LA-555防绒胶
粘pom用的胶水

粘pom用的胶水
如果你经常DIY手工制作,那你肯定知道pom pom(毛线球)是非常实用的材料,可以用来做毛绒玩具、装饰品等等。
然而,pom pom 的制作过程中需要用到胶水,为了让pom pom粘得更牢固,我们需要选择合适的胶水。
有很多种胶水可以用来粘pom pom,比如PVA胶、热熔胶、强力胶水等。
其中,PVA胶是最常用的胶水之一,因为它不含有害物质,容易洗掉,而且粘度适中,不会让pom pom太硬或太软。
当然,如果你想要更加牢固的粘合效果,可以选择强力胶水,但需要注意使用时避免过度使用,以免让pom pom变得过于坚硬。
在使用胶水粘pom pom的时候,需要注意以下几点:
1. 使用时要适量,不要用太多,否则会让pom pom变形或变硬。
2. 等胶水稍微干一些再粘,这样可以让pom pom更加牢固。
3. 粘pom pom时要注意位置,避免胶水流出来弄脏周围的物品。
总之,选择合适的胶水可以让pom pom更加美观、牢固,帮助我们制作出更加精致的手工作品。
- 1 -。
派克液压密封件说明书

派克汉尼汾公司版权所有未经许可不能摘录,翻印。
保留修改权利2021年6月警告销售条件本样本中产品和/或系统或相关产品出现故障,选型不当或使用不当,均可能导致人身伤亡和财产损失。
本文档以及由派克·汉尼汾公司及其子公司和授权经销商提供的其他资料,为具有技术知识的用户提供进一步研究所需的产品和/或系统选项。
重要的是,用户必须对您的应用进行全面的分析,并对当前产品样本中与产品或系统相关的资料进行评估。
由于工作条件以及产品或系统的多样性,用户必须自行分析和测试,并独自承担一切后果,包括:产品和系统的最终选型以及确保满足应用的所有性能、安全和警告等方面的要求。
派克·汉尼汾及其子公司可能会随时对本样本中的产品,包括但不限于:产品的特性、产品的规格、产品的结构、产品的有效性以及产品的价格作出变更而不另行通知.本样本中的所有产品均由派克·汉尼汾公司及其子公司和援权经销商销售。
与派克签订的任何销售合同均按照派克标准条件和销售条件中规定的条款执行(提供复印件备索)。
本公司的密封件,只能在本公司的文件资料述及的应用参数范围与接触介质、压力、温度和存放时间相一致的情况下才能使用。
在规定的应用参数范围外使用以及错误选用不同的材料都可能导致密封件寿命的缩短以及设备的损坏,甚至更严重的后果(如生命安全,环境污染等)。
样本中所列出的工作压力、温度范围、运动速度是极限值,它们之间相互关联、相互影响;在极端的工况下,建议不要同时把各个参数都同时用到极限值。
对于特殊的要求(压力、温度、速度、介质等),请联系派克汉尼汾公司以咨询合适的密封结构、材料、配置、安装建议等。
由于诸多工作参数会影响到流体传动系统及密封元件,这些设备的制造商必须在实际工作条件下测试、验证并批准密封系统的功能与可靠性。
此外,对于不断出现的新的介质(液压油、润滑脂、清洗剂等),用户特别注意它们与目前所用的密封件弹性体材料的兼容性。
我们建议用户在大批量应用之前,在厂内或现场先做密封材料的兼容性能测试,作为密封产品与系统供应商,我们建议用户遵循我们的这些建议。
3M胶资料-很齐全的背胶资料

100多种3M胶的规格产品名称:3M============================================产品名称:3M 4926/4936/4936F/4941/4941F/4956/4956F/4979F胶的厚度不含离型纸mm(Mils):(15)/(25)/(25)/(45)/(45)/(62)/(62)/(62)特性:灰黑色,闭孔结构丙烯酸泡绵基材,服贴性高,适用一般涂漆表面,抗增塑剂。
通过UL746认证。
/黑色4956胶型:丙烯酸短期耐温性:149`C(300°F)长期耐温性: 93`C(200°F)抗溶剂性:高相对粘性HSE:高相对粘性LSH:中主要用途:卡车子总装,电力机柜,广告标志,LCD,玻璃窗离型纸:A/A/B/A/D/A/B/B注:离型纸种类A-3mil 54#高密度牛皮离型纸B-5mil 透明PE膜C-2mil PET膜D-5mil 红色PE膜E-4mil 58# PE涂布牛皮离型纸……………………………………………………………………………………………………………………………………………………………产品名称:3M 4932/4952胶的厚度不含离型纸mm(Mils):(25)/(45)特性:白色闭孔结构丙烯酸基材,适用于PP或粉末喷涂表面胶型:合成短期耐温性:93`C(200°F)长期耐温性:71`C(160°F)抗溶剂性:高相对粘性HSE:高相对粘性LSH:高主要用途:办公家具,车辆总装,建筑标志离型纸:A/A注:离型纸种类A-3mil 54#高密度牛皮离型纸B-5mil 透明PE膜C-2mil PET膜D-5mil 红色PE膜E-4mil 58# PE涂布牛皮离型纸……………………………………………………………………………………………………………………………………………………………产品名称:3M 4951胶的厚度不含离型纸mm(Mils):(45)特性:白色闭孔结构丙烯酸基材,适用施工温度可低至0`C胶型:丙烯酸短期耐温性:149`C(300°F)长期耐温性: 93`C(200°F)抗溶剂性:高相对粘性HSE:高相对粘性LSH:低主要用途:建筑低温操作的应用离型纸:C注:离型纸种类A-3mil 54#高密度牛皮离型纸B-5mil 透明PE膜C-2mil PET膜D-5mil 红色PE膜E-4mil 58# PE涂布牛皮离型纸……………………………………………………………………………………………………………………………………………………………产品名称:3M 4943F/4957F胶的厚度不含离型纸mm(Mils):(45)/(62)特性:灰色,高贴服性泡绵胶型:丙烯酸短期耐温性:149`C(300°F)长期耐温性: 93`C(200°F)抗溶剂性:高相对粘性HSE:高相对粘性LSH:低主要用途:蜂窝电话天线,电子收费装置离型纸:C/C注:离型纸种类A-3mil 54#高密度牛皮离型纸B-5mil 透明PE膜C-2mil PET膜D-5mil 红色PE膜E-4mil 58# PE涂布牛皮离型纸……………………………………………………………………………………………………………………………………………………………产品名称:3M 4905/4910胶的厚度不含离型纸mm(Mils):(20)/(40)特性:透明闭孔结构基材非常适用于透明材质之粘接胶型:丙烯酸短期耐温性:149`C(300°F)长期耐温性: 93`C(200°F)抗溶剂性:高相对粘性HSE:高相对粘性LSH:低主要用途:阳光顶内外层密封,玻璃门把手离型纸:D/D注:离型纸种类A-3mil 54#高密度牛皮离型纸B-5mil 透明PE膜C-2mil PET膜D-5mil 红色PE膜E-4mil 58# PE涂布牛皮离型纸……………………………………………………………………………………………………………………………………………………………产品名称:3M 4920/4930/4950/4955/4959胶的厚度不含离型纸mm(Mils):(15)/(25)/(45)/(80)/(120)特性:白色,闭孔结构丙烯酸基材,通用型号。
tws耳机常用品牌胶水性能对比
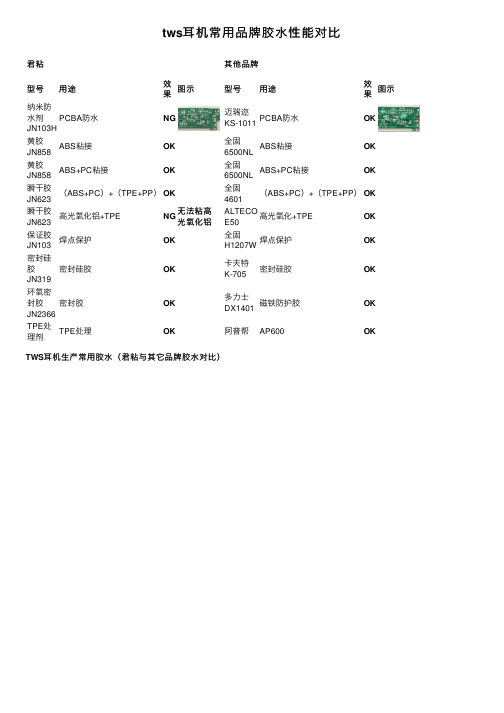
tws耳 机 常 用 品 牌 胶 水 性 能 对 比
君粘
其他品牌
型号 用途
效 果
图示
纳米防
水剂 PCBA防水
NG
JN103H
黄胶 JN858
ABS粘接
OK
黄胶 JN858
ABS+PC粘接
OK
瞬干胶 JN623
(ABS+PC)+(TPE+PP) OK
瞬干胶 JN623
(ABS+PC)+(TPE+PP) OK
ALTECO E50
高光氧化+TPE
OK
全固 H1207W
焊点保护
OK
卡夫特 K-705
密封硅胶
OK
多力士 DX1401
磁铁防护胶
OK
阿普帮 AP600
OK
TWS耳机生产常用胶水(君粘与其它品牌胶水对比)
高光氧化铝+TPE
NG
无法粘高 光氧化铝
保证胶 JN103
焊点保护
OK
密封硅
胶
密封硅胶
OK
Hale Waihona Puke JN319环氧密封胶 密封胶
OK
JN2366
TPE处 理剂
TPE处理
OK
型号 用途
效 果
图示
迈瑞迩 KS-1011
PCBA防水
OK
全固 6500NL
ABS粘接
OK
全固 6500NL
ABS+PC粘接
OK
全固 4601
RoHS测试报告编号一览表
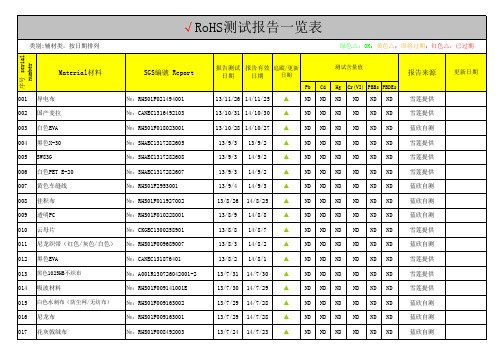
导电布 国产麦拉 白色EVA 黑色X-30 SW83G 白色PET E-20 黄色车缝线 佳积布 透明PC 云母片 尼龙织带(红色/灰色/白色) 黑色EVA
黑色1025HB不织布
№:RHS01F021494001 №:CANEC1316492103 №:RHS01F018023001 №:SHAEC1317282605 №:SHAEC1317282608 №:SHAEC1317282607 №:RHS01F2953001 №:RHS01F011927002 №:RHS01F010228001 №:CKGEC1300258901 №:RHS01F009689007 №:CANEC131876401 №:A001R130726042001-2 №:RHS01F009141001E №:RHS01F009163002 №:RHS01F009163001 №:RHS01F008492003
13-2-25 13-2-22 14-2-21 14-2-25 13-1-15 13-1-14 13-1-14 14-1-21 13-1-12 13-1-12 13-1-5 13-1-31
14-2-24 14-2-21 15-2-20 15-2-24 14-1-14 14-1-13 14-1-13 15-1-20 14-1-11 14-1-11 14-1-4 14-1-30
№:EC406768200 №:H04022028004D №:CANEC1303859610 №:CANEC1303859601 №:CANEC1303859602 №:CANEC1303859609 №:CANEC1303859604 №:CANEC1303592501 №:CANEC1303592502 №:SCL01G003982001C №:SHAEC1304148459 №:SHAEC1304070002 №:CANEC1401493302 №:CANEC1401493305 №:A001T130305024001 №:SHAEC1303199601 №:RLSZF002368700002 №:CANEC1302292901 №:CANEC1302359101 №:CANML13023868801 №:CANML1302386802 №:RHS01G005992001
BPS4000产品规格说明书

1 2 3 4 5 6 7 8 9Specification StatusChange Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy 160-006AM040322BHTI Alternate Materials List M&P 299-947-100-690115BHTI Procurement Specification for Epoxy Adhesive, Heat Resistant M&P 299-947-320-820507BHTIAdhesive Film and Primer System, Intermedite Cure Temperature (260-290º F) ServiceTemerature 67-225º F)M&P 68A900000G011101BAC Finish Spec:F-15M&P 74A900000E990308BAC Finish Specification for F18 Aircraft M&P 74A900004L010501BAC Ctrl:Fract Crit Parts, F-18M&P 74A901001F981208BAC Std Finish Codes:F-18 A\C M&P 901-947-002CA D950510BHTI Finish Specification for the V-22 Aircraft (Bell Boeing) Model 901) EMD Aircraft M&P10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26A-A-208B951120Notice 2 Notice 3FED Ink, Marking, Stencil, Opaque M&P A-A-2962Cancelled no s/s spec A980810canc notice 2-060106FED Commercial Item Description Enamel, Alkyd, Exterior, Solvent Based, Low Voc ok to use canc spec M&P A-A-3097BK-970506Notice 3FEDCommercial Item Description Adhesives, Cyanoacrylate, Rapid Room Temperature-Curing,SolventlessM&P A-A-3165CA A071116Notice 2FED Lacquer, Gloss, for A/C Use M&P A-A-52080B980523Notice 1FED Tape, Lacing, and Tying, Nylon M&P A-A-52081B980523FED Tape, Lacing, and Tying, Polyester M&P A-A-52082CE C070904Notice 1FED Tape, Lacing and Tying, TFE-Fluorocarbon M&P A-A-52083BJ C040223FED Tape, Lacing, and Tying, Glass M&P A-A-52084B980523Notice 1FED Tape, Lacing and Tying, Aramid M&P A-A-55829-970204Notice 1DLA Acetic Acid, Glacial, Technical M&P A-A-56032CN D030521Notice 1FED Commercial Item Description (CIDS) Ink, Marking, Epoxy Base M&P A-A-59126-970926FED Terminals, Feedthru (Insulated) and Terminals, Stud (Insulated and Noninsulated)ENG A-A-59132CR A100607Validation Notice 1DLA Amyl Acetate, Technical M&P A-A-59135CR-971028FED Commercial Item Description Packaging Material, Sheet M&P A-A-59136CR-971028FED Cushioning Material, Packaging, Closed Cell Foam Plank M&P A-A-59178CL A041012USGOVT Nipple, Electrical Terminal ENG A-A-59503CG B081020FED Commercial Item Description Nitrogen, Technical M&P A A59551Wire Electrical Copper(Uninsulated)27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44A-A-59551CP A091022USGOVT Wire, Electrical, Copper (Uninsulated) M&P A-A-59569CK C090122DLA Qualification Sampling and Testing of Steels for Transverse Tensile Properties ENG A-A-59588BK A050707FED Commercial Item Description Rubber, Silicone M&P A-A-59877CT-100909FED Comemrcial Item Description Insulating Compound, Electrical, Embedding M&P AIR4127CG - 071101SAE Steel: Chemical Composition and Hardenability M&P AISI-1010Unavailable-AISI Low Carb Stl Unavailable M&P AISI-50100Unavailable-AISI Bearing Stl Unavailable M&P AISI-52100Unavailable-AISI Bearing Stl Unavailable M&P AISI-B-1112Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1212Unavailable-AISI Matl Spec, Stl Unavailable M&P AISI-C-1213Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1214Unavailable-AISI Matl Spec, Stl Unavailable M&P AMS 2175CR A100601SAE Castings, Classification and Inspection of M&PAMS 2201Cancelled CN Can940901SAETolerances Aluminum and Aluminum Alloy Bar, Rod, Wire, and Forging Stock Rolled or Cold-FinishedANSI H35.2M&PAMS 2221G060201SAE Tolerances, Copper and Copper Alloy Bars and Rods M&P AMS 2222BG J060201SAE Tolerances, Copper and Copper Alloy Sheet, Strip, and Plate M&P AMS 2223BF H060201SAE Tolerances Copper and Copper Alloy Seamless Tubing M&P AMS 2224G060201SAE Tolerances Copper and Copper Alloy Wire M&P AMS2241Tolerances,Corrosion and Heat-Resistant Steel,Iron Alloy,Titanium,and Titanium Alloy Bars and45 46 47 4849 50 51 52 53 54 55 56 57 58AMS 2241CN R070701SAETolerances, Corrosion and Heat Resistant Steel, Iron Alloy, Titanium, and Titanium Alloy Bars andWireM&P AMS 2242CC G080604SAETolerances Corrosion and Heat Resistant Steel, Iron Alloy, Titanium and Titanium Alloy Sheet,Strip and PlateM&P AMS 2243BJ H060501SAE Tolerances Corrosion and Heat-Resistant Steel Tubing M&P AMS 2248CN F060501SAEChemical Check Analysis Limits Corrosion and Heat-Resistant Steels and Alloys, Maraging andother Highly-Alloyed Steels, and Iron AlloysM&PAMS 2249CN G090701SAEChemical Check Analysis Limits Titanium and Titanium AlloysM&PAMS 2259CN E071201SAE Chemical Check Analysis Limits Wrought Low-Alloy and Carbon Steels M&P AMS 2269CN F060501SAE Chemical Check Analysis Limits Nickel, Nickel Alloys, and Cobalt Alloys M&P AMS 2300BF K031001SAE Steel Cleanliness, Premium Aircraft-Quality Magnetic Particle Inspection Procedure M&P AMS 2301CT K100801SAE Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection Procedure M&P AMS 2303CT F100801SAESteel Cleanliness, Aircraft Quality, Martensitic Corrosion Resistant Steels Magnetic ParticleInspection ProcedureM&P AMS 2304CN A060301SAE Steel Cleanliness, Special Aircraft-Quality Magnetic Particle Inspection Procedure M&P AMS 2310BE F060201SAE Qualification Sampling and Testing of Steels for Transverse Tensile Properties M&P AMS 2315CN F080101SAE Determination of Delta Ferrite Content M&PAMS 2350Cancelled no s/s spec CN BA891001SAEStandards and Test Methodsok to use canc spec M&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy59 60 61 62 63 64AMS 2355CN J090701SAEQuality Assurance Sampling and Testing Aluminum Alloys and Magnesium Alloy WroughtProducts (Except Forging Stock), and Rolled, Forged, or Flash Welding RingsM&P AMS 2360CN D070701SAE Room Temperature Tensile Properties of Castings M&P AMS 2370CN J071101SAEQuality Assurance Sampling and Testing Carbon and Low-Alloy Steel Wrought Products andForging StockM&P AMS 2371CN H071101SAEQuality Assurance Sampling and Testing Corrosion and Heat-Resistant Steels and Alloys WroughtProducts and Forging StockM&P AMS 2372CN E070601SAE Quality Assurance Sampling and Testing Carbon and Low-Alloy Steel Forgings M&P AMS 2375CN D070601SAE Control of Forgings Requiring First Article Approval M&PA l d C t l f P i Q lit Tit i All65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82AMS 2380CN F080601SAE Approval and Control of Premium-Quality Titanium Alloys M&P AMS 2400BV W070701SAE Plating, Cadmium M&P AMS 2401CN H071101SAE Plating, Cadmium Low Hydrogen Content Deposit M&P AMS 2403BM L041001SAE Plating, Nickel General Purpose M&P AMS 2404CH F081201SAE Plating, Electroless Nickel M&P AMS 2405Noncurrent CN C841010SAE Electroless Nickel Plate, Low Phosphorous M&P AMS 2406BV L070501SAE Plating, Chromium Hard Deposit M&P AMS 2408CF J081101SAE Plating, Tin M&P AMS 2410CR K100401SAE Plating, Silver Nickel Strike, High Bake M&P AMS 2411CB G080201SAE Plating, Silver for High Temperature Applications M&P AMS 2412CN J091201SAE Plating, Silver Copper Strike, Low Bake M&P AMS 2416K040301SAE Plating, Nickel-Cadmium Diffused M&P AMS 2417G040701SAE Plating, Zinc-Nickel Alloy M&P AMS 2418G060101SAE Plating, Copper M&P AMS 2419BM C030501SAE Plating, Cadmium-Titanium M&P AMS 2420D021201SAE Plating of Aluminum for Solderability Zinc Immersion Pre-Treatment Process M&PAMS 2423**See special notes CE D020401SAE Plating, Nickel Hard DepositContinue to use AMS-QQ-N-290 for Class2 NickelM&PAMS 2424CR F100401SAE NI Plate, Low Stressed Deposit M&P AMS2426D Coating Cadmium Vacuum Deposition83 84 85 86 87 88 89 90 91 92 93 94AMS 2426BT020901SAE Coating, Cadmium Vacuum Deposition M&P AMS 2429C011101SAE Bronze Plate Masking M&P AMS 2430CN R100101SAE Shot Peening, Automatic M&P AMS 2433C041001SAE Plating, Nickel-Thallium-Boron or Nickel-Boron M&P AMS 2434CN C060501SAE Plating, Tin-Zinc Alloy M&P AMS 2435Noncurrent CN G070601SAE Coating, Tungsten Carbide-Cobalt Coating, Detonation Process M&P AMS 2437BN C710111SAE Coating, Plasma Spray Deposition M&P AMS 2438CL D090701SAE Plating, Chromium Thin, Hard, Dense Deposit M&P AMS 2444BM A001201SAE Coating, Titanium Nitride Physical Vapor Deposition M&P AMS 2451BN B060501SAE Plating, Brush General Requirements M&PAMS 2460See special notes CA-070701SAE Plating, ChromiumIf dwg requires chrome plate per AMS-QQ-C-320 then stress relief and embritlmnt(emb) bake relief per BPS4620. If dwg req'schrome