机械工艺卡片
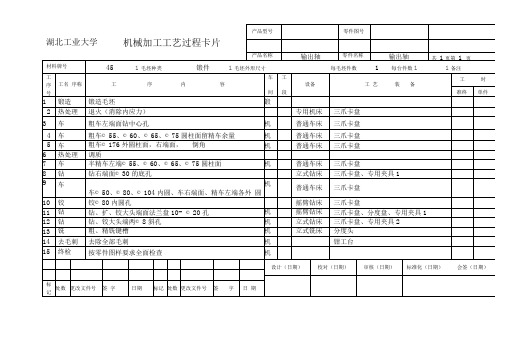
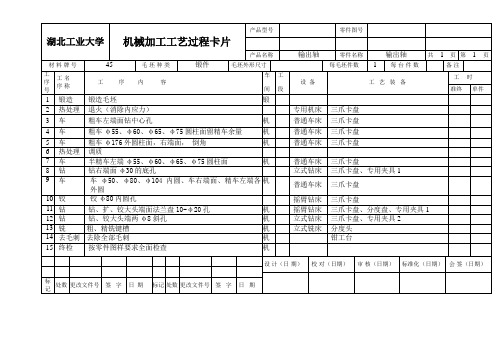
机械加工工艺过程卡片实例

时间定额/min
夹具
刀具
量具
单件
准备---终结
铸造
铸造车间
时效
热处理
涂底漆
涂漆室
010
铣左右侧面
机加工
双柱平面铣床
专用夹具
0.54
020
铣上下底面
机加工
双端面铣床
专用夹具
0.62
030
钻左侧面四通孔和右侧面孔
机加工
组合机床
专用夹具
0.28
040
钻顶 底面通孔及螺纹孔前通孔
机加工
组合机床
专用夹具
零件名称
零件图号
第4页
东方红-75拖拉机
精滤器壳体
00001
共
7
页
车间
工序名称
工序号
材料牌号
机加工
030
HT150
同时加工
件 数
每料件数
技术等级
力学性能
163-229HB
设备名称
设备型号
设备编号
工作液
组和机床
夹具名称
夹具编号
单件时间
min
准备—终结
时间/min
专用夹具
0.28
工步号
工步内容
工艺
装备
主轴转速r/min
设备编号
工作液
组合机床
夹具名称
夹具编号
单件时间
min
准备—终结
时间/min
专用夹具
1.78
工步号
工步内容
工艺
装备
主轴转速r/min
切削速度m/mim
背吃刀量mm
进给量mm/r
进给次数
机械加工工艺卡片实例
三爪卡盘
4
车
粗车©55、©60、©65、©75圆柱面留精车余量
机
普通车床
三爪卡盘
5
车
粗车©176外圆柱面,右端面,倒角
机
普通车床
三爪卡盘
6
热处理
调质
7
车
半精车左端©55、©60、©65、©75圆柱面
机
普通车床
三爪卡盘
8
钻
钻右端面©30的底孔
立式钻床
三爪卡盘、专用夹具1
9
车
车©50、©80、©104内圆、车右端面、精车左端各外 圆
工序工时(分)
准终
单件
工步号
主轴转速
切削速度
进给量
切削深度
进给次数
装夹
粗车大头端①
CA6140
倒角
CA6140
粗车右端面
CA6140
r/min
m/min
mm/r
mm
工步工时
min
机动I辅助
125
125
200
73
73
11
0.81
0.81
0.66
1.25
0.39
0.06
0.72
0.11
设计(日期)
校对(日期)
每台件数
模锻件
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
CA6140
主轴转速
切削速度
进给量
切削深度
进给次数
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺卡片
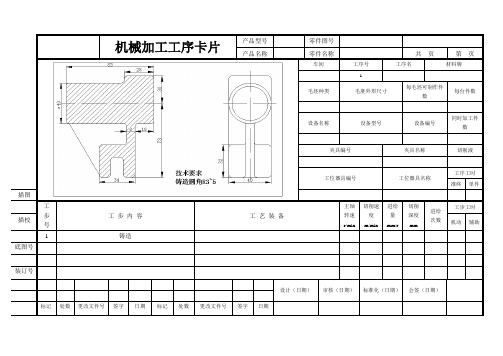
机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。
机械加工工艺卡片实例
1、最灵繁的人也看不见自己的背脊。
20.12.1412.14.202004:1004:10:07Dec-2004:102、最困难的事情就是认识自己。
二〇二〇年十二月十四日2020年12月14日星期一3、有勇气承担命运这才是英雄好汉。
04:1012.14.202004:1012.14.202004:1004:10:0712.14.202004:1012.14.20204、与肝胆人共事,无字句处读书。
12.14.202012.14.202004:1004:1004:10:0704:10:075、阅读使人充实,会谈使人敏捷,写作使人精确。
December 20Monday, December 14, 202012/14/20206、最大的骄傲于最大的自卑都表示心灵的最软弱无力。
4时10分4时10分14-Dec-2012.14.20207、自知之明是最难得的知识。
20.12.1420.12.1420.12.14。
2020年12月14日星期一二〇二〇年十二月十四日8、勇气通往天堂,怯懦通往地狱。
04:1004:10:0712.14.2020Monday, December 14, 20201、最灵繁的人也看不见自己的背脊。
20.12.1412.14.202004:1004:10:07Dec-2004:102、最困难的事情就是认识自己。
二〇二〇年十二月十四日2020年12月14日星期一3、有勇气承担命运这才是英雄好汉。
04:1012.14.202004:1012.14.202004:1004:10:0712.14.202004:1012.14.20204、与肝胆人共事,无字句处读书。
12.14.202012.14.202004:1004:1004:10:0704:10:075、阅读使人充实,会谈使人敏捷,写作使人精确。
December 20Monday, December 14, 202012/14/20206、最大的骄傲于最大的自卑都表示心灵的最软弱无力。
