MasterCAM X5后处理编辑
Mastercam后置处理文件及其设定方法详细说明
Mastercam后置处理文件及其设定方法详细说明Mastercam后置处理文件及其设定方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
mastercam系统后置处理文件的扩展名为pst,称为pst文件,它定义了切削加工参数、nc程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-absolute, or incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能g代码格式和辅助功能m代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# error messages (错误信息)psuberror # arc output not allowederror-wrong axis used in axis substitution, e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定g代码和m代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是a、b和c,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义nc程序的目录,定义启动和退出后置处理程序时的c-hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
mastercam X5后处理文件

# support reading of the Machine Definition. For Machine Definition support use
#
#Axis substitution:
# Use the Rotary axis substitution by drawing the geometry flattened
# from the cylinder. The rotary axis button must be active for axis
# Rotation zero position is on the Z axis for rotation on Y axis.
# Rotation zero position is on the X axis for rotation on Z axis.
# The machine view rotated about the selected axis as a "single axis
# Programmers Note:
# CNC 07/11/05 - Initial post update for Mastercam X
# CNC 06/26/06 - Initial post setup for Mastercam X2
# CNC 02/26/07 - Modified pwcs
# 1 = Reference return is generated and G92 with the
MasterCAM 后置处理设置方法详细说明

MasterCAM X版本后置处理及其修改方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
mastercam系统默认发那科后置处理文件的扩展名为pst,称为pst文件。
(一般该文件在共享文档\shared mcamx5\MILL\Posts\MPFAN.pst)根据本人多年使用经验,初次安装后后处理有以下几点要修改。
(1)默认后处理去掉第四轴A0的输出用记事本或任意文本编辑器打开MPFAN.pst,然后搜索Rotary Axis Settings,找到rot_on_x:1#SET_BY_MD Default Rotary Axis Orientation#0=Off,1=About X,2=About Y,3=About Z改成rot_on_x:0#SET_BY_MD Default Rotary Axis Orientation#0=Off,1=About X,2=About Y,3=About Z就可以关闭四轴,没有A0输出。
(2)去掉程序开头的注释输出用记事本或任意文本编辑器打开MPFAN.pst,然后搜索"%",找到"%",e$sav_spc=spaces$spaces$=0中间略掉spaces$=sav_spc改成"%",e$sav_spc=spaces$spaces$=0*progno$,sopen_prn,sprogname$,sclose_prn,e$#sopen_prn,"PROGRAM NAME-",sprogname$,sclose_prn,e$#sopen_prn,"DATE=DD-MM-YY-",date$,"TIME=HH:MM-",time$, sclose_prn,e$#Date and time output Ex.12-02-0515:52#sopen_prn,"DATE-",month$,"-",day$,"-",year$,sclose_prn,e$#Date output as month,day,year-Ex.02-12-05#sopen_prn,"DATE-",*smonth,"",day$,"",*year2,sclose_prn, e$#Date output as month,day,year-Ex.Feb.122005#sopen_prn,"TIME-",time$,sclose_prn,e$#24hour time output-Ex.15:52#sopen_prn,"TIME-",ptime sclose_prn,e$#12hour time output 3:52PMspathnc$=ucase(spathnc$)smcname$=ucase(smcname$)stck_matl$=ucase(stck_matl$)snamenc$=ucase(snamenc$)#sopen_prn,"MCX FILE-",*smcpath$,*smcname$,*smcext$, sclose_prn,e$#sopen_prn,"NC FILE-",*spathnc$,*snamenc$,*sextnc$, sclose_prn,e$#sopen_prn,"MATERIAL-",*stck_matl$,sclose_prn,e$spaces$=sav_spc在不需要的前面加#,就可以去掉注释的输出。