plate per AMS 2460 then stressrelief and bake relief per AMS 2460 unlessthe dwg specifically req's BPS 4620M&PAMS 2468Cancelled CN G981001SAE Hard Anodic Coating Treatment of Aluminum Alloys AMS 2469M&P AMS 2469CG H080701SAEHard Anodic Coating Treatment of Aluminum and Aluminum Alloys Processing and PerformanceRequirementsM&P95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111qAMS 2470CN M070401SAE Anodic Treatment of Aluminum Alloys Chromic Acid Process M&P AMS 2471CN G081201SAE Anodic Treatment of Aluminum Alloys Sulfuric Acid Process, Undyed Coating M&P AMS 2481CP J100201SAE Phosphate Treatment Antichafing M&PAMS 2482CN D100101SAEHard Anodic Coating on Aluminum Alloys Polytetrafluoroethylene (PTFE)-Impregnated orCodepositedM&PAMS 2485BY K080101SAE Coating, Black Oxide M&P AMS 2486CR E100501SAE Conversion Coating of Titanium Alloys Fluoride-Phosphate Type M&P AMS 2487CN A000301SAE Anodic Treatment of Titanium and Titanium Alloys Solution pH 12.4 Maximum M&P AMS 2488D000606SAE Anodic Tr:Ti,Ti Alys M&P AMS 2515BM E900101SAE Polytetrafluoroethylene (PTFE) Resin Coating Low Build, 370 to 400 °C (698 to 752 °F) Fusion M&P AMS 2516BM D900101SAE Polytetrafluoroethylene (PTFE) Resin Coating High Build, 370 to 400 °C (698 to 752 °F) Fusion M&P AMS 2525C030401SAE Graphite Coating, Thin Lubricating Film Impingement Applied M&P AMS 2526BW C071001SAE Molybdenum Disulfide Coating, Thin Lubricating Film Impingement Applied M&P AMS 2615BM F060901SAE Pressure Testing Hydraulic Pressure as Specified M&P AMS 2630CR C100101SAE Inspection, Ultrasonic Product Over 0.5 Inch (12.7 mm) Thick M&P AMS 2631CN C090701SAE Ultrasonic Inspection Titanium and Titanium Alloy Bar and Billet M&P AMS 2632BN A950301SAEInspection, Ultrasonic, Of Thin Materials 0.50 Inch (12.7 mm) and Under in Cross-SectionalThicknessM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy112 113 114 115 116 117 118 119 120AMS 2635Cancelled Can810701SAE Radiographic Insp ASTM E1742M&P AMS 2640Cancelled CH Can960401SAE Magnetic Particle Inspection ASTM E1444M&P AMS 2645Cancelled CH Can950201SAE Fluorescent Penetrant Inspection ASTM E1417M&P AMS 2649CA C080101SAE Etch Inspection of High Strength Steel Parts M&P AMS 2658CN C091001SAE Hardness and Conductivity Inspection of Wrought Aluminum Alloy Parts M&P AMS 2664CH F950701SAE Brazing, Silver For Use Up to 800 °F (427 °C)M&P AMS 2665G030101SAE Brazing, Silver for Use up to 400 °F (204 °C)M&P AMS 2666Cancelled Can840101SAE Ag Braz,High Temp AMS 2664M&P AMS 2670BK J060601SAE Brazing, Copper M&P121 122 123 124 125 126 127 128 129 130 131 132 133 134135AMS 2671Cancelled CH Can920101SAE Copper Brazing Corrosion and Heat Resistant Steels and Alloys AMS 2670M&P AMS 2672BM F010301SAE Brazing, Aluminum Torch or Furnace M&P AMS 2673BM D010301SAE Brazing, Aluminum and Aluminum Alloys Molten Flux (Dip)M&P AMS 2675G020501SAE Brazing, Nickel Alloy Filler Metal M&P AMS 2680C010601SAE Electron--Beam Welding for Fatigue Critical Applications M&P AMS 2681B000301SAE Electron Beam Welding M&P AMS 2685Noncurrent CP E071001SAE Welding, Tungsten Arc, Inert Gas GTAW Method M&P AMS 2689Noncurrent CH A980201SAE Fusion Welding Titanium and Titanium Alloys M&P AMS 2694BR B070201SAE In-Process Welding of Castings M&PAMS 2700CF C081101SAE Passivation of Corrosion Resistant SteelsIf no Method & Type are specified must useMethod 1, Type 2,6,7 or 8 depending on thebase material. All acceptance testing shallbe per Class 4.M&PAMS 2728BM A050301SAE Heat Treatment of Wrought Copper Beryllium Alloy Parts M&P AMS 2745CJ A071201SAE Induction Hardening of Steel Parts M&P AMS 2750BN D050901SAE M&P AMS 2753CF C080801SAE Liquid Salt Bath Ferritic Nitrocarburizing Non-Cyanide Bath M&P AMS 2755Cancelled CM Can090701SAE Nitriding, Molten Salt BathProcess not available, consider AMS 2753as replacementM&P136137 138 139140 141 142 143 144 145as replacement.AMS 2759CE E081001SAE Heat Treatment of Steel Parts General Requirements M&P AMS 2759/1CJ E090201SAEHeat Treatment of Carbon & Low-Alloy Steel Parts Minimum Tensile Strength Below 220 ksi (1517Mpa)Supersedes MIL-H-6875 for carbon & low-alloy steels below 220 KSIM&P AMS 2759/10CN A060601SAE Automated Gaseous Nitriding Controlled by Nitriding Potential M&P AMS 2759/11BW-050401SAE Stress Relief of Steel Parts M&P AMS 2759/2CR F100501SAE Heat Treatment of Low-Alloy Steel Parts Minimum Tensile Strength 220 ksi (1517 Mpa) and HigherSupersedes MIL-H-6875 for low-alloysteels, 220 KSI & higher M&P AMS 2759/3CE E080801SAE Heat Treatment Precipitation-Hardening Corrosion-Resistant & Maraging Steel PartsSupersedes MIL-H-6875 for precipitationhardening & maraging steelM&P AMS 2759/4CA C080301SAE Heat Treatment Austenitic Corrosion-Resistant Steel PartsSupersedes MIL-H-6875 for austenticsteelsM&P AMS 2759/5D040601SAE Heat Treatment Martensitic Corrosion Resistant Steel PartsSupersedes MIL-H-6875 for martensiticsteelsM&P AMS 2759/6BM B051101SAE Gas Nitriding & Heat Treatment of Low - Alloy Steel Parts Use Standard Drawing Notes per BDS2240M&P AMS 2759/7CT B100501SAE Carburizing and Heat Treatment of Carburizing Grade Steel Parts M&P1. Infrared pyrometry may be used to146 147 148 149 150 151 152 153 154 155 156AMS 2759/8CG A070601See Special Notes SAE Ion Nitridingmeasure temperature. 2. The nitridingtemperature may be less than 50 degreesbelow the tempering or aging temperatureprovided that the core hardness is notreduced. 3. For small loads, a minimum oftwo acceptance testing specimens may beused in lieu of four, provided that at leastone specimen is placed in each layer.M&P AMS 2759/9CL D090501SAE Hydrogen Embrittlement Relief (Baking of Steel Parts)Supersedes MIL-H-6875 for stress relievingsteelsM&P AMS 2762Noncurrent CP B020101SAE Carburizing Carbon and Low-Alloy Steel Parts M&P AMS 2768CR C100701SAE Heat Treatment of Magnesium Alloy Castings M&P AMS 2770BJ H060801SAE Heat Treatment of Wrought Aluminum Alloy Parts M&P AMS 2771C040701SAE Heat Treatment of Aluminum Alloy Castings M&P AMS 2772BY E080201SAE Heat Treatment of Aluminum Alloy Raw Materials M&P AMS 2774CG B080801SAE Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts M&P AMS 2800CN D060801SAE Identification Finished Parts M&P AMS 2801B030301SAE Heat Treatment of Titanium Alloy Parts M&P AMS 2807CF B080201SAEIdentification Carbon and Low-Alloy Steels, Corrosion and Heat-Resistant Steels and Alloys Sheet,Strip, Plate and Aircraft