机械加工工艺卡片模板1
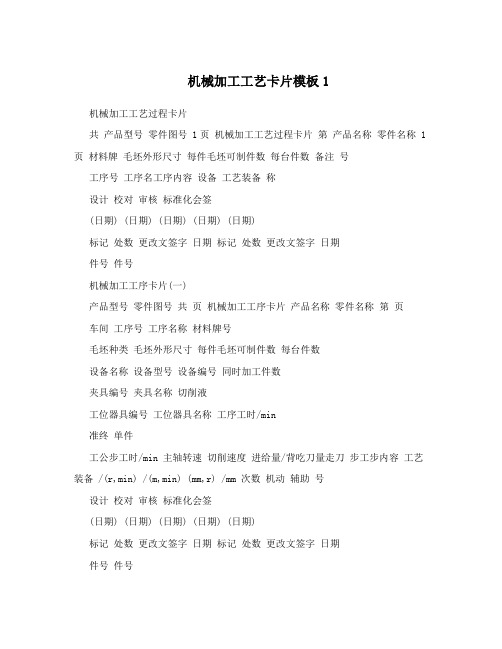
机械加工工艺卡片模板1机械加工工艺过程卡片共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号工序号工序名工序内容设备工艺装备称设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(一)产品型号零件图号共页机械加工工序卡片产品名称零件名称第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(二)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页车间工序号工序名称材料牌号车 45钢 10 Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数151513热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 18夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件1220.3工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 车床 450 50 0.3 1 1 0.2 粗车端面φ18外圆长度至尺寸122;2 车床 450 50 0.3 2.5 1 0.1 车刀至107处粗车Φ15至1223 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(三)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 3 页车间工序号工序名称材料牌号车 45钢 15Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1 14.5设备名称设备型号设备编号同时加工件数卧式车床 CA6140 16夹具编号夹具名称切削液四爪卡盘 1 5390工位器具编号工位器具名称工序工时/min107 准终单件 14.51220.6公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步号工艺装备工步内容 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助 1 车床 450 50 0.4 1 1 0.04 半精车φ16外圆长度至尺寸107 112 车床 450 50 0.4 0.25 1 0.3 半精车φ14.5外圆长度尺寸903 车床 450 50 0.4 1 1 0.1 半精车φ11外圆长度至尺寸534 车床 450 50 0.4 0.25 1 0.1 车刀至107处半精车φ14.5至122567设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改号签字日期标记处数更改号签字日期机械加工工序卡片(四)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 4 页车间工序号工序名称材料牌号Ra 3.2车 45钢 20毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 14.5热轧圆钢Φ20×260 2 1同时加工件16设备名称设备型号设备编号数卧式车床 CA6140532×0.5夹具编号夹具名称切削液 90四爪卡盘 1 107工位器具编号工位器具名称工序工时/min 14.5120 准终单件122 1.1工公步工时/min 主轴转速切削速度进给量/(mm背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) ,r) /mm 次数机动辅助号11切槽,车刀至120处切3?凹坑;1 车床 450 50 0.1 0.5 1 1 倒角;2 车床 450 50 0.1 0.5 1 0.1 车刀至120处切断3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(五)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 5 页车间工序号工序名称材料牌号铣 45钢 35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣床 450 50 0.3 1.5 1 0.1 粗、精铣键槽至尺寸2 4 5 6 