工艺参数对激光切割工艺质量的影响_阎启
浅析影响激光切割机切割精度的3大因素
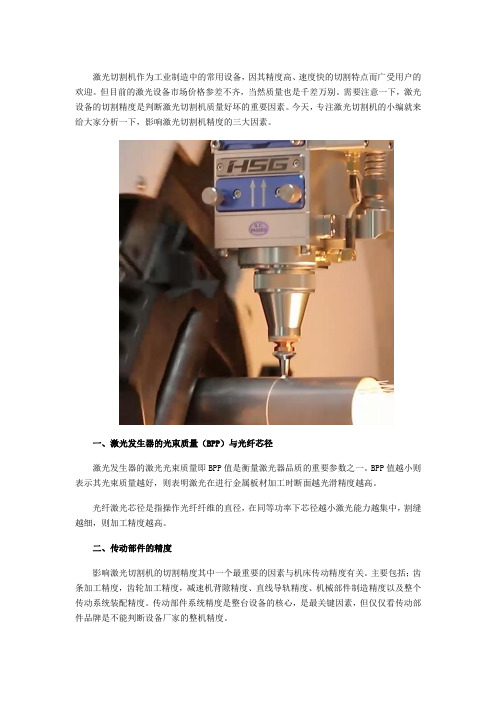
激光切割机作为工业制造中的常用设备,因其精度高、速度快的切割特点而广受用户的欢迎。
但目前的激光设备市场价格参差不齐,当然质量也是千差万别。
需要注意一下,激光设备的切割精度是判断激光切割机质量好坏的重要因素。
今天,专注激光切割机的小编就来给大家分析一下,影响激光切割机精度的三大因素。
一、激光发生器的光束质量(BPP)与光纤芯径激光发生器的激光光束质量即BPP值是衡量激光器品质的重要参数之一。
BPP值越小则表示其光束质量越好,则表明激光在进行金属板材加工时断面越光滑精度越高。
光纤激光芯径是指操作光纤纤维的直径,在同等功率下芯径越小激光能力越集中,割缝越细,则加工精度越高。
二、传动部件的精度影响激光切割机的切割精度其中一个最重要的因素与机床传动精度有关。
主要包括;齿条加工精度,齿轮加工精度,减速机背隙精度、直线导轨精度、机械部件制造精度以及整个传动系统装配精度。
传动部件系统精度是整台设备的核心,是最关键因素,但仅仅看传动部件品牌是不能判断设备厂家的整机精度。
三、切割工艺因素切割工艺也是影响切割精度的主要因素之一,切割工艺是指工艺人员根据不同的工况对各类板材与不同零件的加工切割参数进行调整并不断总结的经验,给客户提供最优质的切割质量。
同样功率激光器不同设备厂商所切割产品质量为何会不同就是工艺优劣的体现。
以上就是宏山激光小编为大家分享的影响激光切割机精度的3大因素了。
宏山激光作为国内激光设备行业的标杆厂家,拥有四个标准化智能装备制造基地,总面积超40000平方米,在激光机器人、多轴联动专业切管、精密焊接智能自动生产线等领域实现柔性制造与数字化分级管理。
有专业独立的核心研发团队和系统完善的售后技术支持部门,可以真正为客户提供高精度激光切割机!。
激光切割工艺参数的优化研究
激光切割工艺参数的优化研究激光切割技术是一种高精密度、高效率的材料切割工艺,广泛应用于金属加工、电子制造、汽车制造等众多领域。
而激光切割的工艺参数的优化研究对于提高切割质量、提高生产效率具有重要意义。
激光切割工艺参数包括激光功率、切割速度、气体压力等,这些参数对切割质量和效率起着决定性的影响。
因此,针对不同材料的切割,需要进行工艺参数的优化研究。
一、激光功率的优化研究激光功率是决定切割深度和速度的重要参数。
在切割过程中,过高的功率会导致过度熔化材料,造成熔渣的产生,影响切割质量;而功率过低,切割速度慢,影响生产效率。
因此,需要通过实验和模拟分析来优化激光功率。
针对不同材料的切割,可以通过实验来确定最佳的激光功率。
实验过程中,可以通过调节激光功率,观察切割质量和速度的变化。
在一定范围内逐步增加激光功率,找到最佳的功率设置,以达到切割质量和速度的最优化。
同时,利用数值模拟可以在较短时间内找到最佳激光功率。
数值模拟是一种通过计算机模拟切割工艺,预测切割效果的方法。
通过建立切割过程的数学模型和模拟算法,可以以较低的成本和风险进行激光功率的优化研究。
二、切割速度的优化研究切割速度是指激光在单位时间内通过材料的长度。
切割速度直接影响切割效率和质量。
通常情况下,切割速度越快,生产效率越高,但过快的切割速度也会造成切割质量的下降。
因此,需要通过优化研究切割速度,使之达到一个最佳值。
切割速度的优化研究方法有两种:一是通过实验方法确定最佳切割速度。
通过实验,可以在一定范围内逐步增加切割速度,观察切割质量的变化。
找到一个切割速度使得切割质量达到最优的临界点。
二是利用数值模拟方法进行切割速度的优化研究。
通过建立数学模型和模拟算法,对切割过程进行数值模拟,通过调整切割速度来达到最佳切割质量。
数值模拟方法可以快速找到最佳切割速度,提高研究效率和成本效益。
三、气体压力的优化研究激光切割过程中需要利用辅助气体,常用的有氮气、氧气和惰性气体等。
简述激光切割工艺的影响因素
简述激光切割工艺的影响因素激光切割工艺是一种高精度、高效率的切割方法,广泛应用于各个行业。
在激光切割过程中,有许多因素会对切割质量和效果产生影响。
本文将从几个方面简述激光切割工艺的影响因素。
激光功率是影响激光切割的重要因素之一。
激光功率越大,其能量密度就越高,切割速度也越快。
但是如果功率过高,可能会导致材料过度熔化,从而影响切割质量。
因此,在实际操作中需要根据材料的不同选择适当的激光功率。
激光波长也会对激光切割产生影响。
不同的材料对不同波长的激光有不同的吸收能力。
一般来说,对于金属材料,CO2激光波长为10.6微米的切割效果较好;而对于非金属材料,如有机材料和塑料,红外激光波长为1.06微米的切割效果更佳。
激光光斑质量也会对切割质量产生影响。
激光光斑的质量取决于激光束的聚焦度和光斑尺寸。
如果光斑质量不好,可能会导致切割边缘不光滑,甚至可能会出现焦点跳动的情况。
因此,在切割过程中,需要保证激光束的聚焦度和光斑尺寸的稳定。
切割速度也是影响切割效果的重要因素之一。
过快的切割速度可能会导致切割质量下降,甚至无法切割透材料。
而过慢的切割速度则会降低生产效率。
因此,在实际操作中需要根据材料的特性和切割要求选择适当的切割速度。
气体辅助也是激光切割中不可忽视的因素之一。
在激光切割过程中,常用的气体辅助有氮气、氧气和惰性气体等。
气体辅助可以降低切割过程中的材料熔化温度,提高切割速度和质量。
不同的气体辅助对切割效果有不同的影响,需要根据具体的材料和切割要求进行选择。
激光切割工艺的影响因素包括激光功率、激光波长、激光光斑质量、切割速度和气体辅助等。
在实际操作中,需要根据材料的特性和切割要求合理选择这些因素,以达到最佳的切割效果。
只有充分理解和把握这些影响因素,才能实现激光切割工艺的优化与提高。
激光切割加工中的参数优化与工艺分析
激光切割加工中的参数优化与工艺分析引言激光切割技术作为一种非接触式的加工方式,具有高精度、高效率、无污染等优点,广泛应用于金属加工领域。
而激光切割加工的质量和效率则受到各种参数的影响。