TubingM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy157 158 159 160161162AMS 3025CN C090901SAE Polyalkylene Glycol Heat Treat Quenchant M&P AMS 3106Cancelled Can830401SAE Primer, Adhesive,Corr Inhib AMS 3107M&P AMS 3107A910401SAE Primer, Adhesive,Corr-Inhibiting M&P AMS 3195E920101SAE Silicone Rubber Sponge M&PAMS 3216G050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant Low Compression Set 70 to 80M&P AMS 3218C050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant Low Compression Set 85 to 95M&P AMS3276Sealing Compound,Integral Fuel Tanks and General Purpose,Intermittent Use to360°F(182°C)163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180AMS 3276CB E080301SAE Sealing Compound, Integral Fuel Tanks and General Purpose, Intermittent Use to 360 F (182 C)M&PAMS 3301G900401SAE Silicone Rubber, Gen Purp,35-45M&P AMS 3305H900401SAE Silicone Rubber, Gen Purp,75-85M&P AMS 3374C050701SAE Sealing Compound Aircraft Firewall M&P AMS 3410J981001SAE Flux,Ag Braz M&P AMS 3411D981001SAE Flux Silver Brz, High Temp M&P AMS 3644BL G060901SAE Plastic: Polyimide For Molded Rod, Bar, and Tube, Plaque, and Formed Parts M&P AMS 3645CN C010101SAE Polychlorotrifluoroethylene (PCTFE), Compression Molded Heavy Sections, Unplasticized M&P AMS 3650CN C910101SAE Rods, Sheets, and Molded Shapes, Polychlorotrifluoroethylene (PCTFE) Unplasticized M&P AMS 3651Cancelled Can870401SAE Ptfe AMS 3667M&P AMS 3651Cancelled Can870401Ptfe AMS 3652M&P AMS 3651Cancelled Can870401Ptfe AMS 3656M&P AMS 3651Cancelled Can870401Ptfe AMS 3660M&P AMS 3652C930101SAE Ptfe Film,Non-Crit Grade M&P AMS 3656CT G080301SAE Ptfe Extrusions,Norm Strength, As Sintered M&P AMS 3657CC D080301SAE Ptfe, Extrusions, Premium M&P AMS 3658CC D080301SAE Ptfe, Extrusions, Premium M&PAMS 3659CR E100501SAE Polytetrafluoroethylene (PTFE) Extrusions, Premium Strength, Sintered and Stress-Relieved M&P AMS3660D100601Polytetrafluoroethylene Moldings M&P181 182 183 184 185 186 187 188 189190191192193194AMS 3660CR SAE Polytetrafluoroethylene MoldingsAMS 3666D930701SAE Ptfe Sht, Glass Reinforced M&P AMS 3667CA D080301SAE Polytetrafluorethylene Sheet, Molded General Purpose Grade, As Sintered M&P AMS 3668CT D100501SAE Ptfe, Moldings, Premium Grade, A Sintered M&P AMS 3670/1B950401SAE Unfilled Polyamide-Imide, Bar M&P AMS 3824CN C950901SAE Cloth, Glass Finished for Resin Laminates M&P AMS 4001Cancelled CK Can070701SAE Aluminum Sheet and Plate 0.12Cu (1100-0) Annealed ASTM B209M&P AMS 4013CN F070501SAE Aluminum Sheet, Laminated Surface Bonded M&P AMS 4015CN L070201SAE Aluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-0) Annealed M&PAMS 4016CN L060901SAEAluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-H32) Strain Hardened, Quarter Hard, andStabilizedM&P AMS 4017CN K041201SAEAluminum Alloy Sheet and Plate 2.5Mg - 0.25Cr (5052-H34) Strain-Hardened, Half Hard, andStabilizedM&P AMS 4023CN E840401SAEAluminum Alloy Sheet and Plate Alcalad 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (Alclad 6061; -T6 Sheet,-T651 Plate)M&P AMS 4025CE L080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg - 0.60Si-0.28Cu-0.20Cr(6061-0) Annealed AMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4026CE M080701SAEAluminum Alloy, Sheet and Plate 1.0Mg -0.60Si-0.28Cu-0.20Cr (6061;-T4 Sheet, T-451 Plate)Solution Heat Treated and Naturally AgedAMS-QQ-A-250/11A - cancelled - 2008M&P AMS4027Aluminum Alloy,Sheet and Plate1.0Mg-0.60Si-0.28Cu-0.20Cr(6061;-T6Sheet,T-651Plate)AMS QQ A250/11A ll d2008195 196 197 198 199 200 201 202 203 204AMS 4027CE N080701SAEAluminum Alloy, Sheet and Plate 1.0Mg 0.60Si0.28Cu0.20Cr (6061;T6 Sheet, T651 Plate)Solution and Precipitation Heat TreatAMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4037CN N030701SAEAluminum Alloy, Sheet and Plate 4.4Cu - 1.5Mg - 0.60Mn (2024; - T3 Flat Sheet, T351 Plate)Solution Heat TreatedM&P AMS 4080CN N091201SAE Aluminum Alloy, Drawn Seamless Tubing 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-O) Annealed M&P AMS 4081CC J080601SAEAluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr(6061-T4) Solution Heat Treated and Naturally AgedM&P AMS 4083BW K000901SAEAluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr-(6061-T6) Solution and Precipitation Heat TreatedM&P AMS 4086BL N060901SAEAluminum Alloy, Drawn, Round, Seamless Hydraulic Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3)Solution Heat Treated, Cold Worked, and Naturally AgedM&P AMS 4088BT K070301SAEAluminum Alloy, Drawn, Seamless Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3) Solution Heat Treatedand Cold WorkedM&P AMS 4107F051101SAE Alum Aly Die Forg, (7050-T14)M&P AMS 4113CH E030701SAEAluminum Alloy, Extruded Profiles 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4116CN H090701SAEAluminum Alloy, Bars, Rods, and Wire 1.0Mg - 0.60Si - 0.3Cu - 0.20Cr (6061-T4) Cold Finished,Solution Heat Treated and Naturally AgedM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy205 206 207AMS 4117CM J090701SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire and Flash Welded Rings 1.0Mg -0.60Si - 0.28Cu - 0.20Cr (6061; - T6, -T651) Solution and Precipitation Heat TreatedM&P AMS 4119Cancelled CN Can900101SAEAluminum Alloy Bars, Rolled, Drawn, or Cold Finished 4.4Cu - 1.5Mg - 0.60Mn (2024-T351) StressRelief StretchedAMS 4120M&P AMS 4120R020901SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 4.4Cu - 1.5 Mg - 0.60Mn (2024)Solution Heat Treated and Naturally Aged (T4) Solution Heat Treated, Cold Worked, and NaturallyAged (T351)M&P AMS4121Aluminum Alloy Bars, Rods, and Wire, Rolled or Cold Finished 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg208 209 210 211 212 213 214 215 216AMS 4121CA H071101SAE(2014-T6) Solution and Precipitation Heat TreatedM&P AMS 4123CN H060101SAEAluminum Alloy, Rolled or Cold Finished Bars and Rods (7075-T651) Solution and PrecipitationHeat TreatedM&P AMS 4124BU D050801SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 5.6Zn-2.5Mg-1.6Cu-0.23Cr (7075-T7351) Solution Heat Treated, Stress Relieved by Stretching and OveragedM&P AMS 4128CN D071001SAEAluminum Alloy Bars, Rolled or Cold Finished 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T451)Solution Heat Treated and Stress Relieved by StretchingM&P AMS 4132CF F081201SAEAluminum Alloy, Die and Hand Forgings, Rolled Rings, and Forging Stock 2.3Cu-1.6Mg-1.1Fe-1.0Ni-0.18Si-0.07Ti (2618-T61) Solution