mastercam加工说明书
第十章 masterCAM CAM加工

材料设置
材料的选择
从资料库中获得:该选项可以显示材料列表, 从资料库中获得:该选项可以显示材料列表,从中选择要使 用的材料并添加到当前材料列表中。 用的材料并添加到当前材料列表中。 新建:通过设置材料各参数来定义新材料。选择该选项后, 新建:通过设置材料各参数来定义新材料。选择该选项后, 材料定义”窗口。 打开 “材料定义”窗口。 编辑:编辑选定材料的各种参数,选择该选项后,打开“ 编辑:编辑选定材料的各种参数,选择该选项后,打开“材 料定义”窗口。 料定义”窗口。
刀具路径仿真 后处理
工件设置
工件设置是设置现在的工件参数, 工件设置是设置现在的工件参数,它 包括: 包括:
工件类型选择 工件尺寸设置 工件原点设置
材料设置
工件材料的设置包括材料的选择和材 料的定义。 料的定义。 工件材料的选择会直接影响主轴转速, 工件材料的选择会直接影响主轴转速, 进给速度等加工参数。 进给速度等加工参数。一旦选择了材 料并且在“进给设定”中选择“ 料并且在“进给设定”中选择“依照 材料” 如图10-36所示),刀具参 所示), 材料”(如图 所示),刀具参 数窗口的主轴转速, 数窗口的主轴转速,进给速度等加工 参数将会和材料定义中的参数一致。 参数将会和材料定义中的参数一致。
材料定义
允许的刀具材料 材料表面速率 材料名称输入框 材料每转速率 输入进给率单位
刀具管理
刀具设置
进给设定 调整圆弧进给率 刀具路径设置 顺序 高级选项
刀具管理器 刀具过滤器 定义刀具 刀具参数
操作管理
使用“操作管理器” 使用“操作管理器”对话框可以对刀 具路径进行综合管理, 具路径进行综合管理,管理零件的所 有加工操作。 有加工操作。 操作管理器可以产生、编辑、 操作管理器可以产生、编辑、重新计 算新刀具路径,并可以进行加工模拟、 算新刀具路径,并可以进行加工模拟、 仿真模拟、后处理等操作, 仿真模拟、后处理等操作,以验证刀 具路径是否正确。 具路径是否正确。 操作管理器是Mastercam软件的 操作管理器是 软件的 特色之一, 特色之一,将与加工有关的所有操作 集中在一个窗口中管理, 集中在一个窗口中管理,大大简化了 操作。 操作。
mastercam汽车模型加工说明书

工序七:对指定曲面进行精加工残料加工 工序八:对指定曲面进行精加工交线清角加工
三、确定切削用量
工序一:以汽车模型底面为精基准,使用外形轮廓铣削进行轮廓粗加工。 1.加工条件 加工要求:对指定轮廓进行外形轮廓粗加工 机床:选择默认机床 刀具:由《实用金属切削加工工艺手册》选择高速钢平底刀,由于最大铣削宽度
ae 3mm ,选择刀具直径 d 0 8mm ,刀刃齿数 z 4 。
2.切削用量的计算 (1)确定切削宽度 L
L (0.6 ~ 0.9)d ae 2mm
因此可一次走刀完成。 (2)确定切削速度 由 《 数 控 加 工 工 艺 与 编 程 》 查 得 中 碳 钢 铣 削 速 度 范 围 为 18 ~ 42m / min , 取
一、零件的绘制
(一)车身线的绘制
由零件尺寸绘制车身线如图 1.1
图 1.1 车身线图
(二)车身曲面的绘制
由车身线生成若干曲面,通过修剪,得到车身曲面如图 1.2
图 1.2 车身曲面图
二、零件分析
3
Hale Waihona Puke 图 2.1 零件三维图图 2.2 零件线架图
(一)分析零件加工要求
由图 1.1 和图 1.2 可知,该零件为一款汽车的微缩版汽车模型,由多个曲面构成,没 有公 差要求,表面粗糙度要求为 Ra3.2 ,因此需粗加工后再进行精加工。零件 采用
7
(3)确定主轴转速
n
1000vc 1000 30 1591r / min D 6
取主轴转速 n 1500r / min 。 (4)确定进给量 由公式 v f fnz ,由《数控加工工艺与编程》查得 f z 0.1mm / z 所以进给量
Mastercam

1. Mastercam软件启动单击桌面图标,启动Mastercam,启动后界面如下图。
2.按任务书中图一的尺寸,利用圆、直线、矩形形状设置、修剪等命令画出平面图3.把视图设为等角视图,设置平面为前视图,并把图形调好大小如下图所示。
第四章二维加工一、设置机床选择菜单命令【机床类型】/ 【铣床】/【系统默认】二、设置毛坯1.点击左边操作管理器中【属性】项目下的【材料设置】,系统弹出【加工群组属性】2.设置毛坯尺寸整个零件的外形尺寸为70mmX100mmX10mm,在工件表面预留2mm的加工余量,在侧面分别预留5mm 的加工余量,所以将尺寸设置为75mmX105mmX12mm,具体设置如上图所示。
3.选择边界盒单击边界和选项,出现如右图所示图形,单击确认。
