸件可以抽查,抽查的方法按双方商定进行;6.标志和质量证明书略7.包装和储存略附录A球墨铸铁件硬度补充件A1 硬度牌号在特殊情况卞,供需双方同意,允许根据铸件本体所测得硬度值规定球铁硬度牌号,本附录根据球铁件的硬度分为八个牌号,见表Al;表Al 球墨铸铁铸件硬度A2 技术要求A2.1 硬度每一批量铸件必须检验硬度,检验硬度值的同时,必须进行金相组织检验;A2.2金相组织金相组织应符合GB9441的规定,球化级别一般不得低于4级;其检验次数和取样要求应由供需双方商定; 球化等级和基体组织,可用无损检测方法进行检验;如有争议时,应用金相检验法裁决;A3 试验方法A3.1硬度试验可按GB 231的要求进行;A3.2如果不能在铸件本体测定硬度,经供需双方商定,可在铸件的附铸试块上测定硬度,硬度试块见图A; A3.3硬度试块在铸件上的位置,由供需双方商定,但不能影响铸件的使用性能;A3.4硬度试验应在与铸件连接的面上进行;A3.5需要热处理时,硬度块应在热处理后从铸件上取下;A4批量的划分和试验次数.批量应按5.1条的规定.每批硬度试验的次数和部位由供需双方商定;A5 重复试验重复试验应按5.2.2、5.2.3条的规定进行;。
钢渗氮技术及检验
在氮化处理前零件经受调质处理,零件硬度为HV200~ 300,为回火索氏体组织,经氮化处理后,心部还具有良 好的综合机械性能。
钢渗氮技术及检验
渗氮钢及预先热处理
氮化钢的合金化
➢合金元素与钢的氮化工艺
氮化工艺的要求:
• 氮化表面的高硬度; • 氮化表面的脆性满足要求; • 获得足够深的氮化层深度; • 尽可能缩短氮化时间。
➢ 当氮达到α-Fe的饱和浓度后,便与氮化物形成元素发 生作用,按照氮与合金元素亲和力的强弱,依次形成 氮化物。例如38CrMoAlA,先形成极为弥散的氮化铝, 然后形成氮化钼,最后形成氮化铬。
➢ 合金元素与氮的亲和力越大,所形成的氮化物越稳定, 熔点、硬度也越高。
➢ 氮化物的稳定性按下列次序降低,即Ti、Al、V、Nb、 W、Mo、Cr、Mn、Fe的氮化物。
• 软氮化方法分为气钢体渗氮软技术氮及化检验和液体软氮化两大类。
氮化工艺方法
• 软氮化
– 常用的共渗介质有尿素、甲酰胺和三乙醇胺,它们在软氮化温度 下发生热分解反应,产生活性碳、氮原子。活性碳、氮原子被工 件表面吸收,通过扩散渗入工件表层,从而获得以氮为主的碳氮 共渗层。气体软氮化温度常用560-570℃,因该温度下氮化层硬 度值最高。氮化时间常为2-3小时,因为超过2.5小时,随时间延 长,氮化层深度增加很慢。
0率.0视2~流0量.2的m大/m小,与其温性度质的极高硬低H而v 1有00所0改~变12,00流,量又愈极大脆则,分NH解3度之愈分低解,
流量愈小则分解率愈高,温度愈高分解率愈高,温度愈低分解率亦
愈低,NH3气在570℃时经热分解如下:
•
NH3 →〔N〕Fe + 3/2 H2
• 经 渗分氮解,出一来般的缺N点,为随硬而化扩层散薄进而入氮钢化的处表理面时形间成长。。相的Fe2 - 3N气体
通用桥式起重机标准

通用桥式起重机标准号:GB/T14405-1993 替代标准号:JB1036-1928发布单位:国家技术监督局发布起草单位:大连起重机器厂负责起草;北京起重运输机械研究所、太原重型机器厂、上海起重运输机械厂发布日期:实施日期:1主题内容与适用范围本标准规定了通用桥式起重机的分类、技术要求、实验方法及检验规则等内容。
本标准适用于在一般环境中工作的双梁通用桥式起重机(以下简称起重机),其取物装置为吊钩、抓斗或电磁吸盘(起重电磁铁),或同时用其中二种或三种。
专用桥式起重机中相同或类似的部分亦可参照使用。
2引用标准GB191 包装储运图示标志GB699 优质碳素结构钢技术条件GB700 碳素结构钢GB783 起重机械最大起重量系列GB985 气焊、手工电弧及气体保护焊焊缝坡口的基本形式和尺寸GB986 埋弧焊焊缝坡口的基本形式和尺寸GB1102 圆股钢丝绳GB1348 球墨铸铁件GB1591 低合金结构钢GB3323 钢熔化焊对接接头射线照相和质量分级GB3811 起重机设计规范GB4628 桥式起重机圆柱车轮GB4942.2 低压电器外壳防护等级GB5905 起重机试验规范和程序GB5972 起重机械用钢丝绳检验和报废实用规范GB6164 起重机缓冲器GB6333 电力液压块式制动器GB6334 直流电磁铁块式制动器GB6417 金属熔化焊焊缝缺陷分类及说明GB6974 起重机械名词术语GB7592 通用桥式起重机限界尺寸GB8981 优质钢丝绳GB8923 涂装前钢材表面锈蚀等级和除锈等级GB9286 色漆和清漆漆膜的划格试验GB10051 起重吊钩GB 10095 渐开线圆柱齿轮精度GB10183 桥式和门式起重机制造及轨道安装公差GB11352 一般工程用铸造碳钢件GB/T14407 通用桥式和门式起重机司机室技术条件ZBJ19 010 起重机减速器ZBJ19001 起重机底座式减速器ZBK26007 YZ系列起重及冶金用三相异步电动机技术条件ZBK26008 YZR系列起重及冶金用绕线转子三相异步电动机技术条件JB1152 锅炉和钢制压力容器对接焊缝超声波探伤JB2299 矿山、工程、起重运输机械产品、涂漆颜色和安全标志JB2759 机电产品包装通用技术条件JB4315 起重机电控设备3分类3.1型式种类3.1.1起重机的型式种类按其取物装置划分,见图1和表1。