7设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(六)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号铣 45钢 400毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.0182611热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液C1工位器具编号工位器具名称工序工时/min准终单件0.2工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣平面铣床 450 50 0.5 0.52 0.2 2345 6设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(七)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号磨 45钢 45-0.016毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.03413热轧圆钢Φ20×260 2 1 Ra 0.8设备名称设备型号设备编号同时加工件数外圆磨床 M135夹具编号夹具名称切削液12×0.5工位器具编号工位器具名称工序工时/min准终单件 370.4工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨右段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.4 证粗糙度2 3 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(八)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 8 页车间工序号工序名称材料牌号Ra 0.8磨 45钢 50毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 C1热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数 -0.016外圆磨床 M135 -0.03413夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 13 准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨左段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.1 证粗糙度2 3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号。
机械加工工艺过程卡片
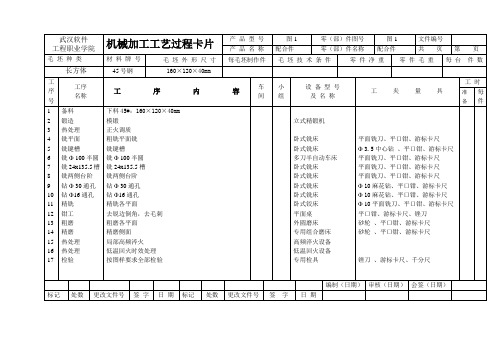
武汉软件工程职业学院机械加工工艺过程卡片产品型号图1 零(部)件图号图1 文件编号产品名称配合件零(部)件名称配合件共页第页毛坯种类材料牌号毛坯外形尺寸每毛坯制作件毛坯技术条件零件净重零件毛重每台件数长方体45号钢160×120×40mm工序号工序名称工序内容车间小组设备型号及名称工夹量具工时准备每件1 2 3 4 5 6 7 8 91011121314151617 备料锻造热处理铣平面铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣钳工粗磨精磨热处理热处理检验下料45#:160×120×40mm模锻正火调质粗铣平面铣铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣各平面去锐边倒角,去毛刺粗磨各平面精磨侧面局部高频淬火低温回火时效处理按图样要求全部检验立式精锻机卧式铣床卧式铣床多刀半自动车床卧式铣床卧式铣床卧式铣床卧式铣床卧式铰床平面桌外圆磨床专用组合磨床高频淬火设备低温回火设备专用检具平面铣刀、平口钳、游标卡尺Φ3.5中心钻、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ 10平面铣刀、平口钳、游标卡尺平口钳、游标卡尺、锉刀砂轮、平口钳、游标卡尺砂轮、平口钳、游标卡尺锉刀、游标卡尺、千分尺编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
机械加工工艺过程卡片模版
机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。
机械加工工艺过程卡片模版

机械加工工艺过程卡片
产品型号
零(部)件图号
产品名称
连接座
零(部)件名称
连接座
共1页
第(1)页
材料
灰铸铁