4.显示设置在上图中所示的设置对话框中,选择显示、屏幕适度变化、以及线架构选项,弧廓一显示在屏幕上,单击按钮确认三、工件加工(一)外形铣削11.选择加工类型选择菜单命令【刀具路径】/【外形铣削刀具路径】,选择最外的串联线,单击确认,操作效果如下图所示。
2.选择刀具在上次操作中弹出外形图,在空白处单击右键,新建刀具1,选择球刀,参数设置如右图,单击确认3. 外形铣削参数设置单击外形铣削参数,出现对话框,设置参数如下图。
4. 平面多次铣削和分层铣深设置在平面多次铣削和分层铣深前打勾,在分别单击他们,设置参数如下图所示。
1.单击,确认。
(二)平面铣削1.选择加工类型选择菜单命令【刀具路径】/【平面铣削刀具路径】,选择最外的串联线,单击确认,操作效果如下图所示。
2.选择刀具在上次操作中弹出外形图,在空白处单击右键,新建刀具1,选择球刀,参数设置如右图,单击确认3. 平面铣削参数设置单击平面铣削参数,出现对话框,设置参数如下图。
程序如下N100 G0G17G40G49G80G90N102 G91G28Z0.N104 S0M5N106 G0G90G54X-73.Y-9.N108 Z50.N110 Z22.N112 G1Z6.25F0.N114 X-64. F.3N116 G3X-55.Y0.R9.N118 G1Y35.N120 G2X-50.Y40.R5.N122 G1X50.N124 G2X55.Y35.R5.N126 G1Y-35.N128 G2X50.Y-40.R5.N130 G1X-50.N132 G2X-55.Y-35.R5.N134 G1Y0.N136 G3X-64.Y9.R9.N140 Z16.25F0.N142 G0Z50.N144 X-72.5Y-9.N146 Z22.N148 G1Z6.25N150 X-63.5 F.3N152 G3X-54.5Y0.R9.N154 G1Y35.N156 G2X-50.Y39.5R4.5N158 G1X50.N160 G2X54.5Y35.R4.5N162 G1Y-35.N164 G2X50.Y-39.5R4.5N166 G1X-50.N168 G2X-54.5Y-35.R4.5N170 G1Y0.N172 G3X-63.5Y9.R9.N174 G1X-72.5N176 Z16.25F0.N178 G0Z50.N180 X-73.Y-9.N182 Z16.25N184 G1Z.5N186 X-64. F.3……N302 G1X50.N304 G2X54.5Y35.R4.5N306 G1Y-35.N308 G2X50.Y-39.5R4.5N310 G1X-50.N312 G2X-54.5Y-35.R4.5N314 G1Y0.N316 G3X-63.5Y9.R9.N318 G1X-72.5N320 Z10.F0.N322 G0Z50.N324 G91G28Z0.(三)曲面平行铣削11.选择加工类型选择菜单命令【刀具路径】/【曲面铣削刀具路径】,选择最外的串联线,单击确认。
MasterCAM第3部分
2、钻孔加工参数设置
• • 7种标准方式: 5种普通方式 • Drill/Conterbore钻 孔/扩孔 • Tap 攻螺纹 • Bore#:镗孔至底部 • Bore#2:镗孔至底 部、停留、快速退 出 • Fine bore:精镗 2种循环方式(H>3D) • Peck Drill:钻头多次 回缩以排屑 • Break Drill:钻头多 次回缩以断屑
二、槽腔加工(Pocket)
槽腔加工编程过程(twocoor.mc8) : Job setup 设置 —设置毛坯尺寸 —选择加工刀具 —选择毛坯材料 Pocket —设置槽腔加工参数 —设置粗精加工参数
1、设置槽腔加工参数
安全高度:在此 高度上刀具可以 自由移动而不会 和工件碰撞 退刀高度:刀具 走下一个刀具路 径前退回的高度, 以避免下刀时和 工件碰撞
(2)粗加工下刀方式—斜线方式
•如果所有下刀方 式均不成功: •直线垂直下刀 •程序中断 •下刀速度: •垂直下刀速度 •水平进给速度 •最小长度 •最大长度 •下刀高度 •与槽腔精加工面的间隙 •刀具切入角度 •刀具切出角度 •自动计算斜 线下刀角度 •用户定义角 度 •附加槽宽 •下刀点与斜 线下刀路径 起始点对齐 •下刀点为斜 线下刀路径 起始点
Tapered wall:按设 定的斜角铣削到 最后深度 外壁的斜角 孤岛的斜角
注意: 总切削深度=最后切深-Z向预留余量 粗加工总次数=(总切削深度-精加工切深)/最大 粗切深度后取整
3、设置粗精加工参数
加工方向(环 切): 从内向外铣削
—
粗加工下刀方式 螺旋方式下刀 斜线方式下刀
外形精加工设置 —精加工次数和间距 —精加工外边界 —以轮廓封闭点作为精加工路 径起点 —不抬刀
Mastercam数控加工实用教程第7章

7.1.10 多次切削