因此,对激光切割加工过程中的参数进行优化与工艺分析,对于提高加工质量和效率具有重要意义。
一、激光切割加工中的常用参数1. 激光功率:激光功率是激光切割中最基本的参数之一。
激光功率的大小直接影响切割速度和切割深度。
一般来说,功率过大容易造成切割过度熔化,功率过小则会导致切割效率低下。
2. 扫描速度:扫描速度是激光束在工件表面移动的速度。
扫描速度的选择直接影响切割速度和切割表面质量。
过高的扫描速度会导致切割不完整,过低则会导致切割速度过慢。
3. 焦点位置:焦点位置是指激光束在工件上的聚焦位置。
不同的焦点位置会对切割质量产生影响。
如果焦点位置过高或过低,将会影响切割线的质量和精度。
4. 气体类型与流量:在激光切割过程中,常用的气体有氮气、氧气和惰性气体等。
不同的气体类型和流量对切割质量起到重要作用。
例如,氮气可以防止切割过程中的氧化反应,而氧气可以提高切割速度。
二、参数优化与工艺分析方法1. 基于试验和经验的方法:通过在实际加工中调整参数并进行试验,观察切割效果和质量,得到合适的参数组合。
在此基础上,结合经验,不断优化参数,提高加工效果和质量。
2. 基于数学模型和仿真的方法:通过建立激光切割加工的数学模型,并借助仿真软件进行模拟,对不同参数组合下的切割效果进行评估。
通过分析仿真结果,优化参数组合,找到最佳的加工工艺。
3. 基于人工智能的方法:利用机器学习、深度学习等人工智能技术,对激光切割加工的数据进行分析和处理。
通过大量的数据训练和优化,实现对参数组合的智能优化,提高切割效率和质量。
三、激光切割加工中的参数优化与工艺分析案例1. 参数优化案例:以不锈钢材料为例,通过试验和经验的方法,确定合适的功率、扫描速度、焦点位置和气体流量等参数。
TC1板激光切割工艺参数对切割质量的影响研究的开题报告
TC1板激光切割工艺参数对切割质量的影响研究的开题报告一、研究背景随着现代制造业的不断发展,机械加工技术在零部件的加工中扮演越来越重要的角色。
而激光切割技术作为一种无工具磨损、高精度和高效率的加工方法,已经逐渐代替了传统的机械切割和冲压加工。
在TC1板等镍基合金材料的切割中,尤其需要采用激光切割技术。
然而,激光切割技术的切割质量受到许多因素的影响,如激光功率、切割速度、气体压力等。
这些参数的不同组合可能会对切割质量产生不同的影响。
因此,本研究旨在通过对TC1板激光切割工艺参数对切割质量的影响进行研究,为深入掌握该材料的激光切割工艺优化提供实验依据。
二、研究内容本研究将选择TC1板作为实验对象,采用激光切割技术对其进行切割。
然后通过对不同激光功率、切割速度和气体压力的调节,获得不同参数组合下的切割样品,并对其切割质量进行评估。
具体研究内容如下:1. 选择合适的激光设备,测量不同功率、不同速度和不同气体压力下的激光切割工艺参数。
2. 进行TC1板的激光切割,获得不同参数组合下的切割样品。
3. 评估不同参数组合下切割样品的切割质量,包括切割边缘质量、切割面光洁度、切面垂直度等方面指标。
4. 分析不同参数组合对切割质量的影响,找出最佳的一个或多个组合方案。
三、研究意义本研究旨在深入探究TC1板激光切割工艺优化的问题,为TC1板等镍基合金材料的加工提供技术支撑和理论指导。
本研究的成果将有助于:1. 增强对TC1板激光切割工艺的理解,更好地掌握该材料的加工技术;2. 提高TC1板的加工效率和加工质量,降低成本;3. 为进一步研究镍基合金材料的激光切割提供实验基础。
四、研究方法1. 实验室环境条件:实验室要求采用清洁、静音、温湿度适宜的环境。
实验过程中,需要注意电气安全和化学灼伤等风险。
2. 实验材料:选取TC1板作为实验材料。
3. 实验仪器:激光切割机、数字万用表、光源和显微镜等。
4. 实验步骤:(1)测量各项切割工艺参数值。
光纤激光切割参数对切割质量的影响
湖南大捷智能装备有限公司光纤激光切割参数对切割质量的影响1. 焦点位置的影响焦点位置是激光焦点到工件表面的距离,它直接影响到切面粗糙度、切缝的坡度和宽度以及熔融残渣的附着状况。
如果焦点位置太超前,这样会使被切割的工件下端所吸收的热量增多,在切割速度和辅助气压一定的情况下,会导致被切割的材料和切缝附近被融化的材料呈液态在下表面流动,冷却后被熔化的材料则会呈球状沾附在工件的下表面;若位置滞后,被切割的材料下端面所能吸收的热量减小,这样切缝中材料就不能完全融化,在板材下表面就会粘附一些尖锐而短小的残渣。
通常情况下,焦点位置应在工件表面或稍微偏下一点,但不同的材料要求不一样,切割碳钢时,焦点在板材表面时切割质量较好;而不锈钢切割时,焦点应在板材厚度的1/2左右时效果更佳。
2.切割速度的影响激光切割加工中,切割速度对切割材料的质量有相当大的影响,理想中的切割速度会使切割面呈现比较平稳的线条,且材料下部不会出现熔渣。
当辅助气体气压和激光功率一定时,切割速度与切缝宽度呈现出一种非线性的反比关系,当切割速度比较慢时,激光能量在切缝的作用时间延长,从而导致切缝宽度增大,当速度过慢时,激光束作用时间太长,工件的上切缝和下切缝相差就会很大,切割的质量下降,生产效率也将大大降低。
随着切割速度的升高,激光束能量在工件上的作用时间变短,这样便使得热扩散和热传导效应变小,从而切缝的宽度也相应变小。
当速度过快时,被切割的工件材料就会由于切割热量输入的不足出现切不透的情况,这种现象属于不完全切割,并且熔化的材料不能及时被吹掉,这些熔融物将会使切缝重新焊接。
3.激光功率的影响激光功率的大小对切割速度、切缝宽度、切割厚度和切割质量都有相当大的影响。
所需功率的大小是根据材料的特性和切割的机理而定。
比如导热性能好和熔点高以及切割表面反射率高的材料需要较大的激光功率。
一般在其它条件一定的情况下,激光切割加工中有一个获得最佳切割质量的激光功率,进一步降低或提高功率就会产生挂渣或过烧现象而导致加工质量下降。
激光切管工艺参数设置
激光切管工艺参数设置引言激光切管是一种高效、精确的金属切割方法,广泛应用于航空航天、汽车制造、机械加工等领域。
在进行激光切管过程中,工艺参数的设置对切割质量和效率起着至关重要的作用。