and Precipitation Heat TreatedM&P AMS 4133CN E090301SAEAluminum Alloy Forgings and Rolled Rings 4.4Cu -0.85Si -0.80Mn - 0.50Mg (2014-T6) Solutionand Precipitation Heat TreatedM&P AMS 4135Cancelled CN Can860401SAEAluminum Alloy Forgings 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg (2014-T6) Solution and PrecipitationHeat TreatedAMS 4133M&P AMS 4141CE F081001SAEAluminum Alloy Die Forgings 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr (7075-T73) Solution and PrecipitationHeat TreatedM&P AMS 4144BN F060501SAEAluminum Alloy, Hand Forgings and Rolled Rings 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T852/T851) Solution Heat Treated, Mechanically Stress Relieved, and Precipitation Heat-TreatedM&P AMS 4149D020901SAEAluminum Alloy, Die and Hand Forgings 5.6n - 2.5Mg - 1.6Cu - 0.23Cr (7175-T74) Solution andPrecipitation Heat TreatedM&P217218219220 221 222 223 224 225 226 227 228 229230Precipitation Heat TreatedAMS 4150CN L030801SAEAluminum Alloy, Extrusions and Rings 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr - (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4162D030701SAEAluminum Alloy, Extrusions 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T8511) SolutionTreated, Stress Relief Stretched, Straigtened, and Precipitation Heat TreatedM&P AMS 4173CN E030701SAEAluminum Alloy, Extrusions 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T6511) Solution HeatTreated,Stress Relieved by Stretching, Straightened, and Precipitation Heat TreatedM&P AMS 4181C030401SAE Aluminum Alloy, Welding Wire 7.0Si - 0.38Mg - 0.10Ti (4008) (UNS A94008)M&P AMS 4182CN G091201SAE Alum Aly Wire, Annealed 5.0Mg - 0.12Mn - 0.12Cr (5056-0) Annealed M&P AMS 4185D000701SAE Fill Mtl, Alum Braz,12SI,(4047)M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4181M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4233M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4244M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4245M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4246M&P AMS 4210CN K050301SAE Aluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T51) Precipitation Heat Treated M&P AMS 4212CN J051001SAEAluminum Alloy Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T6) Solution and Precipitation HeatTreatedM&P AMS 4214CN J080601SAECastings, Aluminum Alloy Sand 5.0Si - 1.2Cu - 0.50Mg (355.0 T71) Solution Heat Treated andOveragedM&P231 232 233 234 235 236 237 238 239 240 241O e agedAMS 4215CN H080301SAEAluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (C355.0-T6) Solution and Precipitation HeatTreatedM&P AMS 4217CN H070401SAEAluminum Alloy, Castings 7.0Si - 0.32Mg (A356.0-T6) (Formerly T6P Temper) Solution andPrecipitation Heat TreatedM&P AMS 4218CN J100101SAEAluminum Alloy Castings 7.0Si-0.35Mg (A356.0-T6) (Formerly T6P Temper) Solution andPrecipitation Heat TreatedM&P AMS 4223CN D070401SAEAluminum Alloy, Castings 4.5Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti (A201.0-T4) Solution HeatTreated and Naturally AgedM&P AMS 4224Cancelled no s/s spec CN C100101SAEAluminum Alloy Castings, Sand 4.0Cu - 2.1Ni - 2.0Mg - 0.30Cr - 0.30Mn - 0.13T - 0.13V (243.0)Stabilizedok to use canc spec M&P AMS 4225CN D070601SAEAluminum Alloy, Heat Resistant, Castings 5.0Cu - 1.5Ni - 0.25Mn - 0.25Sb - 0.25Co - 0.20Ti -0.20Zr (203.0-T6) Solution Heat Treated and Precipitation Heat TreatedM&P AMS 4226Noncurrent CN A830101SAEAluminum Alloy Castings, High Strength 5.0Cu - 0.35Mn - 0.18Zr- 0.10V (224.0) Solution andPrecipitation Heat Treated (Overaged)M&P AMS 4227Cancelled no s/s spec CN E050701SAE Aluminum Alloy, Casting, Sand, 8.0Cu 6.0Mg 0.50Mn 0.50Ni, As Cast ok to use canc spec M&P AMS 4229CN D010501SAEAluminum Alloy Castings, High Strength 4.5Cu - 0.7Ag - 0.30Mn - 0.25Mg - 0.25Ti (A201.0-T7)Solution Heat Treated and OveragedM&P AMS 4233C030301SAE Aluminum Alloy, Welding Wire 4.5 Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti (201) (UNS A02010)M&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy242 243 244 245AMS 4235CN B080301SAEAluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T71) Solution andPrecipitation Heat TreatedM&P AMS 4236CN B070801SAEAluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T4) Solution Heat Treated andNaturally AgedM&P AMS 4237Cancelled no s/s spec CN B070401SAEAluminum Alloy Castings, Sand 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (206.0 - T71) Solution HeatTreated and Naturally Agedok to use canc spec M&P AMS 4241CN D091101SAEAluminum Alloy Castings 7.0Si - 0.58Mg - 0.15Ti -0.06Be (D357.0 - T6) Solution and PrecipitationHeat Treated Dendrite Arm Spacing (DAS) ControlledM&P AMS4244Aluminum Alloy,Welding Wire4.6Cu-0.35Mn-0.25Mg-0.22Ti for Welding A206.0Type Alloys246 247 248 249 250 251 252 253 254 255 256 257AMS 4244CE B080701SAE Aluminum Alloy, Welding Wire 4.6Cu 0.35Mn 0.25Mg 0.22Ti for Welding A206.0 Type Alloys M&PAMS 4245Noncurrent CR E100401SAE Aluminum Alloy, Welding Wire 5.0Si - 1.2Cu - 0.50Mg (355) (UNS A03550)M&P AMS 4246Noncurrent CP D080201SAE Aluminum Alloy, Welding Wire 7.0Si - 0.52Mg (357) (UNS A03570)M&PAMS 4260Not Acceptable to Useat Parker HannifinAerospaceCL G080601SAE Alum Aly Cast, Invest(356.0-T6)BPS4829AMS4260G unacceptable for Parker Use.BPS4829 created as replacement.M&P AMS 4261CN F091201SAE Aluminum Alloy Castings, Investment 7.0Si - 0.32Mg (356.0 - T51) Precipitation Heat Treated M&P AMS 4280CN J080601SAEAluminum Alloy Castings, Permanent Mold 5.0Si - 1.2Cu - 0.5Mg (355.0-T71) Solution HeatTreated and OveragedM&P AMS 4284CN H080601SAEAluminum Alloy Castings, Permanent Mold 7.0Si - 0.30Mg (356.0-T6) Solution and PrecipitationHeat TreatedM&P AMS 4289CN-011101SAEAluminum Alloy Castings 7.0Si - 0.55Mg - 0.12Ti (F357.0-T6) Solution and Precipitation HeatTreatedM&PAMS 4291CT H101001SAE Aluminum Alloy, Die Castings 8.5Si - 3.5Cu (A380.0-F) (See AS1990) As Cast M&PAMS 4315CK-050701SAEAluminum Alloy Sheet and Plate 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr 7075: (-T76 Sheet, -T7651 Plate)Solution and Precipitation Heat TreatedM&PAMS 4316CN-050701SAE Aluminum Alloy, Alclad Sheet and Plate 5.6Zn - 2.5Mg M&PAMS 4437CN E080501SAE Magnesium Alloy Castings, Sand 8.7Al - 0.70Zn (AZ91C-T6) Solution Heat Treated and Aged M&P258 259 260 261 262 263 264 265 266 267 268 269AMS 4507BW H011101SAE Copper Alloy (Brass), Sheet, Strip, and Plate 70Cu - 30Zn Half Hard (H02)M&P AMS 4510CN G010501SAE Phosphor Bronze, Sheet, Strip, and Plate 94.5Cu - 4.0Sn - 0.19P Spring Temper (H08)M&PAMS 4511A040701SAECopper Beryllium Alloy Castings 97Cu-2.1Be-0.52(Co+Ni)-0.28Si Solution and Precipitation HeatTreated (TFOO)M&P AMS 4530G050201SAE Copper -Beryllium Alloy Sheet, Strip, and Plate 98Cu - 1.9Be Solution Heat Treated (TB00)M&P AMS 4533CL C090701SAECopper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be Solution and Precipitation Heat Treated(TF00, formerly AT)-UNS C17200M&P AMS 4597CN-060801SAECopper-Nickel-Tin Alloy, Bars and Rods 77Cu - 15Ni - 8Sn Solution Annealed, Cold Finished andSpinodal Hardened (TX TS)M&PAMS 4631Noncurrent CL E880401SAE Aluminum Bronze Rods, Bars, and Forgings 90.5Cu - 7.5Al - 1.95: Stress Relieved M&PAMS 4633CL A031201SAEBronze, Aluminum Silicon, Rods, Bars, and Forgings 90Cu - 7.0Al - 1.8Si Drawn and StressRelieved (HR50)M&PAMS 4634CL B090301SAE Aluminum Bronze Bars, Rods, and Forgings 905Cu - 7.5Al - 1.9Si Stress Relieved M&P AMS 4635CL F090701SAE Aluminum Bronze Bars, Rods, and Forgings 87Cu - 9Al - 3Fe Stress Relieved M&P AMS 4640G050801SAEAluminum Bronze, Bars, Rods, Shapes, Tubes, and Forgings 81.5Cu - 10.0Al - 4.8Ni - 3.0FeDrawn and Stress Relieved (HR50) or Temper Annealed (TQ50)M&P AMS 4650L040301SAECopper-Beryllium Alloy, Bars, Rods, Shapes and Forgings 98Cu - 1.9Be Solution Heat TreatedTB00 (A)M&P270271 272 273 274 275 276 277 278279280281282283()AMS 4651CN C050701SAE Copper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be (CDA 172) Hard Temper (TD04)M&PAMS 4674CN G060901SAE Nickel - Copper Alloy, Corrosion-Resistant, Bars and Forgings 67Ni - 30Cu - 0.04S Free Machining M&PAMS 4701CN G091001SAE Copper Wire, Oxygen-Free 99.95 (Cu+Ag) Annealed M&P AMS 4730CN G080701SAE Nickel-Copper Alloy Wire, Corrosion-Resistant 67Ni-31Cu Annealed (400)M&P AMS 4765E990501SAE Braz Fill Mtl M&P AMS 4769F990501SAE Braz Fill Mtl M&P AMS 4770K990501SAE Braz Fill Mtl M&P AMS 4772J990501SAE Braz Fill Mtl M&P AMS 4774F990501SAE Braz Fill Mtl M&PAMS 4775CT J101001SAENickel Alloy, Brazing Filler Metal 73Ni - 0.75C - 4.5Si - 14Cr - 3.1B - 4.5Fe 1790 to 1970 °F (977 to1077 °C) Solidus-Liquidus RangeM&P AMS 4776CT H101001SAENickel Alloy, Brazing Filler Metal 73Ni - 4.5Si - 14Cr - 3.1B - 4.5Fe (Low Carbon) 1790 to 1970 °F(977 to 1077 °C) Solidus-Liquidus RangeM&P AMS 4777CT H101001SAENickel Alloy, Brazing Filler Metal 82Ni - 4.5Si - 7.0Cr - 3.1B - 3.0Fe 1780 to 1830 °F (971 to 999°C) Solidus-Liquidus RangeM&P AMS 4786CN H090701SAEGold-Palladium-Nickel Alloy, Brazing Filler Metal, High Temperature 70 Au - 8.0Pd - 22Ni 1845 to1915 °F (1007 to 1046 °C) Solidus-Liquidus RangeM&P AMS 4787F000401SAE Gold-Nickel Alloy, Brazing Filler Metal, High Temperature 70Au - 8.0Pd - 22Ni 1845 to 1915M&P。
ABS产品型号及物性

ABS产品型号及物性塑料原料ABS/AG12A0/台湾化纤通用级用途:鞋跟,玩具,时钟外壳,音响外壳,手提箱,板状制品,冰箱内壳。
特性:高耐冲击性,一般成型熔体流动速率: 1.6 g/10min | 密度: 1.04 g/cm3 | 缺口冲击强度: 30 | 拉伸强度: 50 MPa | 弯曲强度:74 MpaABS/AG15A1/台湾化纤通用级用途:鞋跟,玩具,时钟外壳,音响外设,手提箱。
特性:特性:高光泽性、高耐冲击性。
熔体流动速率: 1.6 g/10min | 密度: 1.05 g/cm3 | 缺口冲击强度: 20 | 拉伸强度: 50 MPa | 弯曲强度: 84 MPa |ABS/AT5500/台湾化纤透明级用途:透明板,冰箱内抽屉及隔板,实验室容器,蓄电池外壳。
特性:特性:透明。
熔体流动速率: 2.1 g/10min | 密度: 1.07 g/cm3 | 缺口冲击强度: 15 | 拉伸强度: 44 MPa | 弯曲强度: 72 MPa |ABS/ANC120/台湾化纤阻燃级用途:防火级材料,电视外壳,电脑外壳,录影带机外壳。
特性:特性:难燃性。
熔体流动速率: 4.5 g/10min | 密度: 1.19 g/cm3 | 缺口冲击强度: 22 | 拉伸强度: 39 MPa | 弯曲强度: 64 MPa |塑料原料ABS/AG15A1/宁波台化注塑级用途:鞋跟,玩具,时钟外壳,音响外壳,手提箱特性:特性:高光泽性,一般成型熔体流动速率: 1.6 g/10min | 密度: 1.05 g/cm3 | 缺口冲击强度: 20 | 拉伸强度: 50 MPa | 弯曲强度: 84 MPa |塑料原料ABS/ANC120/宁波台化用途:防火级材料,电视外壳,电脑外壳,录影带机外壳特性:特性:难燃性熔体流动速率: 4.5 g/10min | 密度: 1.19 g/cm3 | 缺口冲击强度: 22 | 拉伸强度: 39 MPa | 弯曲强度: 64 MPa |塑料原料ABS/PA-709/台湾奇美通用级用途:水管配件、汽车前后扰流板、摩托车挡板、押出水管、安全帽特性:产品特性:超高冲击强度、耐低温性佳台湾奇美实业股份有限公司熔体流动速率: 0.6 g/10min | 密度: 1.03 g/cm3 | 缺口冲击强度: 45 | 拉伸强度: 39 MPa | 断裂伸长率: 40 % |塑料原料ABS/PA-727/台湾奇美通用级用途:通用于一切需要电镀装饰配件按钮、音响器材面板、轮胎盖、镜框、时钟外壳及汽车部品等特性:产品特性:电镀性佳台湾奇美实业股份有限公司熔体流动速率: 1.7 g/10min | 密度: 1.04 g/cm3 | 缺口冲击强度: 26 | 拉伸强度: 47 MPa | 断裂伸长率: 20 % | 塑料原料ABS/PA-746H/台湾奇美通用级用途:性能相当于PA-747,可注射成型大面或薄肉成型品,如摩托车侧盖挡板。
橡胶常规标准

≥220
浙江发光橡胶
密封件有限公司
胶料检验标准
编号:
修订状态:
生效日期:分发号:
第4页 共 页
胶料号
橡胶名称
用于
一段硫化
(参考)
硬度
(邵尔A)
扯断强度
(Mpa)
扯断伸长率(%)
备注
P753
丁晴胶
1700C×4.5min
75±5
≥10
≥220
P75D
丁晴胶
1700C×4.5min
75±5
≥10
≥220
丁晴胶
1700C×4.5min
65±5
≥4
≥150
TY0861M9
硅胶
1700C×4.5min
60±5
≥4
≥150
TY2961-60
硅胶
1700C×4.5min
60±5
≥4
≥150
TY791-50
硅胶
1700C×4.5min
50±5
≥4
≥150
TY856-50
硅胶
1700C×4.5min
50±5
≥4
80±5
≥11
≥150
P70B
丁晴胶
1700C×4.5min
70±5
≥10
≥220
H50
丁晴胶
1700C×4.5min
50±3
≥8
≥300
H60
丁晴胶
1700C×4.5min
60±5
≥9
≥300
PC6
丁晴胶
1700C×4.5min
60±5
≥9
≥300
CR60X
抗紫外波长的胶水

抗紫外波长的胶水
抗紫外波长的胶水通常含有特殊的添加剂和材料,以吸收或反射紫外线,从而保护被粘合物或被涂物不受紫外线照射的损坏。
以下是常见的抗紫外波长的胶水类型:
1. 紫外固化胶:这种胶水在紫外线的照射下可迅速硬化,形成固态粘合,在紫外线照射下具有高抗紫外性能。
2. 特殊添加剂:胶水中添加特殊的抗紫外添加剂,如紫外吸收剂或紫外反射剂,能够吸收或反射紫外线。
3. UV胶:这种胶水可以在紫外线的照射下迅速固化,形成耐紫外线的粘结。
4. 紫外线屏蔽剂:胶水中添加紫外线屏蔽剂,可以阻隔紫外线的穿透,从而防止被粘合物或涂物受到紫外线的损害。
请注意,不同类型的胶水适用于不同的应用和材料。
在选择抗紫外波长的胶水时,建议参考生产商的说明和指导,以确保其性能和适用性符合您的需求。
LIONGRIP R 555黏合剂说明书

FEATURES AND BENEFITS:LIONGRIP R 555 offers a number of unique benefits. The high solids allow for higher line speeds and increased productivity. The adhesive on an applied basis cost less than most conventional solvent contact adhesives. It is postformable and provides for higher linesspeeds due to the high solids content. The adhesive will be very aggressive in its initial bond strength and will cure to a high heat resistant bond very quickly.Ideal for bonding decorative laminates, plywood, rigid plastics, rigid urethane, particleboard, metal, wood, leather and most other materials.CHARACTERISTICS:R 555 has been specifically formulated for mass production bonding to a wide variety of materials. The high solids content of R 555 insures adequate coating weights at high line speeds, giving excellent long-term bond performance. The high solids content and fast drying solvent blend on R 555 enables high line speeds that increase productivityPHYSICAL PROPERTIES: Base:Neoprene Solid Content (approx.): 24% +/- 1% Viscosity: 135 cpsColor: Natural / Red Flash Point: -4°FDry Time: 3 – 5 Minutes Open Time: 30 MinutesVOC: 546 grams/liter (EPA Method 24) Shelf Life:1 year in unopened containerRecommended Coverage: 185 sq. ft./ gallon bonded surfacesClean Up:Lion Grip Cleaner/Thinner RS02020L, R009 or RCCARPACKAGING & COLOR:R 555 20 11L Natural 5 gal / 19 liters R 555 20 80L Red 5 gal / 19 liters R 555 54 11L Natural 54 gal / 205 liters R 555 54 80L