毛坯种类
铸件
毛坯外型尺寸
¢205mm×130mm
每毛坯可制件数
1
每个件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸
2
热
3
金工
4
金工
5
金工
6
金工
7
金工
8
金工
9
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
产品名称
联轴器
零(部)件名称
连接座
共(6)页
第(6)页
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
产品名称
联轴器
零(部)件名称
连接座
共(6)页
第(5)页
车间
工序号
工序名称
材料
机械加工工艺卡片

外径千分尺
4
钳
划线,划出键槽位置。
径千分尺
5
铣
铣键槽。
龙铣
6
检
检验工件尺寸,符合图纸要求。
通达水工设备
机械加工综合工艺过程卡片
产品名称
第 页
产品型号
共 页
材料名称代号
毛坯种类及尺寸
圆钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
滑轮轴
1件
工序号
工序名称
工 序 容
技术要求及
注意事项
设备
卡具
模具
产品名称
第 页
产品型号
共 页
材料名称代号
45
毛坯种类及尺寸
圆钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
卷筒轴
工序号
工序名称
工 序 容
技术要求及
注意事项
设备
卡具
模具
工 具
刀 具
量 具
1
下料
下料尺寸留10mm余量。
电锯
2
车
粗车外圆留3mm余量,车端面。架中心架、打中心孔。
车床
游标卡尺
3
车
调头,架重心架、车端面及打中心孔,上两顶尖车外圆至图纸尺寸。
4
钳
划线,在法兰头及小头划出十字线。
5
镗
以十字线找正,找正后夹紧工件,镗中心孔至图纸要求,铣端面。
镗床
径千分尺
6
车
顶尖顶着中心孔,用划针盘找法兰头十字线,分两次找正,找正后,夹紧工件:车端面,总长留10mm余量,精车外圆留4~6mm余量;
调头,夹着外圆,用表校正,另一头架中心架,车端面、外径,保证长度至图纸要求。
机械加工工艺过程卡片
工序号 零件号 同时加工工 件数
Ⅳ 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式铣床 安装 工步 安装及工步说明 刀具 量具 游标 卡尺 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
X62
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min 48 1×2 7.25 0.22 300 8 48 4.04 1in
0.023 拉φ 250 花键孔
工序号 零件号 同时加工工 件数
III 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式内拉床 安装 工步 安装及工步说明 刀具 量具 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
L6110
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min
1
粗铣槽 80
+0.03
mm
镶齿三面刃铣刀 游标 卡尺
47
1
7
0.15
75
18.84
0.225
2 设计者
精铣槽 80 XXX
+0.03
mm
镶齿三面刃铣刀
45 指导老师
7
1×2 XXX
1
0.04
318
16 共 7 页
0.85 第5页
淮海工学院机电 021
机械加工工艺卡片
工序名称 零件名称 零件重量
0.012 铣 180 槽
机械加工工艺过程卡片与工序卡

机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面R8精车锥面精车外圆φ28mm机加工4C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ30x170 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 端面车削端面车刀,游标卡尺320 30 0.2 1 12 轮廓车削外圆车刀,游标卡尺320 300.2 23 槽加工槽车刀,游标卡尺320 30 2 2 14 螺纹车削螺纹车刀,游标卡尺100 30 1.5 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 2 页车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
机械设计工艺卡片