在X、Y轴方向,若切削余量较大,可考虑 采用多次切削。例如,切削量为20mm, 可先进行4次粗加工,每刀切5mm,最后 留0.2mm,然后再进行一次精加工。 选中按钮前的复选框后,单击该按钮,打 开【XY平面多次切削设置】对话框,如图 7-12所示。
7.1.11 其他选项
7.1.8 进刀/退刀设置
直线和圆弧的外形可通过对话框进行设 置。选中按钮前的复选框后,单击该按钮, 打开【进/退刀向量设置】对话框,如图710所示。
7.1.9 过滤设置
公差设定文本框用于输入在进行操作 过滤时的误差值。当刀具路径中的某点与 直线或圆弧的距离小于或等于该误差值时, 系统将自动去除到该点的刀具移动。
ቤተ መጻሕፍቲ ባይዱ
7.1.6 预留量
在实际生产中,大多数加工要分为粗加工和精加工,粗 加工一定要给精加工一定的加工余量,这个加工余量就 是预留量。 粗加工时要给定预留量,通过给定加工余量的参数来设 置;精加工时预留量给定为0.00,一般系统在精加工时自 动给定的预留量为0.00。 粗加工时预留量的设置值范围如下。 :XY面方向的预留量(一般设为0.1mm~0.5mm)。 :Z轴方向的预留量(一般设为0.1mm~0.5mm)。
7.1.7 深度分层铣削
铣削的厚度较大时,可以采用分层铣削设置。选中按钮前的复 选框后单击该按钮,打开【深度分层切削设置】对话框,如图7-9所 示。 :用于输入粗加工时的最大进刀量。 :用于输入精加工的次数。 :用于输入精切削时的最大进刀量。 :此复选框用于设置刀具在每一层切削后是否回到下刀位置的高度。 :此复选框用于设置在NC文件中是否生成子程序。 :此选项组下有两项选择,用于设置分层深度铣削的顺序。 :选中此复选框,在文本框中输入一个角度值,则以此倾斜角度从 工件表面铣削到最后深度,加工出来的外形侧面为一个斜面。
第1章 Mastercam X使用基础
第1章Mastercam X使用基础1.1 Mastercam X简介Mastercam软件是美国CNC Software,Inc所研制开发的CAD/CAM系统,是最经济且高效率的全方位软件系统,包括美国在内的各工业大国皆采用本系统作为设计、加工制造的首选软件。
Mastercam作为PC级CAM软件,全球销售量名列前茅,被工业界及学校广泛采用。
以美国和加拿大教育单位来说,共计有2500多所高中、专科大学院校将其用于机械制造及NC程序编制,在中国大陆机械制造业及教育单位的占有量也是最多的。
它是一套非常成功的软件。
最初的Mastercam是基于DOS平台的,从5.0版开始,顺应软件发展的趋势,转向基于Windows平台,版本从5.0、6.0版一直发展到现在国内普遍应用的8.1、9.0版。
Mastercam是一套全面服务于制造业的数控加工软件,它包括设计(Design)、车削(Lathe)、铣削(Mill)和线切割(Wire)4个模块。
其中设计模块主要用于绘图和加工零件的造型;车削模块主要用于生成车削加工的刀具路径;铣削模块主要用于生成铣削加工的刀具路径;线切割模块主要用于生成电火花线切割的加工路径。
其中后3个加工模块内也包括设计模块中的完整设计功能。
本书将针对Mastercam中被广泛应用的Mill加工模块进行细致的讲解。
Mastercam 软件的Mill模块是非常优秀的软件,应用于数控铣和加工中心辅助编程,能高效地编制各种铣数控加工程序。
用它可快速设计、加工机械零件,还可组织、管理相关的文档。
无论是3D几何建模还是二维、三维编程,Mastercam都提供了强大的功能。
下面简单介绍其在造型设计和制造加工中的优势。
1.1.1 零件造型简介❑Mastercam具有完整的曲线曲面建模功能,便于建立2D、3D几何模型。
❑完美地处理复杂曲面轮廓的相交。
根据2轴切割模型,自动生成UV几何形状。
❑标注尺寸、添加注释都很方便,修改也很灵活。
Mastercam课程设计说明书样稿

目录1. 零件分析.............................................. 错误!未定义书签。
1.1零件特性.......................................... 错误!未定义书签。
1.2工艺分析.......................................... 错误!未定义书签。
1.2.1确定装夹方案................................ 错误!未定义书签。
1.2.2确定定位方案................................ 错误!未定义书签。
1.2.3孔加工方案的选择............................ 错误!未定义书签。
1.2.4确定加工顺序及走刀路线...................... 错误!未定义书签。
第一次数控加工....................................... 错误!未定义书签。