本文将从激光切管的原理、工艺参数的选择以及参数优化等方面进行探讨。
激光切管原理激光切管是利用高能激光束作用于金属管道表面,通过熔化和气流吹除的方式实现金属管道的切割。
具体原理如下:1.聚焦光束:激光光束通过透镜进行聚焦,将能量集中在一个小点上,提高能量密度。
2.吸收与熔化:激光束照射到金属管道表面后,金属会吸收光能并转化为热能,局部温度升高。
3.氧化反应:金属在高温下与氧气发生氧化反应,形成金属氧化物。
4.气流吹除:氧化物通过高速气流的作用下被吹除,完成金属管道的切割。
工艺参数的选择激光功率激光功率是影响切割速度和质量的主要参数。
通常情况下,激光功率越高,切割速度越快,但过高的功率会导致热影响区扩大,影响切割质量。
因此,在选择激光功率时需要考虑切割材料的厚度和所需切割速度。
气体类型及流量在激光切管过程中,常用的气体有氮气、氧气和辅助气体。
氮气主要用于冷却切割区域,避免熔化材料流入切割缝内;氧气用于促进金属与氧化反应的进行;辅助气体用于吹除熔化的金属和氧化物。
选择合适的气体类型及流量有利于提高切割质量和效率。
焦距焦距是指激光聚焦透镜与切割材料之间的距离。
合适的焦距有利于将光束聚焦到切割区域,提高能量密度。
焦距的选择应根据切割材料的厚度和所需切割速度进行调整。
扫描速度扫描速度是激光聚焦点在切割材料上移动的速度。
过高的扫描速度会导致切割质量下降,过低的扫描速度则会使切割速度减慢。
因此,在选择扫描速度时需要根据切割材料的硬度和所需切割质量进行调整。
工艺参数的优化试验设计为了选择合适的工艺参数,可以进行一系列的试验。
试验中需要改变功率、气体流量、焦距和扫描速度等参数,观察切割速度、切缝宽度和切割质量等指标的变化。
通过试验结果,寻找最佳的工艺参数组合。
影响切割质量的因素

不锈钢的激光切割
不锈钢一般采用高压氮气辅助切割,需要激光功率较高, 切口白亮,不氧化、不变色。如用氧气助熔切割,在同样功率 下切割速度可加快,但切口氧化变黑。不锈钢中含有10%--20%的铬,由于铬的存在,倾向于破坏铁的氧化过程,使熔化 层氧化不完全,反应热减少,切割速度较低。另一方面,由于 熔化物没有完全氧化,与工件之间有较大的黏附力,不易完全 从切口吹除,较易在切口的下沿留有熔化残渣。特别是对于含 镍元素的奥氏体不锈钢来讲,熔融态的镍的黏度较高,更容易 引发熔渣黏附在割缝背面。对于切口氧化程度要求不高时,也 可以采用压缩空气作为辅助气体。为了减少粘渣和提高切割速 度,可以采用高压氧气来切割不锈钢。另外采用高重复频率脉 冲激光切割不锈钢,高的峰值功率可有效地消除切口粘渣。切 割不同牌号的不锈钢,切割参数略有不同。
当喷嘴压力大于300kPa时,会产生正激波。切割压力 与喷嘴到工件表面距离的关系,已没有明显的周期性压力 变化,高切割压力区距喷嘴出口非常近,其他区域切割压 力太低。
透镜焦距、焦点位置与切割质量
透镜焦距与焦点位置是光束能会聚成很小的光点, 获得极高的能量密度,从而切出窄的割缝,为此需要焦 点光斑直径尽可能的小。由于焦点光斑直径与透镜焦距 成正比,为此要选择短焦距的透镜,但在激光穿孔时飞 溅较大,透镜离工件太近容易将透镜损坏。另一方面透 镜的焦深与透镜焦距也成正比,为了控制方便,透镜焦 深不能太小,也要求透镜的焦距不能太短。综合考虑, 一般大功率CO2激光工业切割机中广泛采用127--190mm 的焦距,此时焦点光斑直径在0.1--0.4 mm之间,焦深 在5--8mm之间,需要控制焦点相对于被切割材料表面的 位置不超过焦深值。
常用材料的激光切割特性 --金属板材的激光切割
可见所有的金属对红外波段的激光都有很 高的反射率,但高功率的红外激光还是能很好 地切割金属,主要是由于高功率密度(大于106 W/cm2)的聚集激光照射到金属表面时,光照射 的焦点处会在微秒量级的时间内熔化和氧化, 氧化层和熔融的金属层对光的吸收率急剧增加, 一般可达到60%--80%。一旦完成穿孔,光的吸 收率更高。因此,大多数金属材料可以很好地 用激光进行切割加工。
CO_2激光切割不锈钢的自适应控制优化
径 ,切 割 速 度必 然 要 产 生 起 伏 ,这 时 较 易 出现 沾
渣 、过 烧 等现象 。
率 、 加 工 速 度 等 , 可 以 在加 工过 程 中 实 时调 整 , 借 此 可 以 通 过 调 整 这 些 参数 来 应对 激 光切 割 板 材 的动 态变 化 。数 控 加 工 过 程 中 ,路 径 变 化 往 往 会 影 响到 激 光切 割 时局 部 切 割 位 置 的能 量 输 入 ,速
关键词 :激 光切割 ;小尺 度路径 ;控制优化 中圈分 类号 :T 4 5 G 8 文献标 识码 :B 文章编号 :1 0—0 ( 0 ) 2上) 0 5 — 3 9 14 2 1 1 ( 一 0 3 0 0 3 1
Do: .9 c Jis .0 9 0 .0 1 1 (E) 1 i 1 3 6l . n 1 0 - 14 2 1 .2 0 / s 3 .7
切 割 时 ,需 要 用 户 选择 和 调 整 的 工艺 参数 只 有 几
个 关 键 因 素 。各 因 素及 相 互组 合 对 激 光切 割 质 量 的 影 响 较 难 用 理 论 模 型 进 行 分析 ,往 往 要 借 助 试 验观 察 总 结 ] 于静 态参 数 ,例 如 透 镜 焦距 、 。对 辅 助 气 体 类 型 等 ,在切 割 过程 中保 持 一 致不 变 ,
组合形式 。对于介于高速和低速条件之 间的工艺 参数 可通 过式 ( )进行 调整 : 2
由此 计算 出式 ( )的具体 形式 : 2
V 13 P 一7 1 20 F 一1 0 5 . 4 一1 1 .4 1 .6 2 71 D 74
—
一
工艺参数对激光切割1060铝板切割质量的影响
6 5 8 6 5 2 5 5 7
1 5 8
O . O1 0 . 0 5 0 . 1 2 0 . O 3
0. 11
1 5 Biblioteka 4 4 3 4 2 l
4 3
3 2 . 工 艺 与 新技 术 .