铸铁牌号标准

—
—
SCPH11
15
—
SCPH21
WC11
J11872
—
GS-17CrMo55
1.7357
—
—
—
—
—
SCPH21
16
—
SCPH32-CF
WC9
J21890
—
GS-12CrMo9 10
1.7380
G14CrMo 9 10
—
622
பைடு நூலகம்B3
2224
—
SCPH32-CF
17
—
SCPH61
C5,CP5
J42045
Z3CND19 10-M
—
—
AM-X2CrNiMo19 11
CF-3M
—
2385
000Ch17N14M2
—
15
—
—
CA-15
J91150
—
G-X5NiCrMo13 4
1.4407
GX12Cr13
Z6CND13.04-M
405C29
—
—
—
—
2348
—
—
16
—
—
—
J92810
—
G-X6CrNiMo18 12
FNG38-17
FNG42-12
FNG50-7
FNG60-2
FNG70-2
FNG80-2
—
23
奥地利
SG38
SG42
SG50
SG60
SG70
—
—
碳素铸钢和合金铸钢牌号近似对照
序号
中国
(GB)
日本
检验科危急值报告制度及数值范围
临床检验(查)“危急值”报告制度2015年版临床检验(查)“危急值”,是以正常值做为标靶而制定的临床紧急救治数据,是指检验(查)结果与正常参考范围偏离较大,当这种试验结果出现时,表明患者可能正处于有生命危险的边缘状态。
此时如果临床医师及时得到检验信息,迅速给予患者有效的干预措施或治疗,可能挽救患者的生命,避免严重后果的出现。
因此把这种有可能危及患者安全或生命的临床检验数值称为“危急值”。
鉴于临床检验(查)“危急值”对于患者生命安全的重要意义,特制定本制度。
一、临床检验科室处置流程㈠医技科室工作人员发现“危急值”情况时,检查(验)者首先要确认仪器、设备和检查过程是否正常,操作是否正确;核查检验标本采集、运送是否有误,检验项目质控、定标、试剂是否正常,仪器传输是否有误。
㈡在确认检验(查)过程各环节无异常的情况下,需立即电话通知临床科室人员“危急值”结果,并在《危急值报告登记本》上填写以下内容:患者姓名、性别、年龄、住院号(门诊号)、科室、床号、申请医师、检验项目、检验结果、收样时间、出报告时间、临床接收人员和检验者姓名等;并由临床接受人员即时复述确认检验结果。
(见附一)㈢临床检验科室对原标本留取标本备查。
㈣危急值报告由临床检验科室当值检测工作人员负责执行,临床检验科室科室负责人予以监督和每月审核。
二、临床科室处置流程㈠临床科室医务人员接获有关“危急值”报告的电话,并按要求复述一遍结果后,应在临床科室《危急值报告登记本》上认真记录报告时间、检查结果、报告者。
㈡临床科室医务人员接获“危急值”时,除按要求记录外,应立即将检查结果报告主管医师或值班医师,同时记录汇报时间、汇报医师姓名;㈢主管医生或值班医生应根据病情,结合“危急值”报告结果,对该患者的病情做进一步了解,必要时予以重新抽样检查,对“危急值”报告进行分析和评估,立即采取相应处理措施,同时及时报告上级医师或科主任,必要时报医院总值班或者医务部;(见附二)㈣主管医师或值班医师需在接获“危急值”6小时内,在病程记录中详细记录报告结果和所采取的相关诊疗措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
绝缘性能
100KN拉力下绝缘电阻值≥2MΩ(500V)
1套/批
拉力试验机;兆欧表
外
观
检
验
1
砂、渣孔
不可有
全 检
目 视
2
表面粗糙度
≤100μm
全 检
目 视
3
浇冒口/毛 边
不允许存在残根
全 检
目 视
编制: 批准: 审核:
河北北科机械制造有限公司
成品检验标准
页数:第1页共1页
客户
品名
材质
QT500-7
检验
项目
编号
检验内容
规 格
检验频率测Biblioteka 方法材质检
验
实 体 硬 度
HB:170-230
1件/炉
硬 度 机
抗 拉 强 度
≥470N/mm2
1支/批
拉力试验机
延 伸 率 %
≥6
1支/批
拉力试验机
石 墨 形 态
1—3级
1件/炉
金相显微镜
石 墨 尺 寸
5—7级
1件/炉
金相显微镜
球 化 率
≥80
—
—
基 体 组 织
铁素体+珠光体
1件/炉
金相显微镜
化 学 成 分
(%)
C:3.5-3.9 P≤0.08
Si:2.5-3.0 S≤0.03 Mn0.3-0.8
1件/炉
碳硫仪
C-S分析仪
铸件抗拉
160KN卸载后各零件无裂纹与破断且螺母能正常转动
1件/炉