第二次数控加工....................................... 错误!未定义书签。
1.3技术要求.......................................... 错误!未定义书签。
2.实体造型 (3)2.1绘制矩形 (3)2.2绘制角上三个突台和中间半圆形突台 (4)2.3绘制左上角凹槽 (8)2.4绘制中间花形槽 (10)2.5绘制孔和球面 (11)2.5.3绘制球面 (12)3.零件加工 (15)3.1设定毛坯 (15)3.2对刀建立工件坐标系 (15)3.3粗铣轮廓和挖槽加工 (16)3.4钻孔加工 (20)3.4.1直径36的孔加工 (20)3.4.2 SR30曲面加工 (22)3.4.3倒圆角为R3的半圆形突台 (23)3.4.4孔螺纹加工 (24)3.4.5铰孔 (24)3.5模拟加工 (27)4.MasterCAM设计心得 (29)1.零件分析图1-11.1零件特性由图纸可知零件是由外轮廓、槽、孔、薄壁以及螺纹槽等组成。
MasterCAM车、铣加工步骤

**大学答题纸(2009—2010学年第二学期)课号:093E03A02 课程名称:数控技术与编程改卷教师:学号:姓名:得分:铣削加工连杆零件图为:一、图形绘制1、选择菜单栏中的File/New命令新建文件。
2、单击顶部工具栏中的俯视构图面按钮,Set planes to TOP relative to your WCS。
3、单击顶部工具栏中的俯视图按钮。
4、选择菜单栏中的【Create】/【Arc】/【Create Arc Polar】极坐标圆弧命令。
5、按照零件图上尺寸确定各圆弧,得到图1:图16、选择菜单栏中的【Create】/【Line】/【Create Line Endpoint】两点绘线命令,并按照零件图上尺寸确定各直线,得到图2:图27、选择菜单栏中的【Edit】/【Trim/Break】/【Trim/Break】命令,对多余线进行打断。
8、选择菜单栏中的【Create】/【Fillet】/【Fillet Entities】倒圆角命令,按照零件尺寸设置各倒圆角半径,得到图3:图39、选择菜单栏中的【Xform】/【Xform Mirror】镜像命令,得到图4:图4二、规划挖槽加工刀具路径1、单击顶部工具栏中的俯视构图面按钮,Set planes to TOP relative to your WCS。
2、选择菜单栏中的【Toolpaths】/【Pocket Toolpath】挖槽加工命令。
3、系统提示选择串连外形,点击如图5所示箭头处,箭头产生,点击确定按钮,结束串连外形选择。
图54、刀具选择:从刀具库中选择φ10平铣刀,并设置如图6所示的刀具参数。
图65、选择如图7所示挖槽参数选项卡【Pocketing parameters】设置相关参数。
图76、单击深度分层按钮,设置如图8所示深度分层参数,单击确定按钮。
图87、选择如图9所示粗加工/精加工参数选项卡【Roughing/Finishing parameters】,设置相关参数。
数控加工自动编程(MasterCAM)实训指导书10
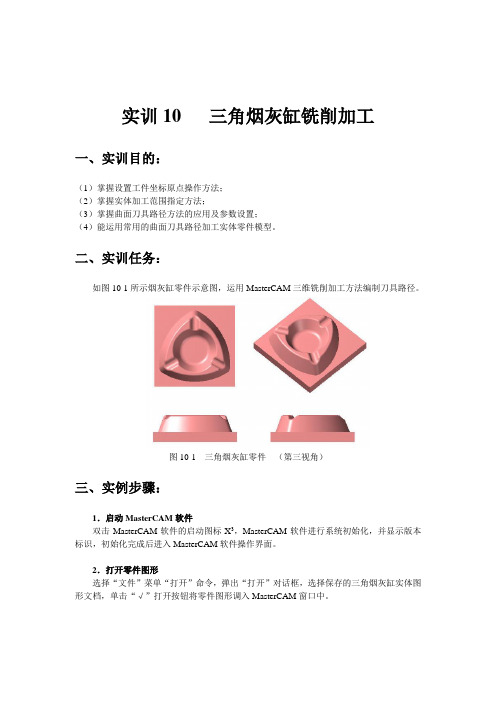
实训10 三角烟灰缸铣削加工一、实训目的:(1)掌握设置工件坐标原点操作方法;(2)掌握实体加工范围指定方法;(3)掌握曲面刀具路径方法的应用及参数设置;(4)能运用常用的曲面刀具路径加工实体零件模型。
二、实训任务:如图10-1所示烟灰缸零件示意图,运用MasterCAM三维铣削加工方法编制刀具路径。
图10-1 三角烟灰缸零件(第三视角)三、实例步骤:1.启动MasterCAM软件双击MasterCAM软件的启动图标X3,MasterCAM软件进行系统初始化,并显示版本标识,初始化完成后进入MasterCAM软件操作界面。
2.打开零件图形选择“文件”菜单“打开”命令,弹出“打开”对话框,选择保存的三角烟灰缸实体图形文档,单击“√”打开按钮将零件图形调入MasterCAM窗口中。
3.设置工件坐标系原点1)移动光标指向次菜单区中的“层别”按钮,单击按钮后弹出“层别管理”对话框,在“层别号码”文本框中输入6并按回车键,系统设置图层6为当前工作层。
2)在工具栏中单击“画边界盒”按钮,如图10-2所示,弹出“边界盒选项”对话框。
默认选择“所有图素”,在绘图区中绘制出包裹所有图素的立方体线框,如图10-3所示。
图10-2 “画边界盒”按钮图10-3 实体的边界盒3)在工具栏中单击“绘制任意线”按钮,拾取边界盒顶面矩形的对角点,绘制一条对角线,如图10-4所示。
指定此对角线段的中点为工件坐标系的原点。
注意:MasterCAM编制程序时默认以系统的坐标系为编程基准(按F9键显示的坐标系),因此,用户指定的工件坐标系需与系统的坐标系位置一致。