机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称零(部)件名称第 1 页材料牌号HT200 毛坯种类可锻铸件毛坯外形尺寸每毛坯件数1每台件数1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 铸毛坯铸造铸造加工2 热热处理退火3 铣铣平面A,铣端面B及圆弧槽机械加工X6132 专用夹具,端铣刀,面铣刀,游标卡尺4 钻钻主要孔机械加工Z3040x16 专用夹具,止推销,钻头、游标卡尺5 铣铣B端其余部分机械加工X6132 专用夹具,端铣刀,游标卡尺6 钻钻平面孔机械加工Z3040x16 专用夹具,钻头,游标卡尺7 钻钻水平、竖直孔机械加工Z3040x16 专用夹具,钻头,游标卡尺8 钻钻斜孔机械加工Z3040x16 专用夹具,钻头,游标卡尺9 去毛刺去毛刺,清洗10 入库最终检验入库编制(日期)审核(日期)会签(日期)标记处记更改签字日期标记处记更改签字日期机械加工工序卡片产品型号 零件(部)图号 1 共 6 页 产品名称零件(部)名称 1第 1 页车间 工序号 工序名称材料牌号机械加工车间 1 铣平面端面及圆弧槽设备名称 设备型号 设备编号同时加工件数铣床 X61321 夹具编号夹具名称切削液工序工时 准终 单件工步号 工步内容工艺装备 主轴转速r/min切削速度 m/min 进给量 mm/r 切削深度 mm进给次数工时定额 机动 辅助 1 转圈粗铣平面保证尺寸43,用端铣刀铣其余部分 面铣刀,夹具,卡尺 180 124 0.34 1 2 转圈半精铣平面保证尺寸42,用端铣刀铣其余部分面铣刀,夹具,卡尺 180 158 0.1 1 1 3 粗铣端面保证尺寸122 端铣刀,夹具,卡尺180124 0.3 4 1 4 半精铣端面保证尺寸120 端铣刀,夹具,卡尺 180158 0.1 1 1 5 加工圆弧槽保证尺寸R40 180 1580.31编制(日期)审核(日期)会签(日期)标记处记 更改签字日期标记处记更改签字日期机械加工工序卡片产品型号 零件(部)图号 共 6 页 产品名称零件(部)名称第 2 页车间 工序号 工序名称 材料牌号机械加工车间 2 钻主要孔 设备名称 设备型号 设备编号同时加工件数钻床 Z3040x16夹具编号夹具名称切削液工序工时 准终 单件工步号 工步内容 工艺装备 主轴转速r/min切削速度 m/min 进给量 mm/r 切削深度 mm 进给次数工时定额 机动 辅助 1 钻主要孔保证尺寸Φ10 钻床、夹具,Φ35的钻头、卡尺 381 36 0.3 120 1 2 扩Φ10的孔至Φ19.5 钻床、夹具、扩刀、卡尺 219 20.7 1 120 1 3 铰Φ19.5的孔至Φ20钻床、夹具、铰刀、卡尺81 11.2 1 120 1编制(日期)审核(日期)会签(日期)标记处记 更改签字日期标记处记更改签字日期机械加工工序卡片产品型号 零件(部)图号 共 6 页 产品名称零件(部)名称第 3 页车间 工序号 工序名称材料牌号机械加工车间 3 铣B 端其余部分设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工序工时 准终 单件工步号 工步内容工艺装备 主轴转速r/min切削速度 m/min 进给量 mm/r 切削深度 mm进给次数工时定额 机动 辅助 1 粗铣保证尺寸18与103 铣床、夹具、卡尺 180 124 0.34 2 精铣保证尺寸15、100与R35铣床、夹具、卡尺180 158 0.1 1编制(日期)审核(日期)会签(日期)标记处记 更改签字日期 标记处记更改签字 日期机械加工工序卡片产品型号零件(部)图号共 6 页产品名称零件(部)名称第 4 页`车间工序号工序名称材料牌号机械加工车间 4 钻平面孔设备名称设备型号设备编号同时加工件数钻床X5140夹具编号夹具名称切削液工序工时准终单件工步号工步内容工艺装备主轴转速r/min 切削速度m/min进给量mm/r切削深度mm进给次数工时定额机动辅助1 钻平面孔保证尺寸3xΦ8钻床、Φ8的钻头5120 64.4 0.05 13 1编制(日期)审核(日期)会签(日期)标记处记更改签字日期标记处记更改签字日期机械加工工序卡片产品型号 零件(部)图号 共 6 页 产品名称零件(部)名称第 5 页车间 工序号 工序名称材料牌号5 钻水平、竖直孔 设备名称 设备型号 设备编号同时加工件数钻床 Z3040x16夹具编号夹具名称切削液工序工时 准终 单件工步号 工步内容工艺装备 主轴转速r/min切削速度 m/min 进给量 mm/r 切削深度 mm 进给次数工时定额 机动 辅助 1 钻水平孔保证尺寸Φ10与23钻床、Φ10的钻头1450 45.6 0.12 15 1 2 攻丝3 钻竖直孔保证尺寸Φ8钻床、Φ8的钻头1900 47.7 0.1 1 4 攻丝编制(日期)审核(日期)会签(日期)标记处记 更改签字日期标记处记更改签字日期机械加工工序卡片产品型号 零件(部)图号 共 6 页 产品名称零件(部)名称第 6 页车间 工序号 工序名称 材料牌号6 钻斜孔 设备名称 设备型号 设备编号同时加工件数钻床 Z3040x16夹具编号夹具名称切削液工序工时 准终 单件工步号 工步内容 工艺装备 主轴转速r/min切削速度 m/min 进给量 mm/r 切削深度 mm进给次数工时定额 机动 辅助 1 钻Φ16的斜孔钻床、Φ16的钻头755 37.9 0.2 1 2 攻丝编制(日期)审核(日期)会签(日期)标记 处记 更改签字日期 标记处记更改签字 日期。