文 章 编号 : 1 0 0 2 — 0 2 5 X ( 2 0 1 5 ) 0 6 — 0 0 3 2 — 0 4
焊 接 技 术
第4 4卷第 6期 2 0 1 5年 6月
工 艺 参 数 对 激 光 切 割 1 0 6 0 铝 板 切 割 质 量 的 影 响
4 5 6
试验材料为 2 mm厚 1 0 6 0铝 板 .表 面经 氧 化 处
理 .切 割 的小试块 尺 寸为 1 0 0 m mx 5 0 mm 激 光切 割 机 的最 高 输 出 功率 为 1 k W ,波 长 1 . 0 6 m,辅 助 气 体 为 ( 0 2 ) 9 9 . 9 9 9 %,喷嘴 直径 为 1 . 5 m m。采用 四因 素 四水 平 的 L 。 ( 4 )正 交 试 验 方 法 优 化 激 光 切 割 工 艺 .因素水 平见表 1 。
单 一 区域 。
关键 词 : 激 光切 割 ;1 0 6 0铝 板 ;切 缝 宽 度 ;粗 糙 度 ;熔 渣 量
中 图 分 类 号 :T G 4 8 5 文 献 标 志 码 :B
表 1 正 交 试 验 水 平 因 素 表
0 引言
方 案 号 A 激 光 功 率
, W
1 2 7 0 0 8 0 0 9 0 0 l o 0 O
黄志国
( 承德 石 油 高 等专 科 学 校 工业 中心 ,河北 承 德 0 6 7 0 0 0 )
激光切割工艺参数设置经验
激光切割工艺参数设置经验在激光切割领域,工艺参数的设置对于切割品质和效率至关重要。
合理的工艺参数设置可以保证切割过程稳定、效率高、切割边缘平整。
本文将介绍一些激光切割工艺参数的设置经验,帮助您更好地掌握激光切割技术。
1. 材料厚度激光切割工艺中,材料的厚度是决定工艺参数的关键因素之一。
一般来说,材料越厚,需要的功率越大,切割速度也会相应减小。
在设置工艺参数时,需要根据材料的具体厚度来调整功率和切割速度,以达到最佳切割效果。
2. 焦距焦距是指激光聚焦镜头与工件表面之间的距离。
合适的焦距可以保证激光能量聚焦在工件表面上,确保切割质量。
一般来说,焦距设置过近会导致焦点集中在工件内部,使切割质量下降;焦距设置过远则会导致能量不足,影响切割速度。
因此,在设置工艺参数时,要根据材料的特性和厚度来调整焦距,以获得最佳的切割效果。
3. 激光功率激光功率是影响切割速度和质量的重要参数之一。
功率过高会导致工件熔化过多,切口边缘不平整,功率过低则会导致切割速度慢,切割效果不佳。
在设置工艺参数时,要根据材料的种类和厚度来选择合适的激光功率,以确保切割效果最佳。
4. 切割速度切割速度直接影响了生产效率和切割质量。
过快的切割速度会导致切口边缘粗糙,切口熔渣过多;而过慢的切割速度则会浪费时间,降低生产效率。
在实际操作中,要根据材料的特性和厚度来调整切割速度,以获得最佳的切割效果。
5. 气体类型和压力激光切割过程中常用的气体有氮气、氧气和惰性气体等。
不同的气体对切割效果有着不同的影响。
一般情况下,氮气可用于不锈钢和铝合金的切割,氧气适用于碳钢和合金钢的切割。
在设置工艺参数时,需要根据所切割材料的种类选择合适的气体类型和压力,以确保切割质量。
综上所述,激光切割工艺参数的设置直接影响了切割效果和生产效率。
合理设置工艺参数可以提高切割质量,降低生产成本,提升生产效率。
通过不断实践和总结经验,我们可以更好地掌握激光切割技术,为生产加工提供更好的保障。
对影响激光切割机切割质量因素的分析
(i guY nlC C M cieT o C . t,Y nzo 2 17 C ia J ns ag N ahn ol o ,Ld a ghu2 52 , hn ) a i
ma e n a l ss o h i a t r fe tn a e u tn u lt s c s o c l tr sr cu e,l s rmo a , k s a nay i ft e man f co s af ci g l s rc ti g q aiy, u h a s i a o tu t r l a e d l OP L,fc spo iin,c ti p e o u sto ut ng s e d,p we n a ec o r a d g s, t . Ke r y wo ds:ls r u t g qu lt a e ;c t n aiy;mo a h r c e itc ;c ti r c s r mee s i d lc a a trsi s u t ng p o e spaa tr
Absr c t a t:Ba e 1 t e e p rme t lr s a c n ls rc t n uai s d O3 h x e i n a e e r h o a e u t g q lt i y,t i ril h sa t e,fo t e a p c so n e — c r m h s e t fi h r e tc a a trsi s f t e a e c ti g n h rc e itc o h ls r u tn ma hie, c ti g r c s paa tr a d e hn lg c l o dto s c n u tn p o e s r me e s n t c oo ia c n i n , i
Get格雅TC1板激光切割工艺参数对切割质量的影响分析
and Beta of the organization has had the marten—site transformation.The tensile test indicated that the laser cutting test specimen does not have the obvious necking in the stretch process,and it breaks immediately after necking.The biggest loads,the yield strength,the longitudinal strength, the elongation ratio of machine—finishing test specimen are higher than the laser cutting test specimen.The fatigue test indicated that the safety life of the laser cutting test specimen is as 8.76%of the machine-finishing test specimen.