MASTERCAM的后置处理程序修改说明

MASTERCAM的后置处理程序设计一、前言数控自动编程分为以自动编程语言和以计算机绘图为基础的自动编程方法,两种方式都是经过刀位计算产生加工刀具路径文件,而不是数控程序。
从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及数控程序格式要求进行分析、判断和处理,最终形成数控机床能直接识别的数控程序,就是数控加工的后置处理(Post Processing)。
Mastercam是美国CNC 公司开发的基于微机平台的CAD/CAM软件,侧重于数控加工,其曲线、曲面设计主要针对数控加工编程,它能完成2~5轴数控铣削加工编程、线切割加工编程和车削编程加工,在模具制造业中的应用非常广泛。
该系统分为主处理程序和后置处理程序两大部分。
主处理程序针对加工对象、加工系统建立三维模型,用图形交互的方法计算刀具运动轨迹,生成加工刀具路径文件(称为NCI文件)。
NCI 文件是一个用ASCII码编写的文件,包含产生NC程序的全部资料。
该系统后置处理程序内定成适应日本FANUC控制器的通用格式,如FANUC 3M、FANUC 6M、FANUC 0—MC控制器等。
MV-610加工中心配置的数控系统是德国西门子SINUMERIK 810D,Mastercam软件生成的NC代码不能直接应用,还需人工做大量的修改,既不方便又易出差错。
因此,有必要对MV-610加工中心开发专用的后置处理程序,发挥软件的CAM模块最佳效果。
本文根据Mastercam7.2c的通用后置处理程序,结合MV-610加工中心和SINUMERIK 810D系统的特点,设计出专用的后置处理程序,以便Mastercam生成的NC程序能直接用于加工生产。
二、 Mastercam系统通用后置处理程序Mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
Mastercam后置处理文件及其设定方法详细说明
Mastercam后置处理文件及其设定方法详细说明Mastercam后置处理文件及其设定方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
mastercam系统后置处理文件的扩展名为pst,称为pst文件,它定义了切削加工参数、nc程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-absolute, or incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能g代码格式和辅助功能m代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# error messages (错误信息)psuberror # arc output not allowed"error-wrong axis used in axis substitution", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定g代码和m代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是a、b和c,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义nc程序的目录,定义启动和退出后置处理程序时的c-hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
mastercam后处理修改

MasterCAM后处理修改特殊技巧一.1 MasterCAM后处理修改特殊技巧:Scrollex EDIT另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、 MasterCAM后处理输出文件格式设置sextnc MIN #NC Program Extension for Okuma上述语句表示输出格式为MIN格式.若没有可以新建。
“.Trun”格式表示车床专用。
需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。
我就经常用MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1"则输出圆弧格式为“R”。
“arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St—Ctr;若为“3”表示由圆心指向起点,3=Ctr—St;若为“4”表示非增量.arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr—St ,4=unsigned inc.③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。
④、“Spaces"控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F"等控制语句前加一空格.⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。
一般输出语句的格式为:pbld, n,"M6”, e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句。
mastercam后处理修改

MasterCAM后处理修改特殊技巧一.1 MasterCAM后处理修改特殊技巧:Scrollex EDIT另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、 MasterCAM后处理输出文件格式设置sextnc MIN #NC Program Extension for Okuma上述语句表示输出格式为MIN格式。
若没有可以新建。
“.Trun”格式表示车床专用。
需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。
我就经常用MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”。
“arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St-Ctr;若为“3”表示由圆心指向起点,3=Ctr-St;若为“4”表示非增量。
arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180 arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St , 4=unsigned inc.③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。
④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。
⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。
一般输出语句的格式为:pbld, n, "M6", e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句。
MASTERCAM 后处理修改方法 必看

进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
1、增加G54指令(方法一):采用其他后处理文件(如)可正常输出G54指令。
由于后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示:单击FIND NEXT按钮,查找结果所在行为:pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e插入G54指令到当前行,将其修改为:pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e输出的NC文件修改前对应位置指令为:N102G0G17G40G49G80G90修改后变为:N102G0G17G40G49G80G90G54查找当前行的上一行:pbld, n, *smetric, e将其整行删除,或加上“#”成为注释行:#pbld, n, *smetric, e修改后G21指令不再出现,某些控制器可不用此指令。
注意修改时保持格式一致。
G21指令为选择公制单位输入,对应的英制单位输入指令为G20。
MASTERCAM后处理的设置及参数修改.docx

MASTERCAM后处理的设置及参数修改.docxMASTERCAM后处理的设置和参数修改后置处理文件简称后处理文件,MASTERCAM后置处理文件是一种可以由用户以回答问题的形式自行修改的文件,其扩展名为 .PST。
安装MASTERCAM时系统会自动安装默认的后处理为MPFAN.PST在.应用Mastercam 软件的自动编程功能之前,必须先对这个文件进行编辑,才能在执行后处理程序时产生符合某种控制器需要和使用者习惯的NC程序,如果没有全部更正,则可能造成事故 . MASTERCAM提供了不同系列的后处理文件,它们在内容上略有不同,但其格式及主体部分是相似的,一般都包括以下部分:1)注释部分。
对后处理文件及其设定方法作一般性介绍. 此部分内容一般都不用更改 .以下是截取的部分注释:( 注释前都带#号, 系统在执行代码处理时是不会读取前面带#号的语句的 .)#Post Name : MPFAN#Product : MILL#Machine Name : GENERIC FANUC#Control Name : GENERIC FANUC#Description : GENERIC FANUC MILL POST#Associated Post : NONE#Mill/Turn : NO#4-axis/Axis subs. : YES#5-axis : NO#Subprograms : YES#Executable : MP v9.0##WARNING:THIS POSTIS GENERICANDIS INTENDEDFOR MODIFICATION TO#THE MACHINE TOOL REQUIREMENTSAND PERSONALPREFERENCE.2)系统程序规划部分( Debugging and Factory SetProgram Switches )。
此部分是 MASTERCAM版本的后处理系统规划,每个版本都大同小异 , 一般不需更改 . 以下截取的是 9.0 版的 ) m_one : -1 #Define constantzero : 0 #Define constantone : 1 #Define constanttwo : 2 #Define constantthree : 3 #Define constantfour : 4 #Define constantfive : 5 #Define constant---fastmode : yes #Enable Quick Post Processing, (set to no for debug)bug1 : 2 #0=No display,1=Generic list box, 2=Editorbug2 : 40 #Append postline labels, non-zerois column position?bug3 : 0 #Append whatline no. to each NC line?bug4 : 1 #Append NCI line no. to each NC line?whatno : yes #Do not perform whatline branches?(leave as yes)get_1004 : 1 #Find gcode 1004 with getnextop?rpd_typ_v7 : 0 #Use Version 7 style contour flags/processing?strtool_v7 : 2 #Use Version 7+ toolname?tlchng_aft : 2 #Delay call to toolchange until movelinecant_tlchng : 1 #Ignore cantext entry on move with tlchng_aftnewglobal : 1 #Error checking for global variablesgetnextop : 0 #Build the next variable table3)常规后处理设定部分(General Output Settings )。
MASTERCAM后处理修改分解