机加工工艺卡片模板
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
05
10
15
附录二机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
推动架
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量1
铣φ16孔的端面
圆柱铣刀、游标卡尺
150
23.55
0.23mm/z
2.5mm
1
4.3min
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
50
铣端面
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
173.5×73×50
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
XA6132
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
工艺卡片模板100例
车
间
工
段
设备
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
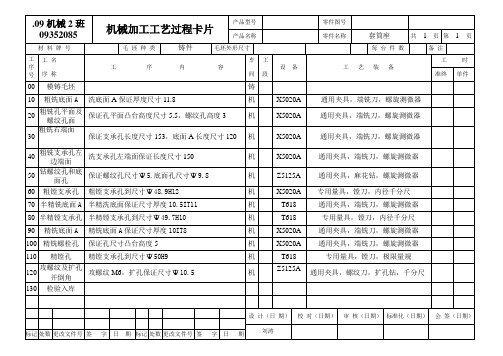
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
机
X5020A
通用夹具,端铣刀,螺旋测微器
30
粗铣右端面
保证支承孔长度尺寸153,底面A长度尺寸120
机
X5020A
通用夹具,端铣刀,螺旋测微器
40
粗铣支承孔左边端面
洗支承孔左端面保证长度尺寸150
机
X5020A
通用夹具,端铣刀,螺旋测微器
机
Z5125A
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械工艺卡片
普通车床加工工序卡
南昌大学 工程训练中
心 普通车床加工工艺卡
产品型号 零件号 零件名称 件数 第1页 实训产品
0006
螺纹体
1件
共1页
零件加工路
线
零 件 规 格 车
间 D-3 工序 材
料
Q235钢 Φ25圆棒 库
房
下料 重
量
0.154kg 车
工
去毛刺 毛坯料尺寸: Φ25×40mm 车
工 粗车 零件技术要
求
车
工 精车 1. 表面无毛
刺
车
工 去毛刺 检验室 检验 序号 工步 名称 设备名称 设备 型号 工具编号 工具 名称 工序内容 单位工时 备注
1
找正 夹紧
普
通 车 床
CA6136
三爪卡盘、卡盘、刀架扳手等 夹持毛坯外圆伸出50找正
夹紧 2min
2 车端面
45°弯头刀 车端面 2min 3 车外圆 90°外圆偏
刀 车M22×1.5螺纹外圆至长
度 2min 4 切槽 切槽刀 切4×Φ20槽 5min 5
车螺纹
60°三角螺纹刀
车M22×1.5
螺纹
15mi n
普通车床加工工艺卡
南昌大学 工程训练中
心 普通车床加工工艺卡
产品型号 零件号 零件名称 件数 第1页 实训产品
CG002
球体
1件
共1页
零件加工路
线
零 件 规 格 车
间 D-3 工序 材料 Q235钢 Φ25圆
棒 库
房
下料 重量 0.14 kg 车工 去毛刺 毛坯料尺寸: Φ25×34mm 车
工 粗车 零件技术要求
车
工
精车 1. 表面无毛刺
车工 去毛刺 检
验室 检验 序号
工步 名称
设备名称
设备 型号
工具编号
工具 名称 工序内容
单位工时
备注
1
找正 夹紧
普
通
车 床
CA6136
三爪卡盘、卡盘、刀架扳手
夹持毛坯外圆伸出40找正夹紧 2min
2 划线
普通R 圆弧刀、锉刀等
划线长分别为10、20、
24处 2min
3 切槽
圆弧刀在20至24长位置上移动切槽至Φ8
5min
4 车球
面
车前面
R10,车后
面R10
15min
R规
R10
5 锉光
切断
用锉刀锉光
球面后到总
长切断,去
毛头
5min
6 检验0~150mm游标卡尺5min
编制邹发
金
审
核
批准会签
编制
日期
2005.