(2)近 u 型钛合金:毡合金中参加少量 B 稳定元素,室温稳定状态 13 相数量一般 小 于 10%,根据添加元素的性质,退火组织中将包含少量 p 相或金属间化合物。如 TAl5 (Ti-6 . 5A1 . 2Zr-lMo 一 1V) 、 TI . 8A1—1Mo . 1V 和 Cc 相 加 金 属 间 化 合 物 合 金 , 如 Ti.2.5Cu。
激光焊的主要工艺参数对焊接质量的影响
激光焊的主要工艺参数对焊接质量的影响激光焊是一种应用激光技术进行焊接的新型焊接方法。
激光焊具有高能量浓度、局部加热快、热效应小等优点,因此在航空航天、汽车制造、电子设备等领域得到了广泛应用。
激光焊的主要工艺参数包括激光功率、激光束直径、焊接速度、焊缝型式等,这些工艺参数对于焊接质量具有重要影响。
首先,激光功率是指激光发射的能量大小,在激光焊中,激光功率的大小直接影响焊接温度和热输入。
激光焊中,激光功率过小会导致焊接质量不达标,焊缝内可能存在未熔化或未完全熔化的金属颗粒;激光功率过大则容易造成焊缝过宽和过深,引起焊接后的热影响区扩大和凝固裂纹等问题。
因此,选择适当的激光功率对于焊接质量的保障至关重要。
其次,激光束直径是指激光束在焊接过程中的有效焦点直径。
激光束直径的大小会影响激光焊缝的宽度和形状,从而影响焊接质量。
激光束直径过大会导致焊缝宽度过大,影响焊缝质量;而激光束直径过小则会导致焊缝过窄,增加焊接难度。
因此,激光束直径的选择要依据焊接材料和焊接要求进行合理调整,以保证焊接质量。
第三,焊接速度是指激光照射到工件上时,焊接头沿焊缝方向移动的速度。
焊接速度的快慢对焊接质量有直接影响。
焊接速度过快会导致焊接缺陷,如焊缝内夹杂物和未充分熔化区域增加,降低焊缝的连接强度。
而焊接速度过慢会导致焊缝过宽,焊接热影响区增大,易产生开裂等缺陷。
因此,选择适当的焊接速度对于焊接质量的保证至关重要。
此外,焊缝型式也会对焊接质量产生重要影响。
不同的焊缝型式适用于不同的焊接工艺和材料。
一般有点焊、连续焊、螺旋焊等。
选择正确的焊缝型式可以提高焊接强度和焊接质量。
综上所述,激光焊的主要工艺参数包括激光功率、激光束直径、焊接速度和焊缝型式等,这些参数的选择和调整对焊接质量起到重要作用。
在进行激光焊时,需要根据具体的焊接要求和材料特性,合理选择和调整这些工艺参数,以达到理想的焊接质量和性能。
激光切割参数设置与质量控制
激光切割参数设置与质量控制孙怀林;章升程;孙培【摘要】目的研究激光切割各参数之间的关系,提高激光切割的质量和效率.方法选取1.0~3.0 mm厚度的热成形零件进行激光切割试验,分别选切块、切孔和切边进行分析.结果随着料厚的增加,激光切割的焦点、功率、喷嘴距离等参数数值需增大,气压速度等参数数值需减小.结论通过对不同厚度的热成形零件进行试验,总结出不同板厚热成形零件合适的激光切割工艺参数,得到了不同厚度热成形零件激光切割的最优组合参数设置方案.【期刊名称】《精密成形工程》【年(卷),期】2019(011)001【总页数】5页(P119-123)【关键词】热成形;激光切割;参数设置【作者】孙怀林;章升程;孙培【作者单位】上海赛科利汽车模具技术应用有限公司,上海汽车车身先进制造工程技术研究中心上海 201209;上海赛科利汽车模具技术应用有限公司,上海汽车车身先进制造工程技术研究中心上海 201209;上海赛科利汽车模具技术应用有限公司,上海汽车车身先进制造工程技术研究中心上海 201209【正文语种】中文【中图分类】TH164近年来,在全球倡导“节能环保”的大背景之下,汽车轻量化得以快速发展,为保证汽车的强度和安全性能的需求,热成形零件在汽车车身上得到普遍应用[1]。
热成形通过将材料22MnB5的钢板进行加热、成形、急冷,实现相体转化而获得高强度性能的工艺过程,热成形零件的抗拉强度可以高达1300~1800 MPa[2],因此热成形零件在成形后无法通过传统的切边冲孔工艺进行后道工序加工[3],激光切割技术正是在这样的一个大背景下,大量应用于汽车零件制造[3—7]。
目前激光切割技术中最先进的是五轴激光切割加工技术,其激光发生模式摒弃了传统二氧化碳发生系统,采用更加精密的光纤技术,使激光切割出来的产品质量更稳定,精度更高,其中最具代表的有德国通快和意大利的普瑞玛,他们的技术在激光切割过程中有着明显的优势,因此倍受很多企业的青睐,并得到了广泛、成功的应用[7—9]。
工艺参数对激光切割工艺质量的影响_曾昭阳

80 SCIENCE &TECHNOLOGY FOR DEVELOPMENT工程技术-技术创新与应用工艺参数对激光切割工艺质量的影响曾昭阳 王笑香 哈尔滨工业大学 哈尔滨 150001摘要:随着科技的发展,国内汽车制造业在材料加工方面逐步引进激光切割技术,激光切割加工是一项极为繁杂的过程。
通过汽车冷轧钢板激光切割实验,分析激光切割工艺参数对粗糙度、挂渣以及切缝宽度等切割质量的影响。
关键词:工艺参数 激光切割 工艺质量激光切割技术在国外已经发展成熟,并得到广泛应用。
随着我国科技进步,一些汽车制造厂商也在材料加工领域逐步引进激光切割技术[1]。
在激光加工技术中,运用最为普遍的是激光切割技术,该技术具有切割速度快、实用性高以及切口宽度小等优势。
在切割加工范围内,二氧化碳激光器所占比例已达80%左右。
在激光切割实际运用中,激光热应力切割法、激光气化切割法以及激光融化切割法等影响最大。
激光切割加工工艺参数选择在很大程度上影响着最终的切割质量,而激光切割质量只有达到一定标准,才能被最终加以运用。
激光切割加工过程受诸多因素的影响,在这一系列因素中,影响最为深远的当属激光输出功率以及激光切割速度对表面粗糙度、切缝宽度、挂渣以及热影响区宽度的影响。
笔者在此选择汽车冷轧钢板进行激光切割工艺试验,借助实验所得数据,总结出激光输出功率及激光切割速度对激光切割工艺质量的影响规律[2]。
工件在切割前,对其进行激光切割的可行性以及切割过程中可能出现的问题要预先予以考虑。
比如,此类材料可否进行激光切割、切割的难点、是否需要试割、工件切割的基准起始点等。
影响激光切割质量的因素很多,激光切割的一个主要优点是能够对切割过程中的主要因素实施高度控制,使切割出的工件充分满足客户的要求,并且重复性好。