在此将指定到对角线中点的工件坐标原点移动到系统原点上。
图10-4 绘制对角线4)在工具栏中单击“平移”按钮,系统提示“平移:选取图素去平移”,在绘图区中窗选拾取所有图素,单击选取栏“结束选择”按钮确定。
系统弹出“平移”对话框。
5)在“平移”对话框中选择“移动”,并使用“从一点到另一点”方式,单击“选择起始点”按钮,系统切换进入绘图区中,并提示“选取平移起点”,用光标拾取对角线中点,系统继续提示“选取平移终点”,拾取系统的原点,系统根据此两点的距离和方向将全部图素进行移动,并切换返回“平移”对话框中。
cam说明书讲解

专业综合实践说明书学院名称:机械工程学院专业:机械设计制造及其自动化班级: 1 姓名:学号: 12321107 指导教师:施晓芳2016 年 2 月目录第1章太阳花造型训练 (1)1.1 造型软件AutoCAM简介 (1)1.2零件造型过程 (2)第2章太阳花数控加工仿真训练 (5)2.1 MasterCAM软件特点简介 (5)2.2 加工工艺方案确定 (5)2.3 加工造型、加工参数设计及其加工刀具选择 (6)2.3.1 工序1 (6)2.3.2 工序2 (9)2.4 太阳花图标加工轨迹仿真 (100)第3章太阳花图标的数控加工 (13)3.1 加工程序生成 (13)3.2 手工对刀 (16)3.3 程序传输及加工图形 (17)参考文献 (18)第1章太阳花造型训练1.1 MasterCAM软件简介MasterCAM软件已被广泛的应用于通用机械、航空、船舶、军工等行业的设计与NC加工,从80年代末起,我国就引进了这一款著名的CAD/CAM软件,为我国的制造业迅速崛起作出了巨大贡献。
MasterCAM具有强劲的曲面粗加工及灵活的曲面精加工功能。
MasterCAM提供了多种先进的粗加工技术,以提高零件加工的效率和质量。
MasterCAM还具有丰富的曲面精加工功能,可以从中选择最好的方法,加工最复杂的零件。
MasterCAM的多轴加工功能,为零件的加工提供了更多的灵活性。
MasterCAM不但具有强大稳定的造型功能,可设计出复杂的曲线、曲面零件,而且具有强大的曲面粗加工及灵活的曲面精加工功能。
其可靠刀具路径效验功能使MasterCAM可模拟零件加工的整个过程,模拟中不但能显示刀具和夹具,还能检查出刀具和夹具与被加工零件的干涉、碰撞情况,真实反映加工过程中的实际情况,不愧为一优秀的CAD/CAM软件。
同时MasterCAM对系统运行环境要求较低,使用户无论是在造型设计、CNC铣床、CNC车床或CNC线切割等加工操作中,都能获得最佳效果。
Mastercam_铣削详细教程

二维刀具路径4.1加工简介CAM则主要是根据工件的几何外形设置相关的切削加工数据并生成刀具路径,刀具路径实际上就是工艺数据文件(NCI),它包含了一系列刀具运动轨迹以及加工信息,如进刀量、主轴转速、冷却液控制指令等。
再由后处理器将NCI文件转换为CNC控制器可以解读NC码,通过介质传送到加工机械就可以加工出所需的零件。
4.1.1任务1 加工如图4-1所示的实体,介绍数控加工的一般步骤图 4-1 凹模零件步骤1新建文件新建如图4-1所示的凹模零件。
步骤2进入加工模块在主菜单上单击“刀具路径”,如图4-2所示,弹出刀具路径菜单,如图4-3所示。
图 4-2 主菜单 图4-3 “刀具路径”菜单 步骤3设置毛坯单击如图4-3所示的“刀具路径”菜单中的“工作设定”,弹出“工作设定”对话框,如图4-4所示,单击“B使用边界盒”,弹出“边界盒”对话框,如图4-5所示,单击“确定”按钮,返回“工作设定”对话框,将“工件原点”Z设为21,将工件高度Z设置为21,如图4-6所示,单击“确定”返回主菜单,绘图区的工件上出现红色的虚线框,如图4-7所示。
图 4-4 “工作设定”对话框图 4-5 “边界盒”对话框图 4-6 “毛坯参数”设置图 4-7 毛坯设置 图 4-8 “面铣选择”菜单 步骤4选择加工类型单击如图4-3所示的“刀具路径”菜单中的“面铣”,弹出“面铣选择”菜单,如图4-8所示,单击“执行”,弹出面铣对话框,如图4-9所示。
图 4-9 面铣对话框步骤5 设置刀具将鼠标放在“面铣”对话框的空白处,单击鼠标右键,弹出刀具快捷菜单,如图4-10所示,选择快捷菜单中的“从刀具库中选取刀具”,弹出“刀具管理员”对话框,选择直径为10的平刀,如图4-11所示,单击“确定”,“面铣”对话框中出现了第一把刀,主轴转速,进给率设置,如图4-12所示。
图 4-10 “刀具”快捷菜单提示:直接单击“执行”,则加工整个零件的上表面,如果选择某个串连图形,则加工选择的图形上表面。
mastercam加工第三章
铣削参数设置
图3.9【外形铣削参数】选项卡
共同参数设定
安全高度:在该高度下不碰 任何物体的高度 参考高度: 初始Z坐标高度。 进给下刀位置: 刀具从工进转为快进的Z坐 标高度。 工件表面: 毛坯顶面所处的Z坐标,一般 设置为0。 铣削深度: 最终加工深度面的Z坐标。