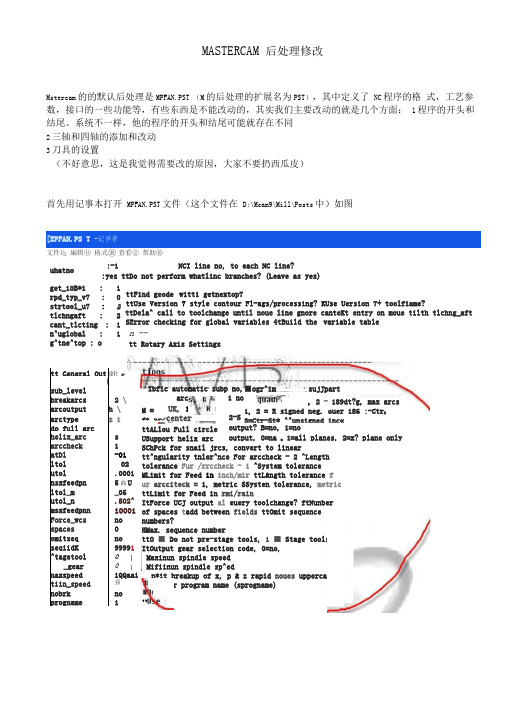
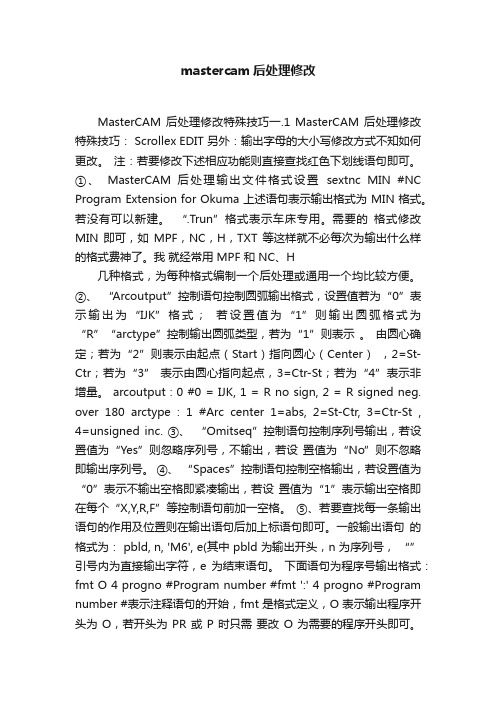
MASTERCAM 后处理修改Mstercam 的的默认后处理是MPFAN.PST (M 的后处理的扩展名为PST ),其中定义了 NC 程序的格 式,工艺参数,接口的一些功能等,有些东西是不能改动的,其实我们主要改动的就是几个方面: 1程序的开头和结尾。
系统不一样,他的程序的开头和结尾可能就存在不同 2三轴和四轴的添加和改动 3刀具的设置(不好意思,这是我觉得需要改的原因,大家不要扔西瓜皮)首先用记事本打开 MPFAN.PST 文件(这个文件在 D:\Mcam9\Mill\Posts 中)如图[EPFAH.PS T -记爭孝文件込 編辑⑥ 格式⑪ 查看② 帮助⑩:-1 NCI line no, to each NC line?:yes ttDo not perform whatlinc branches? (Leave as yes)ttFind geode witti getnextop7ttUse Version 7 style contour Fl-ags/processing? KUse Uersion 7+ toolfiame?ttDela^ call to toolchange until noue line gnore canteKt entry on moue tilth tlchng_aft SError checking for global variables 4tBuild the variable tablen --tt Rotary Axis Settingsuhatnoget_10B*i : 1rpd_typ_v7 : 0 strtool_u7 : 2 tlchngaft : 2 cant_tlcting : 1 n^uglobal : 1 g^tne^top : ott General Out 咄s 节■sub_levelbreakarcs 2 \ arcoutput h \ arctype z 1 do full archelix_arc s arccheck 1 atDl -01 ltol 02 utol .0001 nsxfeedpn 5曲U ltol_m _05 utol_n .802^ msxfeedpnn 10001 Force_wcs no spaces 0 omitseq no seqiidK 99991 ^tagetool 0 \ _gear 0 \naxspeed iQQaai tiin_speed 强 nobrk noprogname 1UK, 1 center , 2 - 189dt?g, max arcs1, 2 = R signed neg . ouer 186 :-Ctr #3=Ctr-St* ^^unsigned inc« 2-S output? B=no, 1=no output, 0=na p 1=all planes, 2=x? plane only ' I_TttALlou Full circle USupport helix arc SChPck for snail jrcs, convert to linear tt^ngularity tnler^nce For arccheck - 2 ^Length tolerance Fur /rrccheck - 1 ^System tolerance MLimit for Feed in inch/mir ttL&ngth tolerance f ur arcciteck = 1, metric SSysten tolerance, metric ttLimit for Feed in rmi/rain ItForce UCJ output al euery toolchange? ftNunber of spaces t add between fields ttOmit sequence numbers? HMax. sequence number ttO ■ Do not pre-stage tools, 1 ■ Stage tools ItOutput gear selection code, 0=no,Maxinun spindle speed Mifiinun spindle sp^edn*it breakup of x, p & z rapid noues uppercaseFor program name (sprogname)■ogr^im sujJpart Ibfic automatic subp no, 1 no arc M = ft »r< tt2下面主要讲讲程序的开头的改动:(1) G54的改动按CTRL+F 查出Start of File and Toolchange Setup 这一选项:你会在下面的程序中找到pbld, n, *sgcode, *sgpla ne, "G40", "G49", "G80", *sgabsi nc, e将其改为pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc,“ G54", e程序将由G0G17G40G49G80G90改为G0G17G40G49G80G90G54其中“表示强制输出 (2) G21的改动找到pbld, n, *smetric, e 程序行在其前面加一 #将他设置为注释部分,即可不输出 G21代码 大家应该都明白G21是代表公 制,G20是代表英制(3)时间和程序名的改动大家可以搜索DATE=DD-MM-YY ,这一行大家一看就明白了吧,自己想用什么代替就 用什么代替,然后出一个程序一看就明白了 4)刀具的设置MASTER 默认的POST 的刀具是不显示刀具的半径和角部圆角的,在文件中加入下面 的语句,就可以在程序的开头出现刀具的半径表示,方便检查刀具与程序中的刀具设置是否一致!ma 1 n_prg_n o wrr ogram nucnoer main, prq ..no tiProgran number sub_prg_no ffProgram number ^Program number ttRo tat ion point ttRotation point ttRotatIon point mt Q 2 peckl ttFirst peck increnent (position) mt Q 2 shftdrl #Fine bore tool shift ml: R 2 refht_a ttReFerence heightmt R 2 refht_i ♦tReferen 匚e heightmt "TOOL -" 4 t no teHt Note Formatmt ■■ PI A _ OFF . -“ ft toffnateNct ;e Format mt ■- LEH. - ** ** tlngno41 Note formatmt DI A .