这些主要因素由切割速度、焦点位置、辅助气体压力、激光输出功率等工艺参数构成。
除了以上4个最重要的变量以外,对切割质量产生影响的因素还包括光束参数(模式和功率、激光束的偏振、激光束的聚焦、脉冲波光束)和工件特性(材料表面反射率、材料表面状态),以及割炬和喷嘴、外光路系统、工件固定等其他因素。
讨论激光加工中的切割工艺对于切割质量的影响上篇
讨论激光加工中的切割工艺对于切割质量的影响上篇企业在运用激光切割机进行切割加工的过程中,如何提高切割的质量相信是所有企业最为关心的事情了,那么应该如何提高呢?切割速度、焦点位置、辅助气体、输出功率、材料特性是影响切割质量的五个主要原因。
另外,材料的固定装置也对切割的质量有着非常重要的影响,热力在激光切割的过程中是遍布整个材料的,因此在固定材料的时候必须要考虑到不能够造成材料的移动从而造成切割材料的时候发生尺寸的误差。
下面来详细的讨论下影响切割质量的因素切割速度的影响在一个固定的激光功率和材料条件下,切割速度是有着一个公式的,只有在这个数值以上的速度,材料的切割速度才和激光的功率大小成正比,就是说在这种情况下增加激光功率就能够提高切割的速度。
在这里要指出的是功率的大小不仅仅和激光的输出功率有关系,同时也和激光束模式有关联,最后要知道的是激光束的聚焦系统也对切割有着很大的作用。
当一件材料越薄的时候其切割的速度就越快,反之则越慢。
因此我们在保持其它数据不变的情况下提高切割速度就要做到这么几点:1、提高功率。
2、完善激光束的模式。
3、降低聚焦光斑的尺寸。
4、注意切割材料的材质。
对于切割金属材料的切割来说,如果我们能够保持所有的工艺流程都保持不变,那么激光切割的速度就可以在一个固定范围内有着非常满意的切割质量,而且这种范围对于切割金属来说是非常宽松的。
需要注意点,在某些情况下切割的速度如果过慢那么有可能会导致熔化的材料没能及时排除,从而烧蚀材料表面造成切割粗糙焦点位置调整的影响激光功率大小对于切割速度有非常大的影响,我们在选择透镜的焦长的时候就需要非常慎重了。
激光束在产生聚焦后其形成的光斑的大小事与透镜的焦长成正比的,激光束在经过了短焦距长透镜后所产生的光斑的尺寸很小,从而焦点处的功率非常的高,这对材料的切割时非常有利的。
当然了其也是存在缺点的,其的焦深很短同时调节的余度非常小一般情况下只适合高速切割方式适合的薄板材料。
激光切割质量影响因素
对激光切割质量的影响因素2012-01-28 19:37:25| 分类:默认分类|字号订阅一、切割速度对切割质量的影响对给定的激光功率密度和材料,切割速度符合于一个经验式,只要在通阈值以上,材料的切割速度与激光功率密度成正比,即增加功率密度可提高切割速度。
这里所指的功率密度不但与激光输出功率有关,而且与光束质量模式有关。
另外,光束聚焦系统的特征,即聚焦后的光斑大小也对激光切割有很大的影响。
切割速度与被切割材料的密度(比重)和厚度成反比。
当其他参数保持不变,提高切割速度的因素是:提高功率(在一定范围内,如500~2 000W);改善光束模式(如从高阶模到低阶模直至TEM00);减小聚焦光斑尺寸(如采用短焦距透镜聚焦);切割低起始蒸发能的材料(如塑料、有机玻璃等);切割低密度材料(如白松木等);切割薄型材料。
特别对金属材料而言,在其他工艺变量保持恒定的情况下,激光切割速度可以有一个相对调节范围而仍能保持较满意的切割质量,这种调节范围在切割薄金属时显得比厚件稍宽。
有时,切割速度偏慢也会导致排出热融材料烧蚀口表面,使切面很粗糙。
二、焦点位置调整对切割质量的影响由于激光功率密度对切割速度影响很大,透镜焦长的选择是个重要问题。
激光束聚焦后光斑大小与透镜焦长成正比,光束经短焦长透镜聚焦后光斑尺寸很小,焦点处功率密度很高,对材料切割很有利;但它的缺点是焦深很短,调节余量小,一般比较适用于高速切割薄型材料。
由于长焦长透镜有较宽焦深,只要具有足够功率密度,比较适合切割厚工件。
在确定使用何种焦长的透镜以后,焦点与工件表面的相对位置对保证切割质量尤为重要。
由于焦点处功率密度最高,大多数情况下,切割时焦点位置刚处在工件表面,或稍微在表面以下。
在整个切割过程中,确保焦点与工件相对位置恒定是获得稳定的切割质量的重要条件。
有时,透镜工作中因冷却不善而受热从而引起焦长变化,这就需要及时调整焦点位置。
当焦点处于最佳位置时,割缝最小、效率最高,最佳切割速度可获得最佳切割结果。
光纤激光切割机加工参数对切割质量的影响
光纤激光切割机加工参数对切割质量的影响一、激光功率对切割能力和质量的影响激光切割的质量主要包括以下几个方面:尺寸精度、切口速度、切割面的粗糙度和热影响区的宽度。
1、激光功率和切割厚度:激光输出功率越大,所能切割的材料的厚度就越大,比如说武汉梅曼科技有限公司生产的光纤激光切割机,1000W可以切割10mm的碳钢和8mm的不锈钢,而500W的就得不到这个厚度。
当然,在相同功率的情况下,如果是所切割的材料材质不同,所能切割的厚度也不相同。
2、激光功率和切割速度:光纤激光切割不同板厚、不同材料时,功率与板厚的比值同切割速度成正比关系。
在相同的激光功率条件下,激光有氧切割的速度要比激光熔化切割快得多。
3、激光功率与表面粗糙度:在激光切割加工中,照射到工件上的激光功率密度PO(W/CM²)和能量密度EO(J/CM²)对激光切割过程起着重要的影响。
二、激光束的质量激光切割的切口宽度同光束模式和聚焦后光斑直径有很大的关系。
由于激光照射的功率密度和能力密度都与激光光斑直径有关,为了获得较大的功率密度和能力密度,在激光切割加工中,光斑尺寸要尽可能小。
三、辅助气体一般情况下,材料切割都需要辅助气体,其有四个目的,一是与金属产生放热化学反应,增加能力强度;二是从切割去吹掉熔渣,清洁切割缝;三是冷却邻近区域,减小热影响尺寸;四是保护透镜,防止燃烧产物污染光学镜片。
四、辅助气体压力增加辅助气体压力可以提高切割速度,但到达一个最大值后,继续增加气体压力反而会引起切割速度的下降。
在高的辅助气压下,切割速度降低的原因除归结为高的气流速度对激光效应区冷却效应增强外,还可能是气流中存在的间歇冲击波对激光作用区的干扰。
气流中存在不均匀的压力和温度,会引起气流场密度的变化。
五、喷嘴与工件表面的距离喷嘴气流与工作切缝耦合是个动力学问题,排除气流形式与喷嘴和工件间距离都是重要变量。