共同参数设定
补正形式: 电脑刀补和控制器刀补: 主要用于 2D轮廓铣削的刀径补偿。 电脑刀补是指生成 NC 程序时是将整 个轮廓按刀补方向均匀地向外或向内 偏移一个刀具半径值后算出的刀心轨 迹坐标,由此而产生的程序。 控制器刀补是指生成 NC 程序时还是 按原始轮廓轨迹坐标生成程序,但在 程序中相应的位置添加 G41 、 G42 、 G40 的刀补指令。
多槽区加工时,从释放残余变形考虑,应 设定“所有的内腔都粗铣完
成后再精修”,否则将是先分别粗、精铣完某一槽区域后,再去粗、精 铣下一槽区域。
3.2.5 挖槽加工中应注意的问题
• • • •
•
槽的外形铣削必须是封闭的。 槽的几何外形和岛屿必须位于相同的构图平面上。 如果要产生斜面或雕刻面的槽,需要用投影加工,投 影加工将在后面介绍。 在挖槽加工中,如果使用一种加工方法产生了残料, 用户可以使用其他挖槽加工方法。 挖槽时如果中间有岛屿要避开,须使岛屿的大小和间 距大于刀具直径。如果小于直径,应与设计人员商议 修改,如图3-43所示。
凸字加工可按带岛屿的型腔加工方法生成刀路。 若要在曲面上刻字,可先生成平面上刻字的刀路,再用投影加工将刀
共同的刀具参数设定
进给率:在XY平面内 的进给速度,在NC 程序中产生 Fxxxx 指 令。 下刀速率:赋予Z轴 进刀切入时的进给速 度。在NC程序中产 生 Z__Fxxxx 指令。 提刀速率:提刀向上的 速度,通常和快进速度 相当
MastercamX2中文版数控加工第11讲曲面粗加工(1)
• 【加工面】:指定加工的曲面。 • 【干涉面】:检查毛坯余量。 • 【切削范围】:指定包含的加工曲面。 • 【指定下刀点】:用于定义起刀位置。
图11-15 设置刀具尺寸
(5) 返回【曲面残料粗加工】对话框,选择【曲面加工参数】选项卡 ,设置 曲面加工参数,如图11-16所示。
(6) 进入【残料加工参数】选项卡,然后设置相关参数,如图11-17 所示。
图11-16 【曲面加工参数】选项卡
图11-17 【残料加工参数】选项卡
(14) 进入【剩余残料参数】选项卡,然后设置相关参数,如图11-18 所示。
图11-5 模拟结果
图11-6 素材文件
2.设置工件毛坯。
(1) 执行【机床类型】/【铣削系统】/【默 认】命令。
(2) 在左侧的操作管理器中的【属性】选 项树中选取【材料设置】选项,系统打开 【机器群组属性】对话框,按照图11-7所 示设置毛坯。
(3) 单击 按钮完成设置,结果如图11-8所 示。
图11-2 【刀具路径的曲面选取】对话框
(5)系统弹出【曲面粗加工平行铣削】对话框,如图113所示。
• 刀具路径误差: 按钮后面的文本框用于设置刀 具路径与几何模型的精度误差。误差值设置得越小, 加工得到的曲面精 度就越高,但计算 所需时间较长,为 了提高加工速度, 在粗加工中输入值 可稍大 一些。
图11-30 刀具路径
5. 保存文件
图11-31 加工模拟
11.2
综合训练
通过上面内容的学习,相信同学们对曲面粗加工的知识已 经有了一定的了解,下面将通过两个综合实例进一步学习曲面 粗加工的方法。
MASTERCAM加工技术说明书

MASTERCAM加工技术说明书题目:八角形曲面体零件的计算机辅助设计与制造班级卓越机自Y11学生覃业辉广西科技大学机械学院2014年 9 月 14 日目录序言 (3)一、玩具剑模具的UG建模 (3)二、加工工艺分析及工艺规划..................................................................... 错误!未定义书签。
1.1加工工艺分析 (3)1.2工艺规划---------------------------------------------------------------------------------------3三、零键的加工工作一、零件图的导入 (3)二、零件几何体加工 (4)1..零件的外形铣削粗加工 (5)2.零件的外形铣削精加工 (6)3.零件的曲面粗加工 (7)4.零件的曲面精加工 (8)5.导出NC代码 (9)四、结束语 (19)1 收获总结 (19)1.1切削类型的选择 (19)1.2平面铣和型腔铣 (19)1.3切削参数的设置 (20)1.4小提示 (20)2 心得体会 (20)序言Mastercam不但具有强大稳定的造型功能,可设计出复杂的曲线、曲面零件,而且具有强大的曲面粗加工及灵活的曲面精加工功能。
其可靠刀具路径效验功能使Mastercam可模拟零件加工的整个过程,模拟中不但能显示刀具和夹具,还能检查出刀具和夹具与被加工零件的干涉、碰撞情况,真实反映加工过程中的实际情况,不愧为一优秀的CAD/CAM软件。