-・・tldia Note Format mt z RID _ - '* dNote FormatTool Comment / Manual Entry Sectiontoo) comment ttCnnRent for tooltno te = 1:toFFnote = tloFFno tlngnote = tlnqno, pstrtool,*tncte ,note , »tlngnote ,»tldia , *tcr ,'*>**, emr u / Ffit “ 7 mt □7 fmt " 7 mt X 2 mt V 2 mt Z 2 subprgno rnsx sut>_trnsy sub_trnszstrtool ttConnent For toolif strtool <> sblank, [strtool - ucase(strtool) *strtool, “ "comment 4Comnent From manual entry (must call pcon»nent2 if booleans)pcomment2 comment2 ttConinent from manual entrysconm = ucase (scomm) if geode = 1007, f sconm, else, "("» sconiik, f e00000(PROGRAM NAME _ FACIHG^HH)(DftTE-DD-MM-VV - 38-03-05 TII1E=HH :MM - 22r50) N1S0^OG17G4OG496S0G9O (25. FLAT ENftMILL TOOL - 1 DIA. OFF- - 41 LEH” - 1 DIA.M162GOG9 0?i-101 .107Y-^9.877HT 呻碇儿N106S1527M3N1 BSZfr.H11BC1Z0.F5-7M112K^7.036F61B.8 TN114«ii7 -98$N116G3V-32-37R8,754 N118C1K-89-551N120G2?-1^-863R8.75^ N122C1K117-114 N124X12B.A27M126G3V2■方却埠托8■了54 N128C1X-89-551H130G2V20.151R8,754 N132C1X120-927N134G3V37-65BRB.754 M136G1K-89-5S1H138G2V55-165HB-754 M14BG1K128*9Z7N11t2£3V72.672flfi.754 N1il4G1X-1 01.102N146CS25Q.H148M5 MS 01130模具加工一边情况下用不上四轴,所以在程序中可以取消A 代码:查找结果所在行为:if stagetool >= zero, pbld, n, *t, "M6", e 将其修改为: if stagetool >= zero, e # pbld, n, *t, "M6",另一个换刀的位置所在行为:pbld, n, *t, "M6", e 将其删除或改为注释行25. RII>. - a J 刀具的半径ttStart oF file for tool numberpcutt^p«tooichng = one if ntadl^ = on 叭rttskip single tool stagetool = nnne *npKt_tool*progno, P"(PROGRAM NAME - *\ sprognam^, ")*'F 色"(DATE-OD-MM-V? - ", date,・'TII4E=HH:MM - time, U & tt pbld, n , *snetric, e pbld, n. *sgcode, *sgplane, , ^'GSO'*, rgmb 亍irt£, e sau_ dbsinc = absincif mil <- one, ttUork coordinate system [电bsirw = onepFbld, n r sgabsinc, *sg28reF. *'20-'*, e pFbid^ n, »sg2fireF, "K 卅@ pFbld, n t '*G92", *xh» *yFi t e absinc - sau ab^inc11」Ipcominotietoc nmlt ttilultipie tool subprogram call ptoolcomi^rit comment pcanif stagetool >= zero,? pbld, n T *t t "Mfi'1, pind&M if mi! > one, abslnc ■ zeropcanl j pbld, n t *sgcode, *sgabsific, pucs, pFxout , pFi/out, pfcout t e pbld t n, *sgcode, pfcout, e pbld v n, *speed , spindle F pgaar T strcarttext T e K pbld» n , *tlngno ・ scoolnanl:, neift tool,, e absinc - sau_absinc pcom_ nuue^tooichng - zero cnsng SSingle tool subprogram call进行模具加工时,需从G54〜G59的工件坐标系指令中指定一个,最常用的是 G54。
mastercam后处理修改
mastercam后处理修改MasterCAM 后处理修改特殊技巧一.1 MasterCAM 后处理修改特殊技巧: Scrollex EDIT 另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、MasterCAM 后处理输出文件格式设置sextnc MIN #NC Program Extension for Okuma 上述语句表示输出格式为 MIN 格式。
若没有可以新建。
“.Trun”格式表示车床专用。
需要的格式修改MIN 即可,如MPF,NC,H,TXT 等这样就不必每次为输出什么样的格式费神了。