喷嘴离工件表面太近,影响对溅散切割产物之巅的驱散能力;但离得太远,会造成不必要的动能损失。
浅析影响数控激光切割机切割质量的因素
浅析影响数控激光切割机切割质量的因素摘要:现代工业机械企业生产中,对数控切割机械性能的要求越来越高,激光切割机其具有切割速度快、切割面光洁等优点,在机械零件加工中应用越来越广泛。
本文对影响数控激光切割机切割质量的因素展开了分析,仅供参考。
关键词:数控;激光切割机;质量;影响因素一、引言为满足当代工程机械企业批量生产过程中不规则板料的大量需求,而激光切割机在切割30mm 以下不规则板料时所具有的一些特点如:切割速度快、切割面光洁等,被广泛应用于各大型工程制造企业中,影响激光切割质量的因素很多,包括切割工作气体类型与纯度、切割参数、排版的工艺合理性、操作人员的综合技术能力及对设备的了解程度等多方面,本文从切割程序设置、排版、切割速度、激光输出功率和辅助气体等方面,谈一些需特别注意发生的技术问题:二、数控激光切割的特点所谓激光切割指的是运用聚焦镜将激光束聚焦在材料表面,实现材料的整体熔化或气化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹作相对运动,这样就能够将材料切割成既定形状的裂缝,完成材料切割。
随着现代工业的发展,对于产品加工中切割技术水平的要求越来越高。
相比于传统的切割方式,激光切割方式具有切割速度快、精度高、割缝小以及切割范围广等优点,因此,在现代机械加工中得到了非常广泛的运用。
三、数控激光切割机质量影响因素1.在数控激光切割机运行过程中,原材料的状态会对激光切割的质量产生重要影响。
材料表明的形态会影响其对激光束的吸收,特备是材料表明的粗糙度以及氧化层,会对激光束的吸收率产生很大影响。
另外,如果材料表明发生锈蚀或者油污层较厚,那么不但会影响激光切割的速度,同时还可能引发切割过程中出现爆孔或者切断不彻底,导致断面粗糙或者积瘤过于严重。
所以,在使用激光切割原材料的过程中,不但要保证材料表明无锈蚀和油污,同时还应该遵守各规格零件应按照先大后小排料原则,按照板材形状结合材料利用率合理排料;2.加工环境温度也会对激光切割机的切割质量产生影响,特别是在夏季炎热季节,对于激光切割机整个床身裸露在外环境中没有进行密闭的设备,水冷机组只有在18~21摄氏度的温度下才能够正常工作,夏季车间温度高达32~33℃,水冷机组的温度很难下降,这就会使得激光切割机切割出现能量较低,光束较少的现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
— 153 —
2. 激光功率 、切割速度对表面粗糙度的影响 在实验中测量了试样的粗糙度 , 得到切缝表面 粗糙度(Rz 值)随切割速度和激光功率的变化规律 , 如图 4 - 图 5 所示 。图中黑点为实测数据 , 曲线为采 用二次函数拟合的结果 。 从图中可以看出 , 在其它 参数不变的情况下 , 表面粗糙度随着切割速度的增 加 , 先减小后增大 , 随着激光功率变化不明显 , 并均 呈现抛物线变化规律 。
Fig . 8 Influence of cutting po wer on laser cutting dr oss
3. 激光功率 、切割速度对挂渣的影响 优良的激光切割边部应当无挂渣的存在 , 影响 激光切割边部挂渣的工艺因素之一便是激光输出功 率与激光切割速度 。 图 7 为在激光功率一定的条件
Fig. 7 Influence o f cutting speed on laser cutting dr oss
结 论 通过本试验的研究 , 可以得出如下结论 : 1 对所研究的钢板 , 在其它条件相同下 , 切缝宽 度随切割速度的增加有一缓慢降低的过程并达到一 稳定值 ;切缝宽度随激光功率的增加而增大 。 2 切割速度及激光功率对切割表面粗糙度的影 响是一抛物线规律 ;随切割速度的变化 , 切割边部形 貌存在分形现象 。 3 在其它参数不变的情况下 , 切割速度和激光 功率在一定范围内变化 , 会存在一个无挂渣区域 。 4 金属材料激光切割后其热影 响区非常小 , 基 本在 30μm 左右 , 受激光切割工艺参数的影响不大 。
F ig . 1 Po sition of o ptical elements
结果与讨论 1. 激光功率 、切割速度对切缝宽度的影响 使用金相显微镜测量激光切割切缝表面宽度 , 得到切缝宽度随速度和功率的变化规律如图 2 - 图 3 所示 , 图中黑点为实测数据 , 曲线为采用二次函数 拟合的结果 。从图中可以看出 , 当其它参数不变的 情况下 , 切缝宽度随着切割速度的增加而逐渐减小 并趋向于稳定值 , 随着激光功率的增加而逐渐增大 。
2006 年 2 月 15 日收稿
割工艺实验研究 , 对获得最佳激光切割质量效果的 激光功率 、切割速度等工艺参数对关键切割质量指 标的影响进行了比较分析 。
试验材料及方法 本次实验所采用材料为汽车用冷轧钢板 。 基板 化学成分见表 1 , 实验材料的厚度为 1. 2mm , 实验材 料的机械性能见表 2 。
Influence of technology parameters on the laser cutting quality
Yan Qi Liu F eng (B aoshan I ron and S teel Corp , S hanghai 201900 ) Abstract In this paper , e xperiment on laser cut ting of co ld ro lled steel sheet was ca rried out. Influence of the cutting speed and laser pow er o n the cutting seam w idth , surface roug hness and dross w as studied. Results show ed that the cutting seam w idth varied w ith the increase of cutting speed and la ser o utput po we r. Influence of the cut ting speed and laser po we r on the surface ro ug hne ss demo nst rated the pa rabo lic rule s. The cutting edge macrog raph show ed the striation pheno meno n with