Red 54 gal / 205 liters555L I O N G R I P R 555DISCLAIMER OF WARRANTY:Manufacturer and distributor of this product make no warranty, express or implied, including, but not limited to any implied warranty of fitness for aparticular purpose. No warrantee is made as to the use or effects incidental to such use, handling or possession of the materials herein described. User is responsible for determining whether this product is fit for a particular purpose and method of application and assumes all risk and liability associated herewith. Manufacturer liability is limited to replacement of product or reimbursement of purchase cost, at its sole discretion. No representative of ours has authority to change this provision which relates to all sales.See Safety Data Sheet for Proper Handling and Safety Information REV 10/16APPLICATION:1.Substrates should be clean and free of moisture, dirt, oil and other contaminates.2.For best results, adhesive and substrates should be allowed to acclimate to room temperature(approximately 60°F or above) before application of adhesive.3.The adhesive should be applied at approximately 2.0-2.5 dry grams per square foot. The adhesive shouldcover 80% of the surface of the substrate. The coated substrate surface should exhibit a uniform glossy sheen when the adhesive is completely dry. Dull areas indicate insufficient coverage. Adhesive should be re-applied to these areas.4.When bonding porous substrates, it is advisable to apply two coats of adhesive. The first coat will act as asealer and prevent excessive absorption of the adhesive into the substrate. After the first coat has dried, apply a second coat. Allow the second coat to completely dry before assembly.5.Allowing contact adhesive to dry completely before assembly is essential to obtaining a secure, permanentbond. To check for adhesive dryness, press a piece of Kraft paper onto the adhesive surface. If there is transfer of adhesive to the paper, more time is required to let the adhesive dry. If there is no transfer, substrates are ready for bonding. A second method to check for dryness is to place the back of your hand into the adhesive and turn. If adhesive transfers to your hand, allow for more dry time.6.If areas exist with excessive adhesive deposition, allow more time for evaporation to ensure completeremoval of solvent before bonding.7.Dry times can be improved through the use of air movement, drying ovens, lamps, etc.8.Substrates may be indexed together and bonded once the adhesive is dry. Bonds must be made within theopen time of the adhesive. (open times may vary by adhesive – see specification on page 1).9.Uniform pressure on the bonded laminates is necessary to create strong, lasting bonds. 40 pounds perlinear inch is recommended to insure complete fusion between the two layers of adhesive to be bonded. A pinch roller is ideal for applying uniform pressure. When used properly, a J-roller can also provide adequate pressure for bonding10.All contact adhesive bonds are immediately able to be routed, trimmed, cut, filed, and machined.SPRAY INFORMATION:Manual Systems Automatic SystemsBinks DeVilbiss Binks DeVilbissSpray Gun 95, 2001,2100 JGA510,MSA510 21,95A AGX550Fluid Tip 63B-SS FX 63C-SS FX Fluid Needle 663A, 563A FX 263A,663A FX Air Cap 66SD-3 24 66SD-3 24 APPLICATION PRECAUTIONS:Do not use in applications with copper or aluminum components.Do not use on polystyrene foams or plasticized vinylsDo not mix with other adhesives. Thinning the adhesive is not recommended.STORAGE:Rotate stock, use oldest first.Keep covered to prevent solvent loss and contamination.Store product between 60 – 80°F.Do not freeze. If frozen, return to room temperature prior to use.If frozen, slight agitation may be required after returning to room temperature.。
防升华胶浆主要成分
防升华胶浆主要成分
防升华胶浆(anti-migration paste)是一种用于纺织印染加工中的特殊材料。
它主要是由多种高分子聚合物和溶剂组成,常见的成分包括
乙基甲基丙烯酸酯共聚物(EMA)、醋酸乙烯酯(VAC)及其聚合物等。
防升华胶浆还可能添加一些稀释剂、交联剂、防腐剂等辅助成分,以提高其稳定性和耐久性。
防升华胶浆的主要作用是防止纺织品的印染色料在热处理过程中向纤
维表面升华,使得颜色失真、不清晰。
这是由于升华染料分子在高温
下变为气态,随后再在纤维表面冷凝成颜料颗粒,导致颜色泛白,影
响印染品的质量和美观度。
防升华胶浆通过打破升华染料分子与纤维
表面之间的强吸附作用,使得其分子在高温下沉淀到纤维表面内部,
从而防止升华现象的发生。
在纺织品印染加工中,防升华胶浆是一种非常重要的辅助材料。
它不
仅能够提高印染品的颜色亮度和均匀性,还能够保证印染品在多次清
洗和摩擦中不会褪色或掉色。
同时,防升华胶浆还可以增加印染品的
耐久性和穿着舒适度,并避免纺织品因印染导致的色斑或花纹破坏。
总之,防升华胶浆是一种非常重要的纺织品印染辅助材料,其主要成
分包括多种高分子聚合物和溶剂。
它的主要作用是防止升华染料分子
在热处理过程中向纤维表面升华,从而保证印染品的颜色稳定性、亮度和均匀性。
为了保证印染品的质量和美观度,防升华胶浆的选用和使用应该特别重视。
5557胶壳 定义

5557胶壳定义5557胶壳是一种常见的工业材料,具有多种优点和应用领域。
本文将探讨5557胶壳的特点、应用以及未来发展趋势。
5557胶壳是一种由胶粘剂制成的外壳材料。
它具有良好的粘合性能和机械强度,能够有效地保护内部设备和零件免受外部冲击和环境影响。
与传统的金属外壳相比,5557胶壳更轻便、更易加工,并且能够提供更好的吸震性能,从而降低了设备的故障率和维修成本。
5557胶壳广泛应用于电子、通信、汽车、航空航天等领域。
在电子领域,5557胶壳可以用于制造手机、电脑、相机等电子产品的外壳,保护内部电路和零件的安全运行。
在通信领域,5557胶壳可以用于制造通信设备的外壳,保护设备免受湿气、尘埃和振动的影响。
在汽车领域,5557胶壳常用于制造汽车零部件的外壳,提高汽车的安全性和可靠性。
在航空航天领域,5557胶壳可以用于制造飞机、卫星等航空器的外壳,确保设备在极端环境下的正常运行。
随着科技的不断发展,5557胶壳也在不断演进和创新。
一方面,5557胶壳的材料组成得到了改进,以提供更好的耐热性、耐腐蚀性和抗老化性能,以适应更复杂和恶劣的工作环境。
另一方面,5557胶壳的制造工艺也在不断改进,以提高生产效率和产品质量。
例如,引入先进的成型技术和自动化设备,可以实现快速、精确地制造出各种形状和尺寸的5557胶壳。
除了以上应用领域,5557胶壳还具有潜在的未来应用。
例如,在医疗领域,5557胶壳可以用于制造医疗设备的外壳,以保护设备免受污染和损坏。
在能源领域,5557胶壳可以用于制造太阳能电池板的外壳,提高电池板的稳定性和耐用性。
在环保领域,5557胶壳可以用于制造可回收材料的包装盒,减少对环境的污染。
5557胶壳是一种具有广泛应用前景的工业材料。
它的特点包括良好的粘合性能和机械强度,能够有效保护设备和零件。
它在电子、通信、汽车、航空航天等领域有着重要的应用,并且在未来还有更多的潜在应用。
随着科技的不断进步,5557胶壳的材料和制造工艺也将不断改进,以满足不同领域的需求。
ACC11 可弹性透明乙烯一体化胶水电子电路保护说明书

ACC11.ACC11 (AF 230200016 / 130W20008;130E20008))ACRYLIC conformal coating (bulk / aerosol) IntroductionACC ACRYLIC CONFORMAL COATING is a flexible transparent acrylic coating for the protection of electronic circuitry designed to meet the highest defence and military standards. It is designed to be removable by ACC PCB cleaner .The product is available in both aerosol and bulk form. Key FeaturesMeets requirements of MIL-I-46058C and IPC-CC-830Excellent adhesionContains no harmful solvents such as toluene Fluorescent UV aid for Production QA checksWide temperature range -55 - +130CRemovable with ACC PCB cleaner for reworkResistant to mould growthCan be soldered through without releasing toxic gases (No polyurethanes or isocyanates) RoHS compliantUse and Cure Information APPLICATIONThe bulk product may be sprayed, dipped or brushed onto the circuit. The thickness of the coating depends on the method of application. Single dipping gives a coating of ca 25 microns. The product contains an UV trace to allow inspection of the board after coating to ensure complete and even coverage.NOTE all