同时Mastercam对系统运行环境要求较低,使用户无论是在造型设计、CNC铣床、CNC车床或CNC线切割等加工操作中,都能获得最佳效果Mastercam软件已被广泛的应用于通用机械、航空、船舶、军工等行业的设计与NC加工,从80年代末起,我国就引进了这一款著名的CAD/CAM软件,为我国的制造业迅速崛起作出了巨大贡献。
MasterCAM加工指引

文件属性
DOS 窗口
释放內存空间
打印 通信—与数控机床 连接 NC 程式重新编号
退出 Mastercam9.1
( 图 1-5 文件菜单 )
7 MasterCAM 加工指引
龙 记 集 团 工 程 部 CAM 组 LKM ENGINEERING DEPARTMENT CAM GROUP
选取群组 选取上步操作得到的结果 选取重复的图素 恢复删除
系统配置 统计图素 端点显示 清除颜色 改变颜色 改变图层 改变属性 曲面显示 隐藏图素 下一页
( 图 1-8 屏幕设置菜单 )
设置为系统属性 调整屏幕中心 隐藏部分图素 设置屏幕网格点 自动捕捉特征点(中点.端点) 新屏幕 把选定内容拷贝到粘帖板 合并视角
9 MasterCAM 加工指引
龙 记 集 团 工 程 部 CAM 组 LKM ENGINEERING DEPARTMENT CAM GROUP
(目录)Biblioteka 加工仿真 路径模拟 批次模式(可一次处理多个刀具路径,出其转换为 NC 程序 程序过滤(对 NCI 文件进行优化) 后处理(实现 NC 生成 NCI 文件的生成和转换) 建立加工报表(包括刀具信息,加工时间.程序长度等) 定义操作 定义刀具 定义材料
多个窗口 出图
8 MasterCAM 加工指引
龙 记 集 团 工 程 部 CAM 组 LKM ENGINEERING DEPARTMENT CAM GROUP
(目录)
拉伸实体 旋转实体 扫掠实体 举升实体 实体倒圆角 实体倒斜角 实体抽壳 布尔运算 实体管理器 下一页
基本实体 牵引面 修剪实体 创建多面视图 寻找特征 由曲面生成实体 增厚薄壁实体 移去指定曲面
车床加工Mastercam9.1数控车床加工教程(非常详细).
10.2.1 粗车
选择“车床的刀具路径相关设定”子菜 单中的“粗车”选项可调用粗车模组。 粗车模组用来切除工件上大余量的材料, 使工件接近于最终的尺寸和形状,为精 加工做准备。工件的外形通过在绘图区 选取一组曲线串连来定义。该模组所特 有的参数可用 “粗车的参数”选项卡来 进行设置。
该组参数的设置主要是对加工参数、走刀方 式、粗车方向与角度、刀具偏置及切进参数等 进行设置。
20
2003.07.20
“边界设置”对话 框 Mastercam
21
“夹头”选项组用来设置工件夹头。工件夹 头的设置方法与工件外形的设置方法基本相同。 其主轴转向也可设置为左向(系统默认设置) 或右向。夹头的外形边界可以用串连、矩形或 己绘制工件夹头外形来定义 顶尖通过“尾座”选项组来设置尾座顶尖的外 形,设置与夹头的外形设置相同,也可以用串 连、矩形或已绘制工件夹头外形来定义。 工件外形、夹头外形和顶尖外形设置都是用 来定义加工过程中的安全边界。在定义了安全 边界后还需定义两个安全距离,安全距离通过 “刀具位移的安全间隙”选项组来设置。其中 “快速位移”用于设定快速位移(G00)时刀 具与工件的安全间隙;“进入/退出”输入框用 于指定在进刀/退刀时刀具与工件的安全间隙。 2003.07.20 Mastercam 22
卡
Mastercam
8
车刀通常由 Insert(刀头) Holder( 刀柄)两部分组成。所以车床系统刀具 的设置包括刀具类型、刀头、刀柄及刀 具参数的设置。 1. 刀具类型
车床系统提供了一般车削、螺纹 车削、径向车削/切断、镗孔及钻孔/ 攻牙/铰孔及自设6种类型的刀具。
Mastercam 9
Mastercam 3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MASTERCAM加工技术说明书
题目:卡通小狗头部凸模零件的计算机辅助设计与制造
班级
学生
学号
XXX大学XXX学院
2012年5月20日
目录
序言 (2)
一、设计方案 (3)
二、加工工艺分析及规划 (3)
三、三维实体建模 (3)
四、三维模拟加工 (5)
所用刀具及参数 (5)
模拟加工过程 (6)
1.材料设置 (6)
2.粗加工轮廓、去毛坯 (6)
3.二次外形粗加工 (8)
4.初步精加工 (10)
5.三维曲面精加工 (12)
6.三维曲面铣削精加工 (14)
7.清根加工........................................................................15五、后处理 (17)
1.曲面粗加工挖槽G代码 (17)
2.曲面粗加工等高外形G代码 (18)