我就经常用 MPF 和 NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”“arctype”控制输出圆弧类型,若为“1”则表示。
由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St-Ctr;若为“3” 表示由圆心指向起点,3=Ctr-St;若为“4”表示非增量。
arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180 arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St , 4=unsigned inc. ③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。
④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。
⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。
mastercam后处理修改【范本模板】
MasterCAM后处理修改特殊技巧一.1 MasterCAM后处理修改特殊技巧:Scrollex EDIT另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、 MasterCAM后处理输出文件格式设置sextnc MIN #NC Program Extension for Okuma上述语句表示输出格式为MIN格式.若没有可以新建。
“。
Trun”格式表示车床专用。
需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。
我就经常用MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0"表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”。
“arctype”控制输出圆弧类型,若为“1"则表示由圆心确定;若为“2"则表示由起点(Start)指向圆心(Center),2=St—Ctr;若为“3”表示由圆心指向起点,3=Ctr—St;若为“4”表示非增量。
arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr—St ,4=unsigned inc。
③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号.④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格.⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。
一般输出语句的格式为:pbld, n,"M6”, e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句.下面语句为程序号输出格式:fmt O 4 progno #Program number#fmt ”:” 4 progno #Program number#表示注释语句的开始,fmt是格式定义,O表示输出程序开头为O,若开头为PR或P时只需要改O为需要的程序开头即可.这里的4表示程序号长度为4个字节.其它用fmt格式定义的语句也一样,可用此法修改想改的部分即可得到需要的输出结果。
mastercam后处理修改
M a s t e r C A M后处理修改特殊技巧一.1M a s t e r C A M后处理修改特殊技巧:Scrollex EDIT另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、 MasterCAM后处理输出文件格式设置sextnc MIN #NC Program Extension for Okuma上述语句表示输出格式为MIN格式。
若没有可以新建。
“.Trun”格式表示车床专用。
需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。
我就经常用MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则(“4”表示非增量。
③、“No”则不④、“1”表示输⑤、:。
#O为需要的格式)*scomm*t:从MasterCAM图形中读入刀具号*tnote, *toffnote, *tlngnote,*tldia:从MasterCAM图形中读入刀具直径date:从MasterCAM图形中读入日期time:从MasterCAM图形中读入时间*speed:从MasterCAM图形中读入主轴速度*spindle:从MasterCAM图形中读入主轴scoolant:从MasterCAM图形中读入冷却液打开与关闭“”:从MasterCAM图形中输出时引号内的内容直接输出。
Sprogname:从MasterCAM图形中输出程序名控制语句ScrollexMasterCAM9后处理的修改MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
mastercam后处理修改

MasterCAM后处理修改特殊技巧一.1 MasterCAM后处理修改特殊技巧:Scrollex EDIT另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、 MasterCAM后处理输出文件格式设置sextnc MIN #NC Program Extension for Okuma上述语句表示输出格式为MIN格式。
若没有可以新建。
“.Trun”格式表示车床专用。
需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。
我就经常用MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”。
“arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St-Ctr;若为“3”表示由圆心指向起点,3=Ctr-St;若为“4”表示非增量。
arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St ,4=unsigned inc.③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。