acrylics should be applied at temperatures above 16C and at humidity’s below 75% to avoid moisture absorption and a cloudy coating.Boards should be thoroughly cleaned before coating for best adhesion / performance. Coating over no clean fluxes is possible so long as other surface contaminants are not present. CLEANINGThe boards should be thoroughly cleaned before coating. This is required to ensure that satisfactory adhesion to the substrate is possible. Some flux residues must be removed, as they become corrosive if left on the PCB. ACC manufacture a range of 100% Ozone Friendly cleaning products - both solvent and water based. All clean to military standards BRUSHINGEnsure the coating has been mixed thoroughly and stood for 2h to allow bubbles to separate. The coating should be used at room temperature (above 16C) using a good quality brush apply the product gently such as to achieve a good coating and not to disturb wiring. The board should be dried in an air circulating cabinet or flameproof oven.DIP COATINGThe product may be applied by automated dip coating equipment. Ensure the coating has been agitated thoroughly and allowed to stand for 2 hrs to allow bubbles to disperse.ACC ACRYLIC thinners may be used to keep the product at a suitable viscosity for dipping. The viscosity may be measured by Brookfield viscometer or “flow cups”The board assembly should be immersed in the ACC ACRYLIC coating vertically (or as close to vertical as possible). Connectors should not be immersed OR be carefully masked with ACC SYNTHETIC PEELABLE MASK.The board should be left immersed for 1 minute until air bubbles have dispersed. The board(s) should be withdrawn very slowly so that an even film of coating covers the surface. The Boards should be left to drain over the tank. When the draining is complete the boards should be placed in an air circulating drying cabinet (or – for accelerated drying - flame proof oven at temperatures up to 60C).SPRAYINGBULK ACC ACRYLIC COATING needs to be thinned with thinners before spraying. For manual air guns (e.g. Devilbliss etc) use ACC ACRYLIC COATING THINNERS - typically 1 parts coating to 1 parts thinners. The nozzle of the spray gun needs to be selected to give an even spray to suit the selected viscosity of the coating material. The normal spray gun pressure required is 27.6 – 34.5 x 10 exp 6-kN/m exp2 (40-50 psi).Disclaimer: -The information and recommendations in this publication are to the best of our knowledge reliable. However, nothing herein is to be construed as a warranty or representation. Users should make their own tests to determine the applicability of such information or the suitability of any products for their own particularpurposes. Statements concerning the use of the products described herein are not to be construed as recommending the infringement of any patent and no liability for infringement arising out of any such use is to be assumed.ACC Silicones Ltd, Amber House, Treco S.R.L., Via Romagna N.8, Showground Road, Bridgwater, Somerset, UK 20098 Sesto Ulteriano (MI), Italia. Tel. +44(0)1278 411400 Fax. +44(0)1278 411444 Tel. 39/02/9880913 Fax. +39/02/982804132For airless spraying equipment (Nordson, PVA etc) a viscosity of 50-100cps is preferred. This may be achieved with the standard thinners (1 parts) to, coating (2 part) OR - for faster drying - ACCPRECISION CLEANER can be used (1 PART with 3 parts coating). These are guidelines. We will work with the customer to advise on an appropriate ratio for their existing equipment.DRYING TIMES/CURING CONDITIONSFor dipping and manual spraying the film will be touch dry after 10-20 mins (depending on ambient temperature / airflow). Using the fast dry thinners this may be 5-10mnis – depending on conditions. The full properties of the coating will be obtained after 24h at room temperature – drying can be accelerated by using a thermal treatment of 2h @ 90C or 4h @ 60C.DOUBLE COATINGWhilst this should not be normally be required, a second coating may be applied after the first coating is dry to ensure the two coats bond together.Storage / Shelf life 3 years unopened at 10 – 30CHealth and Safety Health and safety sheet available separatelyPackaging5L UN II plastic or metal containers; 12 x 400ml aerosolsRevision Date 17/03/2015Property Test Method ValueUncured ProductAppearance Visual Clear fluorescent liquid QA aid UV trace Purple /blue fluorescence Density (25C, g/ml) ASTM D70 0.90 Flash Point ASTM D93 -4C Pensky Martin (CC)Solids 35% (bulk) ; 15% ( aerosol) Viscosity, ( mPa.s) Brookfield RVF 250 - 350Tack time 10 – 20 minutes Drying/Curing time Full cure 24hShelf life 3 years unopenedCured coatingTemperature range -55 to + 130C Flammability Will conform to therequirements of UL94 V0 (self-extinguishing)Electrical resistance (ohms) > 10 exp 15 (dry film 25 – 75 microns)Volume resistance ASTM D257 > 10 exp 16 Dielectric constant (1MHz)ASTM D150 2.21 @100kHz Dissipation factor ASTM D150 0.01 @ 1MHz Dielectric Breakdownvoltage ASTM D149 2000V/MIL Comparative Tracking >300 volts Index, (CTI)Cleaning/Rework ACC 50 PCB cleanerOther Test standards:- MIL I46058C, IPC CC830B,DEFSTAN 59/47/issue 4, UL746CACC11.。
MQA-WI-55《松紧带耐蠕变测试方法》01版

松紧带耐蠕变检测方法
生效日期:文件批准日期
编制部门:质量部
修订记录
1目的
规定松紧带耐蠕变的测试方法。
2范围
适用于纸尿裤/片的松紧带(氨纶丝或扁橡根)胶粘接性能的检测。
3定义无
4职责
公司品保部负责修订本标准,检验员依据本标准进行操作。
5流程无
6内容
6.1原理:氨纶丝或扁橡根在应力下发生内聚破坏导致回缩。
6.2仪器及用具:
6.2.1电热鼓风干燥箱
6.2.2钢尺
6.2.3剪刀
6.2.4纸板
6.2.5记号笔
6.2.6订书机
6.3取样及试样准备:
6.3.1批量样品的采集,按产品标准规定的取样方法或有关方面商定的方法进行。
6.3.2待测片应选取成品的相同位置、且有完整均匀涂布橡根胶。
6.4试验步骤:
6.4.1将成品的无纺布一面向上、前腰贴向前平放在平台上,标识松紧带的左右腿。
6.4.2将松紧带的左右腿分别从成品剪下形成试样,注意试样应包含完整的橡根胶;
6.4.3分别将左右试样的一端用订书机固定在纸板的一端(不要订在松紧带上),把试样完全拉伸并将另一端固定于纸板,用记号笔在松紧带上画L0:20cm 标识(S 号为15cm)。
6.4.4将固定有试样的纸板放入 40℃恒温箱中,同时记录日期和时间;
6.4.54 小时后取出纸板记录该时的标识刻度的长度 L4。
6.5 结果计算:4 小时回缩比=(L0-L4)/L0*100%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LA-555特软胶(防绒)
该产品是粘度高、流动性好的流体,与水或者溶于水的交联剂能混溶,通过涂层的方法涂敷在布面上,涂后能在形成一层薄膜,堵住布的表面空隙,从而阻止羽绒外跑,使面料具有防止羽绒钻绒的作用,达到防绒效果。
涂层后面料超柔软手感,牢度好,手感滑实,特别适合用于高档羽绒服面料。
〖各项指标说明〗
1. 外观:乳白色半流体(接近膏状);
2. 酸碱值:PH值7-8
3. 主要成分:丙烯酸树脂、聚酯多元醇聚合物
4. 粘度:5000-10000CPS
5.特性:
·耐水性好,与织物的附着力强,可在尼龙、涤纶面料上涂胶
·手感舒适,柔软性好,对面料软度改性小,一般作为背面上胶·胶面滑爽,具有耐水压特性
〖应用技术说明〗
可直接使用,也可以按照要求或者加入助剂使用,涂胶后织物于135-160℃/1-2分钟烘干。
如与其他涂层胶或色浆共混使用,使用前应试验两种材料的相容性和最佳混合比例。
例如:涤塔夫T190可以通过,染色+防水+防绒胶涂层,制得高防绒面料或普防绒面料。
防绒效果和涂层车速上浆率(涂布率)成正比,不同成分面料需预先测试。
〖应用注意事项〗配方及工艺可根据织物及现场条件作适当调整,不同的烘干温度对防绒性和透气都会有相应的影响。
使用前请试小样确定。