5
南昌大学工程训练中
心普通车床
加工工艺
卡
产品型号零件号零件名称件数
第1
页实训产品CG003 销钉1件
共1
页
零件加工路
线
零件规格车
间D-3工序材料
Q235钢
φ25圆
棒
库房下料重量
0.173k
g
普通车床加工工艺卡
普通车床加工工艺卡
南昌大学 工程训练中
心 普通车床加工工艺卡
产品型号 零件号 零件名称 件数 第1页 实训产品
CG005
轴套1
1件
共1页
零件加工路
线
零 件 规 格 车间 D-3 工序
材料
Q235钢 Φ25圆棒
库房
下料
重量
0.15
kg 车
工 去毛刺 毛坯料尺寸:Φ25×33mm 车工
粗车
零件技术要
求
车
工 精车 1. 表面无毛
刺
车
工 去毛刺 检验室 检验 序号
工步 名称 设备名称
设备 型号
工具编号
工具 名称 工序内容
单位工时 备注
1
找正 夹紧 普
通
车
床
CA6136
三爪卡盘、卡盘、刀架扳手等 夹持毛坯外圆伸出50找正夹紧 2mi n
2 车端面、外圆 90°外圆偏刀、45°弯头刀 车端面、外圆Φ24±0.05至长31 5mi n
3 钻孔
中心钻Φ3,麻花钻Φ12
钻Φ12孔至长
31mm
10m in
4 切断切断刀中心钻引孔,去
毛头,切断至长
31
5mi
n
5 车端面45°弯头刀调头车端面长
30去毛头
5mi
n
6 检验0~150mm游标卡尺、0~25mm
千分尺、塞规等
5mi
n
编制邹发金审核批准会签
编
制
日
期
2005.5
南昌大学工程训练中心普通车床加工
工艺卡
产品型号零件号
零件名
称
件数
第1
页
实训产品CG005 轴套2 1件
共1
页
零件加工
路线
零件规格
普通车床加工工艺卡
普通车床加工工艺卡
南昌大学 工程训练中心 普通车床加工工艺卡
产品型号 零件号 零件名称 件数 第1页 实训产品
CG001
锥体
1件
共1页
零件加工路线
零 件 规 格 车间 D-3 工序
材料
Q235钢 Φ
25圆棒 库房 下料 重量 0.13 kg
车工 去毛刺 毛坯料尺寸: Φ25×33mm 车工 粗车 零件技术要求
车工 精车 1. 表面无毛刺
车工 去毛刺 检验室 检验 序号 工步 名称 设备名称 设备 型号
工具编号 工具 名称 工序内容 单位工时 备注
1
找正 夹紧 普
通 车
床
CA6136
三爪卡盘、卡盘、刀架扳手等 夹持毛坯外圆伸出40找正夹紧 2min
2 车端面、外圆
45°弯头刀 90°外圆偏刀、 车端面,车大头Φ24至长28 5min
3 车锥面 活动扳手、90°外圆偏刀 转动小拖板准确角度车锥面至小头
Φ16 10min
4 倒角 切断 切断刀
倒角后至总长切断
5min 5
检验
0~150mm 游标卡尺等 5min
正弦规
普通车床加工工序卡
南昌大学工程训练中
心普通车床
加工工艺
卡
产品型
号
零件号零件名称件数第1页
实训产
品
CG004 综合件1件共1页
零件加工路
线
零件规格车
间D-3工序材料
Q235钢
Φ25圆棒
库
房
下料重量0.25 kg
车工去毛
刺
毛坯料尺寸:
Φ25×65mm
车
工
粗车零件技术要求
车工精车
1. 表面无毛刺
车工去毛刺
检
验
室
检验
序号工步
名称
设备
名称设备
型号
工
具
编
号
工具
名称
工序内容
单位
工时
备注
1 找正
夹紧
普
通
车
床
CA6
136
三爪卡
盘、卡
盘、刀架
扳手等
夹持毛坯外圆
伸出70找正夹
紧
2min
2 车端
面、
车外
圆
活动扳
手、90°外
圆偏刀、
45°弯头刀
车端面,车外
圆Φ24-0.039,螺
纹外圆,锥体
大头外圆,至
各长度
15min
3 切槽切槽刀切4(2)×Φ18槽5min
4 车锥
面
90°外圆偏
刀、45°弯
头刀
转动小拖扳车
锥面,倒角去
毛头
10min。