④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。
⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。
一般输出语句的格式为:pbld, n, "M6", e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句。
mastercam x5 后处理

MasterCAM9后处理的修改:MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受NC文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下:1、增加G54指令(方法一):采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST 后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\ PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST)单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。
MasterCAMX5后处理编辑

更改IJK格式:打开X5 选择设置-—机床器定义——选择要更改的后处理程序——选择圆弧选项——把XY,XZ,YZ平面设置成(开始至中心的间距).更改行号输出:打开X5 选择设置——机床器定义—-选择要更改的后处理程序——选择NC输出——行号一栏取消即可。
%号修改:用记事本打开后处理MPFAN文件-—查找Start of File and Toolchange Setup——在下方”%", e$—-改成我们需要的就可以了,如不需要%号,可在本行最前方加一个#就可以去掉%号了。
去掉程序中的空格:用记事本打开后处理MPFAN文件——查找sav_spc = spaces$——可在本行最前方加一个#就可以去掉空格了。
更改O0000(程序名):用记事本打开后处理MPFAN文件—-查找*progno$, sopen_prn, sprogname$, sclose_prn, e$——如果想删除O0000——就把开头的*progno$,这一段删除,有些机台不认O0000可能认O0001我们只需更改第一句*progno$,更改成"O0001”,就可以了想把O0000和程序序名分开就可以把*progno$,更改为*progno$, e$这样就分开了格式如下:O0000(COR01)去掉程序路径和时间信息:sopen_prn, "DATE=DD-MM-YY - ", date$, " TIME=HH:MM - ", time$,sclose_prn, e$ #Date and time output Ex。
12—02-05 15:52sopen_prn, "MCX FILE - ",*smcpath$, *smcname$, *smcext$,sclose_prn, e$sopen_prn,”NC FILE — ",*spathnc$, *snamenc$,*sextnc$,sclose_prn, e$sopen_prn, ”MATERIAL - ", *stck_matl$, sclose_prn, e$spaces$ = sav_spc这些段落全部开头加#去掉换刀程序:用记事本打开后处理MPFAN文件——查找pbld, n$, *t$, sm06, e$改为#pbld, n$, *t$, sm06, e $删除高度补偿:用记事本打开后处理MPFAN文件—-查找pbld, n$, sg43,*tlngno$, pfzout, scoolant, pstagetool, e$改为#pbld, n$, sg43, *tlngno$, pfzout, scoolant, pstagetool, e$如果要保留安全高度就改为:#pbld, n$, sg43, *tlngno$,pfzout, scoolant, pstagetool, e$去掉程序结束回归原点功能:用记事本打开后处理MPFAN文件-—查pbld, n$, sgabsinc, sgcode, *sg28ref,”Z0。
Mastercam后处理修改方法

Mastercam后处理修改方法Mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
Mastercam系统后置处理文件的扩展名为PST,称为PST文件,它定义了切削加工参数、NC程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1. 注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-Absolute, or Incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能G代码格式和辅助功能M代码格式。
2. 程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# Error messages (错误信息)psuberror # Arc output not allowed"ERROR-WRONG AXIS USED IN AXIS SUBSTITUTION", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3. 定义变量的数据类型、使用格式和常量赋值如规定G代码和M代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是A、B和C,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4. 定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义NC程序的目录,定义启动和退出后置处理程序时的C-Hook程序名。
5. 字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
字符串sg17,表示指定XY加工平面,NC程序中出现的是G17,scc1表示刀具半径左补偿,NC程序中出现的是G41,字符串sccomp代表刀具半径补偿建立或取消。
mastercamX5西门子后处理