3.曲面精加工等高外形G代码 (19)
4.曲面精加工流线G代码 (20)
5.曲面精加工流线G代码 (21)
6.曲面精加工平行铣削G代码 (22)
序言
狭义CAM指计算机辅助编制数控机床加工指令,广义的CAM指应用计算机进行辅助生产的全过程,它包括用计算机辅助生产前的准备工作,如工艺过程规划、工装清单、数控编程、车间作业计划编制、生产过程控制和质量控制等。
本次设计时间是三天,要求同学们在前面学过CAD/CAM课程的基础,利用有限的时间完成这次三维建模和模拟加工,从而熟悉设计使用的软件、零件造型、机械加工流程以及生成加工程序和代码。
这一系列的程序动作是综合学科知识的联系、融合与运用,能独立、认真的完成这次设计将对能力的提高、知识的掌握及灵活的运用起到很大的促进作用。
本次设计将使同学们全面、系统地了解和掌握CAD/CAM技术的基本内容和基本知识,了解数控技术的发展趋势;掌握数控加工的编程方法,并能灵活使用目前使用比较普遍的CAD/CAM软件对较复杂零件进行编程,为以后的工作打下坚实的基础。
同时能够极大培养大家的逻辑思维、创新意识、工程意识和实践能力。
本次课程设计的主要目的:
1.学习使用先进的CAD软件对零件进行三维实体建模;
2.学习使用CAM软件对所设计的零件进行数控编程并进行加工仿真;
3.能够根据模拟加工数据生成实际加工程序。
一、设计方案
此次设计加工的是一个卡通小狗头部凸模零件,零件使用UG5.0建模和MastercamX5加工。
毛坯的长、宽、高分别为110mm、210mm、70mm。
二、加工工艺分析及规划:
数控铣削在选用刀具时,通常要考虑机床的加工能力,工序内容,工件材料等因素;切削用量包括主轴转速、背吃刀量、进给量。
对于不同的加工方法,需要选择不同的切削用量。
合理选择切削用量的原则是:粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;精加工时,应在保证加工质量的前提下兼顾切削效率、经济性和加工成本;切削用量各参数应根据机床实际情况,手册、被加工材料并结合实践经验确定。
本零件属于凸模类零件,具有平面、三维曲面、球面、直角和窄槽等特征,通过分析测量该零件的结构形状和大小,确定其加工顺序、刀具(直径、类型、圆角半径)和加工方式,然后根据制定的加工顺序和加工方式进行刀具路径程序编制,加工过程应包括粗铣、半精铣和精铣。
加工思路:
1.用圆鼻刀进行轮廓粗铣加工,把多余的毛坯快速大量去掉,留有余量;
2.用圆鼻刀进行等高外形粗加工,进一步粗铣外轮廓,留有余量;
3.用圆鼻刀铣刀进行等高外形精加工,初步精铣外形,不留余量;
4.用球头刀进行流线精加工,铣掉首次精加工的“梯田形”毛刺,不留余量;
5.用球头刀再次精铣轮廓。
三、三维实体建模
使用UG5.0建模,如图示:
1.画草图回转出头部轮廓;
2.拉伸出耳朵和嘴;
3.在新建的平面上画草图回转出眼睛;
4.使用边倒圆使尖角部分圆滑过渡。
5.完成建模。
四、三维模拟加工
所用刀具及相关参数:
序号加工内容加工方式刀具主轴转速进给速率
模拟加工过程:1、材料设置
2.粗加工轮廓、去毛坯:
a.单击“刀具路径”——“曲面粗加工”——“粗加工挖槽加工”;
b.全选凸模面,使用 20R4圆鼻刀,设置如下参数;
c.铣削刀路及效果如下:
3.二次外形粗加工:
a.单击“刀具路径”——“曲面粗加工”——“粗加工等高外形加工”;
b.全选凸模面,使用 12R3圆鼻刀,设置如下参数。
c.铣削刀路及效果如下:
4.初步精加工:
a.单击“刀具路径”——“曲面粗加工”——“精加工等高外形”;
b.全选凸模面,使用 6R3圆鼻刀,设置如下参数;
c.铣削刀路及效果如下:
5.三维曲面精加工
铣掉等高外形半精加工出现的微小阶梯面:
a.单击“刀具路径”——“曲面粗加工”——“精加工流线加工”;
b.选小狗脸部和眼睛的三维曲面,使用 3球头刀圆鼻刀加工,设置如下参数;
c.铣削刀路及效果如下:
6.三维曲面铣削精加工
a.单击“刀具路径”——“曲面粗加工”——“精加工流线加工”;
b.选小狗耳朵的三维曲面,同样使用φ3球头刀圆鼻刀加工,各项参数设置与4相同。
c.铣削刀路及效果如下:
7.清根加工
a.单击“刀具路径”——“曲面粗加工”——“精加工平行加工”;
b.全选凸模面,使用φ2球头刀加工,设置如下参数。
c.铣削刀路及效果如下:
五、后处理
1.曲面粗加工挖槽代码
勾选“曲面粗加工挖槽”加工步骤,点击“操作管理”——“刀具路径”中的“后处理已选择的操作”——,
生成G代码清单如下:开头:
结尾:
同理,其余加工步骤也得到G代码清单如下:2.曲面粗加工等高外形G代码:
开头:
结尾:
3.曲面精加工等高外形G代码:
开头:
结尾:
4.曲面精加工流线G代码:开头:
结尾:
5.曲面精加工流线G代码:开头:
结尾:
6.曲面精加工平行铣削G代码:开头:
结尾:。