T able 1 T he chemical co mpo sitio n o f materials(0. 02
Mn 0. 25
P 0. 015
S 0. 005
T able 2 T he mechanical pro pe rties of ma te rials
图 6 为不同切割速度对切割表面形貌的影响 , 从图中可以看出 , 在切割速度达到 3. 5m / min 时 , 可 以获得最佳的切割表面 。 而当切割速度过小时 , 则 出现很多尖峰及挂渣 , 在速度过大时 , 则出现分形现 象。
Fig . 3 Influence of lase r cut ting powe r on seam width
e) v =6. 5m / min f) v =8m / min Fig. 6 Inf luence of cut tin g s peed on laser cu t ting edge qu ali ty
Fig . 9 H ea t affec ted zo ne af te r laser cutting
F ig . 4 Influe nce of cutting speed o n lase r cutting r oughne ss
Fig . 2 Influence of cutting speed o n seam w idth
F ig . 5 Inf luence of lase r powe r on la ser cutting ro ug hness
阎 启 刘 丰
(宝山钢铁股份有限公司 , 上海 201900)
提要 对汽车用冷轧钢板进行了激光切割工艺试验 , 研 究了激 光切割 速度与激 光功率 对切缝 宽度 、表面 粗糙度 、挂渣 等 切割质量的影响 。 结果显示在相同的条件下 , 切缝宽 度随切 割速度 的增加 而有一 定的变 化 , 随 激光功 率的增 加而显 著增加 。 切割速度及激光功率对切割表面粗糙度的影响是一抛物线规律 , 随切割速度的变 化 , 切 割边部形 貌存在分形 现象 。 金属材 料 激光切割后其热影响区非常小 , 受激光切割工 艺参数的影响不大 。 关键词 冷轧钢板 激光切割 工艺
the v ariation of cutting speed. Hea t affected zo ne of co ld rolled steel after la ser cutting wa s very nar row and w as not affected by the v ariation of laser cutting techno lo gy pa rameters. Key words Cold rolled steel sheet , La ser cutting , Technology
参考文献 [ 1] 王家金 , 激光加工技术 , 中国计量出版社 , 1992. [ 2] 阎启等. 机械工程材料 , 2002 , 26(9) :25 - 26 [ 3] 刘东华. 激光杂志 , 1992 , 13(4) :207 - 213 [ 4] M . Vicanek et al, J. Phhy s. D. 1987, 20:1191 - 1196 [ 5] A . Ivar so n e t al. J. M aterials P ro cessing T echnolog y ,
— 152 —
a) v =0. 5m /min b) v =2m /min
c) v =3. 5m /min d) v =5m /min
下 , 挂渣长度与切割速度的关系 , 图 8 为在切割速度 一定的条件下 , 挂渣长度 与激光输 出功率的 关系 。 由图 7 和图 8 可知 , 在其它参数不变的情况下 , 切割 速度和激光功率在一定范围内变化 , 会存在一个无 挂渣区域 。 4. 热影响区宽度 使用金相显微镜观察测量不同激光切割工艺参 数下切割端面的热影响区宽度 , 结果表明热影响区 宽度随激光切割工艺参数的变化不明显 。 图 9 为激 光切割断面及切割面热影响区情况 , 从结果可以看 出 , 热影响区基本上在 30μm 左右 。
第 26 卷第 3 期 应 用 激 光 Vo l. 26 , N o. 3
2006 年 6 月 APPLIED LASER June 2006
工艺参数对激光切割工艺质量的影响
σ0. 2 (M P a)
148. 2
σb (M P a)
310. 5
δ8 0 ( %) 44. 3
r 1. 79
n 0. 24
在本次实验中采用美国 P RC 公司 CO 2 快速轴 流激光器对实验材料进行激光切割 。 激光切割工艺
— 151 —
辅助气体为氮气 , 聚焦镜焦距为 125m m 。 激光器输 出激光后 , 经过 9 个反射镜和一个透镜将激光束聚 焦到工件表面 , 激光束传输位置如图 1 所示 。
激光切割技术在国外得到迅速发展和运用 , 国 内汽车厂也开始逐步运用激光切割技术来进行材料 加工 。 激光切割因其切割速度快 、切口宽度窄 、适用 范围广 , 而 成为应用最广 泛的激光 加工技术 之一 。 尤其是 CO 2激光器的应用 , 其在切割加工领域应用 所占的比例达到 80 % [ 1 , 2] 。 在激光切割的应用中 , 使用最多的切割方法有激光热应力切割法 、激光汽 化切割法 、激光熔化切割法等[ 3 , 4] 。 激光切割加工过程非常复杂 , 影响因素又很多 。 如果加工工艺参数选择不当 , 其切割质量必然会受 到很大影响 。激光切割质量好坏是影响激光切割最 终能否被成功运用的关键 , 而对于激光切割质量的 评价指标也十分复杂[ 5] 。 在众多影响因素中 , 激光功率 、切割速度对切缝 宽度 、表面粗糙度 、热影响区宽度 、挂渣的影响规律 尤其具有重要意义 。 本文对普通汽车冷轧钢板进行了二维激光切