# - Additional date, time and data path output options (see pheader)
# Revision log:
# --------------------------------------------------------------------------
# CNC 06/09/05 - Initial post setup for Mastercam X
# CNC 10/06/05 - Changed parameter read for min_speed, modified pspindle, pprep$ and pset_mach
# THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE.
#
# THIS POST REQUIRES A VALID 3 AXIS MACHINE DEFINITION.
# YOU WILL RECEIVE AN ERROR MESSAGE IF A ROTARY AXIS IS DETECTED IN
# comments at tool change or tooltable in header with tool comments at tool change (see tool_info)
# Tooltable output includes cutter compensation type and stock to leave information
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MasterCAM X5后处理编辑
更改IJK格式:
打开X5 选择设置——机床器定义——选择要更改的后处理程序——选择圆弧选项——把
XY,XZ,YZ平面设置成(开始至中心的间距)。
更改行号输出:
打开X5 选择设置——机床器定义——选择要更改的后处理程序——选择NC输出——行
号一栏取消即可。
%号修改:
用记事本打开后处理MPFAN文件——查找Start of File and Toolchange Setup——在下方"%",
e$——改成我们需要的就可以了,如不需要%号,可在本行最前方加一个#就可以去掉%号
了。
去掉程序中的空格:
用记事本打开后处理MPFAN文件——查找sav_spc = spaces$——可在本行最前方加一个#
就可以去掉空格了。
更改O0000(程序名):
用记事本打开后处理MPFAN文件——查找*progno$, sopen_prn, sprogname$, sclose_prn, e$——如果想删除O0000——就把开头的*progno$,这一段删除,
有些机台不认O0000可能认O0001我们只需更改第一句*progno$,更改成
"O0001",就可以
了
想把O0000和程序序名分开就可以把*progno$,更改为*progno$, e$这样就分
开了格式如下:
O0000
(COR01)
去掉程序路径和时间信息:
sopen_prn, "DATE=DD-MM-YY - ", date$, " TIME=HH:MM - ", time$,
sclose_prn, e$ #Date and time output Ex. 12-02-05 15:52
sopen_prn, "MCX FILE - ", *smcpath$, *smcname$, *smcext$, sclose_prn, e$
sopen_prn, "NC FILE - ", *spathnc$, *snamenc$, *sextnc$, sclose_prn, e$
sopen_prn, "MATERIAL - ", *stck_matl$, sclose_prn, e$
spaces$ = sav_spc
这些段落全部开头加#
去掉换刀程序:
用记事本打开后处理MPFAN文件——查找pbld, n$, *t$, sm06, e$改为#pbld, n$, *t$, sm06, e$
删除高度补偿:
用记事本打开后处理MPFAN文件——查找pbld, n$, sg43, *tlngno$, pfzout, scoolant, pstagetool, e$改为#pbld, n$, sg43, *tlngno$, pfzout, scoolant, pstagetool, e$如果要保留安全高
度就改为:
#pbld, n$, sg43, *tlngno$,
pfzout, scoolant, pstagetool, e$
去掉程序结束回归原点功能:
用记事本打开后处理MPFAN文件——查pbld, n$, sgabsinc, sgcode,
*sg28ref, "Z0.", scoolant,
e$改为#pbld, n$, sgabsinc, sgcode, *sg28ref, "Z0.", scoolant, e$ 去掉程序XY回归原点功能:
用记事本打开后处理MPFAN文件——查if nextop$ = 1003 | tlchg_home, pbld, n$, *sg28ref,
"X0.", "Y0.", 更改为#if nextop$ = 1003 | tlchg_home, pbld, n$,
*sg28ref, "X0.", "Y0.",
删除A0第四轴:
用记事本打开后处理MPFAN文件——查pcan1, pbld, n$, *sgcode,
*sgabsinc, pwcs, pfxout,
pfyout,
pfcout,
更改为
pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout, #pfcout, 有些机台钻孔后G80不会抬到安全高度:
用记事本打开后处理MPFAN文件——查pcan1, pbld, n$, sg80, strcantext, e$更改为pcan1, pbld, n$, sg80, pfzout, strcantext, e$其格式如下: 更改前:
G0G90G54X0.Y0.S1000M3
Z100.
G98G81Z-100.R1.F100.
G80
M5
M30
更改后:
G0G90G54X0.Y0.S1000M3
Z100.
G98G81Z-100.R1.F100.
G80Z100.
M5
M30
把刀具补偿G41D1更改为G41T1:
有些机台如西门子半径补偿值是T1的情况下:
用记事本打开后处理MPFAN文件——查fmt D 4 tloffno$ #Diameter offset number
更改为fmt T 4 tloffno$ #Diameter offset number就可以了。